Область техники
Изобретение относится к химико-термической обработке стали и может быть использовано для повышения износостойкости стальных деталей в условиях абразивного износа и ударных нагрузок, например для культиваторов, дисков, борон и лемехов.
Наиболее близким к заявленному изобретению, принятому за прототип, является способ упрочнения поверхности стальных изделий, включающий нагрев поверхности изделия до плавления электрической дугой обратной полярности угольным электродом и охлаждение. Авторское свидетельство СССР №850735, кл. С23С 11/00, 30.07.1981.
Недостатками известного способа является невозможность получения требуемого соотношения структурных составляющих и значительное обезуглероживание, что отрицательно сказывается на твердости металлокерамического покрытия и соответственно снижается износоустойчивость покрытия.
Задачей настоящего изобретения является разработка способа нанесения металлокерамического покрытия на стальную деталь с использованием при этом электрической дуги косвенного действия, обеспечивающего повышенную износоустойчивость металлокерамического покрытия.
Для решения поставленной задачи предлагается способ нанесения металлокерамического покрытия на стальную деталь с использованием электрической дуги косвенного действия, включающий нанесение на упрочняемую поверхность детали металлокерамической пасты, нагрев до плавления металлокерамической пасты и поверхностного слоя детали электрической дугой косвенного действия, возникающей между графитовыми электродами, в котором при нагреве металлокерамической пасты и поверхностного слоя детали между графитовыми электродами и поверхностью детали создают разность потенциалов, далее деталь с нанесенным металлокерамическим покрытием подвергают закалке, для чего деталь с нанесенным металлокерамическим покрытием нагревают до температуры закалки, выдерживают при этой температуре заданное время и затем подвергают закалке в индустриальном или трансформаторном масле, с последующим отпуском при температуре отпуска с остыванием на воздухе.
Предпочтительно, что при закалке деталь с нанесенным металлокерамическим покрытием нагревают до 830°С и выдерживают при данной температуре в течение 5 мин.
Предпочтительно, при отпуске деталь с нанесенным металлокерамическим покрытием нагревают до 185°С и выдерживают при данной температуре в течение 2 мин.
Сущность изобретения: состоит в том, что металлокерамические пасты содержат стальную и керамические фракции, которые при расплавлении превращаются в корунд и армируют твердыми компонентами стальную матрицу - материал поверхности обрабатываемой детали. При наличии разности потенциалов между электродами и поверхностью детали имеет место перенос углерода с электродов к обрабатываемой поверхности и обогащение поверхностного слоя углеродом, что исключает обезуглероживание металлокерамического покрытия при его нанесении на поверхность детали. Это способствует повышению твердости металлокерамического покрытия и соответственно повышается его износостойкость. Выполнение закалки детали после нанесения металлокерамического покрытия с последующим отпуском формирует мелкофазную структуру металлокерамического покрытия, что улучшает его износостойкость.
Рекомендованные значения температуры и длительности выдержки при выполнении закалки и отпуска обеспечивают оптимальные значения износостойкости металлокерамического покрытия.
Все это повышает твердость и износостойкость упрочняемой поверхности деталей техники и значительно увеличивает их ресурс.
Для достижения указанного технического результата при электродуговом упрочнении на поверхности детали наносится металлокерамические пасты, содержащие упрочняющие элементы (оксид алюминия, диоксид кремния, бор, карбид бора, азот, углерод, алюминий), образующий эвтектические соединения твердых растворов при их расплавлении, например цементиты, нитриды, а также бориды и корунды, обладающие высокой твердостью.
При их соединении с матрицей расплавленного поверхностного слоя образуется упрочняющий слой - металлокерамическое покрытие (МКП) -стойкое против динамических нагрузок и абразивного износа.
Способ нанесения металлокерамического покрытия (МКП) реализуется следующим образом.
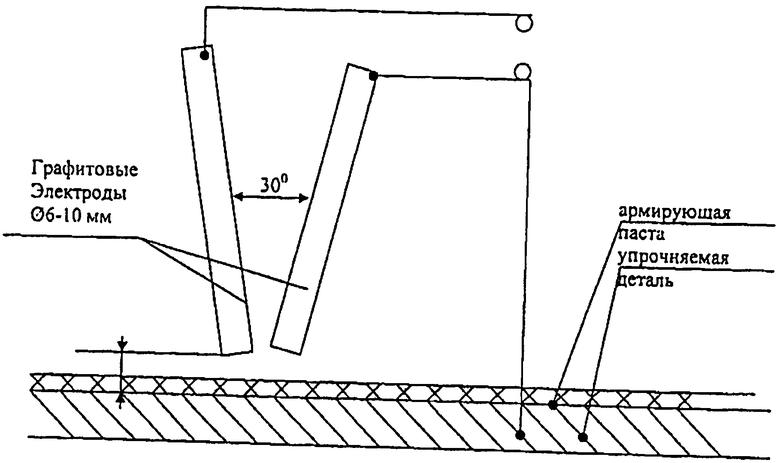
На чертеже представлена схема процесса. В схеме при нанесении металлокерамического покрытия (МКП) для интенсификации процесса насыщения используют подключение упрочняемой детали к одному из полюсов электрической цепи, подключенной к электродам. На упрочняемую поверхность детали наносится паста с требуемым составом, толщиной 4,0 мм. Для упрочнения используются графитовые электроды диаметром 10,0 мм STERWELD. Упрочнение осуществляется дугой косвенного действия, дуга перемещается на расстояние 6,0 мм от поверхности пасты с вращательным движением по спирали.
