Изобретение относится к литейному производству, в частности к устройствам для изготовления пенополистироловых газифицируемых моделей, и может быть использованоприполучениисложнопрофильных и тонкостенных изделий из пенополистирола.
Известно устройство для изготовления сложнопрофильных тонкостенных газифицируемых моделей, содержащее корпус и прессовую плиту с формующей поверхностью, взаимосвязанные между собой регулируемыми по длине упорами с образованием емкости со сложнопрофиль- ными полостями для газифицируемого материала 1.
Известна также многоместная пресс- форма для изготовления тонкостенных сложнопрофильных газифицируемых пеномоделей, содержащая две полуформы, одна из которых выполнена составной, подвижно установленные шиберы и взаимодействующие с ними упоры 2.
Недостатком известной пресс-формы является то, что она не позволяет одновременно получать несколько пеномоделей высокой степени точности и идентичности, так как конструкция пресс-формы предопределяет отдельную обработку каждого ее гнезда (сложнопрофильной полости), что приводит к увеличению трудоемкости и снижает технологичность изготовления
XI
О ±
3
Целью изобретения является повышение технологичности и точности изготовления.
Поставленная цель достигается тем, что в многоместной пресс-форме для изготовления тонкостенных сложнопрофильных газифицируемых пеномоделей, содержащей две полуформы, одна из которых выполнена составной, подвижно установленные шиберы и взаимодействующие с ними упоры, нижняя полуформа выполнена с прорезями, в которых размещена решетка, торцовые