Область техники, к которой относится изобретение
Различные варианты выполнения относятся к ультразвуковым расходомерам и, в частности, к преобразователям, используемым в ультразвуковых расходомерах.
Уровень техники
После извлечения углеводородов из земли поток текучей среды (либо в жидкой, либо в газообразной фазе) передается из одного места в другое по трубопроводам. Необходимо точно знать количество протекающей в потоке текучей среды, причем особенно высокая точность требуется там, где происходит смена владельца текучей среды или ее сдача/прием. Даже если и не происходит сдачи/приема, точность измерений желательна, и в этих случаях могут использоваться ультразвуковые расходомеры. В ультразвуковом расходомере ультразвуковые сигналы посылаются в разных направлениях в измеряемом потоке текучей среды и, в зависимости от различных параметров ультразвуковых сигналов, может быть рассчитан поток текучей среды. Устройства, улучшающие передачу ультразвуковых сигналов в текучую среду, могут улучшить точность измерения. Кроме того, износ компонентов расходомера (например, вызываемый коррозионной активностью измеряемой текучей среды) может существенно уменьшить срок службы устройства, и поэтому желательно любым способом повысить долговечность расходомера и его компонентов. И, наконец, ультразвуковые расходомеры могут быть установлены в неблагоприятной среде, и поэтому желательны любые пути уменьшения продолжительности обслуживания и, если возможно, улучшения рабочих характеристик.
Раскрытие изобретения
Различные варианты выполнения изобретения относятся к устройствам и способам преобразователя с пластмассовым согласующим слоем. По крайней мере некоторые из приведенных в качестве примеров вариантов выполнения представляют собой преобразователи, включающие корпус (имеющий ближний к месту крепления конец, дальний к месту крепления конец и внутреннюю емкость, причем корпус выполнен для присоединения к трубному узлу ультразвукового расходомера), пластмассовый согласующий слой, имеющий наружную поверхность и внутреннюю поверхность (пластмассовый согласующий слой герметизирует дальний конец корпуса и закрывает его), и преобразовательный элемент, соединенный с внутренней поверхностью пластмассового согласующего слоя.
