Изобретение относится к способам и оборудованию для формирования различных покрытий методом ионно-плазменного магнетронного распыления, при котором материалы в атомарном или ионном виде из паровой фазы осаждают на поверхности подложки под воздействием электрического разряда. Изобретение может быть использовано в электронной, электротехнической, атомной, оптической и других отраслях промышленности.
Развитие науки, технологий и техники связано с созданием материалов, применение которых обеспечивает принципиально новый уровень функциональных характеристик изделий. Часто эти характеристики определяются свойствами рабочих поверхностей изделий, которые могут формироваться путем нанесения покрытий с заданным составом и свойствами.
Известный метод нанесения покрытия основан на распылении материала покрытия под действием электрического разряда в газе под низким давлением и осаждении атомов или ионов этого материала на подложке с формированием покрытия. Хорошо известно, что эффективность распыления может быть значительно увеличена за счет использования магнитного поля, которое пересекает электрическое поле и формирует ловушку для образующихся при ионизации электронов. Использование магнетронного распыления позволяет примерно на порядок увеличить скорости распыления мишени и осаждения материала покрытия на подложке, дает возможность осуществлять процесс при значительно меньшем давлении газа и при интенсивной бомбардировке подложки ионами, что позволяет повысить адгезию и структуру покрытия.
Таким образом, метод магнетронного ионно-плазменного распыления мишени и нанесения пленочных покрытий на различные изделия является одним из наиболее эффективных процессов нанесения тонких покрытий. Этот метод позволяет при относительно невысоких затратах получить разнообразные однородные пленки, имеющие прочное сцепление с подложкой и связанные с ней на молекулярном уровне. В настоящее время эта технология широко применяется для научных исследований и промышленных разработок для создания нового поколения легких, более долговечных изделий.
Однако современное состояние развития ионно-плазменного магнетронного метода не позволяет расширить области его применения для изготовления многих видов изделий, используемых в различных областях техники. Эти ограничения обусловлены: 1) относительно низкими скоростями напыления материала (до 5 мкм/час), 2) недостаточно высокой степенью ионной активации и снижением адгезии при толщине покрытия, большей 5 мкм, 3) сложностью совместного напыления материалов с сильно различающимися коэффициентами напыления, 4) высокими требованиями к чистоте поверхности подложки (шероховатость не более 0,2-0,3 мкм).
Указанные ограничения метода связаны с тем, что в известных установках невозможно обеспечить плотность мощности разряда выше 40 Вт на 1 см2 площади поверхности магнетрона в зоне его максимальной эрозии. При таких относительно невысоких удельных мощностях разряда интенсивность распыления каждого компонента покрытия в значительной степени определяется коэффициентом его распыления, а соотношение масс компонентов покрытия в паровой фазе практически не поддается регулированию. Поэтому при использовании метода для нанесения покрытий сложного состава возникают значительные технологические сложности, которые существенно ограничивают возможности его использования. Если материалы компонентов для изготовления покрытий трудно сплавить или спрессовать в виде мишени необходимой геометрической формы (пластины, втулки или трубы), приходится проводить раздельное распыление компонентов, например, из мозаичных мишеней. Так, например, получают покрытие из углерода и металла, при котором проводят раздельное распыление мишеней из графита и хрома (см. патент GB 2258343, С23С 14/34, 1997). В этом случае необходимо в каждом конкретном случае решать непростые задачи расчета геометрии мишеней, подбора скоростей распыления каждого из компонентов и технологических параметров процесса распыления, обеспечения гомогенного перемешивания паровых атомарных потоков распыляемых компонентов и равномерного осаждения компонентов на подложке в виде покрытия заданного состава. Недостатком раздельного распыления мишеней является также сложность получения с его помощью покрытий, состоящих из трех и более компонентов, особенно в случаях, когда коэффициенты распыления материалов этих мишеней сильно различаются и сильно зависят от параметров процесса, например рабочего давления, температуры, магнитной проницаемости, тока и напряжения разряда.
В известном способе нанесения покрытий в устройстве магнетронного типа с размещенной на катоде дисковой, мозаичной мишенью и плоским анодом для закрепления подложек (см. заявку Японии JP 61-54112, С23С 14/36, 1986) предложено решение проблемы регулирования соотношения компонентов в покрытии. В соответствии с этим изобретением под катодом размещен магнит, создающий магнитное поле, ортогональное электрическому полю между электродами, а снаружи вакуумной камеры в зоне плоскости рабочей поверхности катода размещены генерирующие обмотки для создания магнитного поля, параллельного электрическому полю между электродами. В процессе нанесения покрытия изменяют напряженность магнитного поля, за счет чего зона максимального воздействия плазмы на мозаичную мишень концентрируется на том или ином ее элементе. Это позволяет регулировать интенсивность распыления каждого компонента мишени, а также его содержание в покрытии. Способ позволяет получить дополнительные средства для управления процессом и получать покрытие переменного состава, в частности, при использовании мозаичных мишеней. Недостатком такого способа является относительно низкая скорость распыления мишени и соответственно низкая производительность производства изделий, особенно при необходимости нанесения пленок относительно большой толщины.
Известен способ ионно-плазменного нанесения многокомпонентных пленок с использованием закрытого магнитного поля и устройство для его осуществления, которое создано фирмой Teer Coatings LTD (см. USA Patent No 5556519). Этот способ основан на использовании магнетронов, выполненных в виде наружного и внутреннего полюсов, которые ориентированы в противоположных направлениях, по крайней мере, один из магнетронов является несбалансированным, соседние магнетроны установлены преимущественно с противоположной полярностью наружных полюсов так, что зона осаждения, в которой размещена подложка, окружена преимущественно замкнутыми линиями магнитного поля, сформированного наружными полюсами соседних магнетронов, при этом подложка электрически смещена и сформирована как катод с целью притяжения ионов с положительным зарядом.
По одному из вариантов выполнения изобретения по патенту 5556519 установка для осуществления способа содержит заземленную камеру; размещенное в камере анодное устройство; средства для создания электрического поля; размещенные в центре камеры средства для крепления подложки, которая электрически смещена указанными электрическими средствами для притяжения ионов к подложке; средства для создания магнитного поля, которые включают не менее двух магнетронов, из которых, по крайней мере, один магнетрон является несбалансированным, каждый магнетрон имеет ориентированные в противоположных направлениях внутренний и внешний кольцевые магнитные полюса, причем внешний полюс, по крайней мере, одного магнетрона и внешний полюс соседнего к нему другого магнетрона имеют противоположную полярность и замыкают магнитное поле для предотвращения существенной потери электронов в зоне между магнетронами, внутренние и наружные полюса магнетронов имеют высокий отрицательный электрический потенциал по отношению к указанной заземленной камере, что способствует увеличению плотности потока ионов, осаждаемых на подложку.
