Изобретение относится к области ;, сварочного производства и может быть:использовано для автоматической элек|тродуговой центробежной наплавки по- ;. рошкообразного сплава с использованием неплавящегося электрода на внутреннюю поверхность цилиндрических, изделий, например гильз.;
Известно устройство для электродуговой центробежной наплавки внутренней поверхности гильзы, содержащее два вращающихся в подшипниках полых кшинделя, один из которых смонтирован на суппорте резцедержателя, а второй - в передней бабке токарного станка. В центральных отверстиях шпинделей вставлены две штанги-электродержателя , в которых навстречу друг другу установлены два графитовых электрода. На концах шпинделей установлены фланцы и трехкулачковый патрон с удлиненными кулачками. На противоположных концах шпинделей установлены контактные кольца со щетками и изолированными щеткодержателями, прикрепленными к подшипниковым коробкам М.
Недостатком этого устройства яв ляется низкая производительность при наплавке пороикообразного твердого
сплава. связано с тем, что в известном устройстве для ра.сплавления .наплавляемого материала используют дугу косвенного действия, при которой расплавление металла на внутренней поверхности гильзы осуществляют за счет излучения и конвекции тепла от дуги. Поэтому интенсивность нагрева наплавляемого сплава будет низкаяj что значительно увеличивает продолжительность расплавления шихты, особенно при наплавке порошкообразных твердых сплавов, имеющих высокую температуру плавления.
Известно и другое .устройство для автоматической электродуговой центробежной .наплавки внутренней поверхности цилиндрических изделий, содержащее механизм для закрепления и вращения наплавляемого изделия с вращающимся токосъемником, сварочную головку с приводами ее перемещения по высоте и ширине наплавляемого слоя смонтированные на общем основании, а сварочная головка снабжена шнекр-. вым дозатором с самостоятельным приводом 23 .
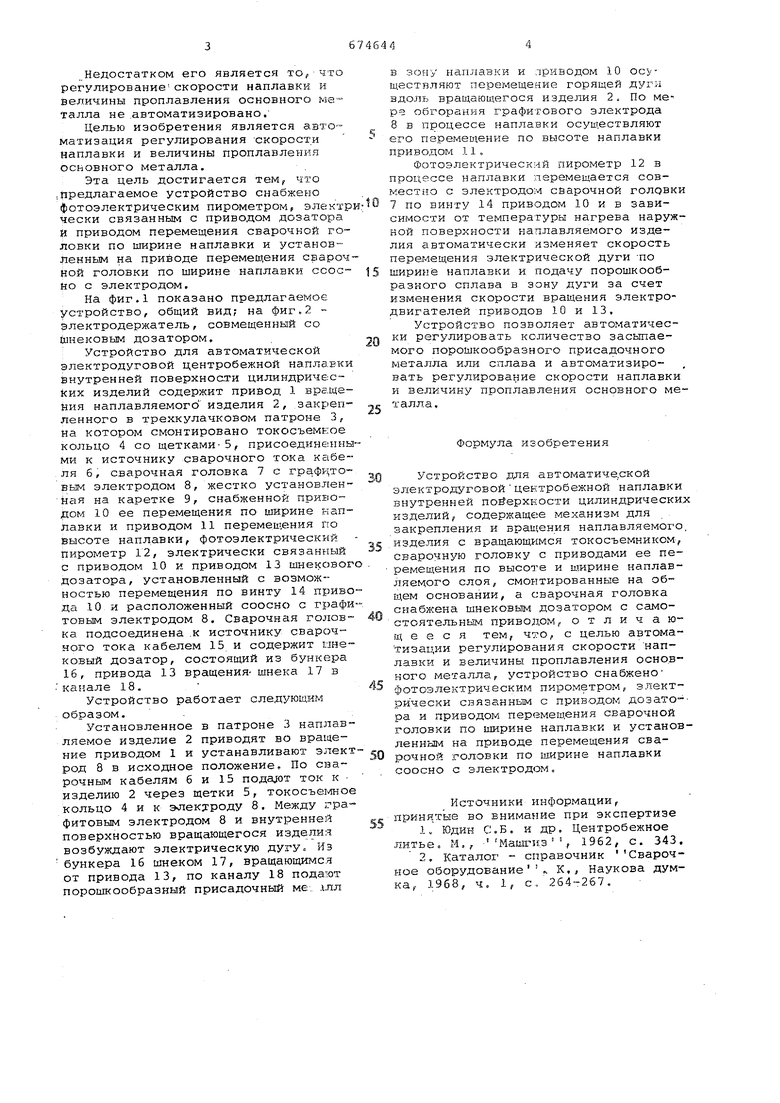
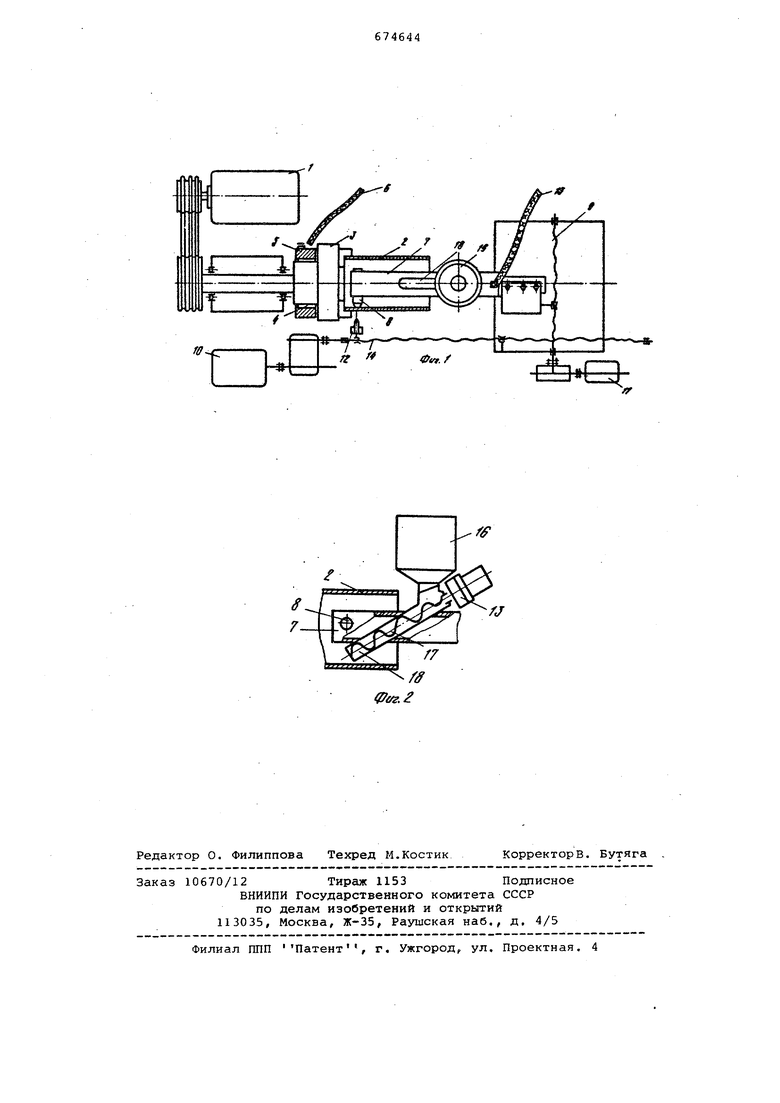
