Область техники, к которой относится изобретение
Настоящее изобретение относится к способу обнаружения дефектов поверхности и устройству для обнаружения дефектов поверхности для оптического обнаружения дефекта поверхности стального материала.
Уровень техники
В последнее время в процессах производства изделий из стали с учетом повышения производительности за счет предотвращения несовместимости компонентов требуется обнаруживать дефекты поверхности холодных и горячих стальных материалов. К упоминаемым здесь стальным материалам относятся: изделия из стали, включающие в себя стальные листы и профилированную сталь, например, бесшовные стальные трубы, сварные стальные трубы, горячекатаные стальные листы, холоднокатаные стальные листы и толстые плиты; и полуфабрикаты, такие как слябы, используемые для производства вышеуказанных изделий из стали. Был предложен способ обнаружения дефекта поверхности стального материала, согласно которому: сортовая заготовка в процессе производства бесшовной стальной трубы подвергается действию света; заготовка испускает отраженный свет; и наличие или отсутствие дефекта поверхности определяется по количеству отраженного света (см. Патентный документ 1). Кроме того, также был предложен способ, согласно которому: видимые световые пучки нескольких областей длины волны, которые не оказывают взаимного влияния с излучаемым светом от горячего стального материала и не оказывают влияния друг на друга, излучаются в диагональных направлениях симметрично друг другу относительно нормальной линии к поверхности горячего материала; изображение с помощью комбинированных отраженных световых пучков и изображения с помощью отдельных отраженных световых пучков получают в нормальном направлении поверхности горячего стального материала; и дефект поверхности горячего стального материала обнаруживают из комбинации этих изображений (см. патентный документ 2).
Перечень упоминаемых документов
Патентный документ 1: японская выложенная патентная заявка №11-037949;
Патентный документ 2: японская выложенная патентная заявка №59-052735.
Сущность изобретения
Техническая проблема
Согласно способу, описанному в патентном документе 1, поскольку отражательная способность безвредного рисунка или окалины отличается от отражательной способности основного стального участка, безвредный рисунок или окалина могут быть ошибочно обнаружены как дефект поверхности. Следовательно, согласно способу, описанному в патентном документе 1, благодаря тому, что форма дефекта является линейной, дефект и окалину можно отличить друг от друга. Однако дефекты поверхности на стальном материале имеют не только линейные формы, но также различные формы, такие как круглые формы. Следовательно, способ, описанный в патентном документе 1, сложно использовать для процесса обнаружения дефекта поверхности стального материала. Согласно способу, описанному в патентном документе 2, поскольку существует многообразие дефектов, окалины, безвредных участков и т.п., окалину или безвредный рисунок сложно отличить от дефекта поверхности только за счет простой комбинации изображений. Кроме того, на практике сложно спроектировать логику, соответствующую многообразию комбинаций изображений.
Настоящее изобретение было разработано с учетом вышеописанных проблем, и его задача состоит в том, чтобы предложить способ обнаружения дефектов поверхности и устройство для обнаружения дефектов поверхности, которые позволяют с высокой степенью точности отличить окалину от безвредного рисунка.
Решение проблемы
Способ обнаружения дефектов поверхности для оптического обнаружения дефекта поверхности стального материала по настоящему изобретению включает в себя: этап освещения для освещения заданного участка контроля осветительными световыми пучками с различных направлений, используя два или более различимых источников света; и этап обнаружения для получения изображений с помощью отраженных световых пучков от соответствующих световых осветительных световых пучков и обнаружения дефекта поверхности на заданном участке контроля посредством выполнения процесса вычитания между полученным изображениями.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению этап освещения включает в себя этап выполнения освещения осветительными световыми пучками, вынуждая два или более источника прерывистого света многократно излучать свет таким образом, чтобы их периоды испускания света не перекрывали друг друга.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению этап освещения включает в себя этап одновременного испускания осветительных световых пучков двумя или более источниками, имеющими области длины волны, которые не перекрывают друг друга, и этап обнаружения включает в себя этап получения изображений с помощью отраженных световых пучков от соответствующих осветительных световых пучков посредством разделения отраженных световых пучков от соответствующих осветительных световых пучков, которые смешиваются друг с другом, используя фильтры, которые пропускают световые пучки, имеющие длины волны, которые являются такими же, как длины волны осветительных световых пучков.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению этап освещения включает в себя этап одновременного выполнения освещения двумя осветительными лучами от двух источников света, имеющих характеристики линейной поляризации, которые ортогональны друг к другу; и этап обнаружения включает в себя этап получения изображений с помощью отраженных световых пучков от соответствующих осветительных световых пучков посредством разделения отраженных световых пучков от соответствующих осветительных световых пучков, которые были смешаны друг с другом, за счет использования двух пластин поляризации, имеющих характеристики линейной поляризации, которые ортогональны друг к другу.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению угол падения осветительных световых пучков от соответствующих источников света относительно заданного участка контроля составляет не менее 25° и не более 55°.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению этап обнаружения включает в себя этап регулирования, используя полупрозрачное зеркало, светоделительную пластину или призму, оптических осей нескольких устройств обработки изображений, которые обеспечивают получение изображений с помощью отраженных световых пучков от соответствующих световых пучков, так чтобы они были соосными друг с другом.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению этап обнаружения включает в себя первый этап определения для извлечения светлого участка и темного участка изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, и определение наличия или отсутствия дефекта в виде вогнуто-выпуклой поверхности из позиционного соотношения между извлеченными светлым участком и темным участком и направлений освещения осветительных световых пучков.
Согласно способу определения дефектов поверхности по настоящему изобретению первый этап определения включает в себя этап выполнения расширения в отношении изображений светлого участка и темного участка и подсчета позиционного соотношения между светлым участком и темным участком посредством извлечения перекрывающегося участка между изображениями светлого участка и темного участка, которые были подвергнуты процессу расширения.
Согласно способу определения дефектов поверхности по настоящему изобретению первый этап определения включает в себя этап выполнения процесса бинаризации и процесса маркировки в отношении изображений светлого участка и темного участка и подсчета позиционного соотношения между светлым участком и темным участком посредством сравнения положений центров тяжести изображений, которые были подвергнуты процессу маркировки.