После нанесения МКП образцы подвергались термозакалке: нагрев до 830°C с выдержкой 5 мин, закалка в индустриальном или трансформаторном масле. После остывания отпуск с нагревом до 185°С, выдержка 2 мин, остывание на воздухе. Структура нанесенного металлокерамического покрытия МКП состоит из матрицы керамической составляющей из оплавленного AI2O3, а также интерметаллидов. Фазы расположены близко друг к другу и имеют высокую твердость 1075 кгс/мм2.
При проведении металлографического анализа установлено, что максимальная высота МКП 2,0 мм, термодиффузионного слоя 2,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ, РАБОТАЮЩИХ В УСЛОВИЯХ АБРАЗИВНОГО ИЗНАШИВАНИЯ | 2013 |
|
RU2532602C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕЗВИЙ РАБОЧИХ ОРГАНОВ МАШИН | 2013 |
|
RU2535123C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН, РАБОТАЮЩИХ В УСЛОВИЯХ АБРАЗИВНОГО ИЗНАШИВАНИЯ | 2019 |
|
RU2718017C1 |
| СПОСОБ ЦИАНИРОВАНИЯ СТАЛЬНЫХ ИЛИ ТИТАНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2349432C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2013 |
|
RU2549788C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2014 |
|
RU2566456C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
| Способ упрочнения лапы культиваторной | 2018 |
|
RU2684127C1 |
| Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления | 2019 |
|
RU2714267C1 |
| Способ борирования стальных деталей | 2017 |
|
RU2677548C1 |
Изобретение относится к химико-термической обработке стальных деталей и может быть использовано для обработки деталей, работающих в условиях абразивного износа ударных нагрузок, например для культиваторов, дисков, борон и лемехов. Способ нанесения металлокерамического покрытия на стальную деталь с использованием электрической дуги косвенного действия включает нанесение на упрочняемую поверхность детали металлокерамической пасты, нагрев до плавления металлокерамической пасты и поверхностного слоя детали электрической дугой косвенного действия, возникающей между графитовыми электродами. При нагреве металлокерамической пасты и поверхностного слоя детали между графитовыми электродами и поверхностью детали создают разность потенциалов. Затем деталь с нанесенным металлокерамическим покрытием нагревают до температуры закалки, выдерживают при этой температуре и подвергают закалке в индустриальном или трансформаторном масле, после чего производят отпуск с остыванием на воздухе. В частных случаях осуществления изобретения при закалке деталь с нанесенным металлокерамическим покрытием нагревают до 830°С и выдерживают при данной температуре в течение 5 мин. При отпуске деталь с нанесенным металлокерамическим покрытием нагревают до 185°С и выдерживают при данной температуре в течение 2 мин. Обеспечивается повышение твердости и износостойкости деталей за счет формирования на поверхности детали упрочненного металлокерамического слоя. 2 з.п. ф-лы, 1 ил.
1. Способ нанесения металлокерамического покрытия на стальную деталь с использованием электрической дуги косвенного действия, включающий нанесение на упрочняемую поверхность детали металлокерамической пасты, нагрев до плавления металлокерамической пасты и поверхностного слоя детали электрической дугой косвенного действия, возникающей между графитовыми электродами, отличающийся тем, что при нагреве металлокерамической пасты и поверхностного слоя детали между графитовыми электродами и поверхностью детали создают разность потенциалов, далее деталь с нанесенным металлокерамическим покрытием нагревают до температуры закалки, выдерживают при этой температуре и затем подвергают закалке в индустриальном или трансформаторном масле, после чего производят отпуск с остыванием на воздухе.
2. Способ по п.1, отличающийся тем, что при закалке деталь с нанесенным металлокерамическим покрытием нагревают до 830°С и выдерживают при данной температуре в течение 5 мин.
3. Способ по п.1, отличающийся тем, что при отпуске деталь с нанесенным металлокерамическим покрытием нагревают до 185°С и выдерживают при данной температуре в течение 2 мин.
| ПАСТА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2002 |
|
RU2228244C2 |
| Устройство для автоматической электродуговой центробежной наплавки внутренней поверхности цилиндрических изделий | 1977 |
|
SU674644A1 |
| Способ упрочнения малоугле-РОдиСТОй СТАли | 1978 |
|
SU850735A1 |
| US 6645568 B1, 11.11.2003 | |||
| JP 63049396 A, 02.03.1988. | |||