поверхности поперечин которой криволинейного очертания, общего для всех гнезд пресс7формы, а боковые поверхности поперечин представляют собой профиль, соответствующий контуру изготавливаемой модели, при этом упоры размещены на решетке, а шиберы установлены в направляющих пазах, выполненных в нижней полуформе.
Пресс-форма снабжена съемными вставками, которые размещены в дополнительных прорезях, выполненных в верхней полуформе.
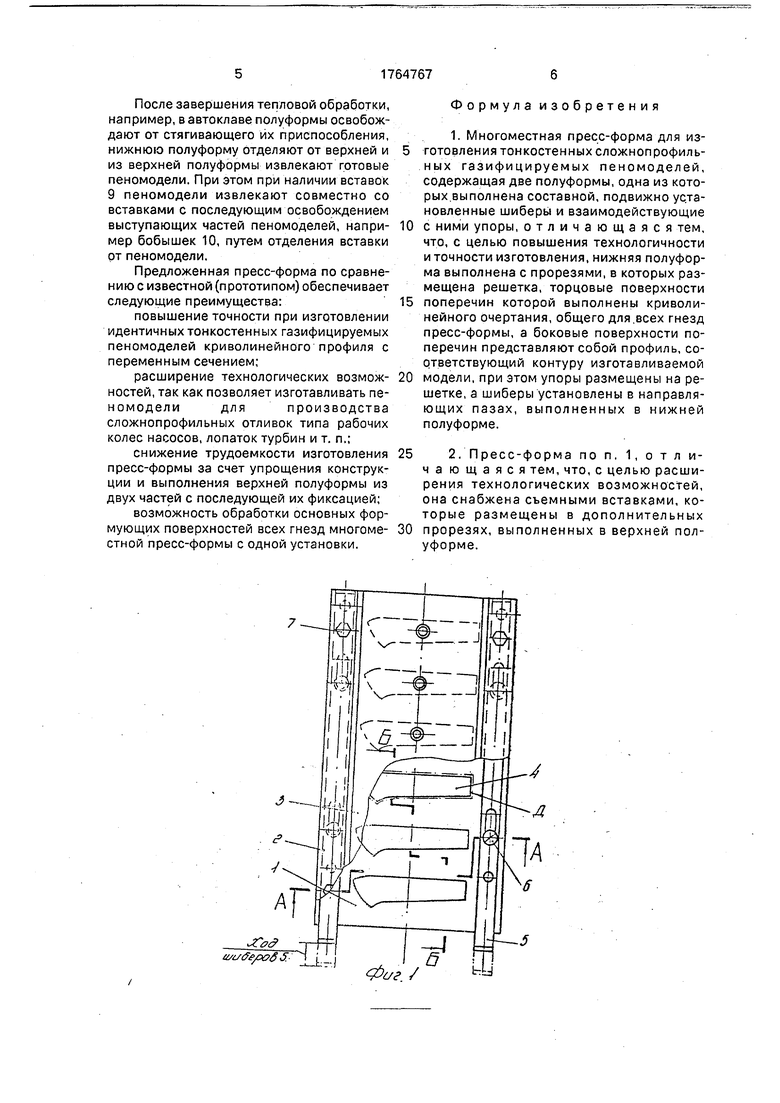
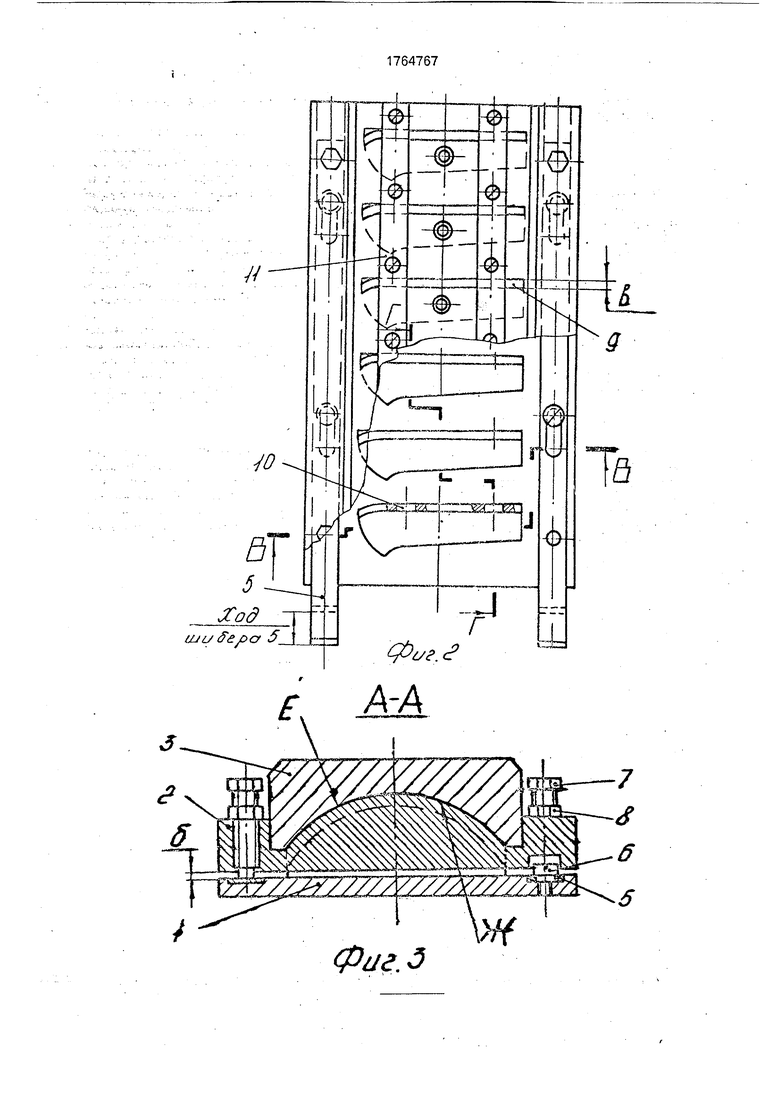
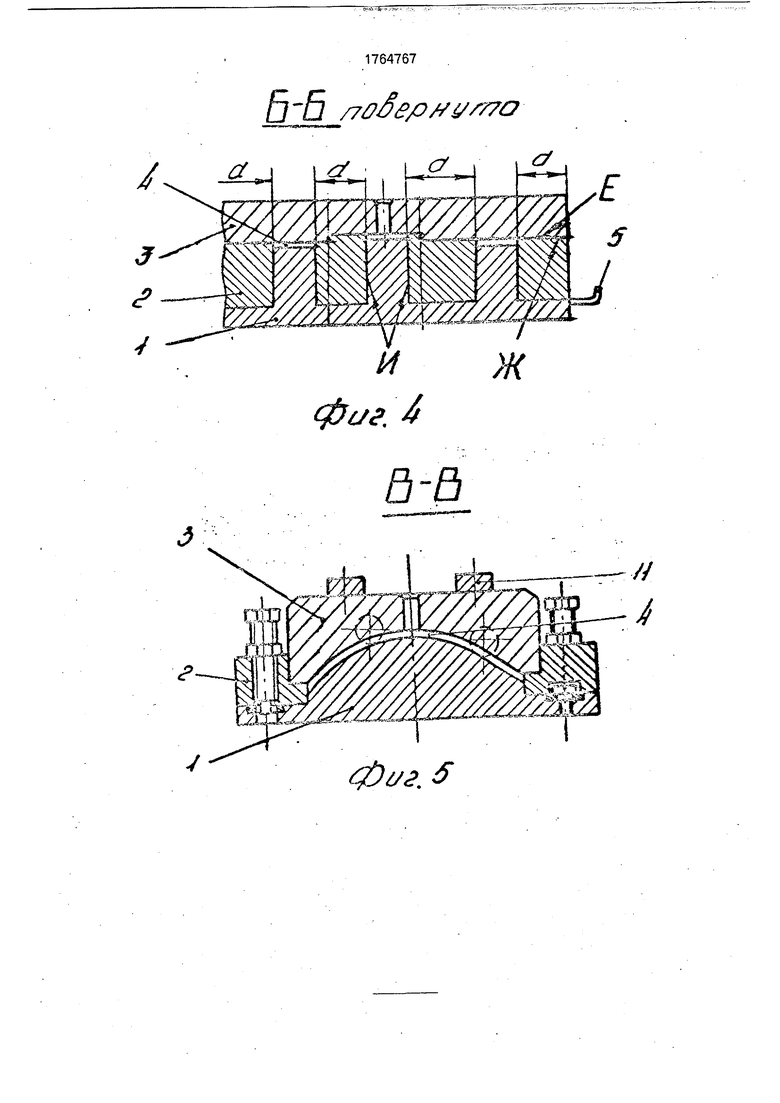
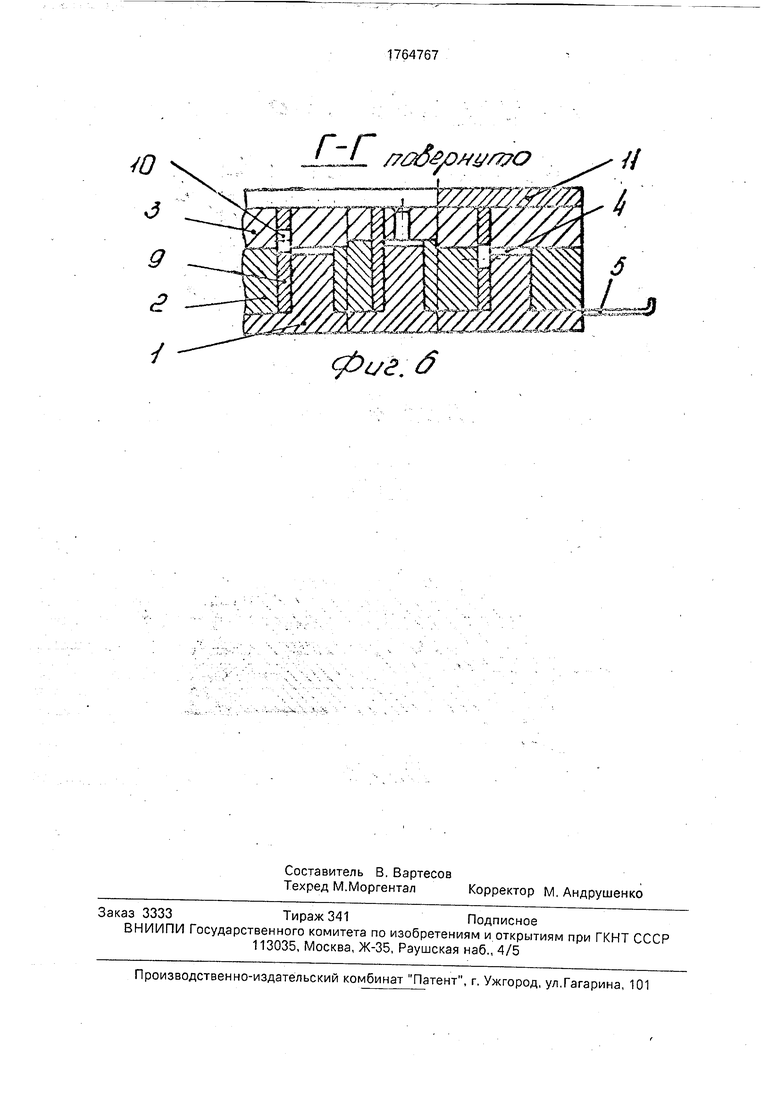
Сущность изобретения поясняется графически, где на фиг. 1 изображена многоместная пресс-форма в плане; на фиг. 2 - то же, со вставками; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 2.