Согласно способу определения дефектов поверхности по настоящему изобретению первый этап определения включает в себя этап подсчета позиционного соотношения между светлым участком и темным участком посредством выделения светлого участка и темного участка с помощью процесса фильтрации изображений светлого участка и темного участка.
Согласно способу определения дефектов поверхности по настоящему изобретению первый этап определения включает в себя этап: подсчета в качестве величины характерной особенности, по меньшей мере, одной из величин характерной особенности, к которым относятся соотношение освещенностей, соотношение площадей и круглость яркого участка и темного участка, из комбинации светлого участка и темного участка, полученной посредством подсчета позиционного соотношения между светлым участком и темным участком; и определения на основании подсчитанной величины характерной особенности наличия или отсутствия дефекта в виде вогнуто-выпуклой поверхности.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению этап обнаружения включает в себя второй этап определения для получения изображений с помощью отраженных световых пучков от соответствующих осветительных световых пучков, извлечения светлого участка и темного участка изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, подсчета величины характерной особенности формы, которая становится показателем удлиненности извлеченных светлого участка и темного участка, и определения на основании подсчитанной величины характерной особенности наличия или отсутствия удлиненного дефекта.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению второй этап определения включает в себя этап подсчета в качестве величины характерной особенности формы, по меньшей мере, одной из величин характерной особенности, к которым относятся: соотношение большая ось - малая ось согласно эллиптической аппроксимации; максимальный диаметр Фере; круглость; и степень заполнения выпуклого многоугольника.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению второй этап определения включает в себя этап определения наличия или отсутствия удлиненного дефекта на основании, помимо величины характерной особенности формы, направления светлого участка и темного участка.
Согласно способу обнаружения дефектов поверхности по настоящему изобретению второй этап определения включает в себя этап определения направления светлого участка и темного участка посредством использования одного из следующих факторов, к которым относятся: соотношение большая ось - малая ось согласно эллиптической аппроксимации; максимальный диаметр Фере; и линейный фильтр.
Устройство обнаружения дефектов поверхности по настоящему изобретению оптически обнаруживает дефект поверхности стального материала и включает в себя: узел освещения, выполненный с возможностью освещения заданного участка контроля осветительными световыми пучками с различных направлений, используя два или более различимых источников света; и узел обнаружения, выполненный с возможностью Получения изображений с помощью отраженных световых пучков от соответствующих осветительных световых пучков и обнаружения дефекта поверхности на заданном участке контроля посредством выполнения процесса вычитания между полученными изображениями.
Устройство обнаружения дефектов поверхности по настоящему изобретению оптически обнаруживает дефект поверхности стального материала и включает в себя: узел освещения, выполненный с возможностью освещения заданного участка контроля осветительными световыми пучками с различных направлений, используя два или более различимых источников света; и узел определения, выполненный с возможностью получения изображений с помощью отраженных световых пучков от соответствующих осветительных световых пучков, извлечения светлого участка и темного участка изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, и определения наличия или отсутствия дефекта в виде вогнуто-выпуклой поверхности из позиционного соотношения между извлеченными светлым участком и темным участком и направлений освещения осветительных световых пучков.
Устройство обнаружения дефектов поверхности по настоящему изобретению оптически обнаруживает дефект поверхности стального материала и включает в себя: узел освещения, выполненный с возможностью освещения заданного участка контроля осветительными световыми пучками с различных направлений, используя два или более различимых источников света; и узел определения, выполненный с возможностью получения изображений с помощью отраженных световых пучков от соответствующих осветительных световых пучков, извлечения светлого участка и темного участка изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, получения величины характерной особенности формы, которая становится показателем удлиненности извлеченных светлого участка и темного участка, и определения, на основании подсчитанной величины характерной особенности, наличия или отсутствия удлиненного дефекта.
Преимущественные эффекты изобретения
С помощью способа обнаружения дефектов поверхности и устройства для обнаружения дефектов поверхности по настоящему изобретению можно с высокой точностью отличить окалину или безвредный рисунок от дефекта поверхности.
Краткое описание чертежей
Фиг. 1 - схематичное изображение конфигурации устройства для обнаружения дефектов поверхности по первому варианту выполнения настоящего изобретения;
фиг. 2 - схематичное изображение конфигурации модифицированного примера зональных датчиков, показанных на фиг. 1;
фиг. 3 - временная диаграмма, показывающая продолжительность действия источников света и зональных датчиков, показанных на фиг. 1;
фиг. 4 - пример, показывающий два двухмерных изображения, захватывающих дефект поверхности и окалину и безвредный дефект; и их изображение, полученное вычитанием;
фиг. 5 - схематичное изображение конфигурации устройства, используемого в эксперименте по исследованию соотношения между углом падения осветительного светового пучка и отражательной способностью неповрежденного участка (основной стальной участок);
фиг. 6 - график соотношения между углом падения лазерного луча и количеством света, которое получает ваттметр;
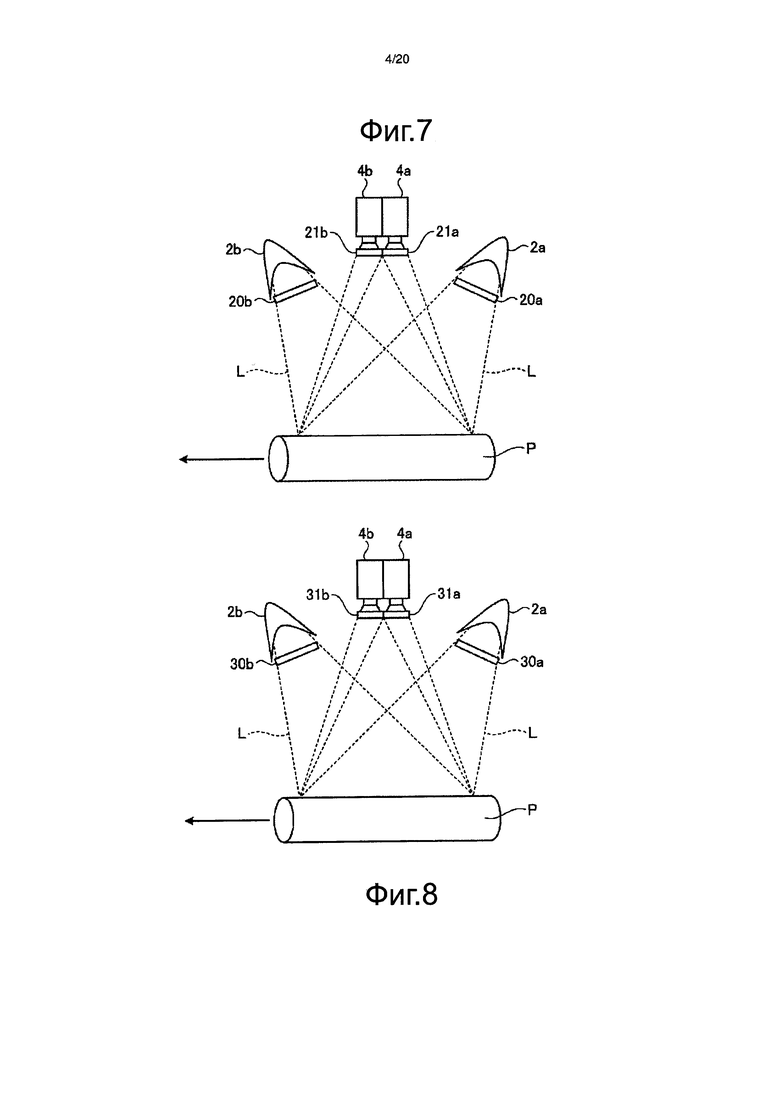
фиг. 7 - схематичное изображение процесса обнаружения дефектов поверхности по второму режиму настоящего изобретения;
фиг. 8 - схематичное изображение процесса обнаружения дефектов поверхности по третьему режиму настоящего изобретения;
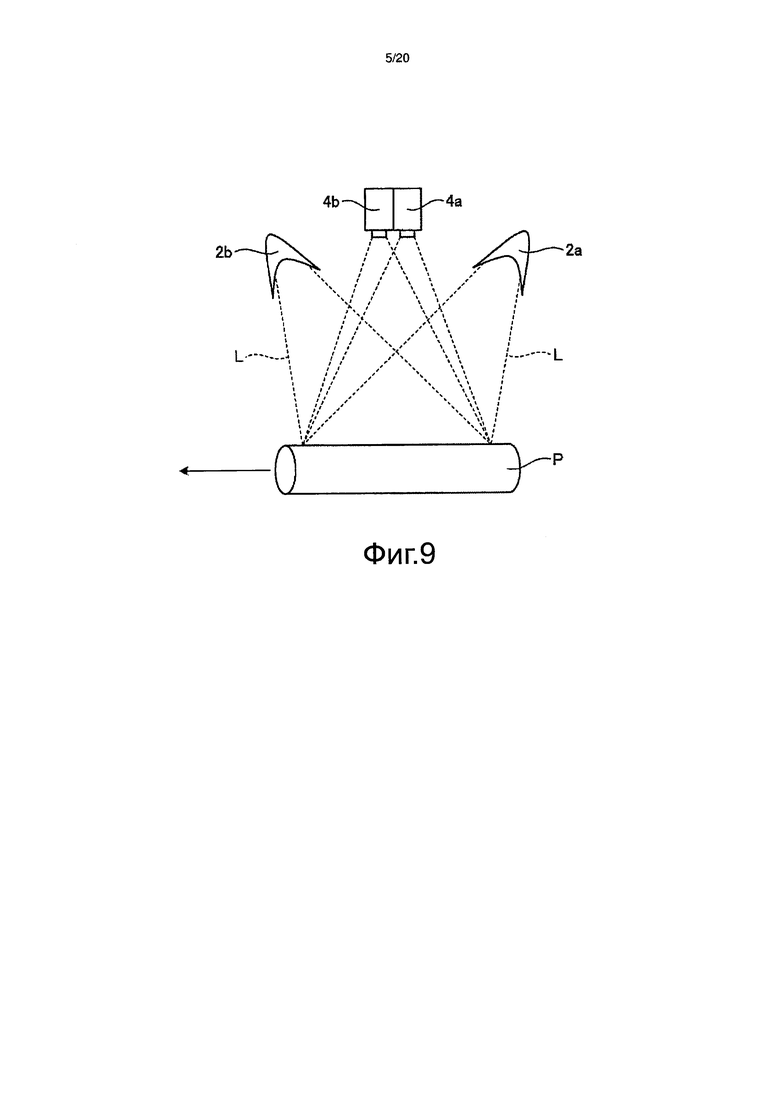
фиг. 9 - схематичное изображение конфигурации устройства, используемого в примере;
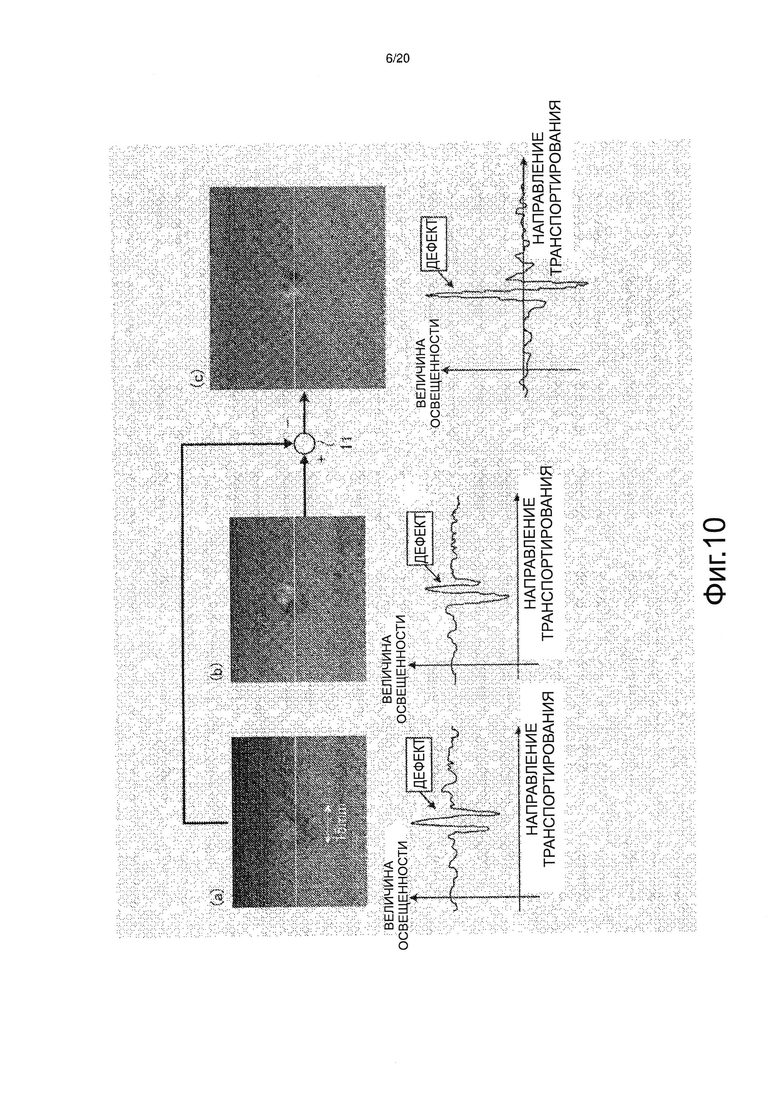
фиг. 10 - результаты процесса обнаружения дефектов поверхности согласно примеру;
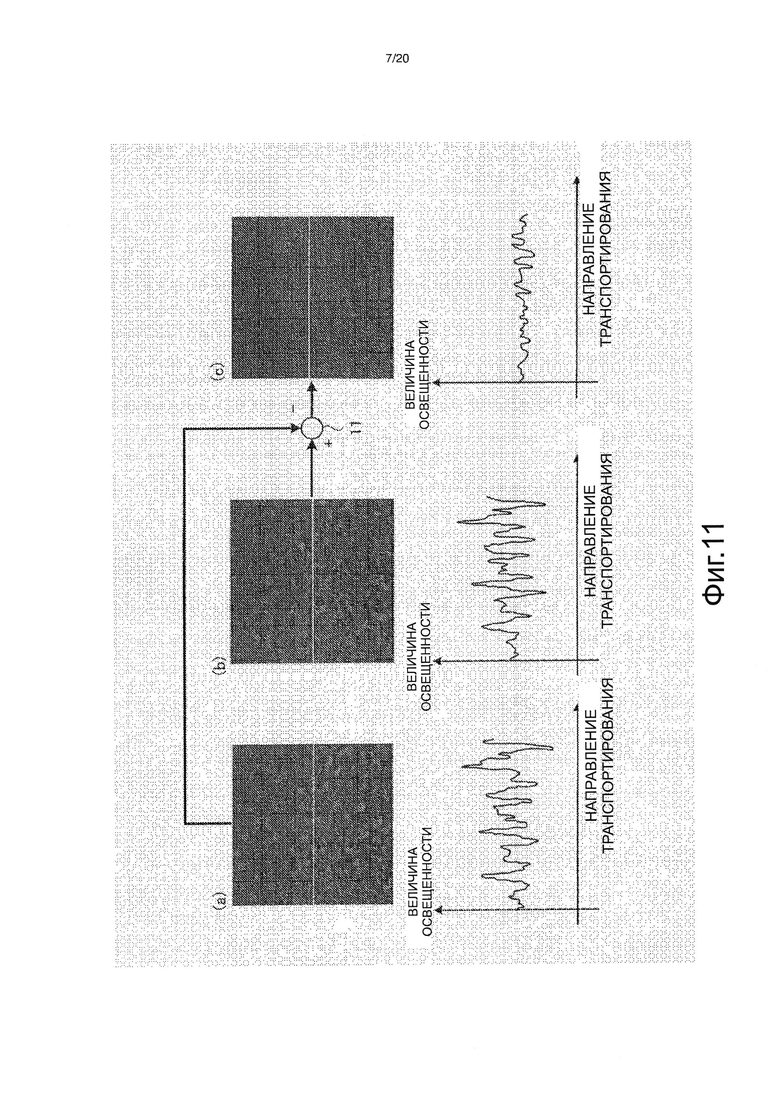
фиг. 11 - результаты процесса обнаружения дефектов поверхности на участке, где была образована окалина;
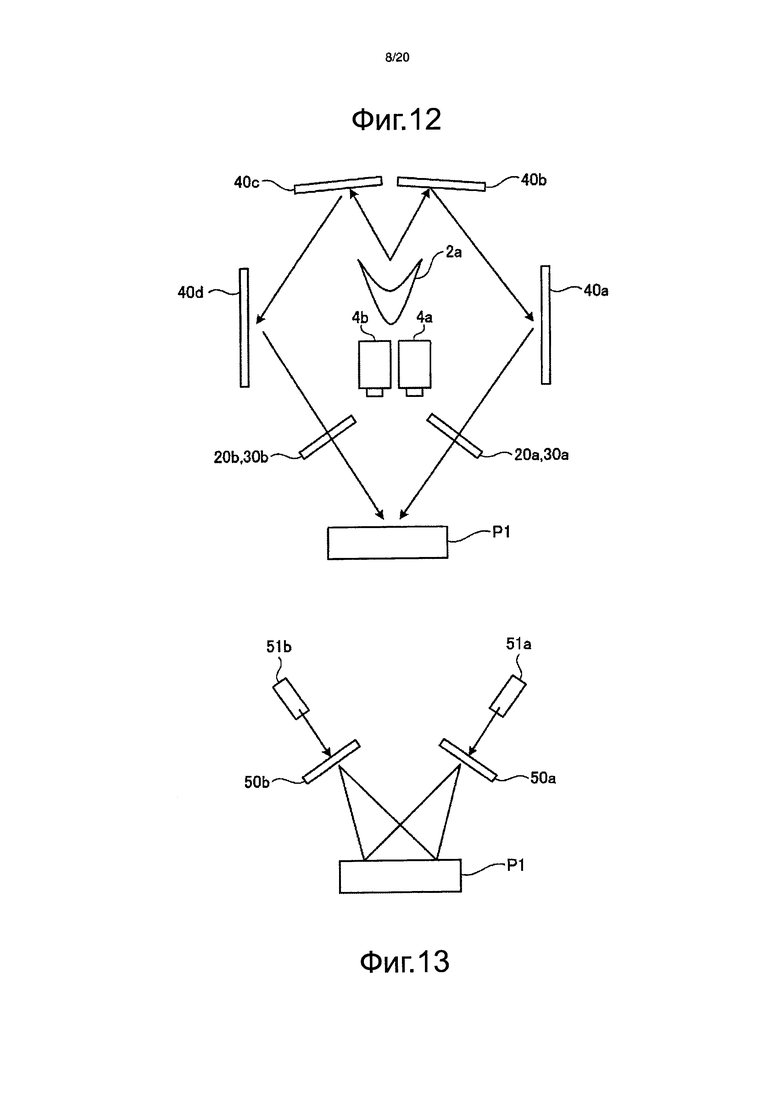
фиг. 12 - схематичное изображение модифицированного примера конфигурации устройства для обнаружения дефектов поверхности по первому варианту выполнения настоящего изобретения;
фиг. 13 - схематичное изображение другого модифицированного примера конфигурации устройства для обнаружения дефектов поверхности по первому варианту выполнения настоящего изобретения;
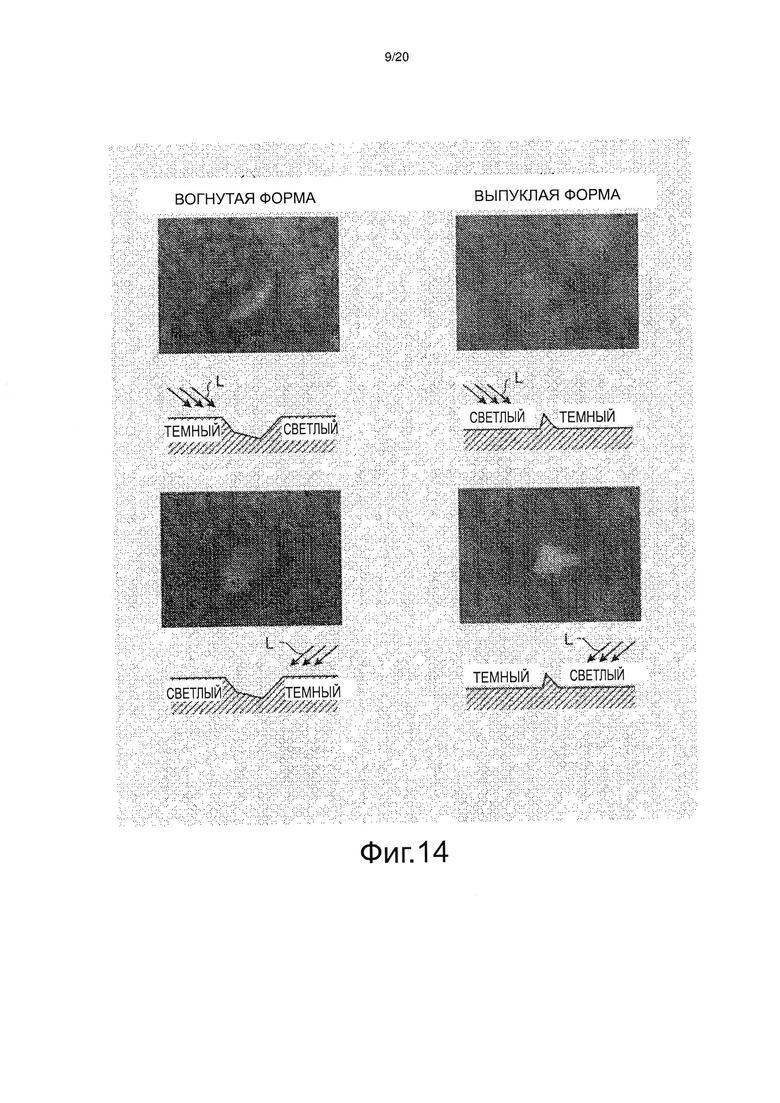
фиг. 14 - изображение, на котором показаны тени при испускании света в одном направлении в случаях, когда формы поверхности участков, подлежащих контролю, являются вогнутыми и выпуклыми.
