Изобретение относится к теплообменным системам и может быть использовано при изготовлении коллектора, предназначенного для осевого вентилятора.
В промышленности коллектор вентилятора изготавливается приваркой заготовленных стоек и обечайки к коллектору и, поскольку неизбежно возникают поводки, невозможно оцинковать изделие, качество его оставляет желать лучшего.
Известно изобретение ЦЕНТОБЕЖНЫЙ ВЕНТИЛЯТОР - Патент РФ №2390657, которое относится к области вентиляторостроения, в частности к центробежным вентиляторам, и позволяет при его использовании регулировать режим работы и эффективно устранять отрывное вихреобразование в зоне покрывного диска рабочего колеса вентилятора. Указанный технический результат достигается в центробежном вентиляторе, содержащем корпус, установленное в его полости рабочее колесо с телескопическим входным патрубком, состоящим из неподвижно закрепленного кольцевого направляющего элемента и подвижного патрубка, которые образуют кольцевой канал с обечайкой, установленной снаружи подвижного патрубка и жестко связанной с ним с помощью спиц с обеспечением их совместного осевого перемещения, причем подвижный патрубок выполнен телескопическим и имеет прямолинейную образующую, подвижную обечайку и тороидальный выходной участок, обечайка установлена в кольцевом канале и имеет входной тороидальный коллектор, выполненный из внутренней и внешней частей с возможностью осевого перемещения во входной коробке (1).
Известно изобретение ВЕНТИЛЯТОРНЫЙ БЛОК СО СВОБОДНЫМ РАДИАЛЬНЫМ РАБОЧИМ КОЛЕСОМ - Патент РФ №2429386, которое относится к вентиляторным блокам со свободным радиальным рабочим колесом, предназначенным для использования преимущественно в канальных вентиляторах. Технический результат: увеличение производительности при повышении статического давления и снижении уровня шума. Вентиляторный блок содержит радиальное рабочее колесо 1, включающее передний 3 и основной 4 диски, установленные между ними загнутые назад лопатки 5 с предкрылками 24 и входной коллектор 2, содержащий сужающийся входной 12, выходной 13 участки и расположенный между ними дополнительный участок 16 с поверхностью малой кривизны и длиной Lцк не менее 0,04 диаметра D рабочего колеса 1. Передний диск 3 и выходной участок 13 коллектора 2 расположены с образованием кольцевого зазора 15, перед которым установлены пластины 18. В проекции на плоскость, перпендикулярную оси 6 рабочего колеса 1, прямая, соединяющая ось 6 и носок 27 предкрылка 24, не выходит за пределы ±0,05 углового межлопаточного шага t лопаток 5 относительно прямой, соединяющей ось 6 и точку 29 примыкания к переднему диску 3 (2).
Известно изобретение ВЕНТИЛЯТОРНАЯ ГРАДИРНЯ КОЧЕТОВА - Патент РФ №2418250, которое относится к контактным охладителям, в частности к градирням, и может быть использовано на тепловых электрических станциях для охлаждения оборотной воды. Вентиляторная градирня содержит корпус, разбрызгивающее устройство, бак для сбора жидкости и вентилятор, корпус состоит из двух частей - верхней части, включающей ороситель и каплеотделитель, между которыми расположен коллектор разбрызгивающего устройства с цельнофакельными форсунками, и нижней части, в которой расположен бак-водосборник для сбора охлаждаемой воды с установленным на нем вентилятором, причем корпус изготовлен из тонколистовой нержавеющей стали, а в баке-водосборнике имеется диффузор, который представляет собой часть корпуса и соединен с вентилятором, выполненным с пластиковым рабочим колесом и многоскоростным электродвигателем, позволяющим в процессе работы, в зависимости от погодных условий, изменять производительность градирни за счет изменения расхода воздуха, а ороситель содержит сложенные слоями параллельно друг другу трубчатые элементы из термопластичного материала с решетчатой стенкой, причем по торцам трубчатые элементы сварены между собой, трубчатые элементы выполнены с треугольным поперечным сечением и между каждым слоем трубчатых элементов поперек трубчатых элементов вдоль каждого их торца проложена полоса из термопластичного материала, сваренная с трубчатыми элементами в местах их соприкосновения с полосой, причем в процессе сварки оплавляют торцевые участки трубчатых элементов и проложенных между ними полос и формируют в процессе оплавления монолитные торцевые стенки блока, причем полости каждого из трубчатых элементов и межтрубное пространство заполнено полыми полимерными шарами, причем диаметр шаров на 5-10% больше максимального размера ячейки решетчатой стенки трубчатых элементов. Технический результат - повышение производительности работы градирни (3).