Это устройство является наиболее близким к изобретению по технической сущности и достигаемому результату. Неяостатком его является то,-что -р ёгуяйроваййё CKbiSocTH наплавки и 1Вёяи 1йнапроплавления основного ме т;аллам ё,автоматизировано. Целью изобретения является авто 1йаТйэацИя регулирования скорости -наплавки и величины проплавления основного металла. Эта11(ёль достигается тем, что .предлагаемое устройство снабжено фотоэлектрическим пирометром, элект чески связанным с приводом дозатора и приводом гтёр мещенйя сварочной го лойкй ПО ширине наплавки и установленным на приводе перемемгения ciapo4 ной голЬвкй по ширййе наплавки соос но с электродом. - . На фиг.1 показано предлагаемое устройство, общий ВИД; на фиг.2 электродержатель, совмещенный со tariWciBbiW дозаторЪм, , ., Устройство для автоматической электродуговой цёнтрбёежнбй наплавки внутренней поверхности цилиндрических изделий содержит привод 1 враще : ния наплавляемого изделия 2, .закрепленного в трехкулачковом патроне 3, - ifiyfO; кольцо 4 со щетка ми-5, присоедйненны йй к источнику сварочйого тока: кабеля 6; сварочная гол0вка 7 с графи,товым электродом 8,жестко уст новлен-ная на каретке 9, снабжеййой приводом 10 её перемещения по ширине наплавки и приводом 11 перемещения по высоте наплавки, фотоэлектрический пирометр 12, электрически связанный с приводом 10 и приводом 13 шнековог дозатора, установленный с возмож нбстЬЮ перемещения по винту 14 приво да 10 и расположенный соосно с графи товым электродом 8. Сварочная голов КоГ пВ51:с6ёДййёйа .к источнику сварочного тока кабелем 15. и содержит шнековый дозатор, со.стоящий из бункера 16, привода 13 вращения- шнека 17 в . канале 18, Устройство работает следующим . образом. . , 7 - Установленное в патроне 3 наплавляемое изделие 2 приводят во вращение приводом 1 и устайавЛивают элект род 8 В исходное положение. По сварочным кабелям 6 и 15 подадот ток к . изделию 2 через щетки 5, т Око съемное кольцо 4 и к электроду 8,„ М жду графитовым электродом 8 и внут ренней поверхйостью вращающегося изделия возбуждают электрическую дугу. Из бункера 16 шнеком 17, вращающимся от привода 13, по каналу 18 подают порошкообразный присадочньй мв, ллл в зону наплавки и приводом 10 осуществляют перемещение горящей дуги вдоль вращающегося изделия 2. По мере обгорания графитового электрода 8 в процессе наплавки осуществляют его перемещение по высоте наплавки приводом 