Известный способ и аппаратура, которые являются наиболее близкими к предлагаемому изобретению, позволяют существенно увеличить эффективность ионизации, распыления материалов мишени и нанесения этих материалов на подложку. Однако при нанесении покрытий сложного состава, включающих материалы с сильно различающимися коэффициентами распыления, в частности при использовании мозаичных мишеней, известный способ и установка для его реализации не позволяют обеспечить высокую производительность процесса при нанесении покрытий относительно большой толщины. Это объясняется сложностью обеспечения в известном процессе высокой плотности мощности разряда (выше 40 Вт/см2 магнетрона) из-за снижения концентрации плазмы вблизи катода с разбалансированным магнитным полем.
При относительно невысоких удельных мощностях разряда возникают описанные выше технологические ограничения, которые снижают функциональные возможности технологии по изготовлению изделий различного назначения. Поэтому известный способ не всегда может быть эффективно использован при нанесении покрытий сложного состава и относительно большой толщины. Например, при нанесении покрытий на изделия из материалов с низкой электропроводностью или диэлектриков, например керамики или стекла, в известной установке не удается обеспечить достаточную активацию поверхности, т.к. в этом случае необходима бомбардировка поверхности независимым ионным пучком или подача на подложку высокочастотного переменного потенциала.
Цель изобретения состоит в усовершенствовании известного способа и установки для повышения производительности и универсальности процесса нанесения на поверхность изделий многокомпонентных пленок различного состава и большой толщины при использовании мозаичных мишеней.
Решаемая техническая задача состоит в выборе оптимальных параметров процесса нанесения покрытия для увеличения интенсивности полезной ионизации, а также конструктивного выполнения установки для осуществления способа, которые позволили бы наносить в установившемся режиме при высокой скорости распыления материалов многокомпонентные пленки заданного состава из мозаичных мишеней.
Поставленная задача решается заявляемой установкой, которая содержит заземленную камеру, размещенное в камере анодное устройство, средства для создания электрического поля, размещенный в центре камеры планетарный карусельный механизм для крепления напыляемых изделий, который электрически смещен указанными электрическими средствами для притяжения ионов к изделиям, система для создания магнитного поля, которая включает два установленных напротив друг друга несбалансированных магнетрона, каждый несбалансированный магнетрон имеет ориентированные в противоположных направлениях внутренний и внешний кольцевые магнитные полюса, причем внешний полюс одного магнетрона и внешний полюс другого магнетрона имеют противоположную полярность, не менее двух установленных напротив друг друга высокоскоростных, охлаждаемых, сбалансированных магнетрона, каждый сбалансированный магнетрон имеет ориентированные в противоположных направлениях внутренний и внешний кольцевые магнитные полюса, причем внешний полюс одного магнетрона и внешний полюс другого магнетрона имеют противоположную полярность, в промежутках между двумя парами несбалансированных и сбалансированных магнетронов, которые находятся между их внешними кольцевыми магнитными полюсами одной полярности, размещены установленные напротив друг друга два ионных источника с холодным катодом, выполненные в виде ориентированных в противоположных направлениях внутреннего и внешнего кольцевых магнитных полюсов, причем внешний полюс каждого ионного источника имеет полярность, противоположную полярности внешних полюсов ближайших к нему несбалансированного и сбалансированного магнетронов, в двух других промежутках между двумя парами несбалансированных и сбалансированных магнетронов, которые находятся между их внешними кольцевыми магнитными полюсами разных полярностей, размещены установленные напротив друг друга два дуговых источника металлических ионов со стабилизирующими катушками.
В частном случае выполнения установки в центре камеры установлено средство для нагрева изделий.
В другом частном случае выполнения установки корпуса сбалансированных магнетронов выполнены с внутренней полостью для охлаждения шириной от 50 до 85 мм, в которой размещены магнитные полюса, между центральным и внешним полюсом магнетрона сформирован канал для протока хладагента в виде щели между мишенью и торцом дистанционирующей вставки между полюсами магнетрона, причем ширина щели соответствует дистанции между полюсами и составляет от 10 до 20 мм, а высота щели соответствует зазору между поверхностью вставки и охлаждающей поверхностью мишени и составляет от 4 до 6 мм.
Поставленная задача решается заявляемым способом, в соответствии с которым используют установку по п.1 формулы изобретения, а для нанесения покрытия проводят следующие операции: подготовку несбалансированных магнетронов с гомогенными мишенями, подготовку сбалансированных магнетронов с мозаичными мишенями, установку изделий в планетарном карусельном механизме, подготовку установки к работе, ионное травление и активацию изделий с помощью несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2, дополнительную активацию изделий с помощью ионного источника, генерирующего ионы газов, например аргона, при ускоряющем напряжении до 5000 В, или активацию и насыщение поверхностного слоя металлом или газом с помощью дугового источника, генерирующего ионы металла или газа, например азота, при напряжении смещения на изделии до 1700 В, нагрев изделий с помощью нагревателя до температуры от 250 до 1200°С, нанесение первичного покрытия с помощью несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2, нанесение вторичных слоев покрытия до толщины 10 мкм с помощью одновременного использования несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2 и сбалансированных магнетронов при плотности мощности разряда от 40 до 500 Вт/см2 и остаточной индукции магнитного поля от 0,03 Т до 0,1 Т, нанесение основного слоя покрытия с помощью одновременного использования несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2 и сбалансированных магнетронов при плотности мощности разряда от 40 до 500 Вт/см2 и остаточной индукции магнитного поля от 0,03 Т до 0,1 Т, нанесение основного слоя с многослойной нанокристаллической структурой с помощью одновременного использования несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2, сбалансированных магнетронов при плотности мощности разряда от 40 до 500 Вт/см2 и остаточной индукции магнитного поля от 0,03 Т до 0,1, а также дуговых источников при токе дуги от 40 до 160 А и напряжении от 40 до 80 В.
В другом варианте выполнения способа изделия в процессе нанесения покрытия нагревают вначале до температуры 250-1200°С, а затем дополнительно нагревают поверхность изделий до температуры 1500°С за счет ее дополнительной бомбардировки ионами металла и/или газа, которые генерируются дуговыми источниками при потенциале смещения на изделии до 1700 В.
