Способ относится к электроаппаратостроению и системам электроснабжения и может быть использован для обработки поверхностей контактных соединений, в частности разрывных медных контактов электрокоммутационных устройств.
Известен способ нанесения композиционного ламинатного молибден-медного покрытия на медную контактную поверхность, включающий использование концентрированных потоков энергии для испарения исходных материалов молибдена и меди и конденсацию их на контактную поверхность. В качестве исходных материалов используют сначала фольгу меди массой 4÷5 мг с навеской порошка молибдена массой 0,8÷0,9 г, затем одну фольгу меди массой 175÷185 мг. Испарение осуществляют при пропускании по фольге электрического тока, вызывающего ее электрический взрыв. Конденсацию продуктов взрыва на контактную поверхность осуществляют при значении поглощаемой плотности мощности на упрочняемой поверхности 4,5÷5,0 и 3,7÷4,2 ГВт/м2 соответственно (RU №2455388, С23С 14/32, 2012).
Недостатком способа является невозможность его использования в разрывных сильноточных медных токопроводах для защиты поверхностей контакт-деталей, являющихся дугогасящими либо одновременно и токоведущими, и дугогасящими, так как используемые в нем операции и их последовательность предполагают нанесение покрытия, верхний слой которого составляет медь, не обладающая высокой тугоплавкостью и не являющаяся вследствие этого дугостойкой.
Наиболее близким к заявляемому относится способ получения покрытия для электрического контакта, основанный на ионно-плазменном напылении материала с твердостью выше твердости материала подложки при опорном напряжении на подложке 90÷120 В. При этом на подложку напыляют двойной сплав меди с хромом, многократно изменяя в процессе напыления напряжение на подложке до 1000-1200 В и обратно к опорному, причем частота изменения напряжения составляет 1÷2 раза на каждый микрометр толщины покрытия, а продолжительность напыления при 1000-1200 В равна 0,2-0,4 от времени напыления покрытия микронной толщины (SU №1628564, кл. С23С 14/54, 1989).
Недостатком способа-прототипа является то, что получаемое покрытие не является достаточно тугоплавким для повышения дугостойкости контакт-деталей в разрывных сильноточных медных токопроводах из-за содержания большого количество меди в нем.
Задачей изобретения является увеличение электроэрозионной стойкости поверхности разрывных медных контакт-деталей электрокоммутирующих устройств.
Техническим результатом является повышение ресурса работы медных токопроводов электрокоммутирующих устройств.
Поставленная задача и указанный технический результат достигаются в способе нанесения покрытия на медный контакт электрокоммутирующего устройства путем ионно-плазменного напыления молибдена на медный контакт. Напыление начинают при напряжении на медном контакте 1100-1500 В с обеспечением его нагрева до объемной температуры 180-230°С, потом напыление ведут при опорном напряжении на медном контакте 110-130 В с обеспечением напыления слоя покрытия толщиной 2-4 микрометра, а затем при повышенном напряжении на медном контакте, равном 1100-1500 В, и продолжительности напыления, равной 0,3-0,5 от времени напыления покрытия толщиной в один микрометр. После этого продолжают напыление с многократным повышением напряжения на медном контакте от опорного до упомянутого повышенного напряжения и понижением напряжения обратно к упомянутому опорному напряжению c получением покрытия требуемой толщины.
Существенное отличие заявленного способа состоит в том, что предусматривается нанесение молибденового покрытия на предварительно нагретую медную контакт-деталь с ограничением температуры ее нагрева. Нагрев происходит при напряжении на напыляемой поверхности 1100-1500 В, так как при высоком напряжении происходит усиление интенсивности ионной бомбардировки при значительном снижении доли ионного осаждения (конденсации).
Величина напряжения ионной бомбардировки выбрана не меньшей 1100 В, так как при ее уменьшении не происходит разогрева поверхности до температуры 180°С, являющейся температурой начала рекристаллизации электротехнической меди, способствующей внедрению ионов молибдена в ее поверхность. Превышение величины 1500 В ведет к разогреву выше 230°С и разупрочнению контакт-деталей, что при их дальнейшей многократной коммутации, включающей ударное нагружение, ведет к уменьшению ресурса работы.
Применение медных токопроводящих контакт-деталей с ионно-плазменным покрытием из тугоплавкого материала молибдена позволяет уменьшить число образующихся в режиме короткого замыкания мостиков сварки за счет повышения температуры плавления материала поверхности контакт-деталей. Осаждение покрытия осуществляют при напряжении 110-130 В, так как при этом ток плазменной дуги составляет 90-100 А, что позволяет интенсивно осаждать молибден.
