Изобретение относится к области литейного производства, а именно к технологии изготовления отливок методом литья по газифицируемым моделям и может быть использовано для получения модифицированных или легированных отливок из металлических сплавов.
Из уровня техники известен способ модифицирования поверхности металлических изделий посредствам нанесения легирующих покрытий в виде пасты или пудры на поверхность моделей из пенополистирола (RU 2391177 С2, МПК В22С 3/00). Известен способ глубинного легирования отливок, заключающийся в установке в поверхность моделей из пенополистирола химико-термически обработанных пластин или игл (RU 2455103 С2, МПК В22С 9/04, B22D 19/04, 10.07.2012). Недостатками данных способов является получение отливок, содержащих только легированные поверхности, без воздействия модификаторов и лигатур на весь объем слитка.
Из уровня техники известен способ введения модификаторов и легирующих добавок в модели из пенополистирола на стадии их изготовления посредствам окрашивания предварительно вспененных гранул пенополистирола легирующими покрытиями с последующим получением моделей (RU 2427442 С1, МПК В22С 7/02, В22С 9/04, 27.08.2011). Недостатком данного способа является сложность получения моделей автоклавным вспениванием гранул пенополистирола, содержащих легирующее покрытие в пресс-формах и усложнение технологического процесса изготовления моделей.
Наиболее близким по технической сущности является способ модифицирования и легирования отливок при литье по газифицируемым моделям, включающий послойное заполнение пресс-формы предварительно вспененными гранулами пенополистирола с добавлением поверх каждого слоя порошкообразных модификаторов и легирующих добавок с последующим вспениванием гранул и получением модели (RU 2675675 С1, МПК В22С 3/00, В22С 9/04, 21.12.2018). Недостатком данного способа является усложнение технологического процесса изготовления моделей и трудность получения моделей сложной конфигурации с незначительной толщиной стенок, и, как следствие, ограничение применимости способа при изготовлении модифицированных и легированных отливок сложной формы.
Все это снижает универсальность способа.
Предлагаемый способ является более универсальным по отношению к прототипу.
Повышение универсальности предлагаемого способа выражается в возможности получения модифицированных или легированных отливок различной конфигурации без усложнения технологического процесса изготовления моделей.
Способ осуществляется следующим образом.
Изготовленные любым доступным способом модели из пенополистирола (вспенивание гранул в пресс-форме, вырезание из кускового материала) собирают в модельные блоки посредствам крепления элементов литниково-питающей системы. Сборка может быть проведена приклеиванием, механическим креплением, пайкой. В элементах литниково-питающей системы, непосредственно контактирующих с моделью (питатели) дополнительно изготавливают технологические углубления и вводят в них модифицирующие или легирующие добавки, после чего производят сборку модельных блоков. Расположение технологических углублений выбирается исходя из геометрии модели: параллельно потоку расплава в случае изготовления отливок простой формы или под углом при изготовлении тонкостенных отливок сложной конфигурации. Габариты технологического углубления зависят от размеров отливки и количества вводимых добавок, которое, в общем случае, не превышает 30% от массы отливки. Большее количество добавок вызывает образование дефектов в отливке. Для оптимизации процесса модифицирования или легирования способ допускает изготавливать элементы литниково-питающей системы контактирующих с моделью в введенными добавками, переменного сечения. Увеличение площади контакта элемента литниково-питающей системы у поверхности модели позволит снизить скорость заполнения литейных форм расплавом и обеспечить равномерное распределение добавок при изготовлении толстостенных отливок. Уменьшение площади контакта элемента литниково-питающей системы у поверхности модели применимо для увеличения скорости заполнения литейной формы расплавом с добавками в случае изготовления тонкостенных отливок. В зависимости от требуемого технического результата способ допускает вводить в технологические углубления модифицирующие или легирующие добавки в виде порошкообразных составов, кусков и скомпактированных материалов. Порошкообразные добавки равномерно распределяются в потоке расплава, что обеспечивает более качественное модифицирование или легирование объема отливки. Для модифицирования или легирования отливок значительных габаритов целесообразно вводить добавки в виде кусков, размером, не превышающим 7 мм. Более крупные куски могут не раствориться в расплаве и остаться в отливке в виде включений. В случае, когда необходимо произвести добавку модификаторов или легирующих компонентов в значительном количестве способ предусматривает введение добавок в виде скомпактированных материалов. Компактирование может быть проведено любым доступным способом: прессование порошкообразных компонентов, смешивание порошков с клеевым связующим и др. С целью предотвращения резкого охлаждения расплава и его кристаллизации в литниковой системе в момент заливки моделей, способ допускает введение добавок в технологические углубления изготовленные в элементах литниково-питающей системы совместно с предварительно вспененными гранулами пенополистирола.
На фиг. 1 представлена схема реализации способа: при заливке моделей из пенополистирола - 1 металлическим расплавом, модифицирующие или легирующие добавки - 2, предварительно введенные в технологические углубления элементов литниково-питающей системы, контактирующих с моделью - 3, увлекаются потоком расплава и поступают совместно с ним в объем литейной формы (модели из пенополистирола), благодаря чему обеспечивается модифицирование или легирование отливок.
После введения добавок в элементы литниково-питающей системы производят сборку моделей в модельные блоки с последующим их окрашиванием противопригарным покрытием и сушкой, после чего их используют при изготовлении отливок. Способ может быть реализован для модифицирования или легирования отливок из цветных и черных металлов и сплавов.
Примеры конкретного исполнения:
Пример 1. В качестве легирующей добавки применяли порошок титана, который в количестве ~ 7% от массы отливки вводили в паз, изготовленный в элементе литниково-питающей системы. Модели заливали расплавом серого чугуна СЧ 15. Полученные отливки в объеме содержали карбид титана.