Другие приведенные в качестве примера варианты выполнения, представляют собой ультразвуковые расходомеры, включающие трубный узел, имеющий внутренний канал для измеряемой текучей среды и преобразователь, связанный с трубным узлом. Преобразователь также включает корпус, имеющий внутреннюю емкость, пластмассовый согласующий слой, который отделяет внутреннюю емкость корпуса от измеряемой текучей среды (в котором акустический импеданс пластмассового согласующего слоя имеет промежуточное значение между импедансами пьезоэлектрического кристалла и измеряемой текучей средой), и преобразовательный элемент, соединенный со внутренней поверхностью пластмассового согласующего слоя.
В качестве других примеров выполнения изобретения приводятся способы измерения характеристик текучей среды, включающие генерирование ультразвукового сигнала, передачу ультразвукового сигнала через пластмассовый согласующий слой и введение акустического сигнала в текучую среду внутри ультразвукового расходомера.
Наконец, другие варианты выполнения представляют собой способы изготовления преобразователя, включающие использование корпуса преобразователя, имеющего ближний к месту крепления конец и дальний к месту крепления конец, соединение дальнего конца корпуса преобразователя с пластмассовым материалом (пластмасса закрывает дальний конец и обеспечивает герметизацию от проникновения текучей среды). Соединение также включает введение в корпус преобразователя цилиндра с пресс-формой, выполненной из материала, удаляемого химической реакцией, соединение пластмассы с дальним концом корпуса преобразователя и удаление цилиндра после затвердевания пластмассы.
Краткое описание чертежей
Для более подробного описания вариантов выполнения используются ссылки на приложенные чертежи, на которых:
Фиг.1 представляет вид вертикального разреза ультразвукового расходомера;
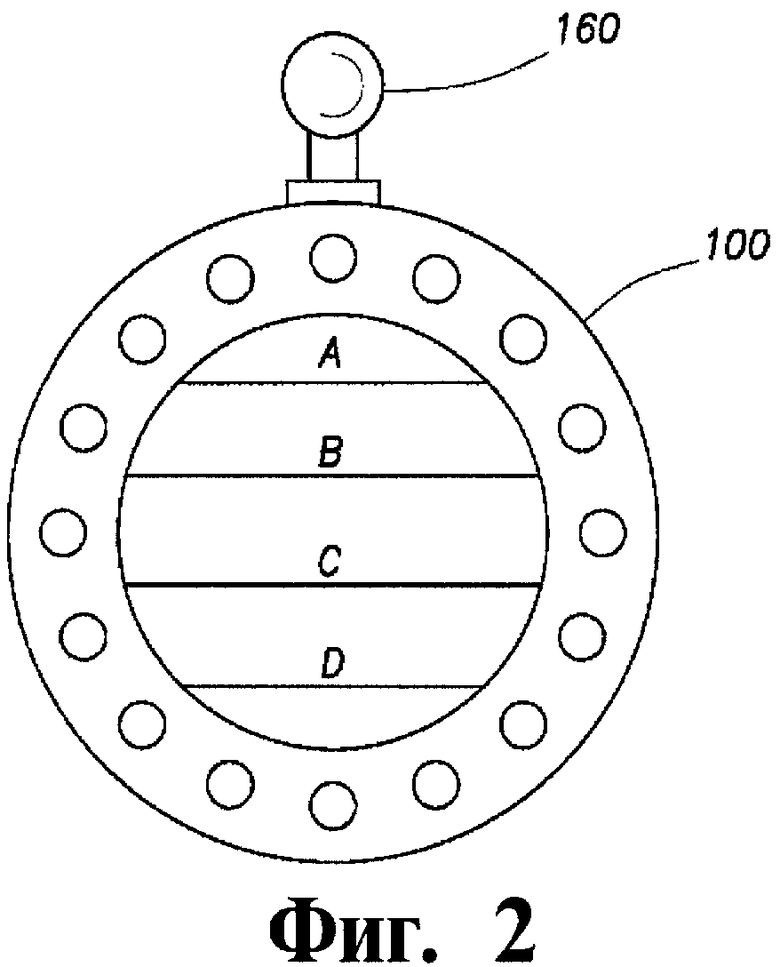