Таким образом, в соответствии с изобретением разработана система магнетронного распыления для нанесения покрытий ионным осаждением, в которой использована пара высокоскоростных, охлаждаемых, сбалансированных магнетронов с мозаичными мишенями и пара несбалансированных магнетронов с гомогенными мишенями. При этом технологические параметры работы сбалансированных магнетронов (плотность мощности разряда от 40 до 500 Вт/см2 и остаточная индукция магнитного поля от 0,03 Т до 0,1 Т) таковы, что в установившемся режиме распыление фрагментов мозаичных мишеней пропорционально активной поверхности и практически не зависит от их коэффициентов распыления. Разработанная система магнетронного распыления содержит также пару дуговых источников металлических ионов со стабилизирующими катушками, позволяющих радикально изменять соотношение ион/атом, которые бомбардируют подложку в различных фазах процесса нанесения покрытия, а также осуществлять ионные легирования поверхностных слоев изделия металлом и/или газами, например азотом. Парная связка сбалансированных и несбалансированных магнетронов, а также установленных между ними двух ионных источников, двух дуговых источников металлических ионов распылителей образует магнитное поле, которое формирует эффективную ловушку для электронов. Особенностью формирования магнитного поля в заявляемой системе является то, что несмотря на различные схемы включения магнетронов, ионных и дуговых источников в процессе нанесения покрытия: а) работают только анбалансные магнитроны, б) работают только ионные источники, в) работают только дуговые распылители, г) совместно работают анбалансные и сбалансированные магнетроны, работают все перечисленные устройства совместно (т.е. в любом варианте осуществления режимов предложенного способа), происходит замыкание магнитного поля и формирование эффективной ловушки для электронов. Эта особенность заявляемой системы позволяет обеспечить значительное увеличение степени ионизации, высокую плотность мощности разряда от 40 до 500 Вт/см2 и остаточную индукцию магнитного поля от 0,03 Т до 0,1 Т в зоне максимальной эрозии поверхности мишени.
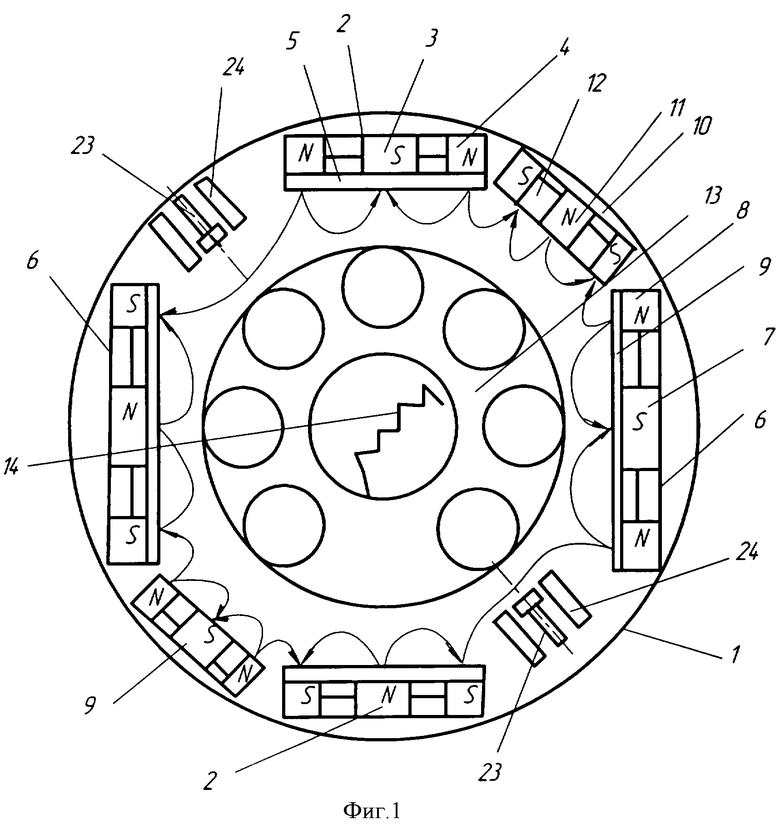
На фиг.1 показано поперечное сечение установки для нанесения покрытий в соответствии с изобретением, на котором приведена схема расположения сбалансированных и несбалансированных магнетронов, ионных источников, дуговых источников, нагревателя и планетарного карусельного устройства для размещения деталей.
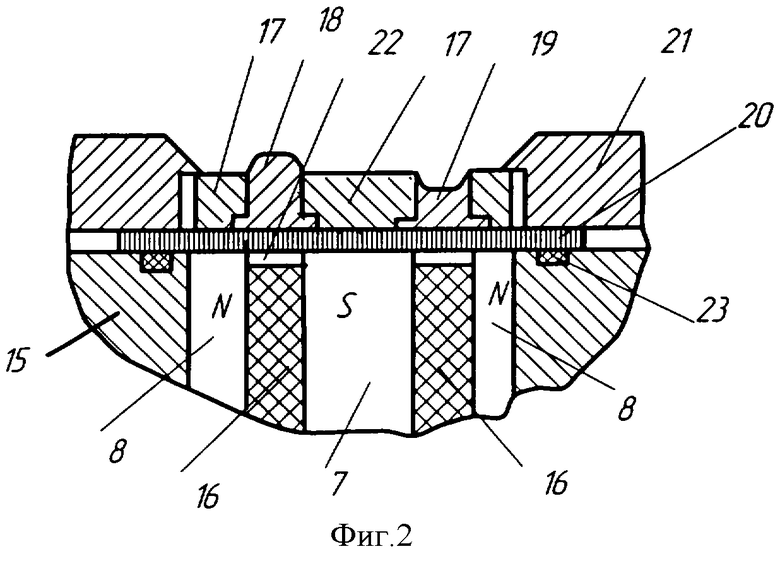
На фиг.2 приведен фрагмент поперечного сечения высокоскоростного, охлаждаемого и сбалансированного магнетрона.
В герметичной камере 1 установки (см. фиг.1) размещены напротив друг друга два несбалансированных магнетрона 2 с внутренним 3 и внешним 4 кольцевыми магнитными полюсами. На внутренней поверхности магнетронов 2 закреплены выполненные из гомогенного материала мишени 5. В камере 1 установки также размещены напротив друг друга два высокоскоростных, охлаждаемых и сбалансированных магнетрона 6 с внутренним 7 и внешним 8 кольцевыми магнитными полюсами. На внутренней поверхности магнетронов 6 закреплены мозаичные мишени 9. В промежутках между двумя парами несбалансированных 2 и сбалансированных 6 магнетронов, которые находятся между их внешними кольцевыми магнитными полюсами 4 и 8 одной полярности, размещены установленные напротив друг друга два ионных источника 10 с холодным катодом, которые выполнены в виде ориентированных в противоположных направлениях внутреннего 11 и внешнего 12 кольцевых магнитных полюсов, причем внешний полюс 12 каждого ионного источника имеет полярность, противоположную полярности внешних полюсов 4 и 8 ближайших к нему несбалансированного и сбалансированного магнетрона. В двух других промежутках между двумя парами несбалансированных 2 и сбалансированных 6 магнетронов размещены два дуговых источника металлических ионов 23 со стабилизирующими катушками 24. В центре камеры размещен планетарный карусельный механизм 13 для крепления напыляемых изделий, которые электрически подключены к отрицательному потенциалу для притяжения положительных ионов. Внутри механизма 13 размещен нагреватель 14 для подогрева изделий до температуры 1200°С.
