Область техники, к которой относится изобретение
Настоящее изобретение относится к способу контроля поверхности и устройству контроля поверхности для стального листа, покрытого прозрачной смолой.
Уровень техники
При контроле поверхности стальных листов контроль обычно выполняется с использованием как зеркального отражения, так и диффузного отражения. Когда обычные устройства, не использующие поляризацию, применяются при контроле стального листа, покрытого смолой, так как отражение от поверхности покрытия при зеркальном отражении является слишком сильным и стальная поверхность основания стального листа не видна, обнаружение дефекта становится затруднительным. Это явление подобно явлению, в котором дно реки становится невидимым, так как отражение от поверхности воды является сильным, например, при наблюдении за поверхностью реки в дневное время.
Существует способ, использующий поляризационный фильтр для подавления отражения S-поляризованного света, который поляризован параллельно поверхности стального листа. Этот способ можно реализовать путем использования на светоприемной стороне поляризационного фильтра, который пропускает только Р-поляризованный свет, поляризованный в направлении, перпендикулярном поверхности стального листа. Это явление подобно явлению, в котором дно воды становится видимым за счет подавления отражения S-поляризованного света, отраженного от поверхности воды, с помощью широко распространенных и коммерчески доступных поляризационных очков.
Способы контроля, реализованные в промышленности, раскрыты в патентной литературе 1 и патентной литературе 2. В них источники света установлены под особым углом, который называется углом Брюстера. Поскольку отражение Р-поляризованного света становится равным нулю при угле Брюстера, отражение от поверхности покрытия подавляется за счет использования на светоприемной стороне фильтра, пропускающего Р-поляризованный свет, который отсекает S-поляризованный свет.
Перечень цитируемой литературы
Патентная литература
Патентная литература 1: Выложенная заявка на патент Японии №2008-026060.
Патентная литература 2: Выложенная заявка на патент Японии №2002-214250.
Сущность изобретения
Техническая задача
Углы Брюстера, установленные в способах контроля, раскрытых в патентной литературе 1 и патентной литературе 2, имеют характеристику изменения, которая зависит от коэффициента преломления смоляного покрытия. Соответственно, когда компоненты покрытия изменяются, угол источника света необходимо перенастраивать каждый раз. Поскольку на светоприемной стороне обычно необходимо устанавливать угол приема, соответствующий углу источника света, то не удается избежать изменения угла приема на светоприемной стороне. В результате конфигурация устройства становится сложной. С другой стороны, согласно результатам, полученным изобретателями настоящего изобретения, даже если S-поляризованный свет можно будет отсечь, под углом зеркального отражения очень заметным становится отклонение самого смоляного покрытия по толщине, компонентам или т.п. Поэтому этот тип контроля поверхности стального листа, покрытого смолой, имеет две следующие технические задачи, которые будут решены.
1) Угол падения источника света и угол приема должны изменяться в зависимости от компонентов смолы.
2) При приеме света зеркального отражения отклонение на участке покрытия становится заметным и наблюдение за стальной поверхностью основания стального листа становится трудным.
Настоящее изобретение позволяет решить эти проблемы, и задача настоящего изобретения заключается в том, чтобы выполнить способ и устройство для контроля поверхности стального листа, покрытого смолой, где в дальнейшем не потребуется изменять угол падения или т.п. в зависимости от компонентов смолы, и обеспечить точный контроль стальной поверхности основания стального листа.
Решение задачи
Согласно настоящему изобретению, способ контроля поверхности для стального листа, покрытого смолой, представляет собой способ контроля поверхности путем формирования изображения стального листа, покрытого смолой, и контроля за дефектом поверхности, причем способ включает в себя этапы, на которых: освещают под определенным углом падения стальной лист плоским световым пучком, который был линейно поляризован под заданным углом поляризации; и формируют изображение линейно поляризованного светового пучка с углом поляризации 0 градусов под углом приема, который был сдвинут на заданный угол по отношению к углу зеркального отражения падающего светового пучка. Заданный угол падения предпочтительно отличается от угла Брюстера для покрытия на заданный угол (например, 1 градус) или более. Предпочтительно, способ дополнительно включает в себя этап формирования изображения поверхности стального листа под углом, сдвинутым на заданный угол (например, 10 градусов или более) от угла зеркального отражения. Согласно настоящему изобретению, устройство контроля поверхности для стального листа, покрытого смолой, представляет собой устройство контроля поверхности, которое формирует изображение стального листа, покрытого смолой и выполняет контроль за дефектом поверхности, причем устройство включает в себя: источник света, который освещает под заданным углом падения стальной лист плоским пучком света, который был линейно поляризован под заданным углом поляризации; и первое устройство формирования изображения, которое формирует изображение линейно поляризованного светового пучка с углом поляризации 0 градусов под углом приема, который был сдвинут на заданный угол по отношению к углу зеркального отражения падающего светового пучка. Угол падения источника света предпочтительно устанавливается на угол, который отличается от угла Брюстера смоляного покрытия на заданный угол (например, 1 градус) или более. Предпочтительно, устройство дополнительно включает в себя второе устройство формирования изображения, которое формирует изображение поверхности стального листа под углом, сдвинутым на заданный угол (например, 10 градусов или более) от угла зеркального отражения.