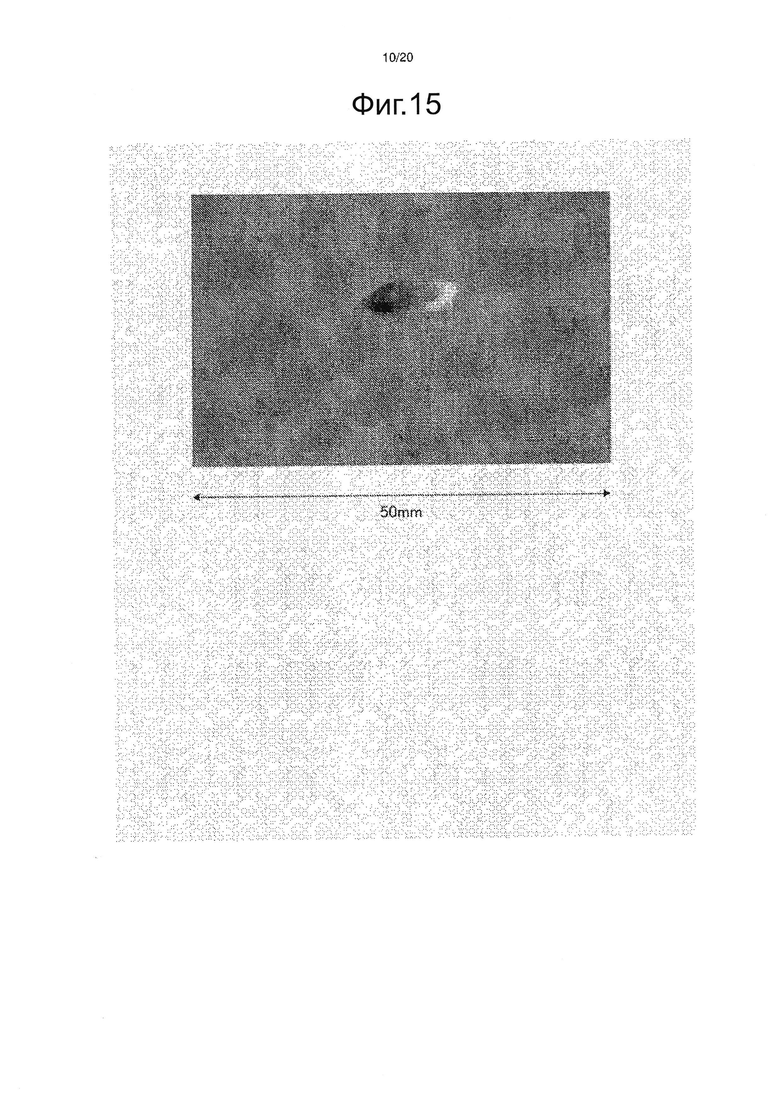
фиг. 15 - пример изображения, полученного вычитанием дефекта в виде вогнутой поверхности;
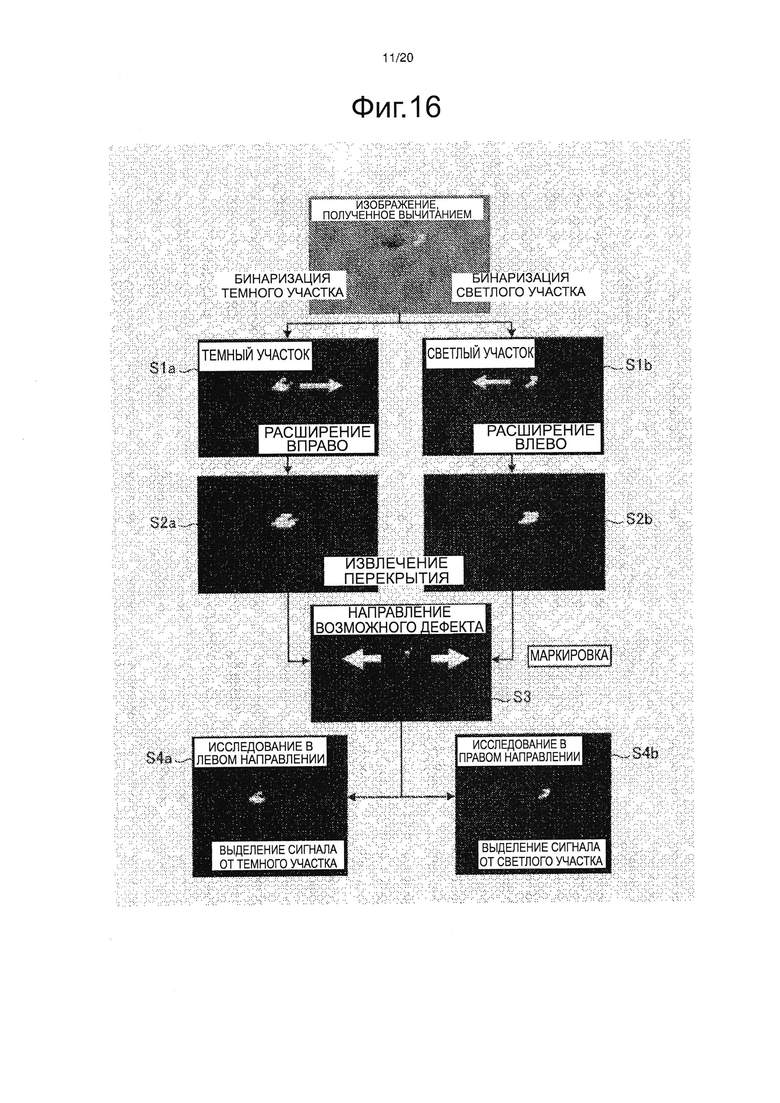
фиг. 16 - технологическая схема осуществления способа подсчета позиционного соотношения между светлым участком и темным участком посредством использования процесса расширения;
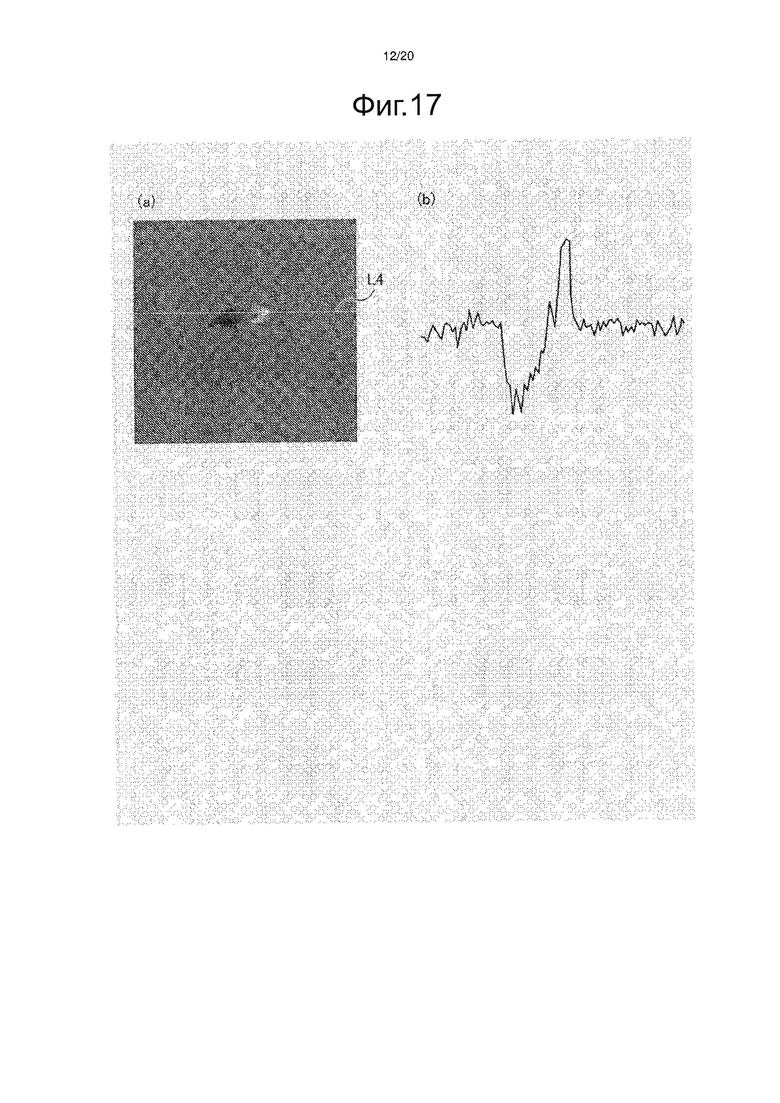
фиг. 17 - изображение, полученное вычитанием, и одномерный профиль яркостной структуры;
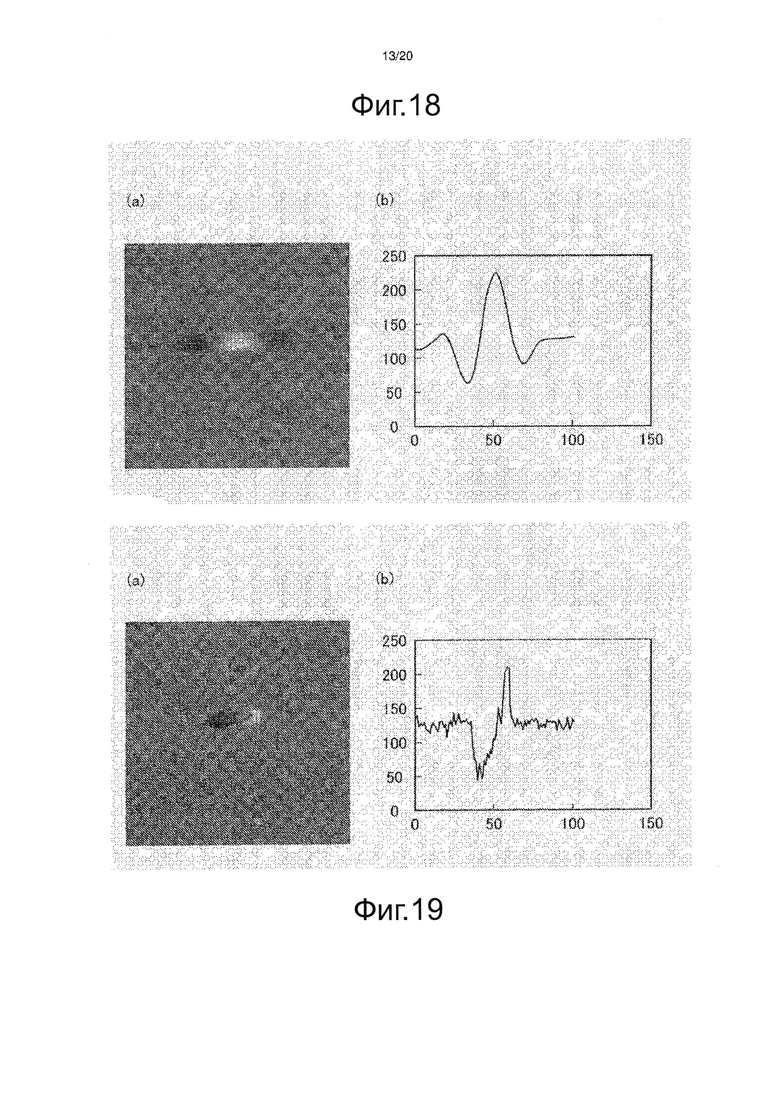
фиг. 18 - пример двухмерного изображения и одномерный профиль фильтра;
фиг. 19 - пример изображения, полученного вычитанием, которое было подвергнуто фильтрации с помощью фильтра, показанного на фиг. 18, и его одномерный профиль;
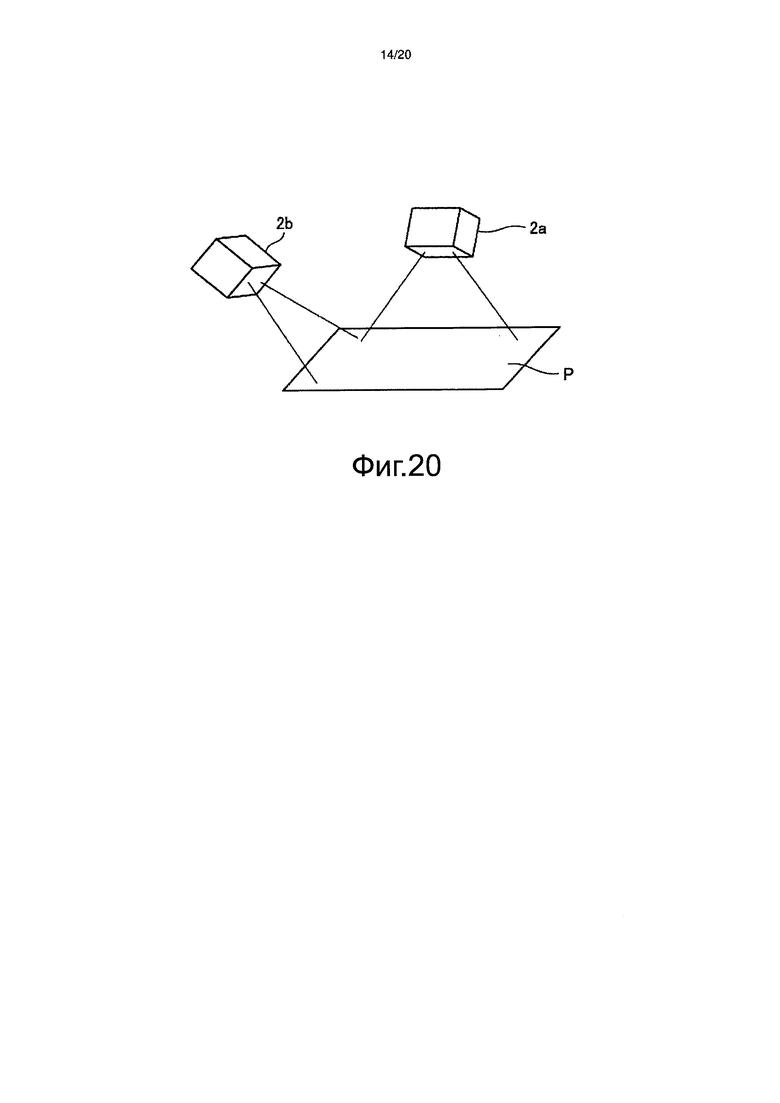
фиг. 20 - схематичное изображение модифицированного примера положения источников света;
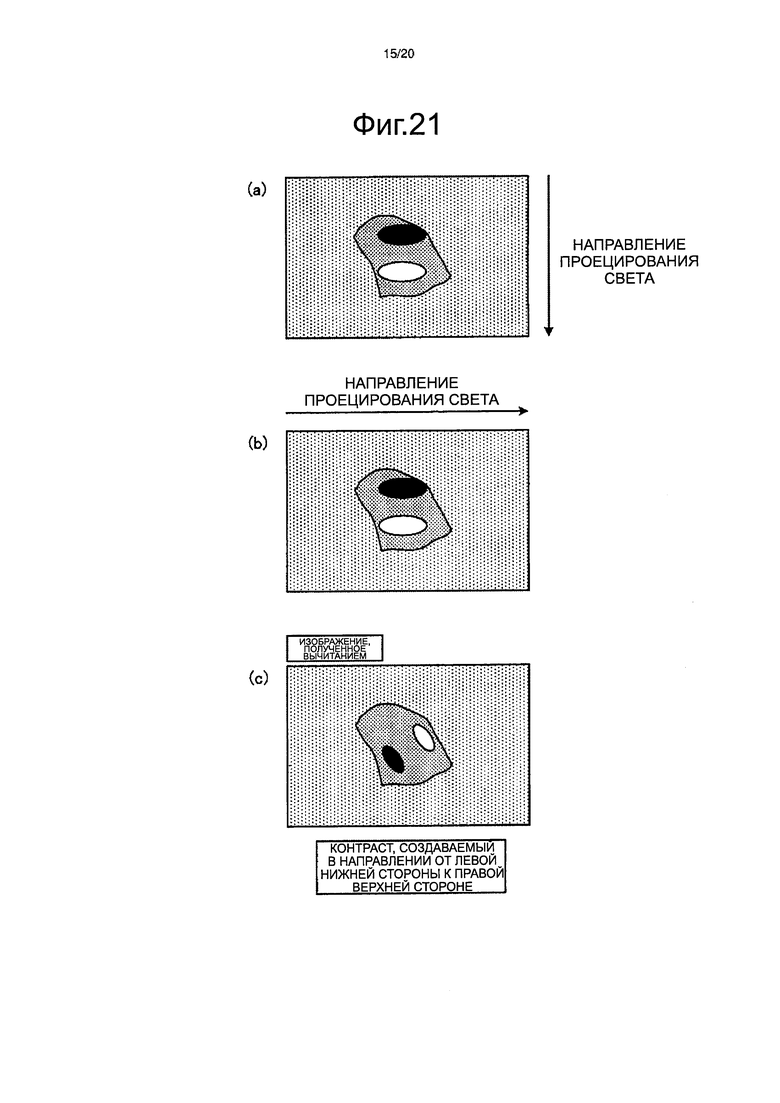
фиг. 21 - схематичное изображение яркостных структур, полученных с учетом положения источников света, показанных на фиг. 20;
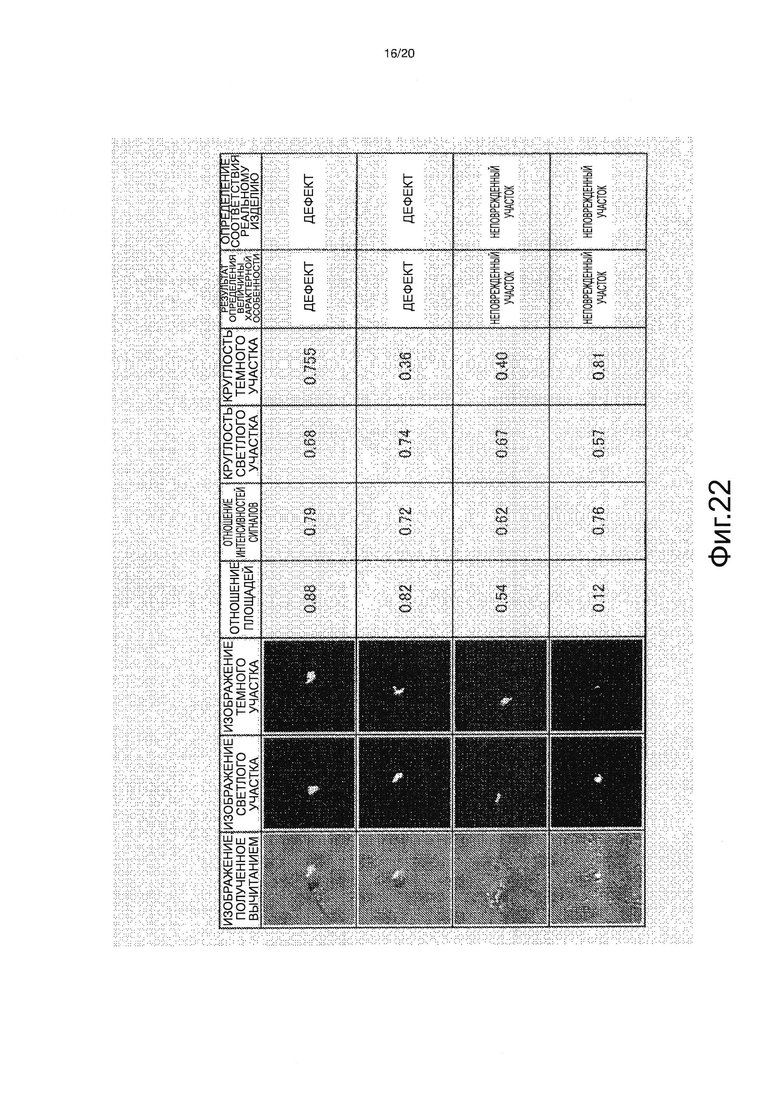
фиг. 22 - результаты процесса обнаружения дефектов поверхности согласно примеру;
фиг. 23 - пример линейного удлиненного дефекта, где не образована яркостная структура отраженного луча;
фиг. 24 - технологическая схема осуществления процесса обнаружения удлиненного дефекта по варианту выполнения настоящего изобретения;
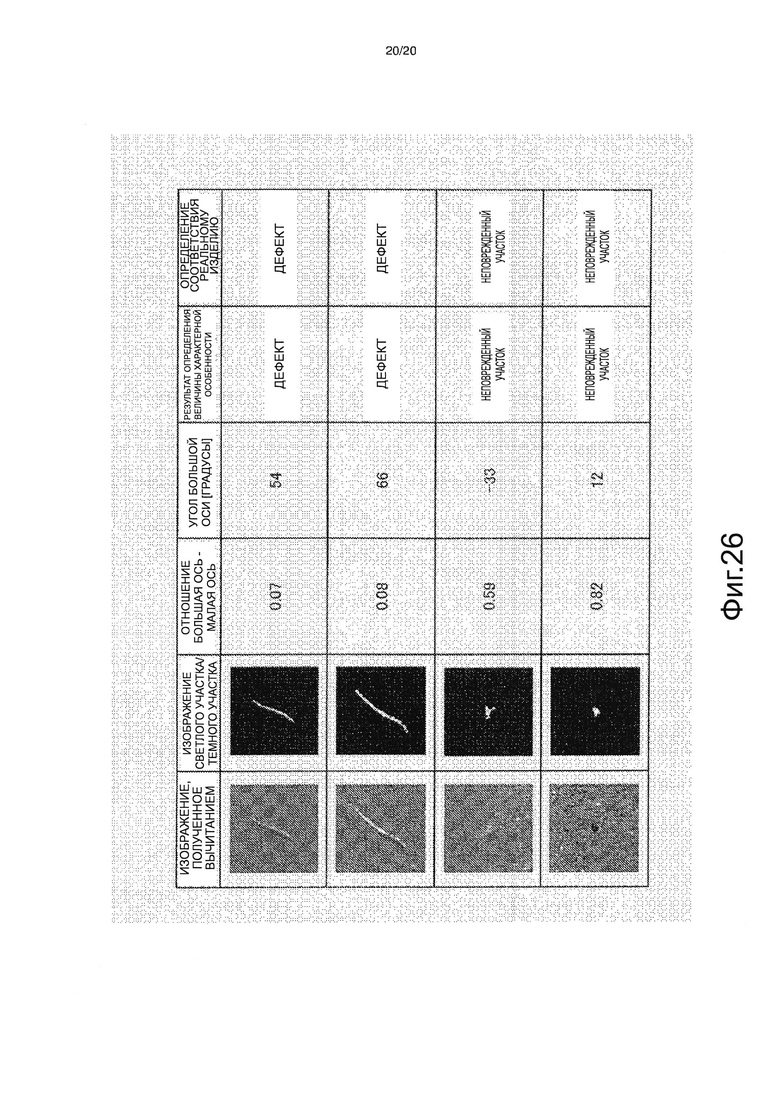
фиг. 25 - пример величин характерной особенности формы дефектов поверхности;
фиг. 26 - результаты процесса обнаружения дефектов поверхности согласно примеру.