Фиг.2 представляет вид вертикального разреза трубного узла, иллюстрирующий хордовые маршруты А, В, С и D;
Фиг.3 представляет вид сверху трубного узла, в котором размещены пары преобразователей;
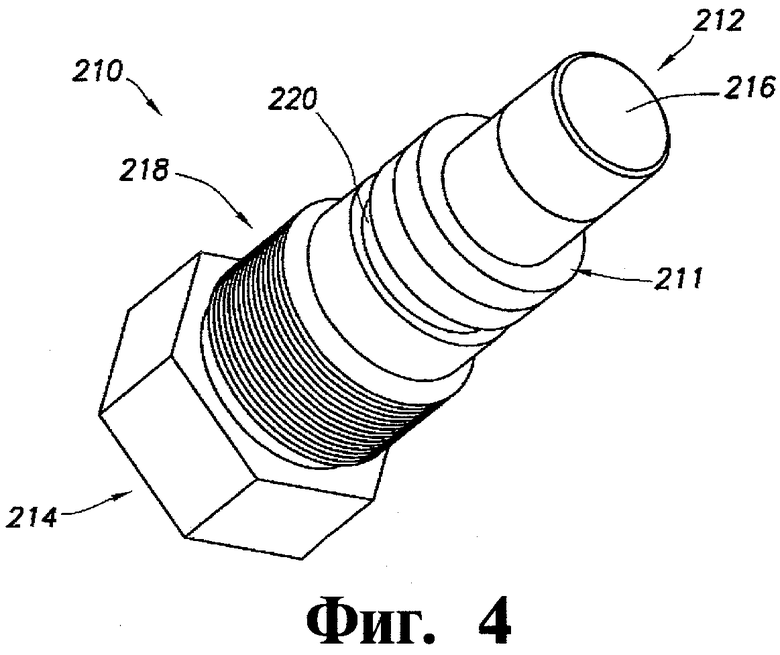
Фиг.4 представляет перспективное изображение преобразователя в соответствии с различными вариантами выполнения изобретения;
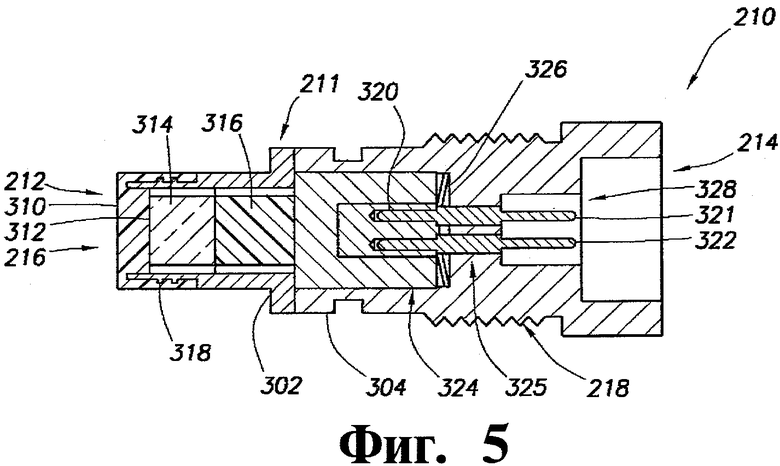
Фиг.5 представляет вид вертикального разреза преобразователя в соответствии с различными вариантами выполнения;
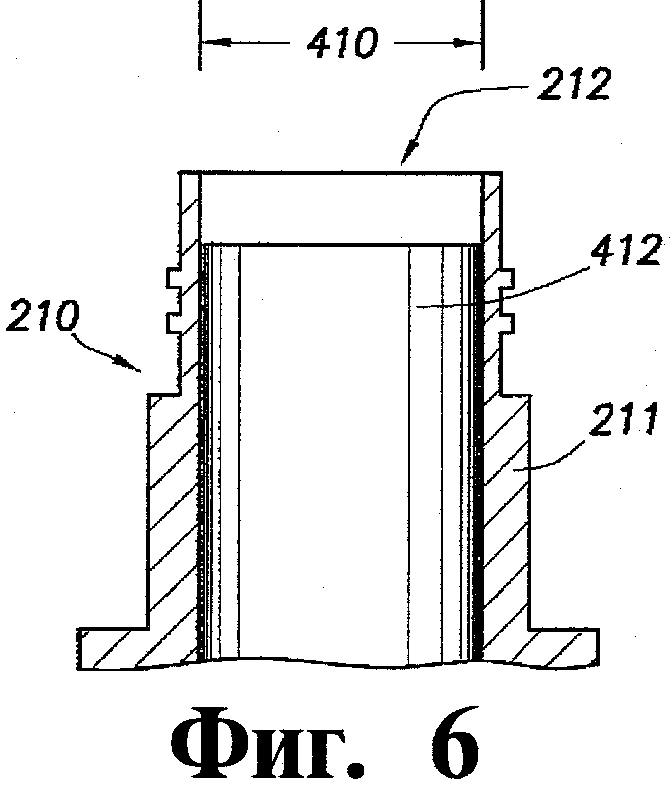
Фиг.6 представляет вид вертикального разреза преобразователя без внутренних компонентов и перед формованием пластмассы;
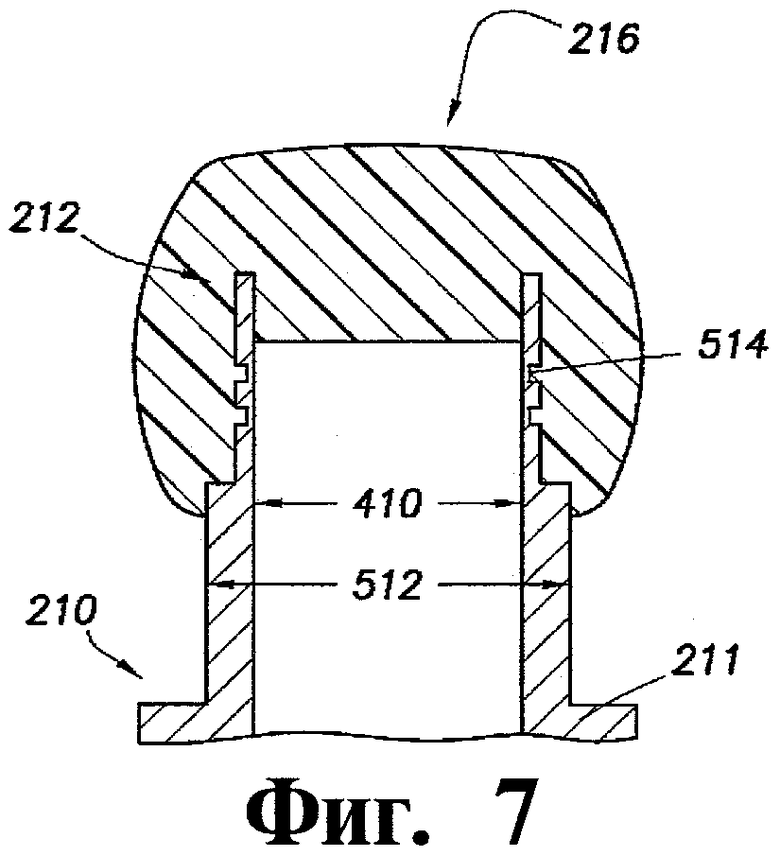
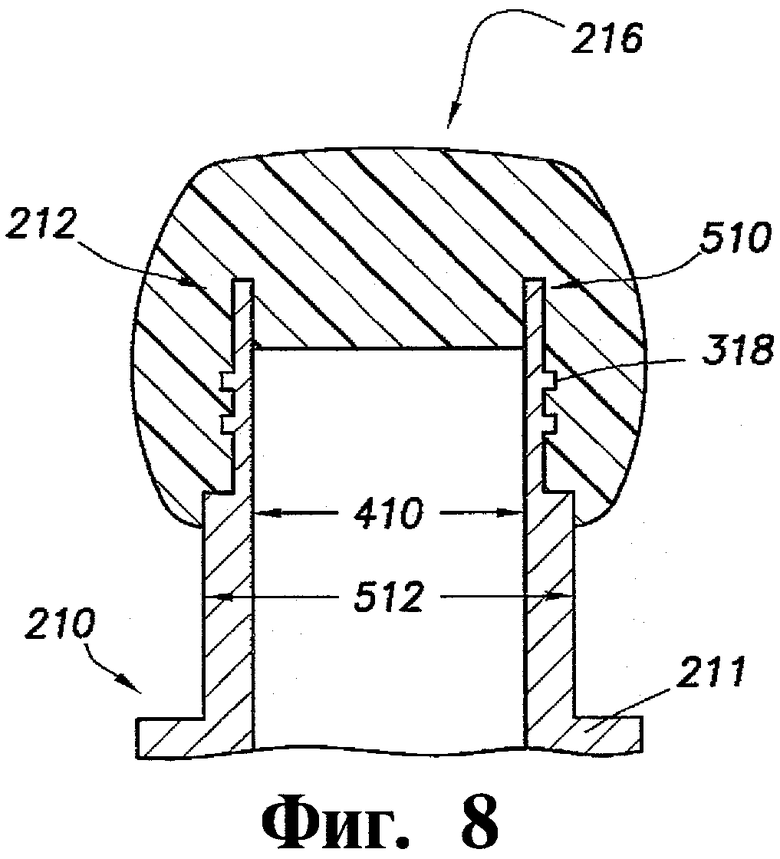
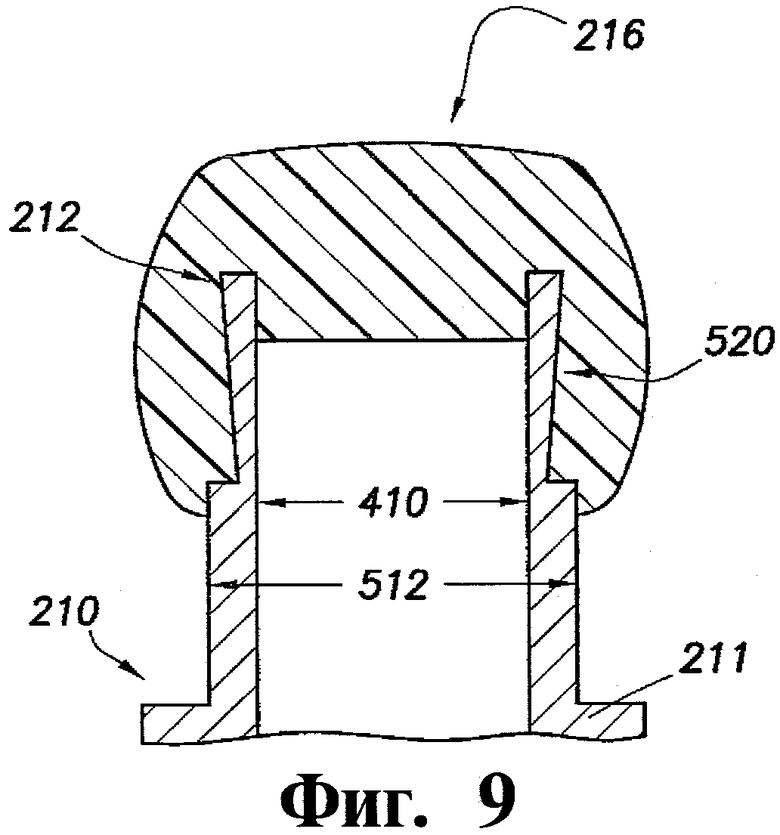
Фиг.7, 8 и 9 представляют виды вертикального разреза преобразователя после того, как на дальний конец был нанесен пластмассовый согласующий слой;
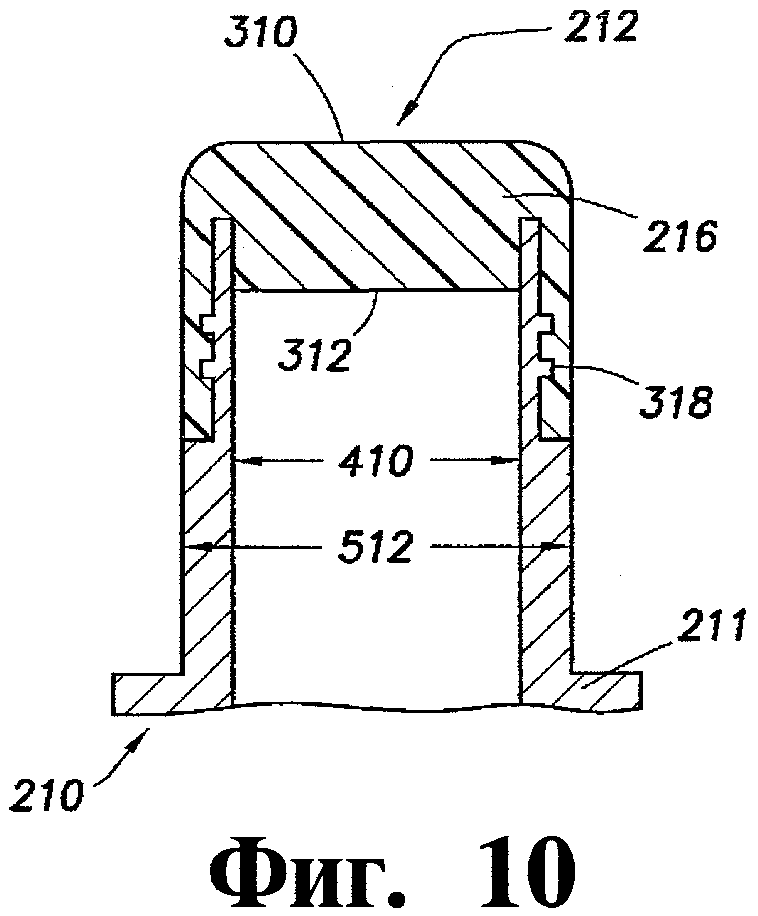
Фиг.10 представляет вид вертикального разреза преобразователя после механической обработки пластмассового согласующего слоя;
Фиг.11 представляет блок-схему в соответствии с различными вариантами выполнения изобретения;
Фиг.12 представляет блок-схему в соответствии с различными вариантами выполнения.
Осуществление изобретения
По всему приведенному ниже описанию и в формуле для обозначения компонентов устройства используются определенные термины. В данном документе не предполагается различать компоненты, имеющие разные названия, но не отличающиеся по функциям.
В приведенном ниже описании и формуле термины "включающий" и "содержащий" используются в широком смысле и поэтому должны пониматься как "включающий, но не сводящийся к …". Кроме того, термин "соединять" или "соединяет" предполагает либо косвенное, либо непосредственное соединение. Таким образом, если первое устройство соединяется со вторым устройством, это соединение может осуществляться либо непосредственным соединением, либо непрямым соединением через другие устройства и соединения.