11. Фотоэлектрический пирометр 12 в процессе наплавки перемещается совместно с электродом сварочной головки 7 по винту 14 приводом 10 и в зависимости от температуры нагрева наружной поверхности наплавляемого изделия автоматически изменяет скорость перемещения электрической дуги ПО ширине наплавки к, подачу порошкообразного сплава в ЗОНУ дуги за счет изменения скорости вращения электроДвигателей, приводов 10 и 13. . Устройство позволяет автоматически регулировать количество засыпаемого порошкообразного присадочного металла или сплава и автоматизировать регулирование скорости наплавки и величину проплавления основйого металла. Формула изобретения Устройство для автоматиче,ской электродуговойцентробежной напЛавки внутренней поверхности цилиндрических изделий, содержащее механизм для . ; эак репления и вращения наплавляемого, изделия с вращающимся токосъемником, СВ рочйуЙгЪловку с приводами ее перемещения по высоте и ширине наплавляемого слоя, смонтированные на общем основании, а сварочная головка снабжена шйековым дозатором с самостоятельным приводом, о т л и ч а ющ ее С ятёй, Что, с целью автоматизации регулирования скорости наплавки и Величины проплавления осно.вного металла, устройство снабжено фотоэлектрическим пирометром, элект.рически свЯзанным с приводом дозато-ра и приводом перемещения сварочной головки Ш айрИне наплавки и установленным наприводе перемещения сварочной гбЛЬВКи по ширине наплавки сбьсно с электродом. Источники информации, п|5йнйтйе во ййимание при экспертизе 1.Юдин С.Б. и др. Центробежное литье. М., Машги.з, 1962, с. 343. 2,Каталог - справочник Сзварочное оборудование .k К., Наукова думка, 1968, ч, 1, с. 264-267.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической электродуговой центробежной наплавки внутренней поверхности цилиндрических изделий | 1977 |
|
SU625861A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1999 |
|
RU2154561C1 |
| Сварочная головка для электродуговой центробежной наплавки внутренней поверхности цилиндрических деталей | 1990 |
|
SU1815056A1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО БИМЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2468901C2 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
fff