Преимущественные эффекты настоящего изобретения
Согласно настоящему изобретению, стальной лист освещается под заданным углом падения плоским световым пучком, который был линейно поляризован под заданным углом поляризации, и изображение линейно поляризованного светового пучка под углом поляризации приблизительно 0 градусов формируется под углом приема, который сдвинут на определенный угол от угла зеркального отражения падающего светового пучка. Соответственно, согласно настоящему изобретению, отражение от покрытия подавляется, отклонение самого покрытия не наблюдается, стальная поверхность основания стального листа поддается наблюдению, и становится возможным контроль с высокой точностью. Согласно настоящему изобретению, более того, угол падения и угол приема не нужно в дальнейшем изменять в зависимости от компонентов смолы и становится возможным точный контроль над стальной поверхностью основания стального листа. Согласно предпочтительным вариантам осуществления настоящего изобретения, стальной лист освещается плоским световым пучком под углом падения, отличным от угла Брюстера для покрытия на заданный угол (например, 1 градус) или более, и таким образом, становится возможным контроль со стабильным отражением.
Краткое описание чертежей
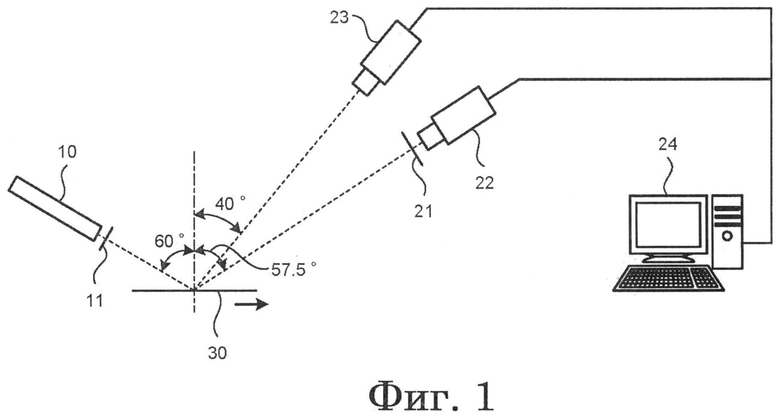
Фиг.1 - блок-схема, иллюстрирующая конфигурацию устройства контроля поверхности для стального листа, покрытого смолой, согласно варианту осуществления настоящего изобретения.
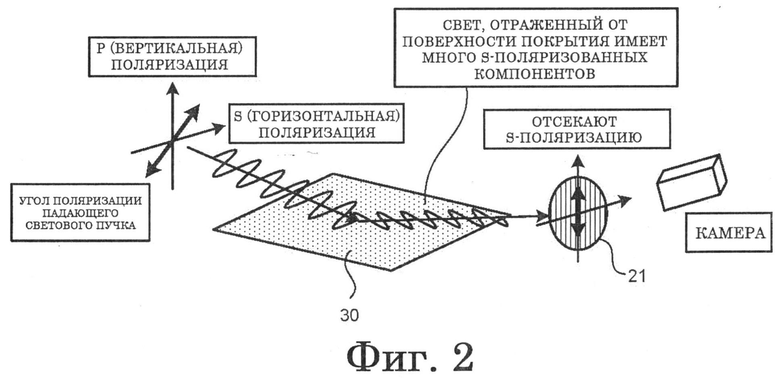
Фиг.2 - схема, иллюстрирующая состояние поляризации оптической системы, где поляризационный фильтр размещен на светоприемной стороне.