Пресс-форма состоит из нижней полуформы 1 и верхней полуформы, состоящей из решетки 2 и крышки 3, жестко соединенных между собой.
В полуформе 1 выполнены прорези а, в которых размещена решетка 2.
Торцовые поверхности Е поперечин решетки 2 выполнены криволинейного очертания, например имеют куполообразный профиль, общий для всех гнезд 4 пресс-формы. При этом поверхности Е поперечин решетки, контактируя с внутренней поверхностью Ж крышки 3, образуют совместно с крышкой и нижней полуформой 1 формообразующую полость.
Боковые поверхности И поперечин решетки 2 имеют криволинейный профиль, соответствующий контуру Д изготавливаемой пеномодели.
В направляющих пазах полуформы 1 установлены шиберы 5, а на решетке 2 верхней полуформы размещены регулируемые по высоте упоры 6. При этом шиберы 5 установлены с возможностью продольного перемещения за счет наличия, например, ступенчатых винтов 7, размещенных в продольных пазах, выполненных в шиберах, и обеспечивающих соединение шиберов с
полуформой 1, а также с возможностью взаимодействия с упорами 6, например, посредством сквозных отверстий,
выполненных в шиберах и полуформе 1, причем крайние положения хода шиберов соответствуют образованию или ликвидации технологического зазора б между полуформами, фиксированное положение
0 упоров 6 обеспечивается с помощью контргаек 8.
Пресс-форма снабжена съемными вставками 9 в виже закладных элементов, установленными в дополнительных проре5 зях в, выполненных в .гнездах 4. Наличие вставок 9 позволяет формовать трудноизвлекаемые части пеномоделей, например бобышки 10.
К крышке 3 прикреплены продольные
0 пластины 11, предотвращающие перемещение вставок 9 в вертикальной плоскости и их произвольное выпадение из пресс-формы при изменении положений последней.
Работа пресс-формы осуществляется
5 следующим образом.
Верхнюю полуформу устанавливают на нижней полуформе. При этом решетка 2 входит в прорези полуформы 1, профиль которых соотЁетствует конфигурации поперечин
0 решетки. Затем шиберы 5 сдвигают по направляющим пазам полуформы 1 в положение, когда отверстия, выполненные в шибере и нижней полуформе, не совпадают, т. е. когда они перекрыты. При этом упоры
5 6, опираясь на шиберы 5, образуют технологический зазор б между нижней и верхней полуформами, требуемая величина которого устанавливается за счет фиксации упоров в заданном положении контргайками 8.
0 После заполнения гнезд пресс-формы вспененными гранулами пенополистирола шиберы 5 сдвигают в противоположном направлении до совмещения отверстий. При этом упоры 6, проходя через отверстия в
5 шиберах 5, попадают в отверстия полуформы 1. Затем производят равномерное сжатие гранул пенополистирола, для чего производят смыкание полуформ по месту разъема, например, путем сжатия при помо0 щи струбцины (не показано).