"Текучая среда" означает жидкость (например, сырую нефть или бензин) или газ (например, метан).
На Фиг.1 представлен вид вертикального разреза ультразвукового расходомера 101 в соответствии с различными вариантами выполнения. Трубный узел 100, предназначенный для установки между секциями трубопровода, является корпусом расходомера 101. Внутренняя емкость трубного узла 100 представляет собой канал для измеряемой текучей среды и имеет заданный размер, определяющий измеряемое сечение внутри расходомера. Текучая среда может протекать в направлении 150 эпюры скорости 152. Векторы 153-158 скорости показывают, что скорость текучей среды в трубном узле 100 нарастает к центру.
Преобразователи 120 и 130 расположены на окружности трубного узла 100. Для установки преобразователей 120 и 130 используются входы 125 и 135 под преобразователи соответственно. Положение преобразователей 120 и 130 может быть определено углом 6, первой длиной L, измеренной между преобразователями 120 и 130, второй длиной X, соответствующей расстоянию вдоль оси между точками 140 и 145, и третьей длиной "d", соответствующей диаметру трубы. В большинстве случаев расстояния d, Х и L точно определены при изготовлении расходомера. Кроме того, преобразователи, например, 120 и 130, могут быть размещены на определенном расстоянии от точек 140 и 145 соответственно, вне зависимости от размера расходомера (т.е. размера трубного узла). Хотя в проиллюстрированном варианте преобразователи несколько утоплены, в других вариантах преобразователи выступают в трубный узел.
Между преобразователями 120 и 130 под углом θ к осевой линии 105 образован маршрут 110, иногда называемый "хордой". Длина L "хорды" 110 представляет собой расстояние между торцом преобразователя 120 и торцом преобразователя 130. Точки 140 и 145 определяют места, где генерируемые преобразователями 120 и 130 акустические сигналы входят в текучую среду, протекающую по трубному узлу 100, и выходят из нее (т.е. вход в канал трубного узла).
В предпочтительном варианте, преобразователи 120 и 130 представляют собой ультразвуковые приемопередатчики, т.е. они генерируют и принимают ультразвуковые сигналы. В данном случае определение "ультразвуковые" означает частоты свыше примерно 20 кГц. Для генерирования ультразвукового сигнала производится электрическое возбуждение пьезоэлектрического элемента, в котором возникает вибрация. Вибрация пьезоэлектрического элемента создает ультразвуковой сигнал, распространяющийся в текучей среде через трубный узел к соответствующему преобразователю пары преобразователей. Аналогично, при попадании на него ультразвукового сигнала приемный пьезоэлектрический элемент вибрирует и генерирует электрический сигнал, который детектируется, оцифровывается и анализируется электронной схемой, связанной с расходомером. Сначала расположенный ниже по потоку преобразователь 120 генерирует ультразвуковой сигнал, который принимается преобразователем 130, расположенным выше по потоку. Через некоторое время расположенный выше по потоку преобразователь 130 генерирует ответный ультразвуковой сигнал, который затем принимается преобразователем 120, расположенным ниже по потоку. Таким образом, преобразователи 120 и 130 как бы "подают и улавливают" ультразвуковые сигналы 115 вдоль хордового маршрута 110. В процессе работы такой обмен может происходить тысячи раз в минуту.
Время распространения ультразвукового сигнала 115 между преобразователями 120 и 130 зависит, отчасти, от того, распространяется ультразвуковой сигнал 115 вдоль или навстречу относительно направления потока текучей среды. Время распространения ультразвукового сигнала, движущегося вдоль потока (т.е. в одном направлении с потоком), меньше времени распространения навстречу потока (т.е. против направления потока). Время распространения вдоль и навстречу потока может быть использовано для расчета средней скорости потока вдоль маршрута распространения сигнала, а также для определения скорости звука в текучей среде. При известной площади поперечного сечения расходомера, через который протекает текучая среда, и задавшись формой эпюры скорости, среднюю скорость потока через площадь сечения отверстия расходомера можно использовать для нахождения объема текучей среды, протекающей через расходомер 101.
Ультразвуковые расходомеры могут содержать одну или более пар преобразователей, в соответствии с одним или более маршрутов. На фиг.2 показан вид вертикального разреза трубного узла 100. В этих вариантах выполнения, трубный узел 100 включает четыре хордовых маршрута А, В, С и D через разные уровни потока текучей среды. Каждый хордовый маршрут A-D соответствует двум преобразователям, попеременно выполняющим роль передатчика и приемника. Также показана электронная схема 160 управления, которая получает и обрабатывает данные по четырем хордовым маршрутам A-D. На Фиг.2 не видны четыре пары преобразователей, соответствующие хордовым маршрутам A-D.
Расположение четырех пар преобразователей может быть дополнительно разъяснено с использованием Фиг.3, на которой показан трубный узел 100 и направление 150 потока. Каждая пара отверстий (входы) для преобразователей соответствует одному хордовому маршруту на Фиг.2. В первой паре отверстий 125 и 135 для преобразователей, установленных под углом θ≠90° к центральной линии 105 трубного узла 100, размещаются преобразователи 120 и 130 (Фиг.1). В другой паре отверстий (входов) 165 и 175 для преобразователей (видны частично) расположены объединенные преобразователи так, что хордовый маршрут свободно формирует "X" по отношению к хордовому маршруту отверстий 125 и 135. Аналогично, отверстия (входы) 185 и 195 для преобразователей могут располагаться параллельно отверстиям 165 и 175 для преобразователей, но на другом "уровне" (т.е. на другой высоте в трубном узле). На Фиг.3 четыре пары преобразователей и отверстий для преобразователей не показаны полностью. Если рассматривать Фиг.2 и 3 совместно, то пары преобразователей располагаются так, что верхние две пары преобразователей соответствуют хордам А и В, а нижние две пары преобразователей соответствуют хордам С и D. Скорость потока текучей среды может быть определена на каждой хорде A-D для получения хордовых скоростей потока, а хордовые скорости потока в совокупности позволяют определить среднюю скорость потока по всей трубе. Хотя показаны четыре пары преобразователей, образующих Х-образную форму, пар преобразователей может быть больше или меньше четырех. Кроме того, преобразователи могут располагаться в одной плоскости или образовывать какую-либо иную форму.
На Фиг.4 представлен вид в перспективе преобразователя 210 в соответствии с различными вариантами выполнения. Преобразователь 210 включает цилиндрический корпус 211, который, в некоторых вариантах выполнения, выполнен из металла (например, низкоуглеродистой нержавеющей стали). В других вариантах выполнения, с тем же успехом может быть применен любой материал, выдерживающий давление текучей среды внутри расходомера, например пластмасса высокой плотности или композитные материалы. Преобразователь 210 включает дальний конец 212 и ближний конец 214. Дальний конец 212 закрыт и загерметизирован пластмассовым согласующим слоем 216. Резьба 218 по наружному диаметру корпуса 210 преобразователя вблизи его ближнего конца 214 обеспечивает присоединение преобразователя 210 к трубному узлу 100 (см. Фиг.1-3), а уплотнительное кольцо с канавкой 220 обеспечивают герметизацию преобразователя 210 в отверстии преобразователя (см. Фиг.1-3). В альтернативных вариантах выполнения, преобразователь 210 сваривается с отверстием преобразователя (см. Фиг.1-3) трубного узла, и, таким образом, можно обойтись без резьбы 218 и канавки 220.