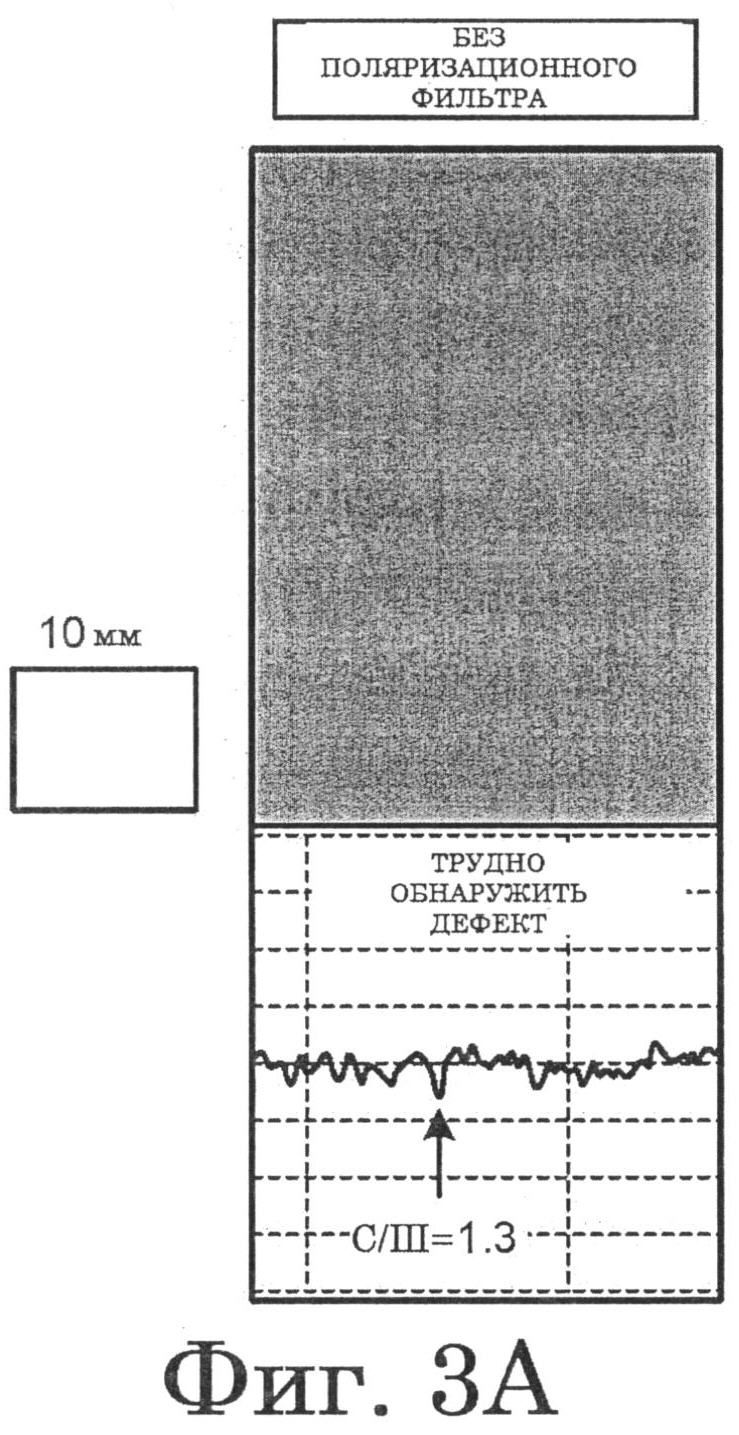
Фиг.3А - схема, иллюстрирующая пример изображения образцового дефекта, когда оптическая система (фиг.2) не включает в себя поляризационный фильтр.
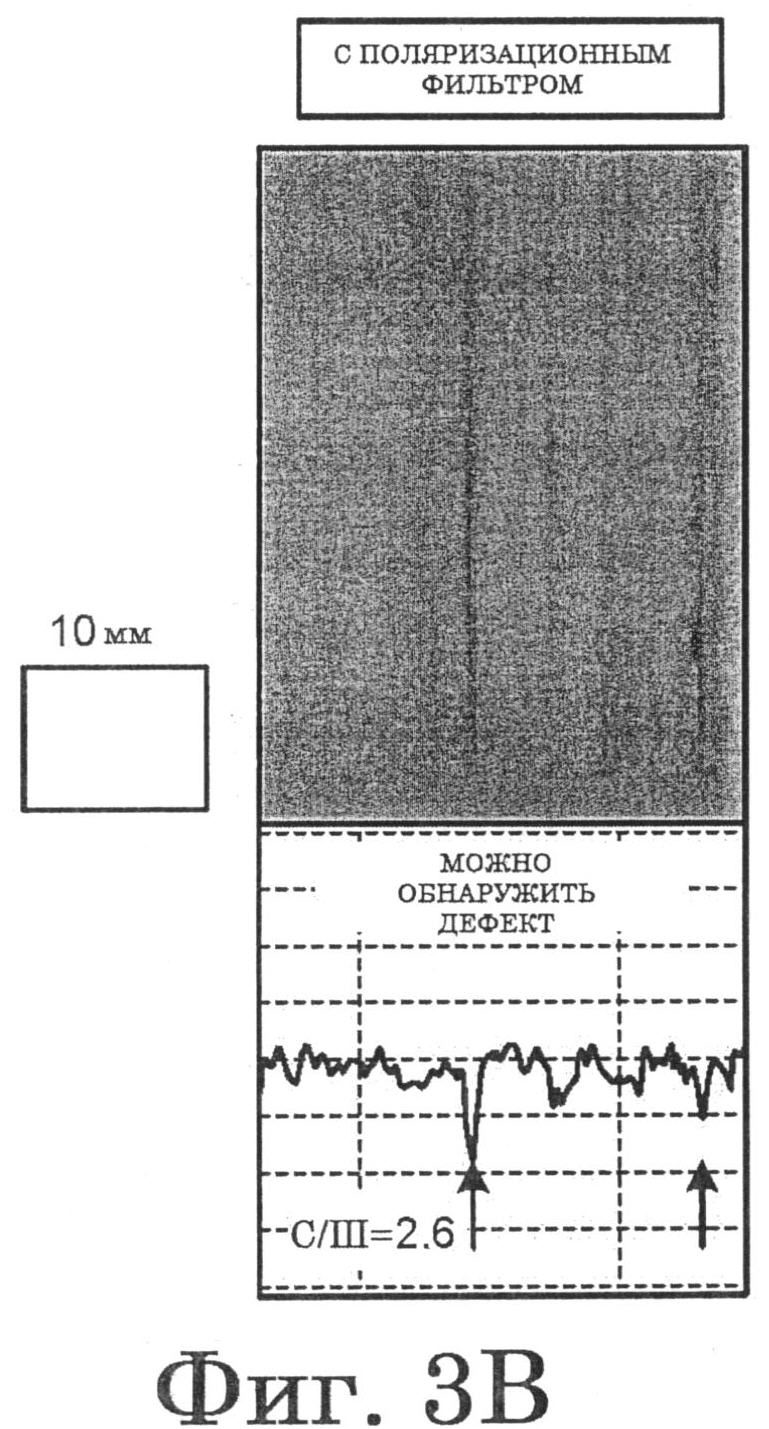
Фиг.3В - схема, иллюстрирующая пример изображения образцового дефекта, когда оптическая система (фиг.2) включает в себя поляризационный фильтр.