При необходимости формования трудно извлекаемых частей 10 пеномоделей на крышке 3 верхней полуформы закрепляют пластины 11, а в дополнительные прорези в
5 устанавливают вставки 9, после чего верхнюю полуформу соединяют с нижней полуформой.
Установление технологического зазора, загрузку пресс-формы гранулами пенополистирола и смыкание полуформ осуществляют аналогичным образом.
После завершения тепловой обработки, например, в автоклаве полуформы освобождают от стягивающего их приспособления, нижнюю полуформу отделяют от верхней и из верхней полуформы извлекают готовые пеномодели. При этом при наличии вставок 9 пеномодели извлекают совместно со вставками с последующим освобождением выступающих частей пеномоделей, напри- мер бобышек 10, путем отделения вставки от пеномодели.
Предложенная пресс-форма по сравнению с известной (прототипом) обеспечивает следующие преимущества:
повышение точности при изготовлении идентичных тонкостенных газифицируемых пеномоделей криволинейного профиля с переменным сечением;
расширение технологических возмож- ностей, так как позволяет изготавливать пеномоделидляпроизводствасложнопрофильных отливок типа рабочих колес насосов, лопаток турбин и т. п.;
снижение трудоемкости изготовления пресс-формы за счет упрощения конструкции и выполнения верхней полуформы из двух частей с последующей их фиксацией;
возможность обработки основных формующих поверхностей всех гнезд многоме- стной пресс-формы с одной установки.
Формула изобретения
1 Многоместная пресс-форма для изготовления тонкостенных сложнопрофиль- ных газифицируемых пеномоделей, содержащая две полуформы, одна из которых выполнена составной, подвижно установленные шиберы и взаимодействующие с ними упоры, отличающаяся тем, что, с целью повышения технологичности и точности изготовления, нижняя полуформа выполнена с прорезями, в которых размещена решетка, торцовые поверхности поперечин которой выполнены криволинейного очертания, общего для всех гнезд пресс-формы, а боковые поверхности поперечин представляют собой профиль, соответствующий контуру изготавливаемой модели, при этом упоры размещены на решетке, а шиберы установлены в направляющих пазах, выполненных в нижней полуформе.
2. Пресс-форма по п. 1, о т л и- ча ющаяся тем, что, с целью расширения технологических возможностей, она снабжена съемными вставками, которые размещены в дополнительных прорезях, выполненных в верхней полуформе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления газифицируемых моделей | 1985 |
|
SU1359053A1 |
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| Устройство для изготовления выплавляемых моделей | 1985 |
|
SU1304970A1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Способ изготовления моделей из пенополистирола для получения композиционных отливок литьем по газифицируемым моделям | 2020 |
|
RU2745221C1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1997 |
|
RU2135322C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2613244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2279945C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕПИ ЛИТЬЕМ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2405651C1 |
Пресс-форма содержит нижнюю полуформу и верхнюю полуформу, состоящую из решетки и крышки. В нижней полуформе выполнены продольные прорези, в которые входит решетка. В прорезях располагаются также съемные вставки, позволяющие формовать отдельные элементы пеномоделей, например бобышки. Поперечины решетки и вставки образуют перегородки между гнездами пресс-формы с профилем, соответствующим боковому контуру изготавливаемой пеномодели. Пресс-форма содержит регулируемые упоры, положенце которых фиксируется контргайками Пресс-форма содержит также шиберы, установленные в направляющих пазах нижней полуформы с возможностью продольного перемещения Шиберы прикреплены к нижней полуформе при помощи винтов. К крышке прикреплены пластины, придающие ей дополнительную жесткость и предотвращающие перемещение вставок в вертикальной плоскости 1 з п. ф-лы, 6 ил. 00 С
u/L/(
Фиг.З
б Б # У Г/70
Фм. 5
ю
J
9
/
L-JL яядё/ояу/ъо //
j
фаг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления газифицируемых моделей | 1985 |
|
SU1359053A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма сбр | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