Внутри водоохлаждаемой полости корпуса 15 катода (см. фиг.2) размещена сбалансированная магнитная система, выполненная в виде высокоскоростного, сбалансированного магнетрона, выполненного в виде внутреннего 7 и внешнего 8 кольцевых магнитных полюсов, которые разделены между собою дистанционирующей вставкой 16 из немагнитного материала. Мозаичная мишень выполнена в виде набора из трех типов вставок 17, 18 и 19, которые изготовлены из трех различных материалов, имеющих различный коэффициент распыления. Вставки мишени смонтированы на тонкой пластине 20 из высокотеплопроводного материала и прижаты к ней и через уплотнения 23 к корпусу 15 элементом 21. Между тыльной частью пластины 20 и торцами магнетрона на ширину дистанционирующей вставки 16 размером от 10 до 20 мм выполнены щели 22 толщиной от 4 до 6 мм, которые формируют тракт для протока охлаждающей жидкости и которые сообщены с системой подачи и отвода охлаждающей жидкости. Ширина внутренней полости в корпусе 15 для размещения охлаждаемого катодного узла составляет от 50 до 85 мм.
Сущность заявляемого способа и принцип работы установки поясняются приведенными ниже примерами осуществления процесса нанесения различных покрытий большой толщины.
Проводили нанесение многокомпонентного многослойного наноструктурированного покрытия из углерода, ниобия, никеля на подложку из стали марки ШХ-15. Нанесение покрытия проводили на стержень диаметром 12 мм и длиной до 150 мм из стали ШХ-15. Покрытие использовалось для обеспечения эффекта твердой смазки и износостойкости пар трения, включая подшипники скольжения и качения.
Для нанесения покрытия использовали установку по п.1 формулы изобретения. В состав установки входили два анбалансных магнетрона с монолитными мишенями размером 350×145×10 мм: одна из хрома марки ВХ-1, другая из графита МПГ-7. Хром использовали в качестве подслоя под основной слой покрытия для обеспечения адгезии, а графит как основной материал, входящий в твердосмазочный слой.
Нанесение основного твердосмазочного слоя покрытия из углерода и ниобия в соотношении С - 95 ат.% и Nb - 5 ат.% осуществляли с использованием двух магнетронов ПК-350 со сбалансированными магнитными системами с остаточной индукцией магнитного поля 0,065 Т с мозаичными мишенями размером 350×100×10 мм из графита с вставками из ниобия диаметром 10 мм в количестве 12 шт., расположенными равномерно по осевой линии зоны максимальной эрозии катода. Площадь активной поверхности вставок из ниобия составляла 5% от общей поверхности мозаичной мишени в зоне ее максимальной эрозии. Мозаичная мишень предварительно проходила распыление при рабочих режимах эксплуатации. Дистанция между поверхностью изделия и катодами сбалансированных магнетронов при нанесении покрытия составляла 50 мм.
Для нанесения слоя никеля (который разграничивает по толщине отдельные монослои, формирующие основной твердосмазочный слой из углерода и ниобия) использовали 2 дуговых распылителя с катодами из никеля марки Н-1. Дистанцию между поверхностью изделия и катодами дугового испарителя устанавливали равной 250 мм.
Для очистки поверхности изделий в составе установки использовали 2 ионных источника с холодным катодом с зоной обработки 350 мм и нагреватель для нагрева изделий до температуры 350°С.
Нанесение многослойного покрытия осуществляли по следующей схеме и режимам.
Изделия-стержни устанавливали в кассеты и размещали на планетарном столе карусели, на вращающихся позициях стола. Рабочую камеру установки с изделиями вакуумировали до давления 2,6-3,9·10-4 Па. На стол карусели с изделиями подавали отрицательный потенциал смещения -900 В и включали вращение.
Затем включали ионный источник при следующих значениях параметров режима работы: вакуум 0,06-0,08 Па, газ - аргон, плотность ионного тока - 15 мА/см2, время - 10 мин. Во время работы ионного источника включали нагреватель и поднимали температуру до 350°С. Нагревательный элемент - лента из нержавеющей стали толщиной 0,3 мм. Температура нагрева ленты - 800±50°С, время нагрева 20 мин.
Для нанесения подслоя из хрома толщиной 0,3-0,5 мкм одновременно включали два анбалансных магнетрона и повышали давление аргона в рабочей камере до 0,1-0,12 Па. Использовали следующий режим работы магнетронов: плотность мощности - 10-15 Вт/см2, плотность тока - 18-27 мА/см2, потенциал смещения на подложке - 40 В, время работы 20 мин.
Затем магнетрон мишенью из хрома отключали, повышали давление Аr до 0,26-0,4 Па и включали два сбалансированных магнетрона ПК-350 для нанесения основного слоя суммарной толщины 9,5 мкм. При этом использовали следующий режим работы магнетронов: плотность мощности разряда - 60-70 Вт/см2, плотность тока - 120-140 мА/см2, потенциал смещения -40 В, время работы - 90 мин.
При нанесении основного слоя из углерода-ниобия периодически (через каждые 3 мин) для нанесения промежуточных слоев никеля включали два дуговых распылителя. Общее время работы дуговых распылителей составило 9,3 мин за 28 циклов включения при токе 70 А. Суммарная толщина слоя никеля составила 2,5 мкм.
Таким образом на поверхности изделия был сформирован твердосмазочный слой, атомный состав которого соответствовал 95% С и 5% Nb.
Качество нанесенного слоя покрытия контролировали по следующим стандартным методикам.
Толщину слоя покрытия предварительно измеряли на образце-свидетеле по методике «Шар-кратер». Для этого на образце-свидетеле - шайбе ⌀ 30 мм и толщиной 3 мм изготавливали шлиф-кратер. В покрытии протирали шариком диаметром 35 мм лунку и на оптическом микроскопе ММУ-3 измеряли толщину покрытия.
Повторно толщину контролировали при исследовании состава и структуры на растровом электронном микроскопе (РЭМ) типа XL-30 PHILIPS с рентгеновским микроанализатором и энергодисперсионным детектором Sapphire.
Для этих целей использовали образец-свидетель в виде пластины 20×5×3 мм, которую предварительно изгибали на угол 180°. Измерение вели в месте изгиба и растрескивания покрытия.