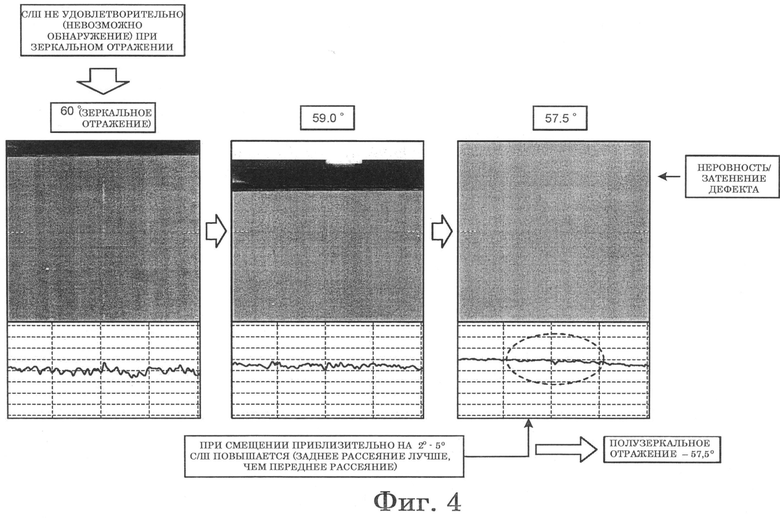
Фиг.4 - схема, иллюстрирующая связь между углом приема камеры полузеркального отражения и изображением дефекта.
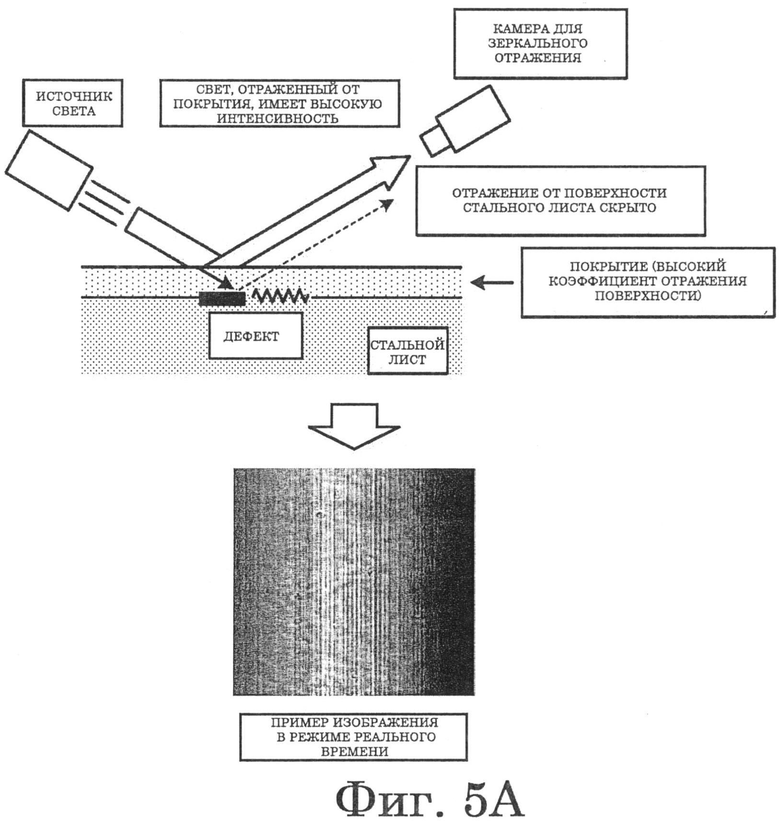
Фиг.5А - схема, иллюстрирующая пример изображения стального листа, покрытого смолой, когда камера размещена в положении зеркального отражения.