Описание вариантов выполнения
Ниже приводится описание вариантов выполнения настоящего изобретения с первого по третий со ссылкой на чертежи, конфигурации и функционирование устройства для обнаружения дефектов поверхности.
Первый вариант выполнения
Ниже со ссылкой на фиг. 1-13 приводится описание конфигурации и функционирование устройства для обнаружения дефектов поверхности по первому варианту выполнения настоящего изобретения.
Конфигурация устройства для обнаружения дефектов поверхности
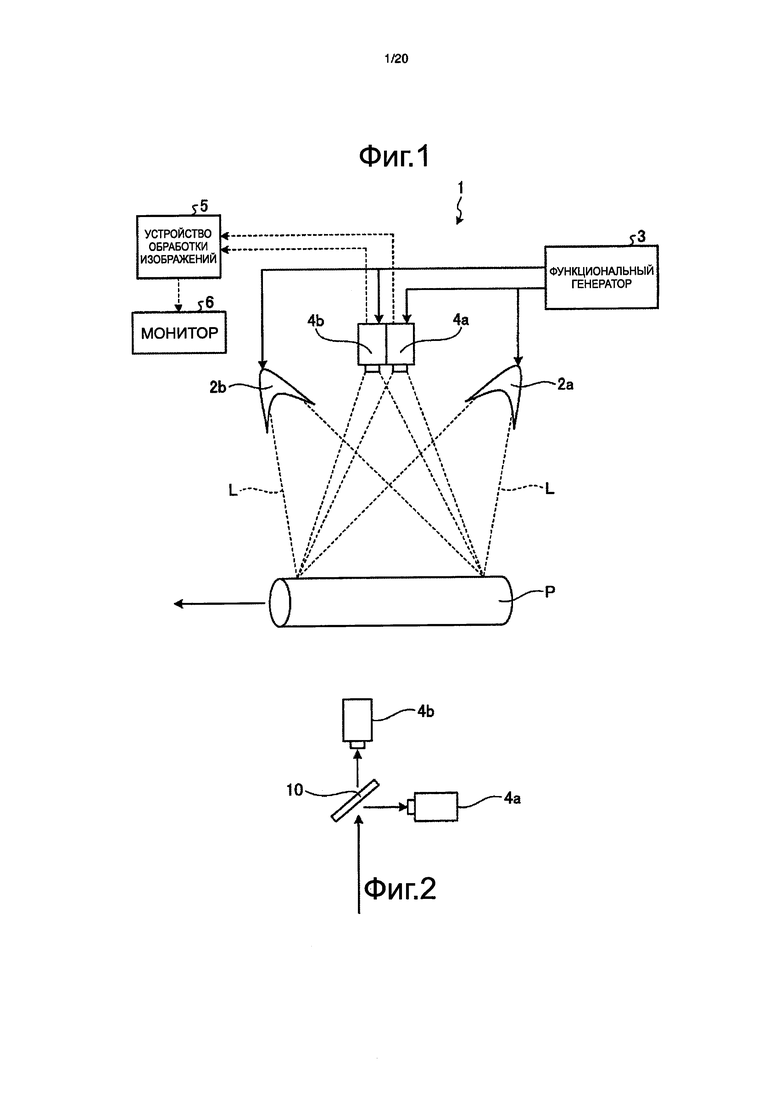
На фиг. 1 представлено схематическое изображение конфигурации устройства для обнаружения дефектов поверхности по первому варианту выполнения настоящего изобретения. Как показано на фиг. 1, устройство для обнаружения дефектов поверхности по первому варианту выполнения представляет собой устройство, которое обнаруживает дефект поверхности стальной трубы Р, которая транспортируется в направлении показанной на фигуре стрелки и имеет цилиндрическую форму, при этом устройство 1 для обнаружения дефектов поверхности включает в себя в качестве основных компонентов источники 2а и 2b света, функциональный генератор 3, зональные датчики 4а и 4b, устройство 5 обработки изображений и монитор 6.
Источники 2а и 2b света излучают свет на один и тот же заданный участок контроля на поверхности стальной трубы Р посредством различимых осветительных световых пучков L согласно инициирующим сигналам функционального генератора 3. Целесообразно, чтобы источники 2а и 2b света были расположены симметрично относительно заданного участка контроля. Следовательно, источники 2а и 2b света устанавливаются таким образом, чтобы источники 2а и 2b света были смещены от вектора нормали к поверхности стальной трубы Р под одинаковым углом и чтобы векторы направления излучения осветительных световых пучков L и вектор нормали к поверхности стальной трубы Р находились в одной плоскости. Одинаковость упомянутых здесь углов падения имеет целью сделать оптические параметры равными друг другу в максимально возможной степени, когда разнонаправленные источники света имеют друг с другом различия, и в значительной мере уменьшить сигнал от неповрежденного участка, включая сюда окалину и безвредный рисунок, посредством процесса вычитания. Кроме того, сигнал от неповрежденного участка в значительной мере зависит от характеристик поверхности заданного участка, и при определенном значении угла сложно в обязательном порядке обеспечить одинаковость полученных данных. Следовательно, когда углы соответствуют диапазону 25-55°, даже если углы немного отличаются друг от друга, при условии, что сигнал от неповрежденной части может быть уменьшен посредством процесса вычитания, эти углы будут выражаться как одинаковые. В этом варианте выполнения количество источников света равно двум, но при условии, что источники света имеют друг с другом различия, количество источников может равняться трем и более. Упомянутые здесь различимые источники света относятся к источникам света, для которых величина отраженного света может определяться отдельно для каждого из источников света по отношению к отраженным лучам, получаемым от заданного участка.
Зональные датчики 4а и 4b захватывают двухмерные изображения посредством отраженных световых пучков от осветительных световых пучков L, испускаемых от источников 2а и 2b света согласно инициирующим сигналам функционального генератора 3. Зональные датчики 4а и 4b передают данные по захваченным двухмерным изображениям в устройство обработки изображений. Целесообразно, чтобы зональные датчики 4а и 4b по мере возможности были расположены на векторах нормали к заданному участку контроля в состоянии, в котором обеспечиваются их соответствующие поля обзора для формирования изображений.
Для решения проблемы позиционирования зональные датчики 4а и 4b установлены на минимально возможном расстоянии друг от друга, и их оптические оси в максимальной степени параллельны друг другу. Кроме того, как показано на фиг. 2, оптические оси зональных датчиков 4а и 4b могут быть отрегулированы таким образом, чтобы они были соосными посредством использования полупрозрачного зеркала, светоделительной пластины или призмы. Таким образом, с высокой степенью точности может быть получено описанное ниже изображение, полученное вычитанием.
Устройство 5 обработки изображений представляет собой устройство, которое обнаруживает дефект поверхности на заданном участке контроля посредством выполнения описанного ниже процесса вычитания двух двухмерных изображений, полученных от зональных датчиков 4а и 4b. Устройство обработки изображений выдает данные о двух двухмерных изображениях, полученных от зональных датчиков 4а и 4b, и информацию, относящуюся к результатам обнаружения дефекта поверхности, на монитор 6.
Посредством выполнения процесса обнаружения дефекта поверхности, описанного ниже, устройство 1 для обнаружения дефектов поверхности, сконфигурированное так, описано выше, устанавливает различие между окалиной или безвредным рисунком и дефектом поверхности на заданном участке контроля. Упомянутый здесь дефект поверхности относится к дефекту в виде вогнуто-выпуклой поверхности. Кроме того, термин «окалина или безвредный рисунок» означает участок толщиной приблизительно от нескольких мкм до нескольких десятков мкм, имеющий характеристики оптических свойств поверхностной пленки или поверхности, отличающиеся от характеристик участка основной стали, что является причиной помех в процессе обнаружения дефектов поверхности. Ниже приводится описание процесса обнаружения дефектов поверхности по режимам с первого по третий настоящего изобретения. Первый режим
Прежде всего, со ссылкой на фиг. 3-6 будет описан процесс обнаружения дефектов поверхности по первому режиму настоящего изобретения.
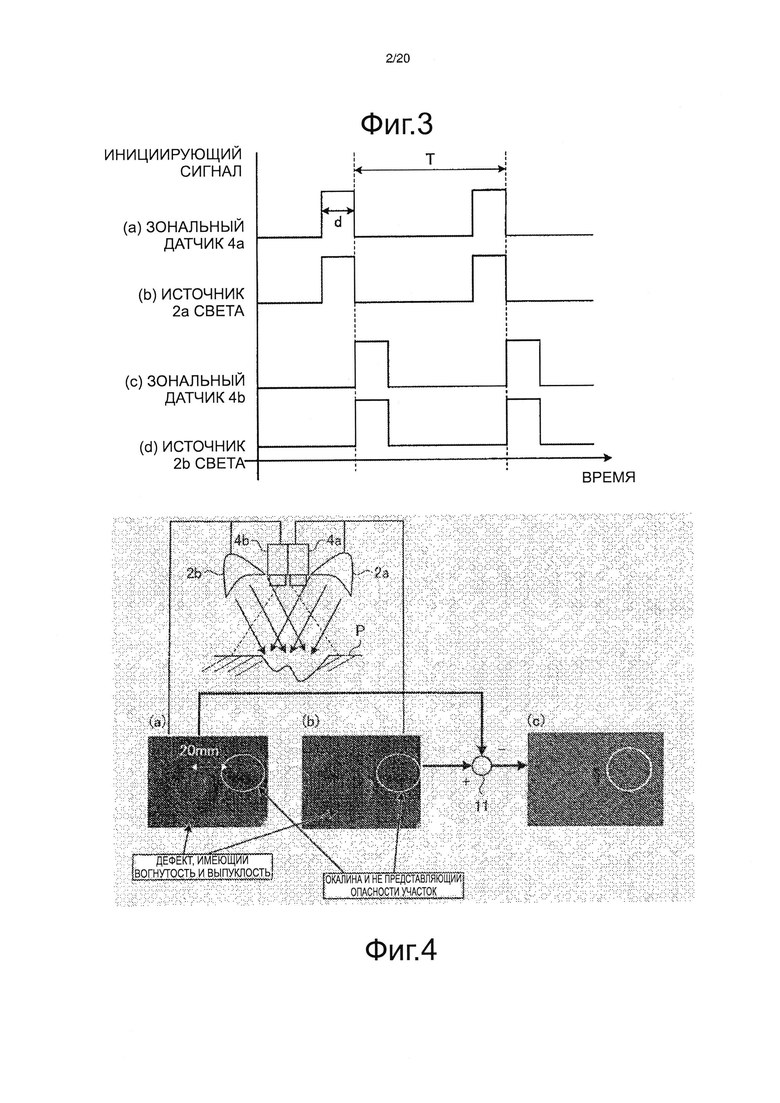
На фиг. 3 представлена временная диаграмма, показывающая продолжительность действия источников 2а и 2b света и зональных датчиков 4а и 4b. На фигуре «d» обозначает продолжительность излучения света источниками 2а и 2b света, и «Т» обозначает период формирования изображений применительно к двум двухмерным изображениям зональными датчиками 4а и 4b. В процессе обнаружения дефектов поверхности по первому режиму настоящего изобретения источники 2а и 2b света можно отличить друг от друга за счет того, что источники 2а и 2b света, служащие в качестве источников прерывистого света, многократно испускают свет таким образом, что их периоды испускания света не перекрывают друг друга.
Другими словами, как показано на фиг. 3, в этом режиме, прежде всего, функциональный генератор 3 передает инициирующий сигнал на источник 2а света и зональный датчик 4а, источник 2а света испускает осветительный световой пучок L, и зональный датчик 4а завершает захватывание двухмерного изображения в пределах отрезка времени «d». После завершения захватывания двухмерного изображения зональным датчиком 4а, функциональный генератор 3 передает инициирующий сигнал на источник 2b света и зональный датчик 4b, и двухмерное изображение захватывается схожим образом. Согласно этому режиму двухмерные изображения посредством отдельных отраженных световых пучков применительно к осветительным световым пучкам L, испускаемым соответствующими источниками света, могут захватываться с разностью d по времени без уменьшения светового потока.
Если скорость транспортирования стальной трубы Р является высокой, желательно, чтобы продолжительность d испускания света источниками прерывистого света был небольшой. Это связано с тем, что чем меньше продолжительность d испускания света, тем меньше задержка выдержки между двумя двухмерными изображениями, получаемыми зональными датчиками 4а и 4b, и, таким образом, тем меньше может быть позиционное смещение между двухмерными изображениями из-за задержки выдержки. Кроме того, когда задачей является обнаружение дефекта поверхности посредством использования изображения, полученного вычитанием, между двухмерными изображениями с помощью отдельных отраженных световых пучков, продолжительность d испускания света источниками прерывистого света должна удовлетворять условию, соответствующему следующему цифровому выражению (1).

Если размер дефекта, подлежащего обнаружению, составляет, например, 20 мм, то поскольку на основе опыта для обнаружения дефекта поверхности требуются сигналы, по меньшей мере, 5×5 пикселей, разрешение может составлять 4 мм/пиксель. Кроме того, в этом случае допустимое позиционное смещение из-за продолжительности испускания осветительных световых пучков L на основе опыта должно быть не больше 0,2 пикселя, и, таким образом, если скорость транспортирования стальной трубы Р составляет 1, 3 или 5 м/с, продолжительность испускания света источниками 2а и 2b света должна быть не выше 800, 270 или 160 мс, соответственно. Если скорость транспортирования и направление транспортирования стальной трубы Р являются постоянными, это позиционное смещение может быть скорректировано после захватывания двухмерных изображений.
В этом примере после выполнения обработки изображения, такого как калибровка, выравнивание фона, устранение помех и т.п., посредством использования параметров камеры, предварительно заданных для двухмерных изображений, получаемых от зональных датчиков 4а и 4b, устройство 5 обработки изображений обнаруживает дефект поверхности на заданном участке контроля посредством выполнения процесса вычитания между двухмерными изображениями.
В частности, если величина освещенности каждого пикселя, составляющего двухмерное изображение Ia, полученная во время испускания осветительного светового пучка L источником 2а света, составляет Ia (х, у) (где количество пикселей равно X×Y, координата х соответствует выражению 1≤х≤X, и координата у соответствует выражению 1≤у≤Y), и величина освещенности каждого пикселя, составляющего двухмерное изображение Ib, полученная во время испускания осветительного светового пучка L источником 2b света, составляет Ib (х, у), значение освещенности I_diff (х, у) каждого пикселя их изображения, полученного вычитанием, I_diff соответствует следующему цифровому выражению (2).

Примеры двухмерных изображений Ia и Ib, захватывающих дефект поверхности и окалину и безвредный рисунок, которые не являются дефектами, и их изображения, полученного вычитанием, I_diff представлены на фиг. 4(a), (b) и (с), соответственно. Как показано на 4(a), (b) и (с), на бездефектном участке, поскольку угол, образованный между вектором нормали и источником 2а света, равен углу, образованному между вектором нормали и источником 2b света, несмотря на наличие окалины и безвредного рисунка величина освещенности Ia (х, у) = величине освещенности Ib (х, у), т.е. значение освещенности I_diff (х, у)=0. Однако на участке дефекта поверхности, поскольку поверхность имеет вогнуто-выпуклую форму, всегда присутствует место, где угол, образованный между вектором нормали и источником 2а света, не равен углу, образованному между вектором нормали и источником 2b света, и, таким образом, величина освещенности Ia (х, у) ≠ величине освещенности Ib (х, у), т.е. значение освещенности I_diff (х, у)≠0.