Изменение в процессе нанесения напряжения от 110-130 В до 1100-1500 В и обратно позволяет поддерживать температуру напыляемой поверхности, необходимую для прочного сцепления напыляемых слоев молибдена между собой. Продолжительность промежуточной ионной бомбардировки каждых двух-четырех напыленных микрометров молибденового покрытия в течение времени, меньшем чем 0,3 от времени осаждения покрытия микронной толщины, не позволяет разогреть напыляемую поверхность в степени, достаточной для прочного сцепления напыляемых слоев молибдена между собой. Длительная ионная бомбардировка - более 0,5 от времени осаждения покрытия микронной толщины ведет к перегреву и разупрочнению медной контакт-детали.
Изменение напряжения на напыленной молибденовой поверхности от 110-130 В до 1100-1500 В на толщине покрытия менее 2 мкм приводит к значительному утоньшению каждого слоя покрытия и в итоге к увеличению затрат времени и энергоресурсов для получения требуемой толщины покрытия, необходимой для повышения ресурса работы медных токопроводов электрокоммутирующих устройств. Изменение напряжения от 110-130 В до 1100-1500 В на толщине покрытия более 4 мкм не обеспечивает получения прочно сцепленных между собой слоев молибденового покрытия.
Способ осуществляют следующим образом. На распыляемую торцевую поверхность катода из меди марки M1 размещают высокочистый молибден марки М99,95-МП. Катод помещают в катодный узел электродугового испарителя установки для ионно-плазменного напыления. Зажигают дугу и подают напряжение 1100-1500 В, что позволяет распылять молибденовую поверхность катода и бомбардировать ионами напыляемую деталь до достижения ею объемной температуры 180-23°С. Затем снижают напряжение до 110-130 В и при токе дуги 90-100 А осаждают на поверхности детали слой молибденового покрытия. После осаждения слоя покрытия толщиной 2-4 микрометра изменяют величину напряжения до 1100-1500 В, за счет этого происходит усиление ионной бомбардировки при уменьшении ионного осаждения. Высокое напряжение сохраняют в течение 0,3-0,5 от времени осаждения покрытия микронной толщины. За это время происходит механотермическое воздействие на напыленный слой с его разогревом. После указанного времени высокое напряжение снижают до 110-130 В и указанный цикл повторяют неоднократно таким образом, чтобы получить покрытие требуемой толщины.
Изобретение реализовано в лабораторных условиях на модернизированной установке ионно-плазменного напыления «Булат». На распыляемой торцевой поверхности медного катода из меди марки M1 механическим способом закрепляли пластину из высокочистого молибдена марки М99,95-МП толщиной 5 мм. Обработке подвергали контактную поверхность образцов диаметром 40 мм из электротехнической меди марки M1Т. Предварительно была установлена зависимость объемной температуры образца от различных сочетаний напряжения и времени ионной бомбардировки. Значения температуры контролировались контактным способом при помощи термопары ТХК (L).
Пример 1. Образец обезжиривали в спирте, помещали в вакуумную камеру на подложкодержатель. Камеру откачивали до достижения вакуума порядка 4·10-5 мм рт. ст., после откачки на образец подавали напряжение 1100 В и поддерживали в течение 10 минут. Далее напряжение снижали до 120 В, при этом ток плазменной дуги составил 90 А, что позволило получить скорость напыления порядка 30 мкм/час. После 4 минут напыления изменили напряжение на образце до 1100 В и поддерживали в течение 1 минуты, что составило 0,5 от времени осаждения покрытия микронной толщины. Затем напряжение снова снижали и цикл повторяли еще 4 раза. Образец охлаждали в вакууме в течение 10 минут. Общее время обработки составляло 45 мин, в результате получили покрытие толщиной порядка 9 микрометров.
Пример 2. Образец обезжиривали в спирте, помещали в вакуумную камеру на подложкодержатель. Камеру вакуумировали, на образец подавали напряжение 1500 В и поддерживали в течение 8 минут. Далее напряжение снижали до 130 В, при этом ток плазменной дуги составил 100 А, что позволило получить скорость напыления порядка 40 мкм/час. После 6 минут напыления изменяли напряжение на образце до 1500 В и поддерживали в течении 30 секунд, что составило 0,3 от времени осаждения покрытия микронной толщины. Затем напряжение снова снижали и цикл повторяли еще 3 раза. Образец охлаждали в вакууме в течение 10 минут. Общее время обработки также составило 44 мин, покрытие имело толщину порядка 14 микрометров.