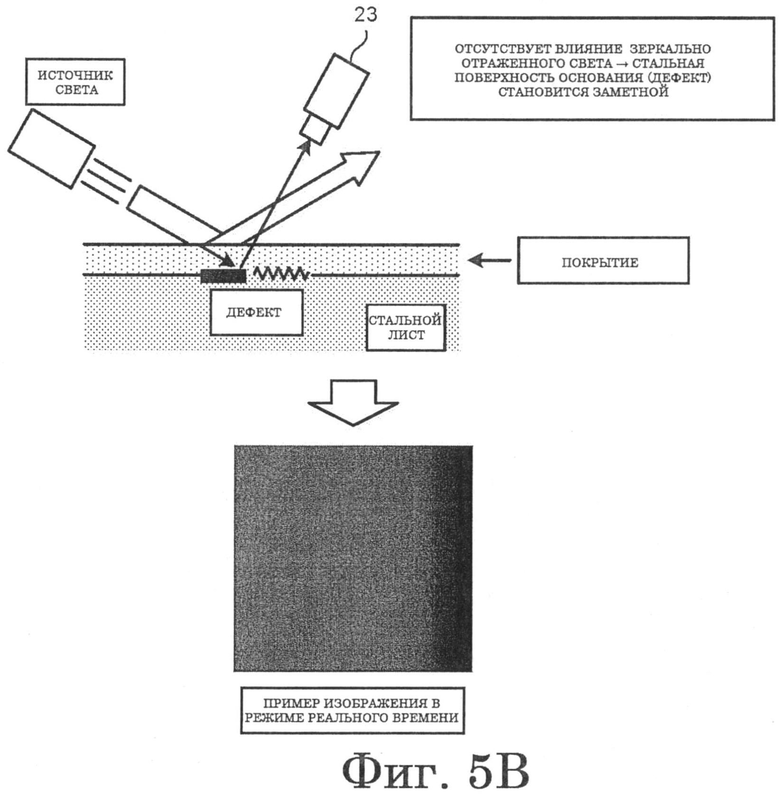
Фиг.5 В - схема, иллюстрирующая пример изображения стального листа, покрытого смолой, когда камера размещается в положении, в котором принимают рассеянный свет.
Осуществление изобретения
Описание вариантов осуществления
На фиг.1 изображена блок-схема, иллюстрирующая конфигурацию устройства контроля поверхности для стального листа, покрытого смолой (который в дальнейшем называется просто как стальной лист), согласно варианту осуществления настоящего изобретения. Устройство контроля поверхности применимо к контролю за любыми дефектами на поверхности стального листа непосредственно перед намоткой в рулон, после чего он подвергается прокатке, отжигу, покрытию смолой и т.п. Смоляное покрытие формируется на обеих поверхностях стального листа для изоляции от верхнего и нижнего соседних стальных листов при использовании в трансформаторе или т.п. На обеих поверхностях стального листа можно выполнить контроль за любыми дефектами, но для удобства на фиг.1 изображен пример, где контролируется одна из поверхностей.
Устройство контроля поверхности включает в себя, на светоизлучающей стороне, плоский источник 10 света и поляризационный фильтр 11. Плоский источник 10 света включает в себя множество ламп, жгут из оптических волокон (который в дальнейшем называется как волоконно-оптический жгут), который линейно размещается от лампы к лампе, и цилиндрическую линзу и выполнен, в целом, для обеспечения плоского (линейного) излучения светового пучка. Плоский источник 10 света размещается таким образом, чтобы угол падения на стальной лист 30 составлял, например, 60 градусов и освещал стальной лист 30 плоским световым пучком через поляризационный фильтр 11. Причина для установки угла падения на 60 градусов заключается в том, что угол падения должен отличаться от угла Брюстера покрытия стального листа 30 на заданный угол (например, 1 градус) или более. Компонентой смоляного покрытия является, например, прозрачная акриловая смола, и угол Брюстера для нее составляет 56,1 градуса. Соответственно, угол падения источника света на стальной лист 30 установлен на 60,0 градуса. Поляризационный фильтр 11 выполнен, например, из 45-градусного поляризационного фильтра. Поляризационный фильтр 11 размещается между плоским источником 10 света и стальным листом 30 рядом с излучающей поверхностью плоского источника 10 света, например, и линейно поляризует плоский (линейный) световой пучок, выходящий из плоского источника 10 света. Что касается углов поляризации, то направление нормали стального листа составляет 0 (ноль) градусов.