На образце-свидетеле - шайбе (поверхность перед нанесением покрытия полировали до шероховатости 0,3-0,5 мкм) по методике «Скрэтч-тест» измеряли адгезию. В качестве индентора использовали алмазную пирамидку. Диапазон нагрузки составлял 10-80 Н. Установленный характер разрушения - адгезионный при максимальной нагрузке 80 Н.
Основные характеристики покрытия - коэффициент трения скольжения и износостойкость - проверяли и тестировали на стенде PIN ON DISK TEST при нагрузках 10, 20, 40 и 80 Н. Для этих целей использовали образец-свидетель - шайбу диаметром 30 мм и толщиной 3 мм, на одну из сторон которой наносили исследуемый слой покрытия, а в качестве тела износа использовали шарик диаметром 5 мм из стали ШХ-15.
Установленный коэффициент трения составил 0,15 при нагрузке 80 Н, износ составил 2·10-17 м3/мH (без покрытия коэффициент трения сталь по стали составляет 0,8-0,9 и износ 6·10-13 м3/мН).
Изготавливали мозаичную мишень, которая предназначена для нанесения трехкомпонентного пленочного покрытия из меди, циркония и углерода при содержании этих компонентов в покрытии 50, 25 и 25 атомных процентов соответственно. Это покрытие обладает низким коэффициентом трения (менее 0,3) и механическими свойствами, близкими к свойствам конструкционных сталей. В качестве материала матрицы использовали медную пластину размером с площадью зоны эрозии 108 см2. На этой площади в сквозных отверстиях в матрице размещали 28 цилиндрических вставок диаметром 16 мм - 14 вставок из циркония и 14 из графита. Расстояние между соседними вставками из циркония и графита составляло около 20 мм и между однородными вставками соответственно 40 мм. На матрицу со вставками со стороны нерабочей поверхности наносили в вакууме слой покрытия под пайку, который состоял из адгезионного, титанового слоя и основного медного слоя. Слой титана применялся для улучшения адгезии между слоем меди и углеродными вставками мишени, толщина этого слоя составила от 2 до 5 мкм. Толщина слоя меди под пайку составила от 10 до 15 мкм. После нанесения покрытия эту поверхность лудили оловянным припоем и мишень припаивали к медному основанию. Основание представляло собой медный лист толщиной 0,2 мм. Мозаичную мишень устанавливали в охлаждаемый водой корпус катода магнетрона над магнитной системой. Затем проводили финишную операцию изготовления мишени путем ее предварительного распыления при рабочих режимах эксплуатации. Предварительное распыление мишени проводили в сбалансированной магнетронной системе при следующих технологических параметрах: остаточная индукции магнитного поля 0,035 Т; рабочее давление аргона - 0,5 Па; плотность мощности разряда магнетрона - 28 Вт/см2; напряжение распыления - 540 В; ток разряда - 5,6 А и время распыления - 25 минут. Коэффициенты распыления меди, циркония и графита при напряжении разряда 500-600 В составляют соответственно 2,1; 0,85 и 0,24. Обследование полученной мишени с помощью микрометрического щупа показало, что рабочие поверхности матрицы из меди и вставок из циркония были ниже рабочей поверхности вставок из графита соответственно на 0,1 и 0,04 мм.
Анализ покрытий, полученных с использованием мозаичной мишени после ее предварительного распыления, показал, что состав получаемых покрытий в атомных процентах примерно соответствовал 50% меди, 25% циркония и 25% углерода, т.е. содержание компонентов в покрытии соответствовало площади поверхности ее фрагментов в зоне максимальной эрозии мишени.
Проводили нанесение жаростойкого многокомпонентного покрытия из сплава вольфрама с молибденом с переменным содержанием вольфрама по толщине слоя толщиной до 20 мкм на подложку из молибдена с использованием мозаичной мишени. Покрытие проводили с целью обеспечения жаростойкости тигля из молибдена в контакте с расплавом из оксида алюминия при температуре порядка 2100°С и длительной выдержке более 35 часов.
Для нанесения покрытия использовали установку, которая соответствовала пунктам 1, 2 и 3 формулы изобретения.
Нанесение покрытия проводят следующим образом. Для обеспечения адгезии и формирования переходного слоя на первый анбалансный магнетрон устанавливают мишень из молибдена, а на второй - мишень из вольфрама. Осаждение основного слоя с переменным составом осуществляли сбалансированными магнетронами, которые снабжены мозаичными мишенями из вольфрама и молибдена с соотношением площадей рабочих поверхностей компонентов 80:20 соответственно. Поверхностный слой из чистого вольфрама наносили с использованием 2-х дуговых испарителей.
Активацию и подогрев подложки из молибдена проводили с использованием ионных источников, нагревателя и дуговых распылителей. Процесс осуществляли с использованием следующих режимов.
Изделия в виде тиглей из молибдена устанавливали на карусели с ориентацией рабочей поверхности в сторону ионных источников на расстоянии 100 мм. При этом расстояние от анбалансных магнетронов задавали величиной 70 мм, от сбалансированных магнетронов - 20 мм, от дуговых источников - 150 мм.
Камеру установки откачивали до остаточного давления 6,6·10-4 Па, затем нагревали изделия до температуры 850°С, повышали давление до 0,10-0,12 Па, напускали в камеру аргон и включали ионный источник при плотности тока 30 мА/см2 и при потенциале смещения вначале (в течение 10 мин) до 900 В, а затем потенциал снижали до 40 В, отключали ионные источники и наносили переходной слой толщиной 1 мкм в течение 30 мин при плотности мощности 30 Вт/см2 и плотности тока 50 мА/см2. Затем сначала включали два сбалансированных магнетрона с мозаичными мишенями с соотношением площадей рабочих поверхностей компонентов (вольфрама и молибдена) 50:50 и в течение 30 мин наносили слой толщиной 6,0 мкм при плотности мощности 80 Вт/см2, остаточной индукции магнитного поля 0,095 Т и плотности тока 150 мА/см2, затем выключали анбалансные и сбалансированные магнетроны и включали сбалансированные магнетроны с мишенями с соотношением площадей рабочих поверхностей компонентов (вольфрама и молибдена) 80:20 в течение 40 мин при режиме плотности мощности 150 Вт/см2 и плотности тока 300 мА/см2, наносили слой толщиной 10 мкм. После этого магнетроны выключали и включали дуговые распылители при токе 180 А и наносили слой из чистого вольфрама толщиной 8 мкм.
При испытании тиглей с таким покрытием обеспечивалась термостойкость без отслаивания, блокировался выход газов из подложки и обеспечивалась совместимость расплава оксида алюминия с материалом тигля при температуре 2100°С в течение времени плавки 35 ч.