С помощью устройства 11 субтракции, генерирующего изображение, полученное вычитанием, между двумя двухмерными изображениями, удаляются изображения окалины и безвредного рисунка, которые не являются дефектами, и может быть обнаружен только дефект поверхности. Обнаруживается только дефект поверхности, описанный выше, и окончательная оценка, является или нет дефект поверхности недопустимым, выполняется на основе ряда величин характерной особенности, после чего результат оценки отображается на мониторе 6.
Если между двумя двухмерными изображениями существует позиционное смещение, и оно влияет на изображение, полученное вычитанием, желательно использовать двухмерный низкочастотный фильтр для уменьшения влияния позиционного смещения между двухмерными изображениями. В этом случае, если двухмерный низкочастотный фильтр обозначен как «Н», значение освещенности I'_diff (х, у) изображения, полученного вычитанием, соответствует следующему цифровому выражению (3).

Кроме того, предпочтительно, поскольку используются одинаковые источники 2а и 2b света, каждый из этих источников света испускает свет таким образом, что свет по мере возможности становится равномерным параллельным светом, и заданный участок контроля является приблизительно плоским. Однако в отношении случая, где поверхность является немного неравномерной или гладкой криволинейной поверхностью подобно стальной трубе Р, дефект поверхности может быть обнаружен посредством общего выравнивания фона изображения.
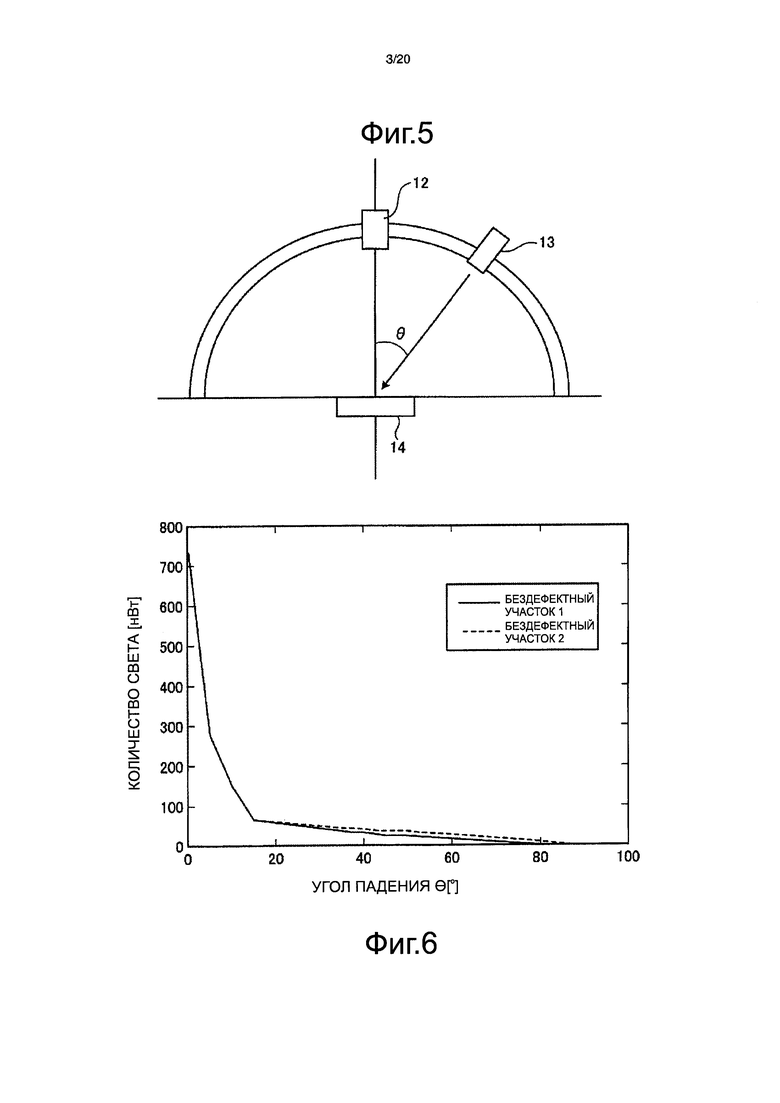
Кроме того, угол отражения осветительных световых пучков L желательно должен находиться в диапазоне, препятствующем попаданию на компонент зеркального отражения отраженного света от бездефектного участка и обеспечивающем получение достаточного количества света. Авторы настоящего изобретения выполнили эксперимент по исследованию соотношения между углом падения осветительных световых пучков L и отражающей способностью неповрежденного участка (основного участка стали). Конфигурация устройства, используемого в эксперименте, показана фиг. 5. Как показано на фиг. 5, в этом эксперименте было измерено количество света, принимаемое ваттметром 12, когда ваттметр 12 был прикреплен вертикально над образцом 14 сляба, и угол падения луча лазера 13 изменялся от 0° до 90°. Результаты эксперимента показаны на фиг. 6. Как показано на фиг. 6, когда угол падения 0 составляет 0-20°, количество света, принимаемое ваттметром 12, является большим благодаря использованию компонента зеркального отражения, но когда угол падения θ становится не меньше 60°, количество света, принимаемое ваттметром 12, значительно уменьшается. Следовательно, желательно, чтобы угол падения осветительных световых пучков L составлял 25-55° относительно вектора нормали к заданному участку контроля.
Разрешение в направлении глубины заданного участка контроля зависит от угла наклона дефекта и разрешений зональных датчиков 4а и 4b. Угол наклона дефекта представляет собой угол, полученный посредством ортографического проецирования «вектора нормали к участку дефекта» на «плоскость, образованную вектором направления источника света и вектором нормали к поверхности неповрежденного участка заданного участка контроля», т.е. угол, образованный между ортографически проецируемым вектором и вектором нормали к поверхности неповрежденного участка. Несмотря на зависимость от характеристик поверхности заданного участка контроля при испускании света с углом падения светового пучка, например, 45°, если угол наклона дефекта составляет не менее приблизительно 10° относительно направления источника света, было подтверждено, что сигнал о дефекте обнаруживается посредством процесса вычитания. Следовательно, если принять, что разрешение один пиксель составляет 0, 5 мм, теоретически может быть получено разрешение в направлении глубины приблизительно 0,5×tan 10°=0,09 мм.
Второй режим
Далее со ссылкой на фиг. 7 будет описан процесс обнаружения дефектов поверхности по второму режиму настоящего изобретения.
В процессе обнаружения дефектов поверхности по второму режиму настоящего изобретения за счет использования в качестве источников 2а и 2b света таких источников света, которые имеют области длины волны неперекрывающие друг друга, источники 2а и 2b света можно отличить один от другого. В частности, как показано на фиг. 7, у источников 2а и 2b света расположены фильтры 20а и 20b выбора длины волны двух типов, имеющие области длины волны неперекрывающие друг друга, и существует возможность выбора областей дины волны осветительных световых пучков L. Кроме того, у зональных датчиков 4а и 4b расположены фильтры 21а и 21b выбора длины волны, имеющие одинаковые характеристики выбора длины волны.
Согласно этой конфигурации отраженный световой пучок от осветительного светового пучка L от источника 2а света принимается только зональным датчиком 4а через фильтры 20а и 21а выбора длины волны, и отраженный световой пучок от осветительного светового пучка L от источника 2b света принимается только зональным датчиком 4b через фильтры 20b и 21b выбора длины волны. Таким образом, посредством согласования формирования изображений по времени между зональными датчиками 4а и 4b двухмерные изображения, создаваемые отраженными световыми пучками от осветительных световых пучков L от источников 2а и 2b света, могут захватываться без какого-либо позиционного смещения. Процесс, осуществляемый после захватывания двухмерных изображений, схож с процессом по первому варианту выполнения.
Если скорость перемещения заданного участка контроля является высокой, во избежание позиционного смещения из-за перемещения заданного участка контроля использование источников прерывистого света в качестве источников 2а и 2b света позволяет уменьшить периоды времени формирования двухмерных изображений без изменения выбора времени испускания света источниками 2а и 2b света. Кроме того, может быть адаптирована конфигурация, в которой посредством захватывания двухмерных изображений, используя синий пропускающий фильтр в качестве фильтра 20а выбора длины волны и зеленый пропускающий фильтр в качестве фильтра 20b выбора длины волны и используя одноцветную камеру, в синем канале принимается только отраженный световой пучок от осветительного светового пучка L от источника 2а света, и в зеленом канале принимается только отраженный световой пучок от осветительного светового пучка L от источника 2b света.
Третий режим
Далее со ссылкой на фиг. 8 будет описан процесс обнаружения дефектов поверхности по третьему режиму настоящего изобретения.
В процессе обнаружения дефектов поверхности по третьему режиму настоящего изобретения за счет использования в качестве источников 2а и 2b света таких источников света, которые имеют ортогональные друг другу характеристики линейной поляризации, источники 2а и 2b света можно отличить один от другого. В частности, как показано на фиг. 8, пластины 30а и 30b линейной поляризации расположены под углами α° и (α+90)° (где α - любой угол) у источников 2а и 2b света, и через них соответственно пропускается только свет с ортогональными друг к другу компонентами поляризации. Пластина линейной поляризации представляет собой фильтр, который пропускает только компоненту линейной поляризации определенного направления по отношению к падающему свету. Кроме того, пластины 31а и 31b, имеющие такие же характеристики линейной поляризации, как и пластины 30а и 30b, расположены под углами α° и (α+90)° у зональных датчиков 4а и 4b.
Согласно этой конфигурации отраженный световой пучок от осветительного светового пучка L от источника 2а принимается только зональным датчиком 4а, и отраженный световой пучок от осветительного светового пучка L от источника 2b принимается только зональным датчиком 4b. Таким образом, посредством согласования формирования изображений по времени между зональными датчиками 4а и 4b двухмерные изображения, создаваемые отраженными световыми пучками от осветительных световых пучков L от соответствующих источников света, могут захватываться без какого-либо позиционного смещения.
Если скорость перемещения заданного участка контроля является высокой, использование источников прерывистого света в качестве источников 2а и 2b света позволяет уменьшить периоды времени формирования двухмерных изображений без изменения выбора времени испускания света источниками 2а и 2b света. Позиционирование и обработка после захватывания двухмерных изображений схожи с позиционированием и обработкой по первому и второму режимам.
Пример
В этом примере, как показано на фиг. 9, дефект поверхности стальной трубы Р обнаруживался с помощью способа использования источников прерывистого света в качестве источников 2а и 2b света и изменения таймирования излучения света источниками 2а и 2b света. Двухмерные изображения захватывались расположенными на одной линии зональными датчиками 4а и 4b, и позиционирование выполнялось посредством обработки изображений. Результаты обнаружения дефектов поверхности представлены на фиг. 10. На фиг. 10(a) представлено двухмерное изображение после освещения осветительным световым пучком L от источника 2а света, на фиг. 10(b) представлено двухмерное изображение после освещения осветительным световым пучком L от источника 2b света, и на фиг. 10(c) представлено изображение, полученное вычитанием, между двухмерным изображением, показанным на фиг. 10(a) и двухмерным изображением, показанным на фиг. 10(b). Соотношения сигнал/помехи для изображений, показанных на фиг. 10(a)-(с), соответственно составляли 3,5, 3,5 и 6,0, и соотношение сигнал/помехи для изображения, полученного вычитанием, было улучшено по сравнению со случаем, где осветительный световой пучок L испускался только в одном направлении.
На фиг. 11 показаны результаты процесса обнаружения дефектов поверхности в отношении участка стальной трубы, а именно, участка, где была обрадована окалина. На фиг. 11(a) представлено двухмерное изображение после освещения осветительным световым пучком L от источника 2а света, на фиг. 11(b) представлено двухмерное изображение после освещения осветительным световым пучком L от источника 2b света, и на фиг. 11(c) представлено изображение, полученное вычитанием, между двухмерным изображением, показанным на фиг. 11(a) и двухмерным изображением, показанным на фиг. 11(b). Черные пятна, разбросанные по всему изображению на двухмерных изображениях, показанных на фиг. 11(a) и (b), представляют собой окалину, которая вызывает помехи. Поскольку окалина имеет плоскую форму, посредством получения изображения, полученного вычитанием, это изображение окалины было удалено. Кроме того, на изображении, полученном вычитанием, по сравнению со случаем, где осветительный световой пучок испускался только в одном направлении, сигнал от окалины, которая вызывала помехи, был уменьшен примерно на 1/4.
Первый модифицированный пример
На фиг. 12 представлено схематичное изображение конфигурации модифицированного примера устройства обнаружения дефекта поверхности по первому варианту настоящего изобретения. Как показано на фиг. 12, в этом модифицированном примере осветительный световой пучок, испускаемый от одиночного источника 2а света, разделяется несколькими зеркалами 40а, 40b, 40с и 40d, и заданный участок контроля стальной трубы Р, в конечном счете, освещается осветительными световыми пучками с двух направлениях. В этом случае за счет расположения фильтров 20а и 20b выбора длины волны и пластин 30а и 30b линейной поляризации на соответствующих оптических траекториях осветительных световых пучков могут быть получены эффекты, схожие с эффектами второго и третьего вариантов выполнения. Несмотря на то, что в этом модифицированном примере осветительные световые пучки испускаются в двух направлениях, то же самое относится и к случаю, где осветительные световые пучки испускаются не менее чем в трех направлениях.
Второй модифицированный пример
На фиг. 13 представлено схематичное изображение конфигурации другого модифицированного примера устройства обнаружения дефекта поверхности по первому варианту настоящего изобретения. Как показано на фиг. 13, в этом модифицированном примере вместо ограничения длины волны источников света посредством использования фильтров 20а и 20b выбора длины волны в устройстве для обнаружения дефекта поверхности, показанном на фиг. 7, длины волны источников света ограничивается посредством использования импульсных лазеров 51а и 51b и диффузионных пластин 50а и 50b. В это модифицированном примере источники света имеют друг с другом различия за счет освещения заданного участка контроля лазерными световыми пучками от двух импульсных лазеров 51а и 51b, имеющих отличающиеся друг от друга области длин волн, в левом и правом направлениях. Диффузионные пластины 50а и 50b расположены на оптических траекториях лазерных световых пучков для освещения всей площади заданного участка контроля лазерными световыми пучками, испускаемыми от импульсных лазеров 51а и 51b. Несмотря на то, что в этом модифицированном примере осветительные световые пучки испускаются в двух направлениях, то же самое относится и к случаю, где осветительные световые пучки испускаются не менее чем в трех направлениях.
Третий модифицированный пример
В этом модифицированном примере вместо фильтров 21а и 21b выбора длины волны, расположенных у зональных датчиков 4а и 4b в устройстве для обнаружения дефекта поверхности, показанном на фиг. 7, используется дихроическое зеркало. Дихроическое зеркало представляет собой зеркало, которое отражает свет компоненты со специфической длиной волны и пропускает свет компоненты с другой длиной волны. В случае использования дихроического зеркала использование фильтров выбора длины волны становится необязательным. Несмотря на то, что в этом модифицированном примере осветительные световые пучки испускаются в двух направлениях, то же самое относится и к случаю, где осветительные световые пучки испускаются не менее чем в трех направлениях.
Второй вариант выполнения
Ниже со ссылкой на фиг. 14-22 приводится описание конфигурации и функционирование устройства для обнаружения дефектов поверхности по второму варианту выполнения настоящего изобретения. Поскольку конфигурация устройства для обнаружения дефектов поверхности по этому варианту выполнения является такой же, как и конфигурация устройства для обнаружения дефектов поверхности по вышеописанному первому варианту выполнения, в дальнейшем описание конфигурации будет опущено, и будет описано только функционирование устройства для обнаружения дефектов поверхности.
Благодаря выполнению процесса обнаружения дефекта поверхности, описанного ниже, устройство 1 для обнаружения дефектов поверхности по второму варианту выполнения настоящего изобретения может различать дефект в виде вогнуто-выпуклой поверхности и окалину или безвредный рисунок на заданном участке контроля. Термин «окалина или безвредный рисунок» означает участок толщиной приблизительно от нескольких мкм до нескольких десятков мкм, имеющий характеристики оптических свойств поверхностной пленки или поверхности, отличающиеся от характеристик участка основной стали, что является причиной помех в процессе обнаружения дефектов поверхности.