Устройство контроля поверхности включает в себя, на светоприемной стороне, поляризационный фильтр 21, камеру 22 для полузеркального отражения, камеру 23 для рассеянного света и устройство 24 обработки изображения. Угол поляризации поляризационного фильтра 21 устанавливается, например, приблизительно на 0 градусов (от -5 градусов до +5 градусов). Камера 22 для полузеркального отражения выполнена из линейного датчика. Камера 22 для полузеркального отражения размещается таким образом, чтобы его угол приема составлял, например, 57,5 градуса и захватывал изображение, основанное на отраженном свете от стального листа 30 через поляризационный фильтр 21. Камера 23 для рассеянного света выполнена из линейного датчика и размещается таким образом, чтобы его угол приема находился в диапазоне от 30 градусов до 50 градусов. В этом примере она размещается таким образом, чтобы ее угол приема составлял 40 градусов. В общем, поляризационный фильтр не размещается между камерой 23 для диффузионного света и стальным листом 30. Устройство 24 обработки изображения принимает и выполняет обработку изображения по выходным сигналам, поступающим из камеры 22 полузеркального отражения для полузеркального отражения и камеры 23 рассеянного света, и определяет, присутствует или нет дефект поверхности. Камера 22 для полузеркального отражения соответствует первому устройству формирования изображения настоящего изобретения, и камера 23 для рассеянного света соответствует второму устройству формирования изображения настоящего изобретения.
Техническое назначение размещения поляризационного фильтра 21 и камеры 22 для полузеркального отражения, показанной на фиг.1, будет описано ниже со ссылкой на фиг.2-4, и техническое назначение размещения камеры 23 для рассеянного света, показанной на фиг.1, будет описано ниже со ссылкой на фиг.5А и 5В.
На фиг.2 изображена схема, иллюстрирующая состояние поляризации оптической системы, когда поляризационный фильтр 21 размещается на светоприемной стороне. Световой пучок, отраженный от поверхности покрытия стального листа 30, включает в себя многочисленные S-поляризованные компоненты. Соответственно, путем отсечения S-поляризованного света с помощью поляризационного фильтра 21 световой пучок, отраженный от поверхности покрытия, становится вдвое меньше или еще меньше, и, таким образом, отражение от поверхности покрытия подавляется и стальная поверхность основания стального листа 30 становится заметной.
На фиг.3А и 3В изображены примеры изображения дефекта того же самого образца, когда оптическая система (фиг.2) не включает или включает в себя поляризационный фильтр. Как показано на фиг.3А, когда поляризационный фильтр 21 отсутствует, отношение с/ш (сигнал/шум) между сигналом от дефекта и шумовым сигналом составляет 1,3 и дефекты трудно увидеть. Однако, как изображено на фиг.3В, когда поляризационный фильтр присутствует, с/ш составляет 2,6 и дефекты становятся заметными.
На фиг.4 показана схема, иллюстрирующая связь между углом приема камеры 22 для полузеркального отражения и изображением дефекта. На фиг.4 показаны примеры изображения дефекта, когда угол приема камеры установлен на 60 градусов (прием светового пучка с зеркальным отражением), 59 градусов и 57,5 градуса. Когда угол приема камеры составляет 60 градусов, отношение с/ш является низким и дефект не обнаруживается. С другой стороны, когда угол приема камеры постепенно сдвигается до установки на 59 градусов и 57,5 градуса, шум, который рассматривается как вызванный неоднородностью смоляного покрытия, становится заметным и отношение с/ш увеличивается. Было подтверждено, что, когда угол приема камеры сдвигался от положения зеркального отражения, например, приблизительно на 2 градуса - 5 градусов, отношение с/ш увеличивалось. В этом случае было также подтверждено, что обратное рассеяние лучше, чем переднее рассеяние, то есть смещение в направлении уменьшения угла приема предпочтительнее. В настоящем изобретении, как описано, состояние сдвига на вышеупомянутый угол от положения зеркального отражения называется полузеркальным отражением. При наклоне 5 градусов или более изображение становится изображением рассеянного отражения, а не зеркального отражения, и, таким образом, становится невозможным обнаружение дефекта, который обнаруживается с помощью полузеркального отражения.
На фиг.5А и 5В изображены схемы, иллюстрирующие углы приема камеры 23 для рассеянного света. Как показано на фиг.5А, когда камера размещается в положении зеркального отражения, световой пучок, отраженный от покрытия, имеет высокую интенсивность и отражение от поверхности стального листа не видно. В результате в изображении, полученном камерой, видна неровность покрытия, но поверхность стального основания (дефект) не видна. Однако, как показано на фиг.5В, когда камера размещается под углом, сдвинутым от угла приема зеркального отражения на заданный угол, например 10 градусов или более, т.е. в положении, где принимается рассеянный свет, влияние зеркально отраженного светового пучка исчезает и поверхность стального основания (дефект) становится заметной. Изображения на фиг.5А и 5В являются изображениями недефектного участка.