Проводилось нанесение трехслойного покрытия ниобий-молибден-никель на керамическую подложку (изолятор) из оксида бериллия.
Для обеспечения процесса твердой пайки (припой ПСР-72) керамической подложки к теплоотводящему основанию из металла наносили адгезионные теплопроводящие трехслойные покрытия состава ниобий-молибден-никель суммарной толщиной до 15 мкм. Такое покрытие заменяет толстопленочное покрытие на основе стекловидной молибденовой фазы, обладающей низкой теплопроводностью и нестабильной адгезией.
В состав установки входили все элементы по п.п.1, 2, 3 формулы изобретения:
ионные источники для предварительной активации, анбалансные магнетроны для нанесения адгезионных слоев из ниобия толщиной 1,5-2,0 мкм, сбалансированные магнетроны для высокоскоростного осаждения конструкционного слоя из молибдена толщиной 10-12 мкм, дуговые распылители для нанесения слоя под пайку из никеля толщиной 3-4 мкм, нагреватель для поддержания температуры активации до 850°С.
При нанесении покрытия задавалась следующая последовательность и режимы работы устройств. Ионный источник располагался на дистанции 100 мм от напыляемой поверхности и включался в первые 10 минут процесса при плотности ионного тока 30 мА/см2 и давлении аргона 0,1-0,12 Па. Нагреватель включался с самого начала процесса для нагрева изделия до 850°С и выключался после завершения напыления никеля. Для нанесения покрытия с толщиной слоя 1,5 мкм анбалансные магнетроны включались на время работы 20 мин после 10-минутной активации и подогрева поверхности изделия при плотности мощности разряда до 40 Вт/см2, дистанции от поверхности изделия 50 мм и давлении аргона 0,26-0,4 Па. Для нанесения покрытия с толщиной слоя 12 мкм сбалансированные магнетроны с остаточной индукцией магнитного поля 0,099 Т включались на 60 минут после осаждения слоя ниобия при дистанции от поверхности изделия 30 мм и давлении аргона 0,26-0,4 Па. Для осаждения слоя никеля толщиной 3,5 мкм дуговые распылители включались на финишной фазе процесса на 30 минут при давлении аргона 0,1-0,12 Па и токе 70 А.
Изделия испытывали на прочность сцепления слоя покрытия с керамикой. Испытания проводили на разрывной машине «Инстрон», которые показали, что значение σВ составляет 6 кг/мм2. Характер отрыва покрытия соответствовал величине предела прочности керамики характеристикам разрушения по керамике. Адгезия слоя к керамике соответствовала значениям прочности керамики на растяжение.
Изготавливали мозаичную мишень для нанесения трехкомпонентного пленочного покрытия из меди, циркония и углерода при содержании этих компонентов в покрытии 50, 25 и 25 ат.% соответственно. Это покрытие обладает низким коэффициентом трения (менее 0,3) и механическими свойствами, близкими к свойствам конструкционных сталей.
В качестве материала матрицы использовали медную пластину размером 3007010 мм с площадью зоны эрозии 108 см2. На этой площади в сквозных отверстиях в матрице размещали 28 цилиндрических вставок диаметром 16 мм, 14 вставок из циркония, 14 из графита с шагом около 20 мм между соседними вставками из циркония и графита и, соответственно, с шагом около 40 мм между однородными вставками. На матрицу со вставками со стороны нерабочей поверхности наносили в вакууме слой покрытия под пайку, который состоял из адгезионного титанового слоя и основного медного слоя. Слой титана применялся для улучшения адгезии между слоем меди и углеродными вставками мишени, толщина этого слоя составила от 2 до 5 мкм.
Толщина слоя меди под пайку составила от 10 до 15 мкм. После нанесения покрытия эту поверхность лудили оловянным припоем и мишень припаивали к медному основанию. Основание представляло собой медный лист толщиной 0,2 мм. Поперечный разрез мишени такой конструкции приведен на фиг.4.
Мозаичную мишень на основании устанавливали в водоохлаждаемый корпус катода магнетрона над магнитной системой. Затем проводили финишную операцию изготовления мишени путем ее предварительного распыления при рабочих режимах ее эксплуатации. Мишень распыляли в сбалансированной магнетронной системе при следующих технологических параметрах: остаточная индукции магнитного поля 0,035 Т; рабочее давление аргона - 0,5 Па; плотность мощности разряда магнетрона - 28 Вт/см2; напряжение распыления - 540 В; ток разряда - 5,6 А и время распыления - 25 минут. Коэффициенты распыления меди, циркония и графита при напряжении разряда 500-600 В составляют соответственно 2,1; 0,85 и 0,24. Обследование полученной мишени с помощью микрометрического щупа показало, что рабочие поверхности матрицы из меди и вставок из циркония были ниже рабочей поверхности вставок из графита соответственно на 0,1 и 0,04 мм.
На подложках было получено покрытие со средней толщиной 25 мкм. Проводили исследование фазового состава покрытия, его микротвердости и коэффициента трения при различных нагрузках. Фазовый состав покрытия контролировали с помощью рентгеновского дифрактометра ДРОН-4 методом скользящего луча под углом 7 градусов и фокусировкой по Бреггу-Брентано.
Обработка полученных результатов проводилась с использованием программ OUTSET, PHAN и PHAN%. Для определения фаз использовали картотеку ASTM. Элементный состав контролировали на растровом микроскопе SEM-JETL с микроанализатором и автоматической системой обработки результатов LINK SUSTEMS.
Микротвердость определяли на автоматическом микротвердомере FISCHERSCOPE Н 100 при нагрузке 50 мН. Коэффициент трения скольжения измеряли по методике PIN ON DISC TEST на образцах с нанесенным покрытием в форме диска диаметром 30 мм, а тело износа в форме шара диаметром 5 мм из стали ШХ-15 при нагрузке на шар 10, 20, 40 и 80 Н.
Проводили нанесение покрытия из нержавеющей стали типа 18-10 толщиной 20-25 мкм на подложку из нелегированной стали марки Ст-3. Для обеспечения коррозионной стойкости в атмосфере промышленного города изделий в виде стержней диаметром 15 мм и длиной 300 мм из стали Ст-3 наносили покрытие из аустенитной нержавеющей стали ОХ18Н10Т. Покрытие наносили с помощью установки, которая соответствовала конструкции, представленной на фиг.1, и соответствовала п.1 формулы изобретения.
