Изобретение относится к области литейного производства, а именно к способам литья по газифицируемым моделям и может быть использовано для получения композиционных отливок.
Из уровня техники известны способы изготовления моделей из пенополистирола, при которых легирующие элементы наносят на гранулы пенополистирола перед их вспениванием в пресс-форме (SU 304049, B22C 7/02, 25.05.1971), или вводят модифицирующие и легирующие добавки в пресс-форму одновременно с гранулами пенополистирола (SU 904872, B22C 7/02, 15.02.1982).
Недостатками данных способов является значительный расход легирующих элементов и легирование всего объема отливки.
Из уровня техники известен способ изготовления газифицируемой модели для литья заготовок режущего инструмента, при котором пресс-форма имеет извлекаемый, контейнер, отделяющий объем рабочей полости, формирующей легированный элемент модели, от остальной части модели из нелегированного пенополистирола (RU 2048953 C1, B22C 7/02. 27.11.1995).
Недостатком данного способа является использование в качестве легирующих добавок порошкообразных частиц фракцией не более 0,2 мм, невозможность обеспечения комплекса свойств отливки, получение отливок на основе железоуглеродистых сплавов.
Наиболее близким аналогом является способ изготовления моделей из пенополистирола для получения композиционных отливок, включающий вспенивание гранул пенополистирола в пресс-форме, при этом в пресс-форму устанавливают один или несколько элементов, остающихся в модели из пенополистирола (SU 1792351 A3, B22C 7/02.30.01.1993).
Недостатком данного способа является невозможность обеспечения заданного комплекса свойств отливок (высокая твердость, жаростойкость и др.) и невозможность формирования переходного слоя на границе элемент, остающийся в модели из пенополистирола - заливаемый расплав.
Все это снижает универсальность способа.
Предлагаемый способ является более универсальным.
Повышение универсальности способа выражается в том, что в пресс-форму устанавливают один или несколько элементов из химико-термически обработанных металлических материалов или сплавов, обладающих определенным комплексом свойств, (элементы после борирования, азотирования и цементации обладают высокой твердостью, элементы после алитирования и силицирования придают рабочим поверхностям отливок жаростойкость до 800°C, а после хромирования - жаростойкость до 1200°C, которые остаются в модели из пенополистирола, что позволяет получать композиционные отливки, обладающие заданными свойствами, в зависимости от требований, из различных металлических материалов.
Способ осуществляется следующим образом. В пресс-форму, изготовленную по требуемым размерам, засыпают или задувают предвспененные гранулы пенополистирола, после чего производят окончательное вспенивание гранул любым известным способом. После изготовления модели пресс-форма разбирается, а отдельные элементы пресс-формы, изготовленные из химико-термически обработанных металлических материалов или сплавов, остаются в модели из пенополистирола. В зависимости от требований, предъявляемых к отливке, элементы, остающиеся в модели из пенополистирола, могут оформлять внутреннюю поверхность модели (полностью или частично), наружную поверхность модели (полностью или частично) или могут быть выполнены в виде различных по конфигурации вставок и знаков. Изготовление моделей в пресс-формах позволяет получать модели из пенополистирола с высокой точностью позиционирования элементов из химико-термически обработанных металлических материалов или сплавов, остающихся в модели из пенополистирола, что позволяет изготавливать композиционные отливки высокой точности с заданными свойствами, из различных металлических материалов и сплавов.
Для создания переходного слоя на границе элемент, остающийся в модели из пенополистирола - металл данный способ предусматривает нанесение легирующих элементов в виде краски, пасты или пудры на элементы, остающиеся в модели из пенополистирола перед их установкой в пресс-форму, что позволяет формировать переходный слой в отливке с заданными свойствами.
В зависимости от природы легирующих элементов возможно протекание физико-химического взаимодействия их с расплавом и материалом элементов, остающихся в модели из пенополистирола с образованием новых фаз в переходном слое. Для получения требуемого комплекса свойств переходного слоя настоящий способ допускает использовать несколько легирующих элементов или их соединений в различных сочетаниях.
Способ осуществляется следующим образом.