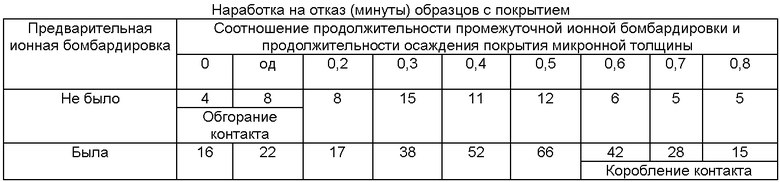
Испытания на электроэрозионную износостойкость образцов с нанесенными покрытиями проводили при их контакте с электродом из вольфрамовой проволоки по наличию проводимости в контакте. Режим испытаний: частота коммутаций (число циклов замыкания-размыкания) равна 1 Гц (60 коммутаций в минуту), расстояние между контактами 5 мм, напряжение 220 В, сила тока составляла 10 А. За отказ принималось отсутствие проводимости в контакте в течение десяти коммутаций подряд. Испытывались покрытия толщиной 9-10 микрометров как без стадии предварительной ионной обработки, так и по предлагаемому способу. Результаты испытаний приведены в таблице.
Предлагаемый способ находится на стадии лабораторных испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА РАЗРЫВНЫЕ АЛЮМИНИЕВЫЕ КОНТАКТЫ ЭЛЕКТРОКОММУТИРУЮЩИХ УСТРОЙСТВ | 2007 |
|
RU2366756C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ДЛЯ ЭЛЕКТРИЧЕСКОГО КОНТАКТА | 2014 |
|
RU2598729C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ Mo-C-Ag-N НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2021 |
|
RU2768808C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ МОЛИБДЕНА И МЕДИ НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2013 |
|
RU2545852C1 |
| СПОСОБ НАНЕСЕНИЯ ГРАДИЕНТНЫХ ЖАРОСТОЙКИХ ПОКРЫТИЙ Y-MO-O ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА | 2019 |
|
RU2728117C1 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКИХ ПОКРЫТИЙ Y-МО-О ИЗ ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА | 2019 |
|
RU2697758C1 |
| Способ нанесения электроэрозионностойких покрытий на основе молибдена, меди и никеля на медные электрические контакты | 2015 |
|
RU2623546C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2379378C2 |
| ИНСТРУМЕНТ ДЛЯ ГОРЯЧЕГО ФОРМООБРАЗОВАНИЯ | 2015 |
|
RU2687321C2 |
| Способ синтеза многослойных покрытий на изделиях с использованием синхротронного излучения | 2022 |
|
RU2829394C2 |
Изобретение относится к электроаппаратостроению. Способ нанесения покрытия на медный контакт электрокоммутирующего устройства включает ионно-плазменное напыление молибдена на медный контакт. Напыление начинают при напряжении на медном контакте 1100-1500 В с обеспечением его нагрева до объемной температуры 180-230°С, потом напыление ведут при опорном напряжении на медном контакте 110-130 В с обеспечением напыления слоя покрытия толщиной 2-4 микрометра, а затем - при повышенном напряжении на медном контакте, равном 1100-1500 В, и продолжительности напыления, равной 0,3-0,5 от времени напыления покрытия толщиной в один микрометр. После чего продолжают напыление с многократным повышением напряжения на медном контакте до упомянутого повышенного напряжения и понижением напряжения обратно к упомянутому опорному напряжению c получением покрытия требуемой толщины. Обеспечивается увеличение электроэрозионной стойкости поверхности медных контактов, что соответственно повышает ресурс работы медных токопроводов электрокоммутирующих устройств. 1 табл., 2 пр.
Способ нанесения покрытия на медный контакт электрокоммутирующего устройства, характеризующийся тем, что ведут ионно-плазменное напыление молибдена на медный контакт, которое начинают при напряжении на медном контакте 1100-1500 В с обеспечением его нагрева до объемной температуры 180-230°С, потом при опорном напряжении на медном контакте 110-130 В с обеспечением напыления слоя покрытия толщиной 2-4 микрометра, а затем при повышенном напряжении на медном контакте, равном 1100-1500 В, и продолжительности напыления, равной 0,3-0,5 от времени напыления покрытия толщиной в один микрометр, после чего продолжают напыление с многократным повышением напряжения на медном контакте до упомянутого повышенного напряжения и понижением напряжения обратно к упомянутому опорному напряжению c получением покрытия требуемой толщины.
| SU 1628564 A1, 20.03.2001 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА РАЗРЫВНЫЕ АЛЮМИНИЕВЫЕ КОНТАКТЫ ЭЛЕКТРОКОММУТИРУЮЩИХ УСТРОЙСТВ | 2007 |
|
RU2366756C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТИТАН-БОР-МЕДНЫХ ПОКРЫТИЙ НА МЕДНЫХ КОНТАКТНЫХ ПОВЕРХНОСТЯХ | 2010 |
|
RU2456369C1 |
| US 20090301610 A1, 10.12.2009. | |||