Пример 2. В технологическое углубление элемента литниково-питающей системы в качестве добавки вводили порошок элементарного углерода, модели заливали расплавом бронзы ОЦС 5-5-5. Полученные отливки в объеме содержали включения углерода.
Пример 3. То же, что в примере 1, только в качестве легирующей добавки применяли порошок хрома. Полученные отливки содержали в объеме карбиды хрома.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного легирования отливок из металлических сплавов на заданную глубину | 2016 |
|
RU2660446C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРОВАННЫМ МОДЕЛЯМ | 2016 |
|
RU2633806C1 |
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ И ЛЕГИРОВАНИЯ ЛИТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2638722C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ ПЕНОПОЛИСТИРОЛА С ЛЕГИРУЮЩИМИ ДОБАВКАМИ ДЛЯ МЕТАЛЛИЧЕСКОГО ЛИТЬЯ МЕТОДОМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2015 |
|
RU2618995C2 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2475331C2 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Способ легирования поверхности отливок из железоуглеродистых сплавов боридами хрома | 2020 |
|
RU2735384C1 |
| СПОСОБ ВВЕДЕНИЯ МОДИФИКАТОРОВ И ЛЕГИРУЮЩИХ ДОБАВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427442C1 |

Изобретение относится к области литейного производства, а именно к технологии изготовления отливок методом литья по газифицируемым моделям, и может быть использовано для получения модифицированных или легированных отливок из металлических сплавов. Осуществляют изготовление моделей и элементов литниково-питающей системы из пенополистирола, введение модифицирующих или легирующих добавок, сборку в модельные блоки посредствам крепления элементов литниково-питающей системы с последующим окрашиванием собранных модельных блоков противопригарным покрытием, их сушку и заливку полученных модельных блоков металлическим расплавом. В элементах литниково-питающей системы, прилегающих к модели, предварительно изготавливают технологические углубления, в которые вводят модифицирующие или легирующие добавки. Изобретение позволяет повысить универсальность получения отливок различной конфигурации без усложнения технологического процесса изготовления моделей. 6 з.п. ф-лы, 1 ил.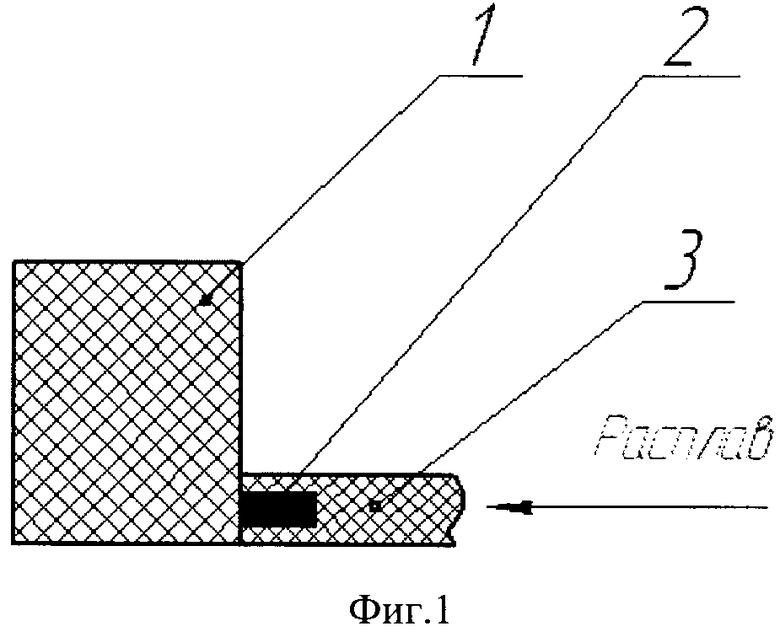
1. Способ модифицирования и легирования отливок в процессе формообразования литьем по газифицируемым моделям, включающий изготовление моделей и элементов литниково-питающей системы из пенополистирола, введение модифицирующих или легирующих добавок, сборку в модельные блоки посредством крепления элементов литниково-питающей системы с последующим окрашиванием собранных модельных блоков противопригарным покрытием, сушку и заливку полученных модельных блоков металлическим расплавом, отличающийся тем, что в элементах литниково-питающей системы, прилегающих к модели, предварительно изготавливают технологические углубления, в которые вводят упомянутые модифицирующие или легирующие добавки.
2. Способ по п. 1, отличающийся тем, что упомянутые элементы литниково-питающей системы выполняют с переменным сечением.
3. Способ по любому из пп. 1, 2, отличающийся тем, что модифицирующие или легирующие добавки вводят в виде порошкообразных составов.
4. Способ по любому из пп. 1, 2, отличающийся тем, что модифицирующие или легирующие добавки вводят в виде кусков размером, не превышающим 7 мм.
5. Способ по любому из пп. 1, 2, отличающийся тем, что модифицирующие или легирующие добавки вводят в виде скомпактированных материалов.
6. Способ по любому из пп. 1-5, отличающийся тем, что модифицирующие или легирующие добавки вводят совместно с предварительно вспененными гранулами пенополистирола.
7. Способ по любому из пп. 1-6, отличающийся тем, что количество модифицирующих или легирующих добавок не превышает 30% от массы отливки.
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| Способ модифицирования в литейной форме | 1985 |
|
SU1305195A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1986 |
|
SU1435373A1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |
| Устройство для приготовления кормов | 1980 |
|
SU899038A1 |
| Устройство для измерения поверхности контакта фаз | 1987 |
|
SU1434344A1 |