Процесс обнаружения дефекта поверхности
В процессе обнаружения дефекта поверхности по одному из вариантов выполнения настоящего изобретения после выполнения обработки изображения, такого как калибровка, выравнивание фона, устранение помех и т.п., посредством использования параметров камеры, предварительно заданных для двухмерных изображений, получаемых от зональных датчиков 4а и 4b, устройство 5 обработки изображений генерирует изображение, полученное вычитанием, посредством выполнения процесса вычитания между двухмерными изображениями и обнаруживает по генерируемому изображению, полученному вычитанием, дефект в виде вогнуто-выпуклой поверхности на заданном участке контроля.
В частности, если величина освещенности каждого пикселя, составляющего двухмерное изображение Ia, полученная во время испускания осветительного световой пучка L источником 2а света, составляет Ia (х, у) (где количество пикселей равно X×Y, координата х соответствует выражению 1≤х≤X, и координата у соответствует выражению 1≤у≤Y), и величина освещенности каждого пикселя, составляющего двухмерное изображение Ib, полученная во время испускания осветительного световой пучка L источником 2b света, составляет Ib (х, у), значение освещенности I_diff (х, у) каждого пикселя их изображения, полученного вычитанием, I_diff, полученного посредством процессе вычитания, соответствует цифровому выражению (1), приведенному выше.
Как показано на фиг. 4, независимо от присутствия или отсутствия окалины или безвредного рисунка, поскольку угол, образованный между вектором нормали к поверхности и источником 2а света, равен углу, образованному между вектором нормали и источником 2b света, несмотря на наличие окалины и безвредного рисунка величина освещенности Ia (х, у)=величине освещенности Ib (х, у), т.е. значение освещенности I_diff (х, у)=0. Однако на участке дефекта в виде вогнуто-выпуклой поверхности, поскольку поверхность имеет вогнуто-выпуклую форму, всегда присутствует место, где угол, образованный между вектором нормали к поверхности и источником 2а света, не равен углу, образованному между вектором нормали к поверхности и источником 2b света, и, таким образом, величина освещенности Ia (х, у) ≠ величине освещенности Ib (х, у), т.е. значение освещенности I_diff (х, у)≠0. По этой причине с помощью устройства 11 субтракции, генерирующего Ib изображение, полученное вычитанием между двумя двухмерными изображениями, могут быть удалены изображения окалины и безвредного рисунка, которые относятся к бездефектному участку и не являются дефектами поверхности.
Ниже приводится описание логики обнаружения дефекта в виде вогнуто-выпуклой поверхности по изображению, полученному вычитанием, I_diff. На фиг. 14(a) и (b) соответственно показаны тени, когда заданный участок контроля освещается осветительным световым пучком от одного из источников света в случае, когда форма поверхности заданного участка контроля является вогнутой и выпуклой. Как показано на фиг. 14(a), когда форма поверхности заданного участка контроля является вогнутой, сторона рядом с источником света становится темной из-за уменьшения количества света для освещения на единицу площади, и дальняя сторона от источника света становится светлой из-за приближения к направлению нормального отражения. В отличие от этого, как показано на фиг. 14(b), когда форма поверхности заданного участка контроля является выпуклой, сторона рядом с источником света становится светлой из-за приближения к направлению нормального отражения, и дальняя сторона от источника света становится темной из-за тени, отбрасываемой выпуклой формой.
Другими словами, яркостные структуры отраженных световых пучков от осветительных световых пучков имеют отличия между случаем, где форма поверхности заданного участка контроля является вогнутой, и случаем, где форма является выпуклой. Таким образом, посредством распознавания яркостной структуры отраженного световой пучка может быть обнаружено наличие или отсутствие дефекта в виде вогнуто-выпуклой поверхности. Ниже приводится описание способа обнаружения дефекта в виде вогнуто-выпуклой поверхности посредством распознавания яркостной структуры отраженного световой пучка. Что касается дефектов в виде вогнуто-выпуклой поверхности, далее приводится описание дефекта в виде вогнутой поверхности, но дефект в виде выпуклой поверхности может быть обнаружен с помощью схожей логики. Кроме того, упоминаемый ниже светлый участок означает блоб, который имеет площадь не меньше заданного значения, полученного посредством выполнения процесса соединения в отношении пикселей, имеющих освещенность не меньше заданного порога на изображении, полученном вычитанием, I_diff. Кроме того, упоминаемый ниже темный участок относится к блобу, который имеет площадь не меньше заданного значения, полученного посредством выполнения процесса соединения в отношении пикселей, имеющих освещенность не больше заданного порога на изображении, полученном вычитанием, I_diff. Термин «блоб» означает совокупность маркированных пикселей.
В этом варианте выполнения яркостная структура распознается посредством извлечения светлого участка и темного участка за счет выполнения пороговой обработки. В частности, в устройстве 1 для обнаружения дефектов поверхности по данному варианту выполнения, поскольку источники 2а и 2b расположены слева направо симметрично относительно друг друга по отношению к вектору нормали к заданному участку контроля, яркостная структура отраженного световой пучка, являющаяся следствием вогнуто-выпуклой формы поверхности, генерируется в направлении слева направо. Левая и правая стороны яркостной структуры реверсируются согласно порядку процесса вычитания и, таким образом, когда правая сторона является светлой и левая сторона является темной, поверхность имеет вогнутую форму, и когда правая сторона является темной и левая сторона является светлой, поверхность является выпуклой. Таким образом, изображение, полученное вычитанием, I_diff дефекта в виде выпуклой поверхности становится схожим с изображением, показанным на фиг. 15. Когда изображения светлого участка и темного участка бинаризируются в соответствии с порогами The и -The освещенности, бинаризованные изображения I_blight и I_dark светлого участка и темного участка соответственно выражаются следующими цифровыми выражениями (4)
После бинаризации изображения светлого участка и темного участка, как описано выше, и, если необходимо, выполнения удаления соединений и изолированных точек в результате подсчета позиционного соотношения между светлым участком и темным участком обнаруживается наличие или отсутствие дефекта в виде вогнуто-выпуклой поверхности. Существуют различные способы подсчета позиционного соотношения между светлым участком и темным участком, и далее приводится описание трех репрезентативных способов подсчета, но может быть предусмотрен любой другой способ, пригодный для подсчета позиционного соотношения между светлым участком и темным участком.
Первый способ подсчета позиционного соотношения является способом подсчета позиционного соотношения между светлым участком и темным участком посредством выполнения процесса расширения и сжатия в конкретном направлении по отношению к светлому участку и темному участку. Технологическая схема этого способа подсчета показана на фиг. 16. В этом варианте выполнения, поскольку обнаруживается дефект в виде вогнутой поверхности, будет описан случай, где распознается яркостная структура с правой светлой стороной и левой темной стороной. Выражение «правая светлая сторона и левая темная сторона» означает, что темный участок всегда расположен с левой стороны от светлого участка, и правый участок всегда расположен с правой стороны от темного участка. Согласно этому способу подсчета, прежде всего, устройство 5 обработки изображений выполняет процесс расширения в правом направлении по отношению к темной стороне и выполняет процесс расширения в левом направлении по отношению к светлой стороне (этапы S1a и S1b). Если изображения светлого участка и темного участка, которые были подвергнуты процессу расширения, соответственно обозначены I_blight_extend и I_dark_extend, и увеличенная длина обозначена W, процесс расширения выражается приведенными ниже числовыми уравнениями (5). Если левая верхняя сторона двухмерного изображения является исходной, направление вниз является положительным в направлении оси у, и направление вправо является положительным в направлении оси х.

В этом варианте выполнения, несмотря на то, что светлый участок и темный участок расширяются на одинаковую длину W, увеличенная длина W необязательно должна быть одинаковой и наибольшей, и процесс расширения может выполняться только в отношении светлого участка или темного участка. Кроме того, увеличенная длина W также зависит от размера дефекта поверхности, который должен быть обнаружен.
Далее посредством выполнения обработки в отношении изображений I_blight_extend и I_dark_extend светлого участка и темного участка, которые были подвергнуты процессу расширения, как выражается посредством приведенного ниже числового уравнения (6), устройство 5 обработки изображений извлекает изображение I_defect участка с возможным дефектом, который является перекрывающимся участком между изображениями I_blight_extend и I_dark_extend светлого участка и темного участка, которые были подвергнуты процессу расширения (этапы S2a и S2b).

Далее после выполнения, по мере надобности, процесса удаления соединений и изолированных точек в отношении полученного изображения I_defect участка с возможным дефектом устройство 5 обработки изображений генерирует блоб I_defect_blob с возможными дефектами посредством выполнения процесса маркировки (этап S3). Устройство 5 обработки изображений извлекает величину характерной особенности из каждого блоба I_defect_blob с возможными дефектами и на основании результате извлечения определяет, является или нет каждый блоб I_defect_blob с возможными дефектами дефектом вогнутой поверхности (этапы S4a и S4b). Исследование величины характерной особенности блоба I_defect_blob с возможными дефектами требует наличия информации о светлом участке и темном участке, и, таким образом, светлый участок и темный участок восстанавливаются из блоба I_defect_blob с возможными дефектами.
В частности, поскольку светлый участок всегда расположен с правой стороны участка с возможными дефектами, и темный участок всегда расположен с левой стороны участка с возможными дефектами, устройство 5 обработки изображений исследует бинаризованное изображение I_dark темного участка влево относительно центра тяжести блоба I_defect_blob с возможными дефектами, являющегося исходной точкой, и принимает во внимание блоб, который оказывается первым в качестве блоба I_dark_blob с возможными дефектами темного участка. Аналогично, устройство 5 обработки изображений исследует бинаризованное изображение I_blight светлого участка вправо относительно центра тяжести блоба I_defect_blob с возможными дефектами, являющегося исходной точкой, и принимает во внимание блоб, который оказывается первым в качестве блоба I_blight_blob с возможными дефектами светлого участка. Устройство 5 обработки изображений извлекает величины характерной особенности из блоба I_blight_blob с возможными дефектами светлого участка и блоба с возможными дефектами темного участка, которые были восстановлены как описано выше, и на основании извлеченных величин характерной особенности определяет, является или нет каждый блоб I_defect_blob с возможными дефектами дефектом вогнутой поверхности. Конкретные величины характерной особенности различаются согласно дефектам, и, таким образом, без упоминания здесь конкретных величин характерной особенности такой пример будет описан позже.
Согласно второму способу подсчета позиционного соотношения после выполнения вышеописанной пороговой обработки и, если необходимо, выполнения удаления соединений и изолированных точек, извлекаются светлый участок и темный участок, выполняется маркировка, и распознается позиционное соотношение между светлым участком и темным участком для обнаружения дефекта в виде вогнутой поверхности. В частности, прежде всего, устройство 5 обработки изображений по отдельности распознает светлый участок и темный участок посредством маркировки и получает информацию о центре тяжести светлого участка и темного участка. Далее, устройство 5 обработки изображений определяет из информации о центре тяжести светлого участка и темного участка, находится или нет центр тяжести темного участка в заданном диапазоне справа от каждого светлого участка. Если центр тяжести темного участка находится в указанном месте, устройство 5 обработки изображений распознает комбинацию светлого участка и темного участка, образующих пару в виде яркостной структуры, и определяет, является она или нет дефектом в виде вогнутой поверхности посредством выполнения анализа величины характерной особенности этой яркостной структуры. Несмотря на то, что яркостная структура распознается здесь посредством использования информации о центре тяжести, информация, используемая при распознавании яркостной структуры, необязательно должна быть информацией о центре тяжести, при условии, что эта информация позволяет воспринимать положения светлого участка и темного участка (например, их верхние крайние положения, нижние крайние положения и т.д.).
Согласно третьему способу подсчета позиционного соотношения дефект в виде вогнутой поверхности обнаруживается без выполнения вышеописанной пороговой обработки посредством распознавания яркостной структуры за счет использования фильтра. В частности, в устройстве 1 для обнаружения дефекта поверхности, показанном на фиг. 1, поскольку источники 2а и 2b света расположены слева и справа симметрично относительно нормальной линии заданного участка контроля, яркостная структура, обусловленная вогнутостью и выпуклостью его поверхности, генерируется в направлении слева направо. На фиг. 17(a) и (b) соответственно показаны примеры изображения, полученного вычитанием, и одномерный профиль яркостной структуры на линейном сегменте L4, показанном на фиг. 17(a).
Как показано на фиг. 17(a) и (b), в отношении дефекта в виде вогнутой поверхности правая сторона является яркой, и левая сторона является темной, и, таким образом, одномерный профиль яркостной структуры становится характеристическим одномерным профилем, в котором правая сторона имеет форму выступа, и левая сторона имеет форму впадины. Таким образом, в этом варианте выполнения заблаговременно генерируется фильтр Н с правой стороной в форме выступа и левой стороной в форме впадины, и в результате воздействия фильтра Н на изображение, полученное вычитанием, I_diff, что выражается приведенным ниже числовым уравнением (7), генерируется двухмерное изображение I_cont с уменьшенными высокочастотными помехами и только с выделенной яркостной структурой.

На фиг. 18(a) и (b) соответственно показаны двухмерное изображение заблаговременно генерируемого фильтра Н и пример его одномерного профиля в направлении слева направо. На фиг. 19(a) и (b) соответственно показаны изображение, полученное вычитанием, которое было подвергнуто фильтрации с помощью фильтра, показанного на фиг. 18(a) и (b), и его одномерного профиля в направлении слева направо. Как показано на фиг. 19(a) и (b), получено двухмерное изображение с уменьшенными высокочастотными помехами и только с выделенной яркостной структурой.
Если необходимо, заблаговременно могут быть подготовлены фильтры нескольких типов, имеющие различные диапазоны в направлении ширины и пригодные для обнаружения дефектов поверхности с множеством размеров. После выполнения, по необходимости, процесса удаления соединений и изолированных точек в отношении двухмерного изображения с выделенной яркостной структурой, как описано выше, устройство 5 обработки изображений извлекает изображение I_defect участка с возможными дефектами посредством выполнения пороговой обработки. Устройство 5 обработки изображений обнаруживает дефект в виде вогнутой поверхности посредством выполнения процесса, схожего с процессом по первому способу подсчета позиционного соотношения, применительно к изображению I_defect участка с возможными дефектами.
Как выясняется из приведенного выше описания, в процессе обнаружения дефектов поверхности согласно одному из вариантов выполнения настоящего изобретения один и тот же заданный участок контроля освещается осветительными световыми пучками L приблизительно под одним и тем же углом падения в различных направлениях посредством использования двух различимых источников 2а и 2b света, в результате чего получают изображения с помощью отраженных световых пучков от соответствующих осветительных световых пучков L, извлекаются светлый участок и темный участок изображения, полученные посредством выполнения процесса вычитания между полученными изображениями, и определяется наличие или отсутствие дефекта в виде вогнуто-выпуклой поверхности из позиционного соотношения между извлеченными светлым участком и темным участком и направлений освещения осветительных световых пучков L и, таким образом, можно точно различить дефект в виде вогнуто-выпуклой поверхности и окалину или безвредный рисунок.
В этом варианте выполнения, несмотря на то, что распознается левая и правая яркостная структура, поскольку источники света расположены симметрично слева направо, даже если расположения источников света не являются левым и правым и не симметричны в направлении сверху вниз или не симметричны, с помощью схожего процесса можно обнаружить дефект в виде вогнуто-выпуклой поверхности. В частности, когда источники света расположены таким образом, что они симметричны друг другу в направлении сверху вниз, поскольку яркостная структура изменяется с направления слева направо в направление сверху вниз, если яркостная структура поворачивается на 90 градусов, дефект в виде вогнуто-выпуклой поверхности может быть обнаружен посредством схожей обработки.
Кроме того, как показано на фиг. 20, когда источники 2а и 2b света расположены таким образом, что направления освещения осветительными световыми пучками отличаются друг от друга на 90 градусов, если дефект поверхности имеет вогнутую форму, сторона рядом с источником света становится темной, и дальняя сторона от источника света становится светлой, и если дефект поверхности имеет выпуклую форму, сторона рядом с источником света становится светлой, и дальняя сторона от источника света становится темной. В частности, если дефект поверхности имеет вогнутую форму, двухмерное изображение, полученное с помощью осветительного световой пучка от источника 2а света, соответствует изображению на фиг. 21(a), и двухмерное изображение, полученное с помощью осветительного световой пучка от источника 2b света, соответствует изображению на фиг. 21(b). Таким образом, изображение, полученное вычитанием, имеет яркостную структуру с контрастом от левой нижней стороны к верхней правой стороне, как показано на фиг. 21(c). Если яркостная структура поворачивается на 45 градусов, с помощью способа, схожего со способом применительно к яркостной структуре в направлении слева направо, можно обнаружить дефект поверхности, имеющий вогнутую форму. Кроме того, поскольку изображения, полученные вычитанием, множества структур соответственно могут быть получены посредством использования трех и более источников света, точность обнаружения дефектов поверхности может быть повышена в еще большей степени.