Известно также изобретение КОМБИНИРОВАННАЯ ГРАДИРНЯ С РАЦИОНАЛЬНОЙ СИСТЕМОЙ ОБОРОТНОГО ВОДОСНАБЖЕНИЯ - Патент РФ №2445563, которое относится к теплоэнергетике, в частности к теплообменным аппаратам, и может быть использовано в системах оборотного водоснабжения тепловых электростанций и промышленных предприятий, где применяются башенные и/или вентиляторные градирни. Комбинированная градирня содержит корпус, в нижней части которого расположена водосборная ванна, выполненная по форме корпуса из водосборных щитов, а над ванной установлено устройство для забора воздуха, выполненное в виде жалюзийных решеток, расположенных по периметру корпуса, при этом в верхней части корпуса градирни установлен корпус осевого вентилятора, выполненный из стеклопластика и включающий в себя конфузор, расположенный над каплеуловителем, соосно корпусу градирни, и жестко соединенный с ним, причем с конфузором соосно соединены цилиндрическая часть, внутри которой размещено с зазором рабочее колесо вентилятора, и диффузор, в котором закреплены, по крайней мере, три регулируемые растяжки для установки вентилятора со встроенным электродвигателем, при этом в средней части корпуса градирни расположена водораспределительная система с коллекторами переменного сечения и закрепленными на них форсунками, разбрызгивающими воду над оросительным устройством, фиксируемым в корпусе посредством ребер жесткости, система оборотного водоснабжения имеет раздельные гидравлические контуры приготовления и потребления воды, при этом в нижней части корпуса градирен располагают, по крайней мере, два бака для сбора воды, которые соединяют между собой компенсационной трубой, обеспечивая гидравлическую независимость контуров приготовления рабочей воды и ее потребления, при этом один бак соединяют с насосом, который подает охлажденную в градирне воду потребителю, которая снова поступает через вентиль по трубопроводу во второй бак, из которого нагретую воду насосом через фильтр и вентиль подают по трубопроводу в коллектор с форсунками, размещенными в верхней части корпуса градирни, а на участке между фильтром и вентилем устанавливают систему контроля гидравлического сопротивления фильтра, состоящую из манометра и вентиля. Изобретение позволяет повысить эффективность использования вторичных энергоресурсов путем увеличении величины активной области градирни без увеличения аэродинамического сопротивления (4).
Однако вышеописанные конструкции коллекторов недостаточно обеспечивают спрямление потока воздуха, что отражается на эффективности КПД. Предложенный коллектор предназначен для работы осевого вентилятора, позволяет избежать деформации и поводок при сборке секторов коллектора и их последующем горячем оцинковании.
Задачей предлагаемого решения является промышленное изготовление коллектора вентилятора улучшенного качества, технический результат - долговечность изделия за счет точного раскроя заготовки коллектора и обечайки с возможностью горячего оцинкования изделия.
Предложен коллектор вентилятора, включающий заготовку коллектора со стойками и обечайку, характеризующийся тем, что заготовка коллектора состоит из "n" секторов, имеющих металлический каркас, состоящий из фланца сегмента радиуса, соединительного фланца, стойки ребра жесткости, скрепленных между собой с помощью сварки, каждый сектор изготавливают с пазами Т-образной формы, соответствующую заготовку обечайки изготавливают с ответными шипами, входящими в пазы сектора, при этом осуществляется сборка сектора заготовки коллектора с заготовкой обечайки и торцами стоек и сварка указанных составляющих в точках пазов Т-образной формы перед операцией горячего оцинкования.
Способ изготовления коллектора вентилятора, включающий сварку заготовки коллектора со стойками и обечайкой, характеризующийся тем, что с помощью лазера осуществляют раскрой "n" секторов заготовок коллектора и обечайки и стоек, получают пазы Т-образной формы в каждом секторов заготовки коллектора и ответные шипы в заготовке обечайки, собирают указанные составляющие путем их стыковки в пазах Т-образной формы, сваривают составляющие в точках стыковки, собирают сваренные указанные секторы в окружность коллектора вентилятора путем их соединения друг с другом, например, болтами, и проводят операцию горячего оцинкования коллектора вентилятора.