На Фиг.5 представлен вид вертикального разреза преобразователя 210 в соответствии с различными вариантами выполнения. В частности, корпус 211 может, в некоторых вариантах, содержать два отдельных компонента. Например, дальний конец 212 преобразователя 210 может включать первый цилиндрический наружный корпус 302, а ближний конец 214 может включать второй цилиндрический наружный корпус 304 (содержащий резьбу 218), причем оба корпуса 302, 304 соединяются вместе в процессе изготовления. В альтернативных вариантах выполнения, цилиндрический наружный корпус 211 может иметь единую конструкцию, в которую различные компоненты устанавливаются с одного конца.
Пластмассовый согласующий слой 216 закрывает дальний конец 212 и образует наружную поверхность 310 и внутреннюю поверхность 312. В частности, корпус 211 образует замкнутый контур, вокруг которого формуется пластмассовый согласующий слой 216. В некоторых вариантах выполнения, корпус 211 включает круговые соединительные выступы 318, к которым присоединяется пластмасса. В альтернативных вариантах, корпус 211 включает круговые соединительные канавки (см. Фиг.7-9), к которым также присоединяется пластмасса. Наружная поверхность 310 пластмассового согласующего слоя 216 находится под воздействием текучей среды, протекающей сквозь трубный узел/расходомер (см. Фиг.1-3), а внутренняя поверхность 312 соединяется с преобразовательным элементом 314 (например, пьезоэлектрическим элементом). Объем за преобразовательным элементом 314 включает задний согласующий слой 316 и задний согласующий опорный слой 324. Задний согласующий слой 316 может быть выполнен, например, из пластмассы, металла, стекла, керамики, эпоксидной смолы, эпоксидной смолы с порошковым наполнителем, резины или резины с порошковым наполнителем. В некоторых вариантах, преобразовательный элемент 314 поджат к пластмассовому согласующему слою 216 посредством конической шайбы 326, однако с равным успехом может быть использована любая поджимающая конструкция (например, спиральные пружины). Поджим преобразовательного элемента 314 к пластмассовому согласующему слою 216 обеспечивает хороший акустический контакт преобразовательного элемента 314 с пластмассовым согласующим слоем 216 и, кроме того, обеспечивает опору для пластмассового согласующего слоя 216, уменьшая прогиб внутрь пластмассового согласующего слоя под действием высокого давления текучей среды внутри расходомера.
Как показано на Фиг.5, на ближнем конце 214 корпуса 211 имеется паз 328 для электроконтактных штырьков, в котором находятся два соединительных контактных штырька 321 и 322. Два соединительных контактных штырька 321, 322 расположены на определенном расстоянии и открыты для обеспечения возможности соединения их кабелем с внешней электронной схемой расходомера. Внутри преобразователя 210 контактные штырьки сопрягаются с разъемом 320 в заднем согласующем опорном слое 324, обеспечивая соединение контактных штырьков 321, 322 с преобразовательным элементом 314. В некоторых вариантах выполнения, контактные штырьки 321, 322 имеют герметичное соединение с корпусом 211 (в области 325), например, сваркой стекла с металлом. Герметизация контактных штырьков 321, 322 вместе с герметизацией, обеспечиваемой пластмассовым согласующим слоем 216, изолирует внутренние компоненты преобразователя 210 как от текучей среды и расходомера, так и от атмосферы. В случае если нарушается герметизация, создаваемая пластмассовым согласующим слоем, герметизация контактных штырьков 321, 322 снижает вероятность выхода текучей среды в расходомере через преобразователь. Уровень защиты, обеспечиваемый герметизацией контактных штырьков от проникновения текучей среды сквозь преобразователь, особенно важен в ситуациях, где текучая среда в расходомере содержит токсичные вещества (например, текучая среда представляет собой поток углеводорода, содержащий сероводород).
Помимо герметизации внутреннего объема преобразователя 210 от текучей среды в расходомере, пластмассовый согласующий слой 216 обеспечивает акустическую связь между преобразовательным элементом 314 и текучей средой в расходомере. В соответствии с различными вариантами выполнения значение акустического импеданса пластмассового согласующего слоя является промежуточным между значениями акустического импеданса преобразовательного элемента 314 и текучей среды в расходомере. Если значение акустического импеданса согласующего слоя находится между значениями импеданса преобразовательного элемента и текучей среды в расходомере, качество ультразвукового сигнала улучшается (например, больше амплитуда и скорость нарастания). В некоторых вариантах выполнения, пластмассовый согласующий слой 216 выполнен из термопласта, обладающего коррозионной стойкостью. В зависимости от давления, воздействию которого будет подвергаться преобразователь 210, и характеристик текучей среды в расходомере (например, его коррозионной активности), с равным успехом могут быть использованы и другие пластмассовые материалы. Пластмассовые согласующие слои обладают необходимым акустическим импедансом для достижения хорошей акустической связи, в сочетании с достаточной прочностью для противодействия давлению текучей среды внутри расходомера с тем, чтобы преобразовательный элемент мог быть изолирован от текучей среды внутри расходомера. В некоторых вариантах выполнения, акустический импеданс пластмассового согласующего слоя 216 составляет примерно от 1 до 30 Мегарейл (МРейл), в частности примерно от 2 до 4 МРейл. В сравнении, акустический импеданс согласующего слоя, содержащего в основном нержавеющую сталь, превышает акустический импеданс пьезоэлектрического элемента и поэтому не обеспечивается хорошей акустической связи.
Толщина пластмассового согласующего слоя 216 (вдоль оси, общей с другими частями корпуса 211) в некоторых вариантах выполнения по существу равна нечетной части четверти (1/4, 3/4, 5/4, 7/4, и т.д.) длины волны звука, генерируемого преобразовательным элементом 314. Рассмотрим, например, преобразовательный элемент 314, работающий на частоте 125 кГц, и пластмассовый согласующий слой 216, скорость звука в котором составляет 2500 м/с. Длина волны звука в согласующем слое составляет примерно 20 мм (0,788 дюйма). В этих вариантах выполнения, толщина пластмассового согласующего слоя может составлять 5 мм, 15 мм, 25 мм, 35 мм и т.д. (0,197, 0,590, 0,984, 1,378 и т.д. дюйма). Более тонкий пластмассовый согласующий слой обеспечивает лучшие акустические характеристики, однако более толстый пластмассовый согласующий слой позволяет преобразователю лучше противостоять воздействию более высоких давлений. Выбор оптимальной толщины согласующего слоя включает выбор наиболее тонкого согласующего слоя, способного выдержать наивысшие ожидаемые давления внутри расходомера.