Кроме того, в этом варианте выполнения, несмотря на то, что дефект в виде вогнуто-выпуклой поверхности обнаруживается для случая, когда осветительные световые пучки испускаются в направлениях, симметричных относительно нормальной линии заданного участка контроля, направления освещения осветительных световых пучков необязательно должны быть симметричными. Кроме того, процесс обнаружения дефектов поверхности по этому варианту выполнения может применяться на производственных линиях, в общем, для контроля стальных материалов независимо от того, являются они горячими или холодными.
Пример
В этом примере процесс обнаружения дефекта поверхности, использующий первый вышеописанный способ подсчета позиционного соотношения, применялся в отношении заданного участка контроля, где было образовано углубление, и неповрежденного заданного участка контроля, где не было образовано углубление. В этом примере в качестве величин характерной особенности были подсчитаны соотношение освещенностей, соотношение площадей и круглости яркого участка и темного участка. Круглости представляют собой значения, полученные делением площадей светлого участка и темного участка на квадраты длин их периферий и представлением в нормальной форме, и используются, чтобы определить, являются или нет формы светлого участка и темного участка близкими к круглой форме. Если этот показатель является одинаковым для нескольких дефектов поверхности, маловероятно, что освещенности и площади значительно отличаются друг от друга применительно к левосторонним и правосторонним сигналам, и точность обнаружения дефекта поверхности улучшается посредством оценки баланса между левой и правой сторонами за счет использования соотношения освещенностей и соотношения площадей. Кроме того, поскольку выполняется оценка теней, светлый участок и темный участок вряд ли будут иметь круглую форму, и поскольку они могут быть определены близко к круглой форме по другой причине, круглости были включены в величины характерной особенности. Кроме того, были подсчитаны площади светлого участка и темного участка, и мог быть обнаружен только дефект поверхности площадью не меньше заданного значения. Результаты этого обнаружения представлены на фиг. 22. Как показано на фиг. 22, согласно этому варианту выполнения было подтверждено, что дефект в виде углубления и бездефектный участок, где дефект в виде углубления не был образован, можно отличить друг от друга.
Третий вариант выполнения
Ниже со ссылкой на фиг. 23-26 приводится описание конфигурации и функционирование устройства для обнаружения дефектов поверхности по третьему варианту выполнения настоящего изобретения. Поскольку конфигурация устройства для обнаружения дефектов поверхности по этому варианту выполнения является такой же, как и конфигурации устройств для обнаружения дефектов поверхности по вышеописанным первому и второму вариантам выполнения, в дальнейшем описание конфигурации будет опущено, и будет описано только функционирование устройства для обнаружения дефектов поверхности.
Благодаря выполнению процесса обнаружения дефекта поверхности, описанного ниже, устройство 1 для обнаружения дефектов поверхности по третьему варианту выполнения настоящего изобретения может различать дефект в виде вогнуто-выпуклой поверхности и окалину или безвредный рисунок на заданном участке контроля. Термин «окалина или безвредный рисунок» означает участок толщиной приблизительно от нескольких мкм до нескольких десятков мкм, имеющий характеристики оптических свойств поверхностной пленки или поверхности, отличающиеся от характеристик участка основной стали, что является причиной помех в процессе обнаружения дефектов поверхности.
Процесс обнаружения дефекта поверхности
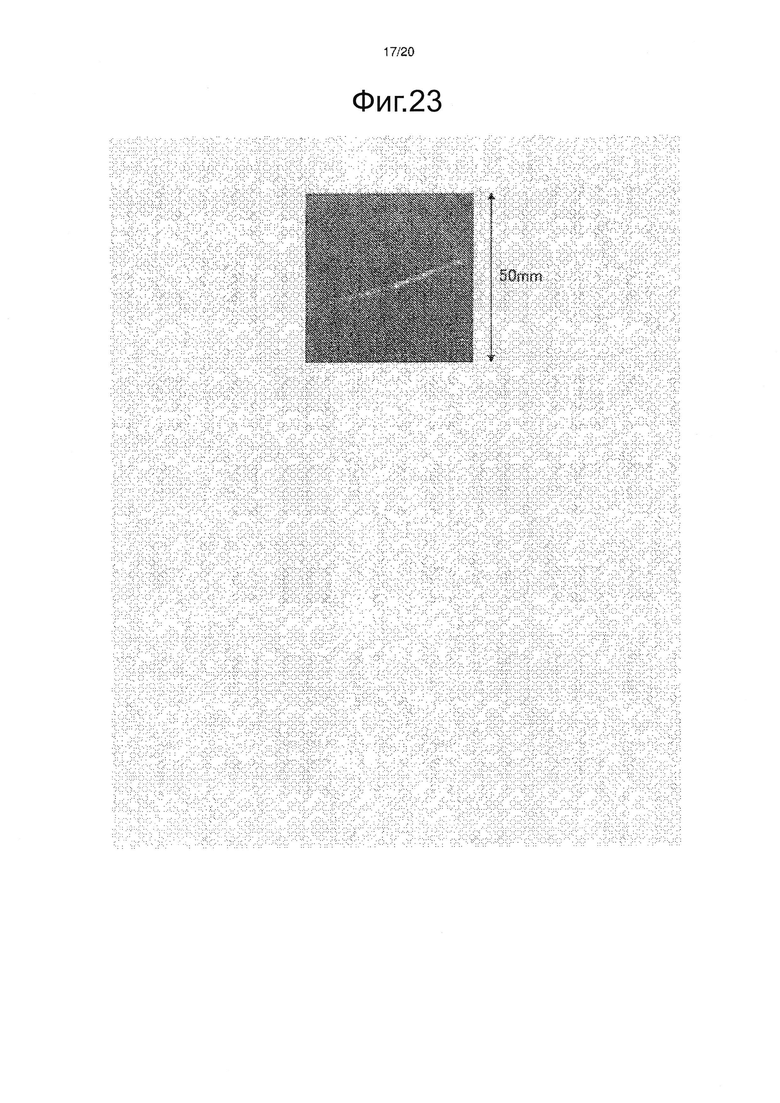
Устройство 1 для обнаружения дефектов поверхности по вышеописанному второму варианту выполнения обнаруживает дефект в виде вогнуто-выпуклой поверхности посредством распознавания яркостной структуры отраженного света. Однако в зависимости от формы и положения дефекта поверхности может отсутствовать возможность генерирования яркостной структуры. В частности, когда направление вектора нормали у поверхности стальной трубы значительно отличается от направления оптической оси зонального датчика, и форма дефекта поверхности является удлиненной, как показано на фиг. 23, светлый участок или темный участок укрыт от поля обзора, и определяется только один из участков, светлый или темный, и, таким образом, отсутствует возможность генерирования яркостной структуры.
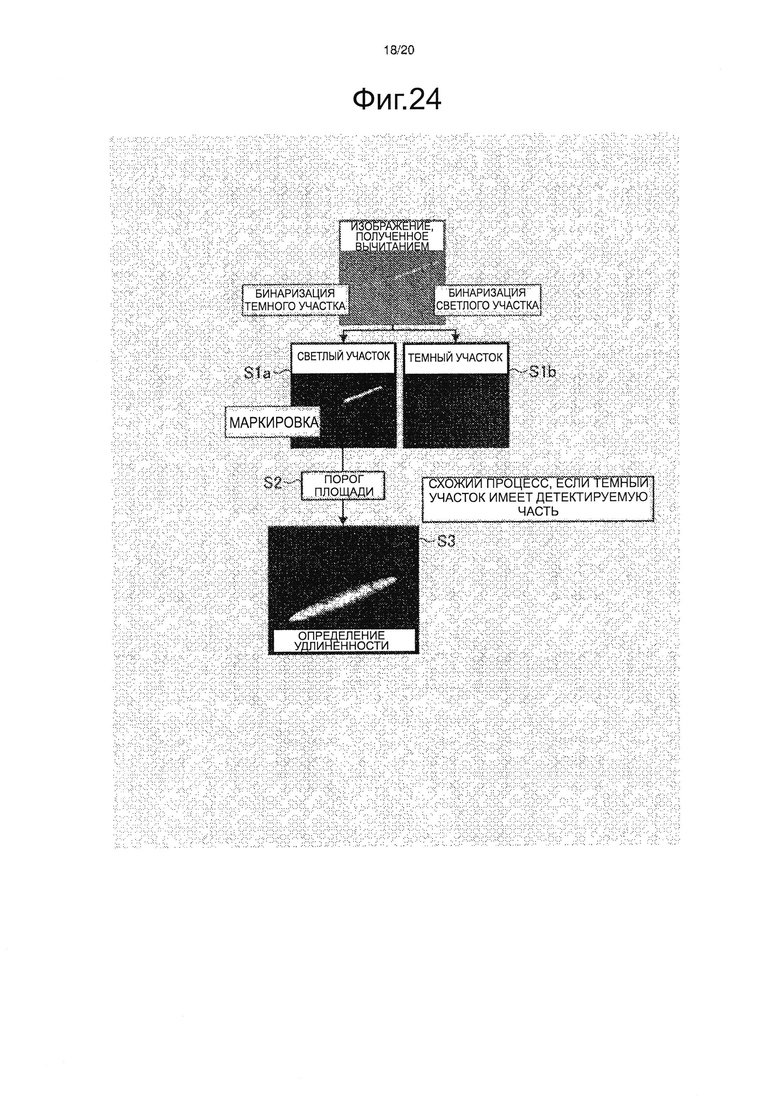
Соответственно, отдельно от логики обнаружения дефекта в виде вогнуто-выпуклой поверхности посредством распознавания яркостной структуры отраженного луча процесс обнаружения дефекта поверхности по одному из вариантов выполнения настоящего изобретения имеет логику обнаружения удлиненного дефекта посредством распознавания формы дефекта поверхности. Упомянутый здесь удлиненный дефект поверхности означает дефект поверхности, имеющий линейную характеристику удлиненной формы. На фиг. 24 показана технологическая схема маршрута процесса обнаружения удлиненного дефекта по варианту выполнения настоящего изобретения. В этом варианте выполнения дефект поверхности, который должен быть обнаружен, представляет собой удлиненный дефект в вогнутой форме, но удлиненный дефект в выпуклой форме также может быть обнаружен с помощью этого процесса обнаружения, если только обнаруживается другой участок из светлого участка и темного участка.
В процессе обнаружения дефекта поверхности по одному из вариантов выполнения настоящего изобретения, прежде всего, после бинаризации изображения, полученного вычитанием, между светлым участком и темным участком с заданным порогом освещенности и, если необходимо, выполнения удаления соединений и изолированных точек устройство 5 обработки изображений выполняет процесс маркировки на изображениях светлого участка и темного участка (этапы S1a и S1b). Далее, устройство 5 обработки изображений извлекает изображения светлого участка и темного участка, имеющие площади не меньше заданного порога, из маркированных обработанных изображений светлого участка и темного участка (этап S2). Затем устройство 5 обработки изображений подсчитывает величину характерной особенности формы дефекта поверхности, которая становится показателем удлиненности, для извлеченных изображений светлого участка и темного участка и на основании подсчитанной величины характерной особенности формы дефекта поверхности обнаруживает удлиненный дефект (этап S3).
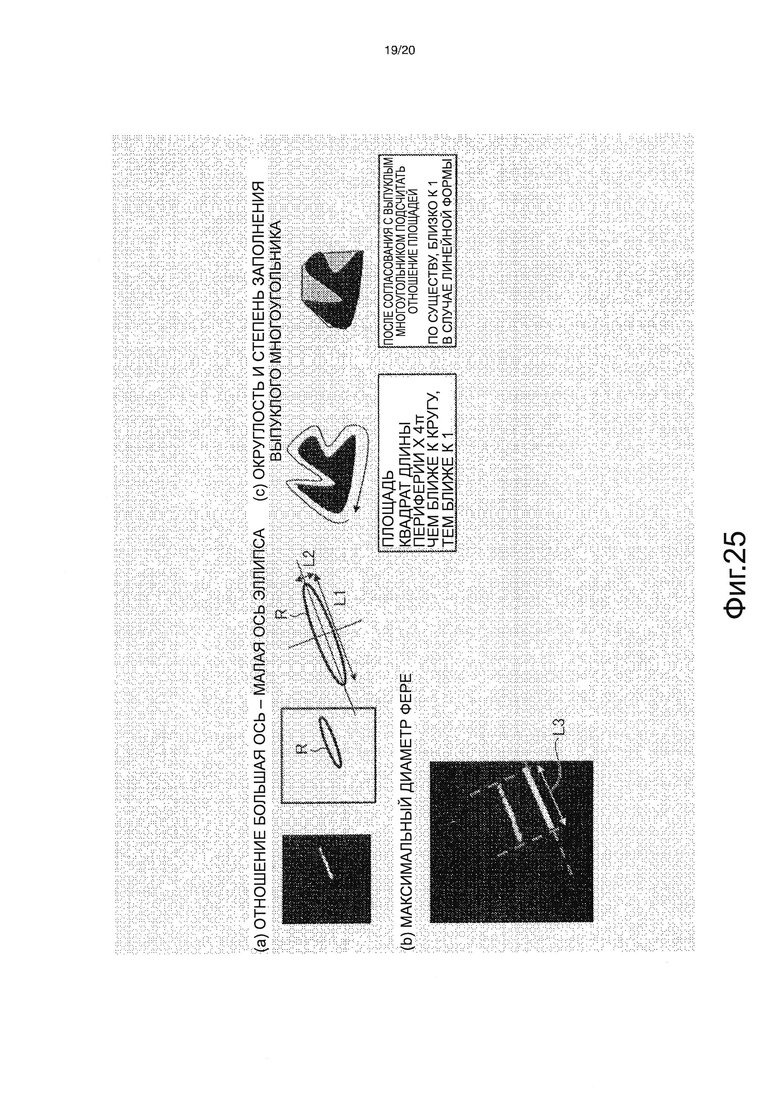
Примеры величин характерной особенности формы дефекта поверхности, при этом указанные величины характерной особенности формы становятся показателями удлиненности, включают в себя соотношение большая ось - малая ось эллипса, максимальный диаметр Фере, круглость и степень заполнения выпуклого многоугольника. В частности, если соотношение большая ось - малая ось подсчитывается как величина характерной особенности формы, как показано на фиг. 25(a), прежде всего, устройство 5 обработки изображений согласовывает эллипс R с изображением светлого участка или темного участка. Способы согласования эллипса с изображением включают в себя, по меньшей мере, метод измерения площадей по квадратам, метод обнаружения второго момента и т.п., но с учетом времени подсчета метод обнаружения второго момента имеет большее применение. Устройство 5 обработки изображений подсчитывает длины большой оси L1 и малой оси L2 согласованного эллипса R и определяет соотношение между рассчитанными большой осью L1 и малой осью L2 в качестве величины характерной особенности формы.
Диаметр Фере представляет собой, как показано на фиг. 25(b), длину L3, полученную посредством одномерного ортографического проецирования изображения светлого участка или темного участка. Если максимальный диаметр Фере подсчитывается в качестве величины характерной особенности формы, прежде всего, устройство 5 обработки изображений подсчитывает в качестве максимального диаметра Фере Максимальное значение длины ортографической проекции при вращении изображения светлого участка или темного участка на 180 градусов. Далее устройство 5 обработки изображений определяет в качестве величины характерной особенности формы соотношение между диаметром Фере в направлении, ортогональном к месту, для которого был подсчитан максимальный диаметр Фере, и максимальным диаметром Фере.
Кроме того, как показано на фиг. 25 (с), круглость означает значение, нормализованное таким образом, что чем ближе форма светлого участка или темного участка к кругу, тем ближе к 1 становится значение, полученное посредством деления площади светлого участка или темного участка на квадрат длины контура светлого участка или темного участка. Кроме того, степень заполнения выпуклого многоугольника означает отношение площади светлого участка или темного участка к площади многоугольника, описанного вокруг светлого участка или темного участка, и чем более линейным является светлый участок или темный участок, тем ближе к 1 становится это значение. Таким образом, если круглость светлого участка или темного участка низкая и степень заполнения выпуклого многоугольника, наоборот, высокая, можно определить, что форма светлого участка или темного участка является удлиненной.