В состав установки входили два анбалансных магнетрона с монолитными мишенями размером 350×145×10 мм из титана марки ВТ1-00. Титан использовали в качестве подслоя под основной слой покрытия для обеспечения адгезии толстых слоев покрытия из нержавеющей стали величиной более 5 мкм. Дистанция между катодами магнетронов и поверхностью изделия составляла 80 мм. Нанесение основного слоя из нержавеющей стали осуществляли с использованием 2-х сбалансированных магнетронов ПК-350 с монолитными мишенями размером 350×100×10 мм из нержавеющей стали. Дистанция нанесения покрытия составляла 30 мм. Для очистки поверхности изделий и активации в составе установки использовали 2 ионных источника с холодным катодом с зоной обработки 350 мм, нагреватель до температуры 750°С и два дуговых источника с зоной обработки диаметром 300 мм, снаряженных титановыми катодами марки ВТ1-00. Дистанция между поверхностью изделий и ионными и дуговыми источниками была соответственно 100 и 200 мм. Нанесение покрытия осуществляли при следующих технологических режимах.
Вначале включали ионные источники и на карусель подавали отрицательный потенциал смещения до 900 В. При этом задавались следующие параметры режима работы: вакуум - 0,06-0,08 Па, газ - аргон, плотность ионного тока - 30 мА/см2, время - 10 мин. Затем включали нагреватель, нагревательный элемент которого выполнен в виде ленты из молибдена толщиной 0,3 мм. В течение 20 мин нагревали изделия до температуры 780±20°С. Во время включения нагревателя одновременно выключали ионный источник и увеличивали давление аргона в камере до 0,1-0,12 Па и включали 2 анбалансных магнетрона. При этом поддерживали следующий режим работы магнетронов: плотность мощности разряда задавали в диапазоне 10-15 Вт/см2, плотность тока - 18-27 мА/см2; потенциал смещения - 40 В, время работы 20 мин.
После 20 минут работы анбалансных магнетронов и нанесения подслоя из титана толщиной 0,3-0,5 мкм включали 2 сбалансированных магнетрона и повышали давление аргона до 0,26-0,4 Па. Режим работы сбалансированных магнетронов задавали следующим: плотность мощности разряда - 90-100 Вт/см2, остаточная индукция магнитного поля 0,1 Т, плотность тока - 175-195 мА/см2, потенциал смещения - 40 В. В течение времени работы 120 минут наносили слой покрытия толщиной 22 мкм.
С целью повышения скорости нагрева и снижения времени процесса при нанесении покрытий на массивные изделия для интенсивного прогрева и активации на первой стадии процесса вместо 2-х ионных источников вначале включали дуговые источники и на карусель подавали потенциал смещения величиной 900 В. Режим работы дуговых источников задавали следующим: вакуум - 0,06-0,08 Па, в качестве газа использовали аргон, ток дугового разряда - 75 А, время работы дуговых источников задавали 5 мин. Затем включали нагреватель и проводили нанесение основного слоя покрытия, как описано выше.
Качество нанесенного покрытия: толщину, адгезию, структуру, состав и коррозионную стойкость - контролировали по стандартным методикам. Толщину покрытия измеряли на металлографическом шлифе, приготовленном по методике «Шар-кратер». Для этого использовали образец-свидетель - шайбу диаметром 30 мм, толщиной 3 мм из того же материала, что и изделие. В покрытии протирали шариком лунку и на оптическом микроскопе ММУ-3 измеряли толщину покрытия. На этом же образце-свидетеле определяли и адгезию покрытия к подложке по методике «Скрэтч-тест» - царапание покрытия индентором при возрастающей нагрузке. Индентор - шарик из стали ШХ-15; диапазон нагрузок 40-350 Н.
Состав покрытия определяли на этом же образце-свидетеле с использованием растрового электронного микроскопа и рентгеновского микроанализатора типа РЭМ XL-30 PHILIPS с энергодисперсионнным детектором Sapphire. Коррозионные испытания проводили по ГОСТ 9.031-74 для исследования коррозионной стойкости гальванических покрытий толщиной более 6 мкм. Среда испытаний: на 1 л воды NaCl (50 г) + CuCl2·2H2O (0,3 г) + CH2COOH (5-6 капель); температура раствора - 40±5°С; время испытания - 48 час.
Результаты испытаний: получены следующие параметры покрытия: толщина подслоя - 0,5 мкм, толщина основного слоя - 21 мкм; состав покрытия по хрому, никелю, титану соответствует структуре ОХ18Н10Т в γ-фазе.
Покрытие разрушается при нагрузке 180 Н без отслаивания. Характер разрушения пластичный. Коррозионная стойкость удовлетворительная, сопоставима с гальваническим хромом, количество дефектов менее 0,1% по площади.
Приведенные в примерах осуществления процесса результаты показывают, что полученные многокомпонентные покрытия значительной толщины имеют хорошие характеристики по химическому составу, структуре и физико-техническим параметрам. Изделия с такими покрытиями могут найти широкое применение в различных областях промышленности, науки и техники, например в машиностроении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ, МОЗАИЧНАЯ МИШЕНЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ | 2001 |
|
RU2210620C1 |
| Способ ионно-плазменного нанесения коррозионностойких пленочных покрытий на изделия из циркониевых сплавов | 2020 |
|
RU2816323C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ ОСАЖДЕНИЯ СИСТЕМЫ СЛОЕВ НА ПОДЛОЖКУ И ПОДЛОЖКА С СИСТЕМОЙ СЛОЕВ | 2013 |
|
RU2630090C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОЗРАЧНЫХ ПРОВОДЯЩИХ ПОКРЫТИЙ | 2009 |
|
RU2451768C2 |
| СПОСОБ СИНТЕЗА КОМПОЗИТНЫХ ПОКРЫТИЙ TiN-Cu И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2649355C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ С ПЕРИОДИЧЕСКОЙ СТРУКТУРОЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ | 2006 |
|
RU2308538C1 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023745C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| Способ получения наноструктурированных покрытий из карбидов тугоплавких металлов | 2018 |
|
RU2694297C1 |
Изобретение относится к способу и устройству ионно-плазменного нанесения многокомпонентных пленочных покрытий. Система для создания магнитного поля магнетронного устройства включает два установленных напротив друг друга несбалансированных магнетрона, на внутренней поверхности которых закреплены выполненные из гомогенного материала мишени и каждый из которых имеет ориентированные в противоположных направлениях внутренний и внешний кольцевые магнитные полюса. Внешний полюс одного магнетрона и внешний полюс другого магнетрона имеют противоположную полярность. Система имеет также два установленных напротив друг друга высокоскоростных, охлаждаемых, сбалансированных магнетрона, на внутренней поверхности которых закреплены мозаичные мишени и каждый из которых имеет ориентированные в противоположных направлениях внутренний и внешний кольцевые магнитные полюса. В промежутках между двумя парами несбалансированных и сбалансированных магнетронов, которые находятся между их внешними кольцевыми магнитными полюсами одной полярности, размещены установленные напротив друг друга два ионных источника с холодным катодом, выполненные в виде ориентированных в противоположных направлениях внутреннего и внешнего кольцевых магнитных полюсов. Внешний полюс каждого ионного источника имеет полярность, противоположную полярности внешних полюсов ближайших к нему несбалансированного и сбалансированного магнетронов. В двух других промежутках между двумя парами несбалансированных и сбалансированных магнетронов, которые находятся между их внешними кольцевыми магнитными полюсами разных полярностей, размещены установленные напротив друг друга два дуговых источника металлических ионов со стабилизирующими катушками. Способ включает следующие операции: установку изделий в планетарном карусельном механизме, ионное травление и активацию изделий с помощью несбалансированных магнетронов, дополнительную активацию изделий с помощью ионного источника, генерирующего ионы газов, нагрев изделий, нанесение первичного покрытия с помощью несбалансированных магнетронов, нанесение вторичных слоев покрытия до толщины 10 мкм с помощью одновременного использования несбалансированных магнетронов и сбалансированных магнетронов, нанесение основного слоя покрытия с помощью одновременного использования несбалансированных и сбалансированных магнетронов, нанесение основного слоя с многослойной нанокристаллической структурой с помощью одновременного использования несбалансированных магнетронов и сбалансированных магнетронов и дуговых источников. В результате достигается повышение производительности и универсальности процесса. 2 н. и 3 з.п. ф-лы, 2 ил.