Ниже, в этом варианте осуществления изобретения, будет описано устройство 24 обработки изображения снова со ссылкой на фиг.1, поскольку исходя из приведенного выше описания уже раскрыта техническая значимость поляризационного фильтра 21, камеры 22 для полузеркального отражения и камеры 23 для рассеянного света.
Устройство 24 обработки изображения выполняет обработку изображения по сигналам изображения, захваченным с помощью камеры 22 для полузеркального отражения и камеры 23 для рассеянного света, и определяет, присутствует или нет дефект поверхности при сравнении значения яркости с заданным пороговым значением. Стальной лист сваривается относительно расположенного дальше по ходу положения контроля, поэтому находится постоянно в положении контроля, затем отрезается относительно расположенного ближе по ходу устройства контроля с помощью резки и отгружается в виде рулона. Соответственно, устройство контроля вырабатывает карту дефектов для каждого рулона на основе информации относительно положения реза, выполняют сравнительный анализ карты дефектов с контрольным образцом, таким как ряд дефектов или плотность, и определяет для каждого рулона возможность отгрузки клиенту. Устройство 24 обработки изображения передает результат определения в департамент управления отгрузкой через наземную сеть связи.
В этом варианте осуществления, как описано выше, стальной лист 30 освещается плоским световым пучком, который был линейно поляризован под заданным углом поляризации (например, 45 градусов) с помощью поляризационного фильтра 11, отраженный световой пучок поляризуется с помощью поляризационного фильтра 21 и изображение линейно поляризованного светового пучка под углом поляризации приблизительно 0 градусов формируется с помощью камеры 22 для полузеркального отражения под углом приема, сдвинутого относительно угла зеркального отражения падающего светового пучка на заданный угол. Соответственно, подавляется отражение от поверхности покрытия и не визуализируются аномалии в самом покрытии, становится заметной стальная поверхность основания стального листа 30 и становится возможным контроль с высокой точностью. В частности, в этом варианте осуществления применяется конфигурация, в соответствии с которой используют линейно поляризованный световой пучок с углом поляризации приблизительно 45 градусов со стороны источника света, стабилизируют отношение между Р-поляризацией и S-поляризацией до отношения приблизительно 1:1 со стороны источника света и обеспечивают падение светового пучка под углом, не равным углу Брюстера. Соответственно, стабильно получается эффект подавления отражения от поверхности покрытия. Согласно полученным данным изобретателей настоящего изобретения, этот эффект является вполне хорошим в случае, когда угол поляризации поляризационного фильтра устанавливается на угол в диапазоне от 30 градусов до 60 градусов. Угол падения светового пучка от источника 10 плоского светового пучка предпочтительно устанавливается в диапазоне от 40° до 85°.
В этом варианте осуществления стальной лист облучается плоским световым пучком, выходящим из источника 10 плоского светового пучка под углом падения, который отличается от угла Брюстера для покрытия на 1 градус или более, и становится возможным контроль со стабильным отражением. Способ контроля установки угла Брюстера имеет следующие проблемы, но все эти проблемы решены в этом варианте осуществления, как описано выше.
1) Угол Брюстера является особенным и точным углом, при котором отражение Р-поляризованного светового пучка становится нулевым, и его установка требует точности угла падения менее чем 0,1 градуса. Если угол падения сдвигается от угла Брюстера на 0,1 градуса, Р-поляризованный световой пучок отражается от смоляной поверхности и стальная поверхность основания стального листа становится незаметной. При промышленном применении для крупномасштабных линий по производству стальных листов, так как поддержание углов падения на установленном уровне является трудным, результаты контроля становятся нестабильными.
2) Для каждого нового состава смолы необходима установка другого угла Брюстера, и, таким образом, устройство становится сложным.
3) Поскольку обнаруженная картина зависит от толщины смолы, контроль на достаточном уровне является затруднительным.
В этом варианте осуществления за счет формирования изображения поверхности стального листа под углом, сдвинутым относительно угла приема зеркального отражения на заданный угол с помощью камеры 23 для рассеянного света, становится возможным контроль с высокой точностью. Комбинируя изображения от камеры 23 рассеянного света и камеры 22 для полузеркального отражения, становится возможным контроль даже с более высокой точностью. В этом варианте осуществления становится возможным стабильный контроль поверхности стального листа, покрытого смолой, как описано выше. Соответственно, уровень гарантии качества для клиента повышается и становится возможным управление качеством продукции в реальном времени, и, таким образом, отклонения в процессах находят раньше и повышаются выход годных изделий и производительность.
Хотя был описан вариант осуществления, к которому было применено настоящее изобретение, предложенное изобретателем, настоящее изобретение не ограничивается описанием и чертежами, которые образуют часть раскрытия настоящего изобретения с помощью варианта осуществления. Например, все другие варианты осуществления, примеры и технологические операции, которые могут выполнить специалисты в данной области техники на основе варианта осуществления, включены в объем настоящего изобретения.