Далее рассматриваются различные варианты выполнения конструкции преобразователя 210, имеющего пластмассовый согласующий слой. В частности, на Фиг.6 представлен вид вертикального разреза части корпуса 211 без внутренних элементов конструкции и перед формованием пластмассы для создания пластмассового согласующего слоя. Перед получением пластмассового согласующего слоя в корпус 211 вводится раздвижной цилиндр 412, наружный диаметр которого слегка меньше внутреннего диаметра 410 корпуса 211. Раздвижной цилиндр 412 по крайней мере частично покрыт пресс-формой, выполненной из материала, удаляемого химической реакцией, для облегчения извлечения цилиндра после затвердевания пластмассового согласующего слоя. В некоторых вариантах (в том числе и показанном на Фиг.6), конец раздвижного цилиндра слегка утоплен от дальнего конца 212 корпуса 211, обеспечивая частичное заполнение пластмассой внутренней емкости корпуса 211. В других вариантах выполнения, цилиндр 412 может быть расположен так, что конец цилиндра 412 и дальний конец корпуса 211 образуют плоскость, и при формовании пластмасса пластмассового согласующего слоя не пройдет на сколько-нибудь заметную глубину во внутреннюю емкость корпуса 211.
После установки цилиндра 412 производится формование пластмассы на дальнем конце корпуса 211. В частности, формование пластмассового согласующего слоя на корпусе выполняется при высокой температуре. В некоторых вариантах выполнения, пластмасса пластмассового согласующего слоя обладает коэффициентом теплового расширения большим, чем у материала корпуса. При охлаждении пластмассового согласующего слоя он сжимается сильнее корпуса, в результате чего образуется герметичное уплотнение по крайней мере по наружному диаметру корпуса. На Фиг.7, 8 и 9 представлен вид вертикального разреза преобразователя 211 после того, как на дальний конец 212 был нанесен пластмассовый согласующий слой, а раздвижной цилиндр 412 извлечен. В частности, в некоторых вариантах выполнения, пластмасса затвердевает в пресс-форме, внутренний диаметр которой больше наружного диаметра 512 корпуса 211. Когда пластмасса остывает и сжимается, она соединяется с корпусом 211. Хотя в некоторых вариантах выполнения пластмасса может соединяться с гладкой поверхностью по наружному диаметру корпуса 211, в других вариантах соединению пластмассы способствуют расположенные там конструктивные элементы. На Фиг.7 показано соединение пластмассы с круговыми соединительными канавками 514. На Фиг.8 показано соединение пластмассы с круговыми соединительными выступами 318. На Фиг.9 показано соединение пластмассы с конусообразным дальним концом 520 корпуса 211. Кроме того, использование канавок, выступов и конусности не исключает друг друга и может комбинироваться в любом сочетании (например, конусность с соединительными канавками, конусность с соединительными выступами). Видно, что пластмассовый согласующий слой 510 закрывает и герметизирует дальний конец 212 корпуса 211.
После предварительного формования пластмассы согласующего слоя, охватывающего дальний конец корпуса 211, пластмасса доводится до окончательной формы механической обработкой. На Фиг.10 представлен вид вертикального разреза преобразователя 210 после механической обработки пластмассы и показаны круговые соединительные выступы 318. В некоторых вариантах выполнения, наружный диаметр пластмассового согласующего слоя 216 механической обработкой доводится по существу до наружного диаметра 512 корпуса 211. Внутренняя поверхность 312 в зоне, образованной внутренним диаметром 410 корпуса 211, и наружная поверхность 310 по существу плоские и параллельны друг другу.
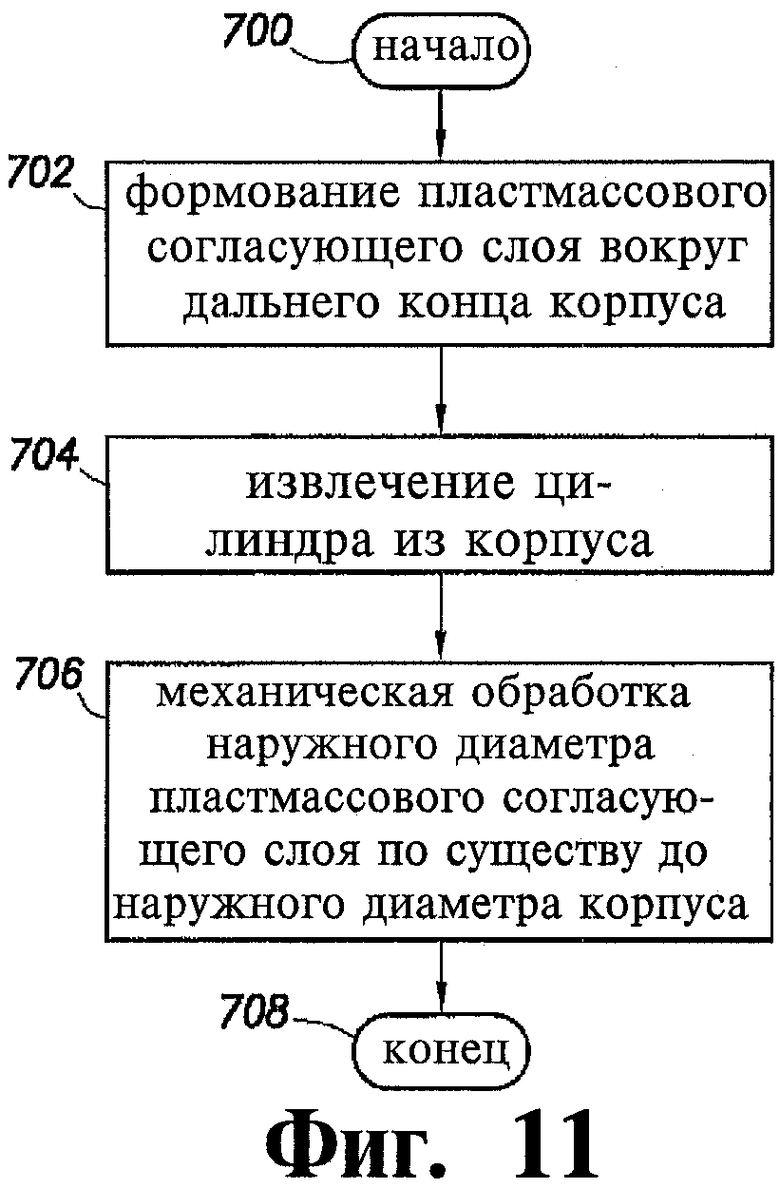
На Фиг.11 представлена блок-схема способа изготовления преобразователя в соответствии с по крайней мере некоторыми вариантами выполнения. В частности, способ начинается с операции 700, и формование пластмассового согласующего слоя вокруг дальнего конца корпуса производится на операции 702. В некоторых вариантах выполнения, формование пластмассового согласующего слоя вокруг дальнего конца корпуса включает введение цилиндра внутрь корпуса и затем формование пластмассового согласующего слоя вокруг дальнего конца корпуса. Цилиндр внутри корпуса определяет глубину, на которую пластмассовый согласующий слой проходит внутрь корпуса. После затвердевания пластмассового согласующего слоя цилиндр может быть извлечен из корпуса (операция 704). В вариантах выполнения, где формуемая пластмасса имеет диаметр больше, чем наружный диаметр корпуса, пластмасса подвергается механической обработке до диаметра, по существу равного наружному диаметру корпуса (операция 706), и способ, используемый для примера, заканчивается операцией 708.