1. Магнетронная установка для ионно-плазменного нанесения многокомпонентных пленочных покрытий, содержащая заземленную камеру, размещенное в камере анодное устройство, средства для создания электрического поля, размещенный в центре камеры планетарный карусельный механизм для крепления напыляемых изделий, которые электрически подключены к отрицательному потенциалу указанных электрических средств для притяжения ионов к изделиям, система для создания магнитного поля, которая включает два установленных напротив друг друга несбалансированных магнетрона, на внутренней поверхности которых закреплены выполненные из гомогенного материала мишени и каждый из которых имеет ориентированные в противоположенных направлениях внутренний и внешний кольцевые магнитные полюса, причем внешний полюс одного магнетрона и внешний полюс другого магнетрона имеют противоположную полярность, два установленных напротив друг друга высокоскоростных, охлаждаемых, сбалансированных магнетрона, на внутренней поверхности которых закреплены мозаичные мишени и каждый из которых имеет ориентированные в противоположных направлениях внутренний и внешний кольцевые магнитные полюса, причем внешний полюс одного магнетрона и внешний полюс другого магнетрона имеют противоположную полярность, в промежутках между двумя парами несбалансированных и сбалансированных магнетронов, которые находятся между их внешними кольцевыми магнитными полюсами одной полярности, размещены установленные напротив друг друга два ионных источника с холодным катодом, выполненные в виде ориентированных в противоположных направлениях внутреннего и внешнего кольцевых магнитных полюсов, причем внешний полюс каждого ионного источника имеет полярность, противоположную полярности внешних полюсов ближайших к нему несбалансированного и сбалансированного магнетронов, в двух других промежутках между двумя парами несбалансированных и сбалансированных магнетронов, которые находятся между их внешними кольцевыми магнитными полюсами разных полярностей, размещены установленные напротив друг друга два дуговых источника металлических ионов со стабилизирующими катушками.
2. Установка по п.1, отличающаяся тем, что в центре камеры установлено средство для нагрева изделий.
3. Установка по п.1 или 2, отличающаяся тем, что магнитная система сбалансированных магнетронов размещена в охлаждаемой полости корпуса магнетрона шириной от 50 до 85 мм, а в полости сформирован канал в виде щели между мозаичной мишенью и торцом дистанционирующей вставки между полюсами магнетрона, причем высота щели составляет от 4 до 6 мм, а ее ширина соответствует ширине упомянутой дистанционирующей вставки и составляет от 10 до 20 мм.
4. Способ ионно-плазменного нанесения многокомпонентных пленочных покрытий, включающий использование магнетронной установки по п.1, при этом осуществляют следующие операции: установку изделий в планетарном карусельном механизме, ионное травление и активацию изделий с помощью несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см, дополнительную активацию изделий с помощью ионного источника, генерирующего ионы газов, при ускоряющем напряжении до 5000 В, или активацию и насыщение поверхностного слоя металлом или газом с помощью дугового источника, генерирующего ионы металла или газа, при напряжении смещения на изделии до 1700 В, нагрев изделий с помощью нагревателя до температуры от 250 до 1200°С, нанесение первичного покрытия с помощью несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2, нанесение вторичных слоев покрытия до толщины 10 мкм с помощью одновременного использования несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2 и сбалансированных магнетронов при плотности мощности разряда от 40 до 500 Вт/см2 и остаточной индукции магнитного поля от 0,03 Тл до 0,1 Тл, нанесение основного слоя покрытия с помощью одновременного использования несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2 и сбалансированных магнетронов при плотности мощности разряда от 40 до 500 Вт/см2 и остаточной индукции магнитного поля от 0,03 Тл до 0,1 Тл, нанесение основного слоя с многослойной нанокристаллической структурой с помощью одновременного использования несбалансированных магнетронов при плотности мощности разряда от 5 до 40 Вт/см2, сбалансированных магнетронов при плотности мощности разряда от 40 до 500 Вт/см2 и остаточной индукции магнитного поля от 0,03 Тл до 0,1 Tл, а также дуговых источников при токе дуги от 40 до 160 А и напряжении от 40 до 80 В.
5. Способ по п.4, отличающийся тем, что изделия в процессе нанесения покрытия нагревают до температуры от 250 до 1200°С, а затем дополнительно нагревают поверхность изделий до температуры 1500°С за счет бомбардировки ионами металла и/или газа, которые генерируют дуговыми источниками при потенциале смещения на изделии до 1700 В.
| US 5556519 A, 17.09.1996 | |||
| СПОСОБ ФОРМИРОВАНИЯ ПЛЕНОЧНОГО ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211881C2 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ, МОЗАИЧНАЯ МИШЕНЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ | 2001 |
|
RU2210620C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛЕНОЧНОГО ПОКРЫТИЯ И МАГНЕТРОННОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210619C2 |
| МАГНИТНАЯ СИСТЕМА ПЛАНАРНОГО МАГНЕТРОНА | 1995 |
|
RU2102527C1 |
| УСТРОЙСТВО ДЛЯ ИОННО-ПЛАЗМЕННОГО РАСПЫЛЕНИЯ МАТЕРИАЛОВ В ВАКУУМЕ | 1989 |
|
SU1697453A1 |
| US 4448802 A, 15.05.1984 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