Легирующие элементы в виде краски, пасты или пудры, с различной концентрацией легирующих элементов или соединений, наносят на требуемые поверхности элементов, остающихся в модели из пенополистирола, после чего происходит сборка пресс-формы, заполнение предвспененными гранулами и дальнейшее вспенивание гранул любыми известными способами. После получения моделей пресс-форма разбирается. При заливке моделей происходит растворение и (или) физико-химическое взаимодействие легирующих элементов или их соединений с металлическим расплавом (или с отдельными компонентами расплава), приводящее к получению переходного слоя на границе металл -элемент, остающийся в модели из пенополистирола, имеющего отличный от объема металла химический и фазовый состав. Для получения комплекса свойств легирующие элементы в виде краски, пасты или пудры можно наносить также и на поверхности элементов, остающихся в модели из пенополистирола, не контактирующих с расплавом в момент заливки. При заливке моделей металлическими расплавами элементы, остающиеся в модели из пенополистирола, нагреваются до температур протекания процессов диффузионного насыщения легирующими элементами с поверхностей, не касающихся расплава, что приводит к изменению их физико-химических и физико-механических свойств. Переходный слой в зависимости от легирующих элементов может обладать различными свойствами, в зависимости от условий эксплуатации отливок. Так, использование в качестве легирующих элементов алюминия, меди, серебра и сплавов на их основе способствуют получению переходного слоя, обладающего повышенной теплоотдачей; бор, титан, хром, углерод, молибден, ванадий, вольфрам, ниобий, цирконий, марганец, а также их соединения или сплавы придают переходному слою повышенную твердость, а для формирования переходного слоя прочно связанного с железоуглеродистым сплавом легирующими элементами могут служить ферросплавы (феррохром, ферротитан, ферромарганец и др.). Легирующие элементы - железо, никель и кобальт обеспечивают получение переходного слоя на границе металл - элемент, остающийся в модели из пенополистирола, повышенной пластичности и могут применяться для деталей, работающих в условиях ударных нагрузок. Для формирования переходного слоя повышенной пластичности в качестве легирующих элементов целесообразно применять кремний и элементы, снижающие содержание углерода в отливке (например, ферросилиций). Окрашивание поверхностей элементов, остающихся в модели из пенополистирола тепловыделяющими составами, например, на основе термита или пудры алюмо-магниевой применяют для улучшения проливаемости фасонных отливок сложной конфигурации. Крупность используемых порошков легирующих элементов или их соединений для приготовления краски, пасты или пудры лежит в пределе от 1 нм до 0,8 мм. Порошки крупностью менее 1 нм технически трудно получить, а использование порошков крупностью свыше 0,8 мм приводит к расслоению краски, вследствие чего переходный слой в отливке становится неоднородным по структуре., Если требуется получить комплекс свойств переходного слоя, то производятся добавки легирующих элементов или их соединений в различных сочетаниях. Например, добавки меди в сочетании с бором (или ферробором) или меди с молибденом или ванадием формируют у переходного слоя повышенную твердость в сочетании с высокой теплопроводностью.
После изготовление модели пресс-форма разбирается, а отдельные элементы пресс-формы остаются в модели из пенополистирола. Далее модель окрашивают противопригарным газопроницаемым покрытием (краской), после высыхания которого модели помещают в контейнер (опоку) и засыпают опорным материалом. Слой противопригарного газопроницаемого покрытия предотвращает окисление поверхностей элементов, остающихся в модели из пенополистирола, не контактирующих с расплавом при заливке моделей. Далее объем модели заполняют металлическим расплавом.