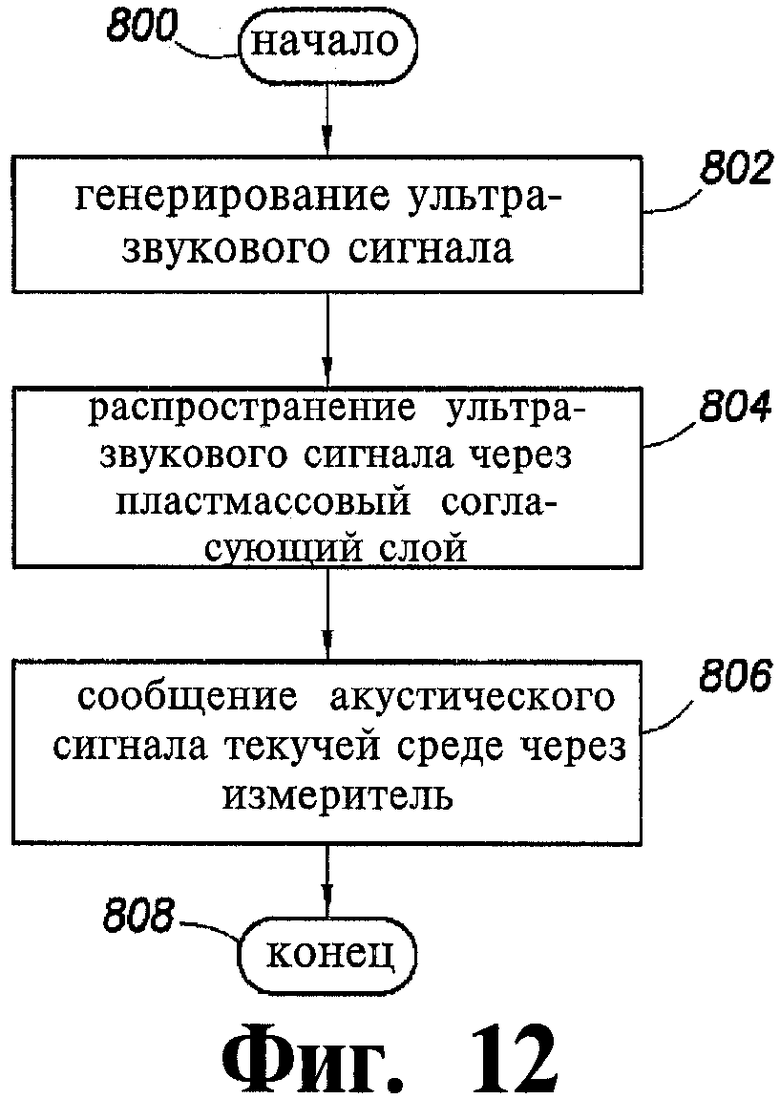
На Фиг.12 приведена блок-схема в соответствии с по крайней мере некоторыми вариантами выполнения. В частности, способ измерения характеристик текучей среды начинается операцией 800, и ультразвуковой сигнал генерируется преобразователем на операции 802. Ультразвуковой сигнал распространяется сквозь пластмассовый согласующий слой (операция 804) и сообщается текучей среде, проходящей через расходомер (операция 806). Затем приведенный в качестве примера способ заканчивается операцией 808.
Рассмотренное выше предназначалось для иллюстрации принципов настоящего изобретения и различных вариантов его выполнения. Специалист, ознакомившись с настоящим раскрытием, сможет предложить различные изменения и модификации. Например, при формовании пластмассового согласующего слоя, охватывающего дальний конец корпуса, цилиндр может не использоваться. Вместо этого пластмасса может свободно затечь внутрь корпуса, и потом ее излишки могут быть удалены механической обработкой. Кроме того, в вариантах, где для ограничения затекания пластика внутрь корпуса при формовании используется цилиндр, цилиндр не обязательно должен определять внутреннюю поверхность. Пластмасса может затечь во внутреннюю емкость в большей степени, чем это требуется, а затем может быть удалена механической обработкой, которой и будет сформирована внутренняя поверхность. Далее, в то время как в рассмотренных вариантах выполнения формуемый пластмассовый согласующий слой изначально имел наружный диаметр больше наружного диаметра корпуса и затем подвергался механической обработке, в других вариантах выполнения пластмассовый согласующий слой мог быть сформован с наружным диаметром, примерно равным диаметру корпуса, и не требовалось его механической обработки, однако наружная торцевая поверхность 310 могла быть механически обработана для обеспечения гладкости поверхности и ее параллельности внутренней поверхности 312. Подразумевается, что приведенная ниже формула изобретения будет интерпретироваться как охватывающая все подобные изменения и модификации.