Если удлиненный дефект обнаруживается с учетом не только величины характерной особенности формы дефекта поверхности, но и также и направления дефекта поверхности, например, вертикального направления, горизонтального направления или диагонального направления, может быть повышена точность обнаружения удлиненного дефекта. Например, направление дефекта поверхности может быть проверено посредством обнаружения: направления, в котором ориентирована большая ось, если отношение большая ось - малая ось подсчитано как величина характерной особенности формы дефекта поверхности; и угла вращения изображения светлого участка или темного участка после получения максимального диаметра Фере, если максимальный диаметр Фере подсчитывается как величина характерной особенности формы дефекта поверхности. Кроме того, несмотря на то, что подробная информация будет опущена, посредством воздействия на изображение линейного фильтра, придающего конкретное направление, также может быть проверено направление дефекта поверхности.
Кроме того, в этом варианте выполнения источники света расположены симметрично слева и справа относительно вектора нормали к стальной трубе, но даже если положения источников света расположены несимметрично относительно вектора нормали к стальной трубе и несимметрично в направлении сверху вниз или несимметрично, как показано, например, на фиг. 20, удлиненный дефект может быть обнаружен с помощью схожего процесса обнаружения. Кроме того, несмотря на то, что окалина или безвредный рисунок являются плоскими и даже если изменяется направление падения осветительного световой пучка, окалина или безвредный рисунок будут выглядеть также; при изменении падающего световой пучка осветительного световой пучка удлиненный дефект выглядит иначе, и, таким образом, удлиненный дефект может быть обнаружен с помощью вышеописанной логики. Кроме того, поскольку изображения, полученные вычитанием, множества структур могут быть получены, соответственно, посредством использования трех или более источников света, может быть дополнительно повышена точность обнаружения удлиненного дефекта.
Как выясняется из приведенного выше описания, в процессе обнаружения дефектов поверхности согласно одному из вариантов выполнения настоящего изобретения один и тот же заданный участок контроля освещается осветительными световыми пучками L приблизительно под одним и тем же углом падения в различных направлениях посредством использования двух различимых источников 2а и 2b света, в результате чего получают изображения с помощью отраженных световых пучков от соответствующих осветительных световых пучков L, извлекаются светлый участок и темный участок изображения, полученные посредством выполнения процесса вычитания между полученными изображениями, подсчитывается величина характерной особенности формы, которая становится показателем удлиненности извлеченного светлого участка или темного участка, и, таким образом, удлиненный дефект можно точно отличить от окалины или безвредного рисунка.
Пример
В этом примере процесс обнаружения дефекта поверхности по настоящему изобретению применялся в отношении заданного участка контроля, где был образован превышающий допустимые пределы дефект, и бездефектного заданного участка контроля, где не был образован превышающий допустимые пределы дефект. Превышающий допустимые пределы дефект отличается тем, что поверхность дефекта имеет линейную удлиненную форму и направлена наклонно вверх направо относительно направления прокатки. Наличие или отсутствие превышающего допустимые пределы дефекта было определено посредством подсчета отношения большая ось - малая ось и угла большой оси в качестве величин характерной особенности формы дефекта поверхности и сравнения подсчитанных отношения большая ось - малая ось и угла большой оси с заданными порогами. Результаты этого обнаружения показаны на фиг. 26. Как показано на фиг. 26, согласно процессу обнаружения дефекта поверхности по настоящему изобретению было подтверждено, что превышающий допустимый предел дефект и бездефектный участок, где превышающий допустимый предел дефект не образован, можно точно отличить друг от друга.
Варианты выполнения, к которым относится изобретение авторов, описаны выше, но настоящее изобретение не ограничивается описанием и чертежами, составляющими часть раскрытия настоящего изобретения посредством этих вариантов выполнения. Другими словами, любые другие варианты выполнения, демонстрационные примеры, способы использования и т.п., внедренные специалистами в этой области и т.п. на основании этих вариантов выполнения, входят в объем настоящего изобретения.
Промышленная применимость
По настоящему изобретению могут быть предложены способ обнаружения дефектов поверхности и устройство для обнаружения дефектов поверхности, которые позволяют точно отличить дефект поверхности от окалины или безвредного рисунка.
Перечень ссылочных позиций
1 - устройство для обнаружения дефектов поверхности;
2а, 2b - источник света;
3 - функциональный генератор;
4а, 4b - зональный датчик;
5 - устройство обработки изображений;
6 - монитор;
L - осветительный световой пучок;
Р - стальная труба
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ, УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ, СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МАТЕРИАЛОВ, СПОСОБ УПРАВЛЕНИЯ КАЧЕСТВОМ СТАЛЬНОГО МАТЕРИАЛА, УСТАНОВКА ПО ПРОИЗВОДСТВУ СТАЛЬНЫХ МАТЕРИАЛОВ, СПОСОБ ГЕНЕРАЦИИ МОДЕЛЕЙ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ И МОДЕЛЬ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ | 2019 |
|
RU2764644C1 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ НА ПОВЕРХНОСТИ ГОРЛОВИНЫ ЕМКОСТИ | 2005 |
|
RU2397477C2 |
| СПОСОБ ОБНАРУЖЕНИЯ СКОПЛЕНИЙ БИОЛОГИЧЕСКИХ ЧАСТИЦ | 2011 |
|
RU2604794C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2604109C2 |
| СПОСОБ И УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ НА ПОВЕРХНОСТИ ШИН | 2016 |
|
RU2657648C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ЦИЛИНДРИЧЕСКИХ ОБЪЕКТОВ | 2006 |
|
RU2323492C2 |
| СПОСОБ КОНТРОЛЯ ПОВЕРХНОСТИ | 2015 |
|
RU2621469C1 |
| Устройство для обнаружения дефектов цилиндрической поверхности | 1982 |
|
SU1062734A1 |
| Устройство для обнаружения дефектов поверхностей | 1991 |
|
SU1800332A1 |
| СПОСОБ КОНТРОЛЯ РЕЛЬЕФА ПОВЕРХНОСТИ | 2007 |
|
RU2368869C2 |
Группа изобретений относится к способу и устройству обнаружения дефектов поверхности стального материала. Способ оптического обнаружения дефекта поверхности стального материала содержит этап освещения заданного участка контроля осветительными световыми пучками с различными направлениями излучения с использованием двух или более различных источников света. Этап обнаружения, на котором получают изображения с помощью отраженных световых пучков, соответствующих указанным осветительным световым пучкам, и дефект поверхности на заданном участке контроля обнаруживают посредством выполнения процесса вычитания между полученными изображениями. Устройство обнаружения дефекта поверхности стального материала содержит узел освещения заданного участка контроля осветительными световыми пучками, узел обнаружения, выполненный с возможностью получения изображений с помощью отраженных световых пучков и обнаружения дефекта поверхности на заданном участке контроля посредством выполнения процесса вычитания между полученными изображениями. Технический результат заключается в обеспечении высокой отличительной точности окалины или безвредного рисунка от дефекта поверхности. 2 н. и 19 з.п. ф-лы, 26 ил.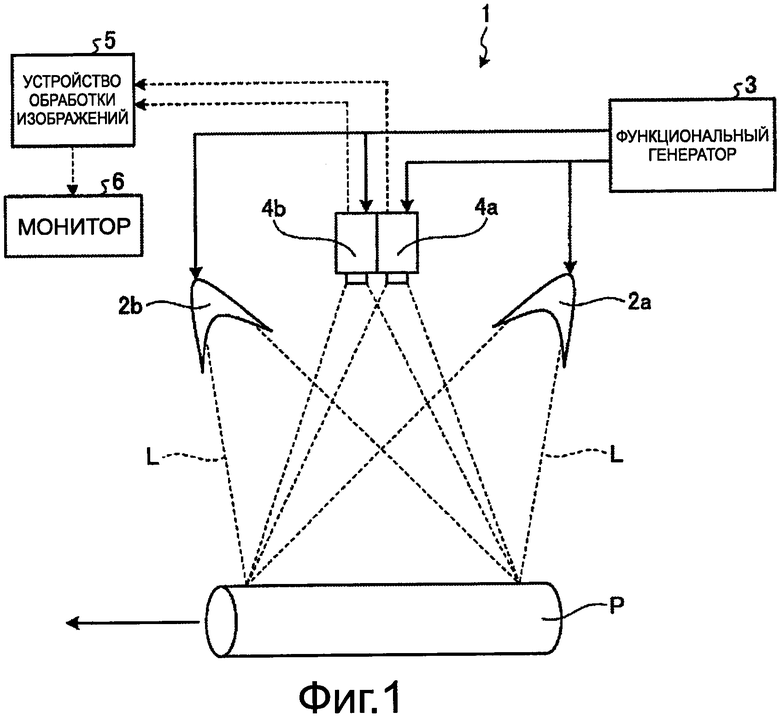
1. Способ обнаружения дефекта поверхности для оптического обнаружения дефекта поверхности стального материала, содержащий:
этап освещения, на котором освещают заданный участок контроля осветительными световыми пучками с различными направлениями излучения, используя два или более различающихся источников света; и
этап обнаружения, на котором получают изображения с помощью отраженных световых пучков, соответствующих указанным осветительным световым пучкам, и обнаруживают дефект поверхности на заданном участке контроля посредством выполнения процесса вычитания между полученными изображениями.
2. Способ обнаружения дефекта поверхности по п. 1, в котором
на этапе освещения выполняют освещение осветительными световыми пучками с помощью двух или более источников прерывистого света, которые многократно излучают свет таким образом, чтобы их периоды испускания света не перекрывали друг друга, и/или
на этапе освещения одновременно направляют осветительные световые пучки от двух или более источников света, имеющих области длины волн, которые не перекрывают друг друга, и
на этапе обнаружения получают изображения с помощью отраженных световых пучков, соответствующих указанным осветительным световым пучкам, посредством разделения отраженных световых пучков, соответствующих указанным осветительным световым пучкам, которые смешаны друг с другом, используя фильтры, которые пропускают световые пучки, имеющие длины волн, которые являются такими же, как длины волн указанных осветительных световых пучков.
3. Способ обнаружения дефекта поверхности по п. 1, в котором на этапе обнаружения регулируют, используя полупрозрачное зеркало, светоделительную пластину и призму, оптические оси нескольких устройств формирования изображения, которые обеспечивают получение изображений с помощью отраженных световых пучков, соответствующих указанным осветительным световым пучкам, так чтобы оптические оси были соосными друг с другом.
4. Способ обнаружения дефекта поверхности по п. 2, в котором на этапе обнаружения регулируют, используя полупрозрачное зеркало, светоделительную пластину и призму, оптические оси нескольких устройств формирования изображения, которые обеспечивают получение изображений с помощью отраженных световых пучков, соответствующих указанным осветительным световым пучкам, так чтобы оптические оси были соосными друг с другом.
5. Способ обнаружения дефекта поверхности по п. 1, в котором этап обнаружения включает в себя первый этап определения, на котором извлекают светлый участок и темный участок изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, и определяют наличие или отсутствие дефекта в виде вогнуто-выпуклой поверхности, исходя из направлений излучения осветительных световых пучков и позиционного соотношения между извлеченными светлым участком и темным участком.
6. Способ обнаружения дефекта поверхности по п. 2, в котором этап обнаружения включает в себя первый этап определения, на котором извлекают светлый участок и темный участок изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, и определяют наличие или отсутствие дефекта в виде вогнуто-выпуклой поверхности, исходя из направлений излучения осветительных световых пучков и позиционного соотношения между извлеченными светлым участком и темным участком.
7. Способ обнаружения дефекта поверхности по п. 3, в котором этап обнаружения включает в себя первый этап определения, на котором извлекают светлый участок и темный участок изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, и определяют наличие или отсутствие дефекта в виде вогнуто-выпуклой поверхности, исходя из направлений излучения осветительных световых пучков и позиционного соотношения между извлеченными светлым участком и темным участком.
8. Способ обнаружения дефекта поверхности по п. 4, в котором этап обнаружения включает в себя первый этап определения, на котором извлекают светлый участок и темный участок изображения, полученного посредством выполнения процесса вычитания между полученными изображениями, и определяют наличие или отсутствие дефекта в виде вогнуто-выпуклой поверхности, исходя из направлений излучения осветительных световых пучков и позиционного соотношения между извлеченными светлым участком и темным участком.
9. Способ обнаружения дефекта поверхности по п. 5, в котором на первом этапе определения выполняют процесс расширения в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством извлечения перекрывающегося участка между изображениями светлого участка и темного участка, которые были подвергнуты процессу расширения.
10. Способ обнаружения дефекта поверхности по п. 6, в котором на первом этапе определения выполняют процесс расширения в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством извлечения перекрывающегося участка между изображениями светлого участка и темного участка, которые были подвергнуты процессу расширения.
11. Способ обнаружения дефекта поверхности по п. 7, в котором на первом этапе определения выполняют процесс расширения в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством извлечения перекрывающегося участка между изображениями светлого участка и темного участка, которые были подвергнуты процессу расширения.
12. Способ обнаружения дефекта поверхности по п. 8, в котором на первом этапе определения выполняют процесс расширения в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством извлечения перекрывающегося участка между изображениями светлого участка и темного участка, которые были подвергнуты процессу расширения.
13. Способ обнаружения дефекта поверхности по п. 5, в котором на первом этапе определения выполняют процесс бинаризации и процесс маркировки в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством сравнения положений центров тяжести изображений, которые были подвергнуты процессу маркировки.
14. Способ обнаружения дефекта поверхности по п. 6, в котором на первом этапе определения выполняют процесс бинаризации и процесс маркировки в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством сравнения положений центров тяжести изображений, которые были подвергнуты процессу маркировки.
15. Способ обнаружения дефекта поверхности по п. 7, в котором на первом этапе определения выполняют процесс бинаризации и процесс маркировки в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством сравнения положений центров тяжести изображений, которые были подвергнуты процессу маркировки.
16. Способ обнаружения дефекта поверхности по п. 8, в котором на первом этапе определения выполняют процесс бинаризации и процесс маркировки в отношении изображений светлого участка и темного участка и вычисляют позиционное соотношение между светлым участком и темным участком посредством сравнения положений центров тяжести изображений, которые были подвергнуты процессу маркировки.
17. Способ обнаружения дефекта поверхности по любому из пп. 1-16, в котором этап обнаружения включает в себя второй этап определения, на котором получают изображения с помощью отраженных световых пучков, соответствующих указанным осветительным световым пучкам, извлекают светлый участок и темный участок изображения, полученный посредством выполнения процесса вычитания между полученными изображениями, вычисляют величину характерной особенности формы, которая становится показателем удлиненности извлеченных светлого участка и темного участка, и определяют на основании вычисленной величины характерной особенности наличие или отсутствие удлиненного дефекта.
18. Способ обнаружения дефекта поверхности по п. 17, в котором на втором этапе определения определяют наличие или отсутствие удлиненного дефекта на основании, помимо величины характерной особенности формы, направления светлого участка и темного участка.
19. Устройство обнаружения дефектов поверхности для оптического обнаружения дефекта поверхности стального материала, содержащее:
узел освещения, выполненный с возможностью освещения заданного участка контроля осветительными световыми пучками с различными направлениями падения, используя два или более различающихся источников света; и
узел обнаружения, выполненный с возможностью получения изображений с помощью отраженных световых пучков, соответствующих указанным осветительным световым пучкам, и обнаружения дефекта поверхности на заданном участке контроля посредством выполнения процесса вычитания между полученными изображениями.
20. Устройство обнаружения дефектов поверхности по п. 19, в котором
узел обнаружения выполнен с возможностью извлечения светлого участка и темного участка изображения, полученного посредством выполнения процесса вычитания, и определения наличия или отсутствия дефекта в виде вогнуто-выпуклой поверхности, исходя из направлений излучения осветительных световых пучков и позиционного соотношения между извлеченными светлым участком и темным участком.
21. Устройство обнаружения дефектов поверхности по п. 19, в котором
узел обнаружения выполнен с возможностью извлечения светлого участка и темного участка изображения, полученного посредством выполнения процесса вычитания, с возможностью получения величины характерной особенности формы, которая становится показателем удлиненности извлеченных светлого участка и темного участка, и определения, на основании вычисленной величины характерной особенности, наличия или отсутствия удлиненного дефекта.
| US 8179524 B2, 15.05.2012 | |||
| US 7573586 B1, 11.08.2009 | |||
| US 20090196489 A1, 06.08.2009 | |||
| JP 2007218889 A, 30.08.2007 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВЫСОКОСКОРОСТНОЙ ДЕФЕКТОСКОПИИ ОТРАЖАЮЩЕГО МАТЕРИАЛА | 2000 |
|
RU2243540C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ | 2000 |
|
RU2165612C1 |