Примеры конкретного исполнения:
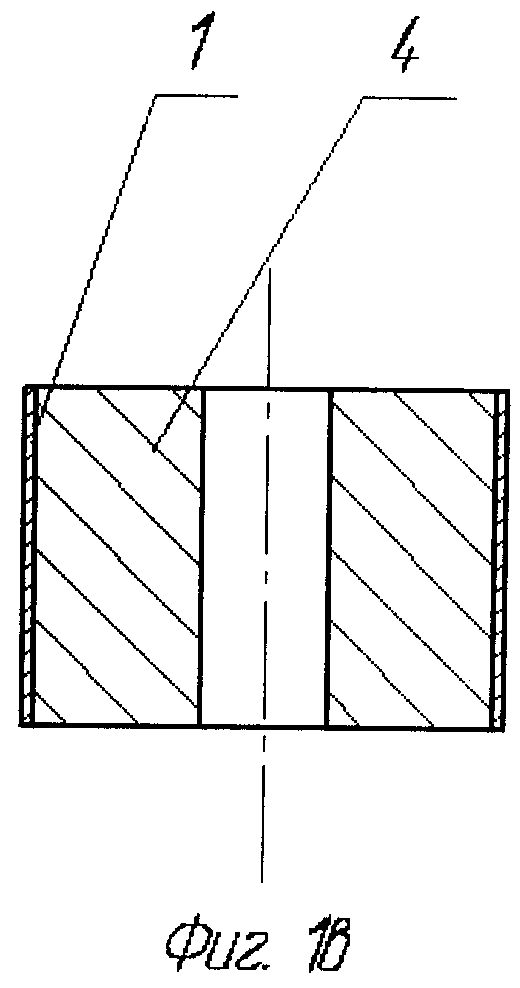
Пример 1. На фиг.1а показана пресс-форма для изготовления отливки валков для вальцов, состоящая из элемента, остающегося в модели из пенополистирола - трубы из стали марки Х12Ф1 диаметром 50 мм с толщиной стенки 2 мм - 1, предварительно подвергнутую борированию для получения на наружной поверхности слоя боридов высокой твердости и других элементов пресс-формы - 2. На фиг.1б показана модель из пенополистирола - 3 с элементом, остающимся в модели из пенополистирола - 1. Модели заливали сталью 40Л. На фиг.2в показана отливка из стали 40Л - 4 с элементом, остающимся в модели из пенополистирола - 1. Полученные отливки обладают повышенной твердостью рабочих поверхностей.
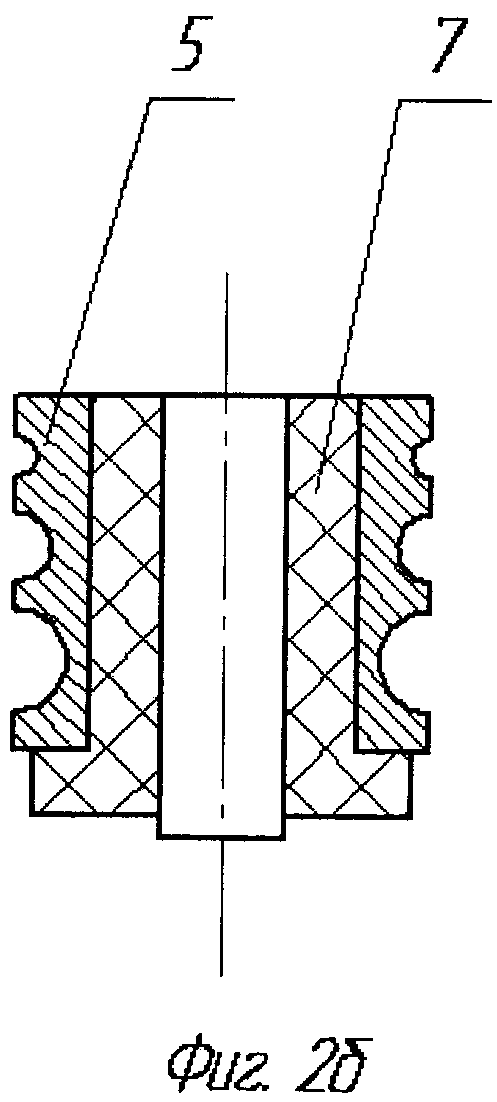
Пример 2. На фиг.2а показана пресс-форма для изготовления отливки валков для вальцов, состоящая из элемента, остающегося в модели из пенополистирола - трубы из стали марки Х12Ф1 диаметром 50 мм с толщиной стенки 10 мм с изготовленными с наружной стороны канавками радиусом 2, 3 и 5 мм - 5, для прокатки цилиндрических деталей, предварительно подвергнутую борированию для получения на наружной поверхности слоя боридов высокой твердости, и других элементов пресс-формы - 6. Для лучшего сцепления с металлом при заливке на внутреннюю поверхность трубы из стали марки Х12Ф1 наносили феррохром в виде краски толщиной 1,2÷1,5 мм. Данная труба оформляла наружную часть пресс-формы частично. На фиг.2б показана модель из пенополистирола - 7 с элементом, остающимся в модели из пенополистирола - 5. Модели заливали сталью 40Л. На фиг.2в показана отливка из стали 40Л - 8 с элементом, остающимся в модели из пенополистирола - 5. Полученные отливки обладают, повышенной твердостью рабочих поверхностей и имеют хорошее сцепление с основным металлом за счет переходного слоя, обогащенного хромом.