Промышленная применимость
Настоящее изобретение применимо к контролю поверхности стального листа, покрытого прозрачной смолой.
Перечень ссылочных позиций
10 - Источник плоского светового пучка
11 - Поляризационный фильтр
21 - Поляризационный фильтр
22 - Камера для полузеркального отражения
23 - Камера для диффузионного света
24 - Устройство обработки изображения
30 - Стальной лист
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2673271C2 |
| Отражательная призма для поворота плоскости поляризации | 1989 |
|
SU1657935A1 |
| МАГНИТООПТИЧЕСКИЙ ДЕФЕКТОСКОП | 1999 |
|
RU2156489C1 |
| УСТРОЙСТВО МИКРОЭЛЕКТРОННОГО ДАТЧИКА | 2008 |
|
RU2494374C2 |
| ОТРАЖАТЕЛЬНАЯ ПРИЗМА ДЛЯ ПОВОРОТА ПЛОСКОСТИ ПОЛЯРИЗАЦИИ | 1997 |
|
RU2184987C2 |
| Моноблочный преобразователь светового пучка с круговой поляризацией в пучок с азимутальной поляризацией | 2023 |
|
RU2819107C1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ОПТИЧЕСКОЙ ПОВЕРХНОСТИ | 1996 |
|
RU2107903C1 |
| СЛОИСТЫЙ ПЛЕНОЧНЫЙ СВЕТОРЕГУЛИРУЮЩИЙ БЛОК | 1994 |
|
RU2145723C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ | 2014 |
|
RU2637723C1 |
| ИЗМЕРЕНИЕ БЛЕСКА КОЖИ С ИСПОЛЬЗОВАНИЕМ УГЛА БРЮСТЕРА | 2018 |
|
RU2785284C2 |
Изобретение относится к контролю поверхности стального листа, покрытого смолой. Способ контроля заключается в освещении стального листа плоским световым пучком, линейно поляризованным с заданным углом поляризации, под углом падения, который отличается от угла Брюстера для покрытия на заданный угол или более, и формировании изображения линейно поляризованного светового пучка с углом поляризации 0 градусов под углом приема, который отличается от угла зеркального отражения падающего светового пучка на заданный угол. Соответственно, отсутствует необходимость изменения угла падения и угла приема в зависимости от компонентов смолы и можно контролировать стальную поверхность основания стального листа с высокой точностью без визуализации дефектов в самом покрытии. 2 н. и 4 з.п. ф-лы, 5 ил.
1. Способ контроля поверхности стального листа, покрытого смолой, характеризующийся тем, что формируют изображение стального листа, покрытого смолой, и обследуют его для обнаружения дефекта поверхности, при этом способ включает этапы, на которых:
освещают стальной лист плоским световым пучком, который линейно поляризован с заданным углом поляризации;
формируют изображение в линейно поляризованном свете с углом поляризации 0 градусов под углом приема, сдвинутым на заданный угол по отношению к углу зеркального отражения падающего светового пучка.
2. Способ контроля поверхности для стального листа, покрытого смолой, по п.1, в котором стальной лист освещают плоским световым пучком под углом падения, который отличается от угла Брюстера для указанного покрытия на заданный угол или более.
3. Способ контроля поверхности для стального листа, покрытого смолой, по п.1 или 2, дополнительно содержащий этап формирования изображения поверхности стального листа под углом, сдвинутым относительно угла зеркального отражения на заданный угол.
4. Устройство контроля поверхности для стального листа, покрытого смолой, характеризующееся тем, что выполнено с возможностью формирования изображения листа, покрытого смолой, и обследования его для выявления дефекта поверхности, при этом устройство содержит:
источник света для освещения стального листа плоским световым пучком, который линейно поляризован с заданным углом поляризации; и
первое устройство формирования изображения, выполненное с возможностью формирования изображения в линейно поляризованном свете с углом поляризации 0 градусов под углом приема, сдвинутым на заданный угол по отношению к углу зеркального отражения падающего светового пучка.
5. Устройство контроля поверхности по п.4, в котором угол падения света от источника света установлен на угол, отличающийся от угла Брюстера для указанного смоляного покрытия на заданный угол или более.
6. Устройство контроля поверхности по п.4 или 5, дополнительно содержащее второе устройство формирования изображения, выполненное с возможностью формирования изображения поверхности стального листа под углом, сдвинутым относительно угла зеркального отражения на заданный угол.
| JP 2008026060 A, 07.02.2008 | |||
| JP 2005189113 A, 14.07.2005 | |||
| JP 2002214150 A, 31.07.2002 | |||
| JP 2007057487 A, 08.03.2007 | |||
| JP 2002181723 A, 26.06.2002 | |||
| JP 2000221143 A, 11.08.2000 | |||
| JP 9159621 A, 20.06.1997 | |||
| Способ выявления дефектов на движущейся поверхности | 1987 |
|
SU1476359A1 |