Ультразвуковой преобразователь ультразвукового расходомера снабжен корпусом, содержащим ближний к месту крепления конец, дальний к месту крепления конец и внутренний объем. При этом ультразвуковой преобразователь ультразвукового расходомера выполнен с возможностью соединения с трубным узлом ультразвукового расходомера, пластмассовым согласующим слоем и преобразовательным элементом, соединенным с внутренней поверхностью пластмассового согласующего слоя. При этом пластмассовый согласующий слой имеет наружную поверхность и внутреннюю поверхность и герметично соединен с дальним концом корпуса и расположен закрывающим его. Также пластмассовый согласующий слой имеет коэффициент теплового расширения, больший коэффициента теплового расширения корпуса. Технический результат - повышение долговечности расходомера и его компонентов. 4 н. и 17 з.п. ф-лы, 12 ил.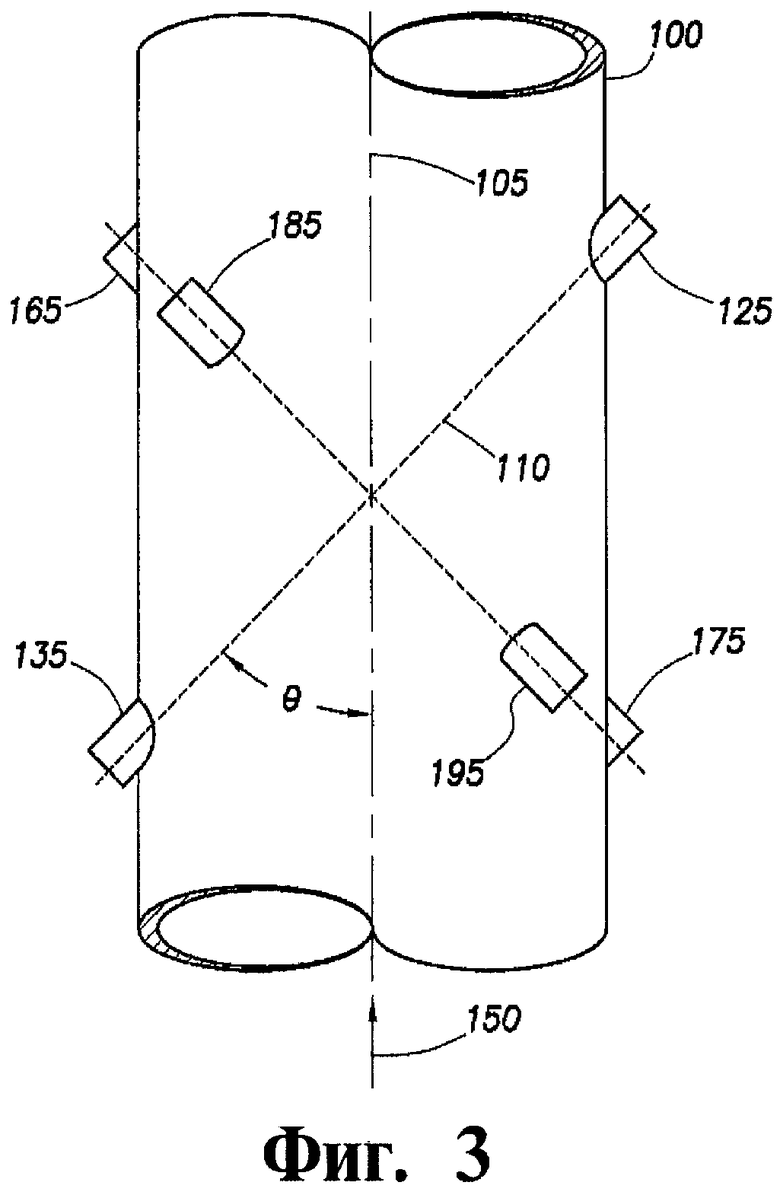
1. Ультразвуковой преобразователь ультразвукового расходомера, снабженный корпусом, содержащим ближний к месту крепления конец, дальний к месту крепления конец и внутренний объем и выполненный с возможностью соединения с трубным узлом ультразвукового расходомера, пластмассовым согласующим слоем, имеющим наружную поверхность и внутреннюю поверхность, герметично соединенным с дальним концом корпуса и расположенным закрывающим его, и преобразовательным элементом, соединенным с внутренней поверхностью пластмассового согласующего слоя, отличающийся тем, что пластмассовый согласующий слой охватывает дальний конец корпуса и имеет коэффициент теплового расширения, больший коэффициента теплового расширения корпуса.
2. Преобразователь по п.1, отличающийся тем, что дополнительно включает круговой выступ, выполненный снаружи дальнего конца корпуса и соединенный с пластмассовым согласующим слоем.
3. Преобразователь по п.1, отличающийся тем, что дополнительно включает круговую канавку, выполненную снаружи дальнего конца корпуса и соединенную с пластмассовым согласующим слоем.
4. Преобразователь по п.1, отличающийся тем, что дальний конец корпуса выполнен конусообразным, а пластмассовый согласующий слой соединен с конусом дальнего конца корпуса.
5. Преобразователь по п.1, отличающийся тем, что пластмассовый согласующий слой расположен опирающимся на преобразовательный элемент.
6. Преобразователь по п.1, отличающийся тем, что пластмассовый согласующий слой имеет значение импеданса, промежуточное между значениями импедансов преобразовательного элемента и измеряемой среды.
7. Преобразователь по п.1, отличающийся тем, что дополнительно включает в себя электроконтактный штырек, расположенный на ближнем конце корпуса, соединенный с преобразовательным элементом и герметично соединенный с корпусом.
8. Ультразвуковой расходомер, включающий трубный узел, содержащий внутренний канал для измеряемой текучей среды, и связанный с трубным узлом ультразвуковой преобразователь по п. 1.
9. Расходомер по п.8, который дополнительно включает в себя отверстие преобразователя через трубный узел, при этом преобразователь связан с трубным узлом посредством резьбового соединения.
10. Расходомер по п.8, в котором внутренний объем корпуса имеет, по существу, атмосферное давление.
11. Расходомер по п.8, в котором преобразовательный элемент выполнен с возможностью предотвращения прогибания внутренней части пластмассового согласующего слоя.
12. Расходомер по п.8, который дополнительно включает поджимающее устройство, установленное на преобразовательном элементе с возможностью его поджатия к пластмассовому согласующему слою.
13. Способ измерения расхода текучей среды посредством ультразвукового преобразователя ультразвукового расходомера, который помещают в корпус, включающий генерирование ультразвукового сигнала посредством преобразовательного элемента, передачу ультразвукового сигнала через пластмассовый согласующий слой, введение акустического сигнала в среду внутрь ультразвукового расходомера и прием ультразвукового сигнала посредством преобразовательного элемента, отличающийся тем, что пластмассовый согласующий слой охватывает дальний конец ультразвукового преобразователя и имеет коэффициент теплового расширения, больший коэффициента теплового расширения корпуса.
14. Способ по п. 13, в котором ультразвуковой сигнал генерируют посредством пьезоэлектрического преобразователя.
15. Способ изготовления преобразователя, включающий использование корпуса преобразователя с ближним к месту крепления концом и с дальним к месту крепления концом, соединение дальнего конца корпуса преобразователя с пластмассовым материалом с закрыванием этого дальнего конца и его герметизацией от проникновения текучей среды, при этом при указанном соединении вводят в корпус преобразователя цилиндр, который покрывают химическим веществом, облегчающим удаление цилиндра, а после соединения пластмассы с дальним концом корпуса преобразователя и затвердевания пластмассы удаляют цилиндр.
16. Способ по п.15, в котором соединение осуществляют посредством по меньшей мере одного из средств, выбранных из группы, включающей круговой выступ, который выполняют на наружной поверхности корпуса преобразователя в зоне его дальнего к месту крепления конца, круговую канавку, которую выполняют на наружной поверхности корпуса преобразователя в зоне его дальнего к месту крепления конца, и конус, который выполняют на наружной поверхности корпуса преобразователя в зоне его дальнего к месту крепления конца.
17. Способ по п.15, в котором соединение осуществляют с коэффициентом теплового расширения, превышающим коэффициент теплового расширения корпуса преобразователя.
18. Способ по п.15, в котором пластмассовый материал располагают снаружи от внутреннего объема корпуса преобразователя.
19. Способ по п.15, в котором для затвердевания пластмассы используют пресс-форму, внутренний диаметр которой больше наружного диаметра корпуса преобразователя.
20. Способ по п.19, который дополнительно включает механическую обработку пластмассового материала до размера, равного наружному диаметру корпуса преобразователя.
21. Способ по п.15, в котором для затвердевания пластмассы используют пресс-форму, внутренний диаметр которой по существу равен наружному диаметру корпуса преобразователя.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| US 5078149 A, 07.01.1992 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 5329682 A, 19.07.1994 | |||
| US 5664456 A, 09.09.1997 | |||
| Способ получения снабженных окрашенными узорами формованных изделий из естественных или искусственных смол | 1925 |
|
SU429A1 |