Пример 3. Для изготовления отливок режущего инструмента в качестве элементов, остающихся в модели из пенополистирола использовали металлокерамические пластины на основе карбида вольфрама, которые вставляли в пазы пресс-формы перед задувкой гранул пенополистирола. Для создания переходного слоя на границе металлокерамическая пластина - сталь 40 Л, обладающего повышенной теплопередачей, на поверхность металлокерамических пластин перед их установкой в пресс-форму нанесли краску, содержащую медь в качестве легирующего элемента, толщиной 1÷1,5 мм. Пресс-форма позволяет получить модели из пенополистирола с высокой точностью позиционирования металлокерамических пластин, что дает возможность изготавливать отливки высокой точности с минимальным числом дальнейших операций по механической обработке. Модели заливали сталью 40 Л, полученные отливки содержали переходную зону, обогащенную медью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления моделей из пенополистирола для получения композиционных отливок методом литья по газифицируемым моделям | 2015 |
|
RU2620422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2014 |
|
RU2594060C2 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| Способ поверхностного легирования отливок из металлических сплавов на заданную глубину | 2016 |
|
RU2660446C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2514250C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С ЗАДАННЫМИ СВОЙСТВАМИ ТРЕБУЕМЫХ УЧАСТКОВ ПОВЕРХНОСТИ ЗАДАННОЙ ГЛУБИНЫ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2011 |
|
RU2473411C1 |
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| СПОСОБ ВВЕДЕНИЯ МОДИФИКАТОРОВ И ЛЕГИРУЮЩИХ ДОБАВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427442C1 |
| Способ модифицирования и легирования отливок при формообразовании литьем по газифицируемым моделям | 2020 |
|
RU2744688C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475331C2 |




Изобретение относится к области литейного производства. В пресс-форму устанавливают один или несколько элементов, изготовленных из химико-термически обработанных металлических материалов или сплавов. Засыпают или задувают предвспененные гранулы пенополистирола. Осуществляют окончательное вспенивание гранул. После изготовления модели пресс-форма разбирается, а элементы, установленные в пресс-форму, остаются в модели из пенополистирола. Для создания переходного слоя на границе на элемент, установленный в пресс-форму, наносят легирующие элементы в виде краски, пасты или пудры с различной концентрацией легирующих элементов или соединений. Обеспечивается получение композиционных отливок высокой точности с заданными свойствами. 2 н. и 5 з.п. ф-лы, 6 ил., 3 пр.
1. Способ изготовления моделей из пенополистирола для получения композиционных отливок, включающий вспенивание гранул пенополистирола в пресс-форме с установленными одним или несколькими элементами, остающимися в модели из пенополистирола, отличающийся тем, что элементы, остающиеся в модели из пенополистирола, изготовлены из химико-термически обработанных металлических материалов или сплавов.
2. Способ изготовления моделей из пенополистирола для получения композиционных отливок, включающий вспенивание гранул пенополистирола в пресс-форме с установленными одним или несколькими элементами, остающимися в модели из пенополистирола, отличающийся тем, что на поверхность упомянутых элементов наносят легирующие элементы или их соединения в виде краски, пасты или пудры с различной концентрацией легирующих элементов или соединений.
3. Способ по п.2, отличающийся тем, что в качестве легирующих элементов используют следующие элементы: В, С, Al, Ti, Cr, Сu, Fe, Ni, Mo, V, W, Nb, Zr, Co, Mn, Si, Aq, а также их сплавы и материалы на их основе.
4. Способ по п.3, отличающийся тем, что в качестве легирующих элементов используют ферросплавы.
5. Способ по п.4, отличающийся тем, что в качестве легирующих элементов используют тепловыделяющие составы.
6. Способ по любому из пп.2-4, отличающийся тем, что в качестве легирующих элементов используют порошкообразные материалы с размером от 1 нм до 0,8 мм.
7. Способ по любому из пп.2-4, отличающийся тем, что легирующие элементы используют в различных упомянутых сочетаниях.
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ ПОВЕРХНОСТНО-МОДИФИЦИРОВАННОГО ПОРОШКА И ПОЛУЧЕННОЕ ПО НЕМУ СПЕЧЕННОЕ МЕТАЛЛИЧЕСКОЕ И/ИЛИ КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ | 1994 |
|
RU2139839C1 |
| Многоместная пресс-форма для изготовления тонкостенных сложнопрофильных газифицируемых пеномоделей | 1990 |
|
SU1764767A1 |
| RU 2011132543 А, 02.08.2011 | |||
| ЕР 1955797 А1, 13.08.2008. | |||