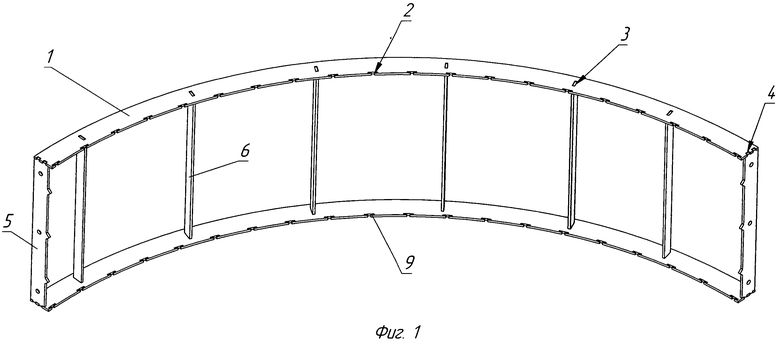
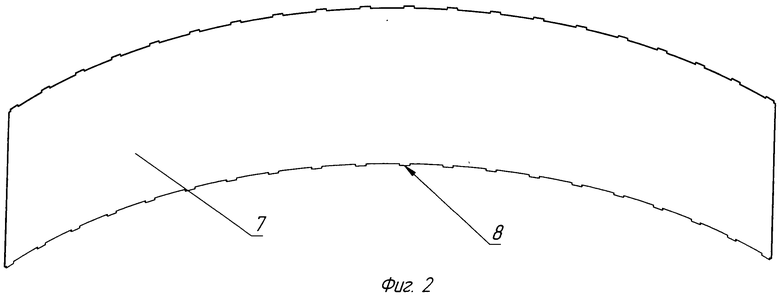
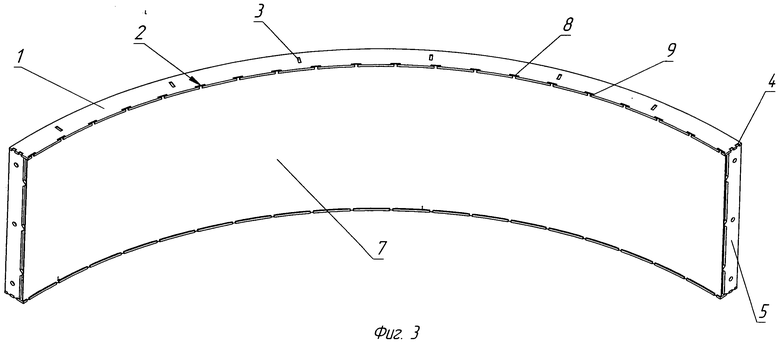
Коллектор вентилятора показан на фигурах: фиг.1 - заготовка коллектора, фиг.2 - заготовка обечайки, фиг.3 - сектор коллектора, фиг.4 - коллектор в сборе.
Цифрами на фигурах обозначены: 1 - фланец сегмента радиуса, 2 - паз Т-образной формы крепления обечайки, 3 - паз крепления стойки ребра жесткости, 4 - паз крепления соединительного фланца каркаса, 5 - соединительный фланец, 6 - стойка ребра жесткости, 7 - обечайка, 8 - шип обечайки, 9 - усики в пазу сектора, служащие для фиксации обечайки, 10 - сектор коллектора.
Необходимость разработки разборного коллектора возникла в результате применения вентиляторов диаметром более 1,5 м в целях удобства перевозки и монтажа. Отличительной особенностью представленной разработки является точность сборки, что обеспечивает необходимые параметры зазора между лопастями вентилятора и корпусом коллектора.
Для обеспечения точности сборки детали коллектора 1, 5, 6, 7 изготавливаются с помощью лазерной резки стального листа.
Конструкция коллектора представляет собой металлический корпус цилиндрической формы, разделенный на сектора 10, скрепленные между собой, например, с помощью болтов. Крепление может быть сваркой, клепкой и т.п. методами.
Сектора коллектора имеют металлический каркас, состоящий из деталей 1, 5, 6, скрепленных между собой с помощью сварки (электродуговой или полуавтоматической), и обечайку 7, скрепленную с каркасом при помощи шипов 8, входящих в пазы 2 фланцев 1. Способ соединения обечайки 7 с фланцами 1 каркаса позволяет избежать деформации и поводок при сборке секторов коллектора и их последующем горячем оцинковании. Горячее оцинкование металлического коллектора обеспечивает его устойчивость к коррозии, что повышает его долговечность.
Источники информации
1. Патент на изобретение РФ №2390657, опубликовано 27.05.2010, МПК F04D 17/08.
2. Патент на изобретение РФ №2429386, опубликовано 20.09.2011, МПК F04D 29/42.
3. Патент на изобретение РФ №2418250, опубликовано 10.05.2011, МПК F28C 1/02, F28F 25/08.
4. Патент на изобретение РФ №2445563, опубликовано 20.03.2012, МПК F28C 1/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| Газотурбинный двигатель, содержащий вентилятор и компрессор | 2016 |
|
RU2625078C1 |
| ВЕНТИЛЯТОР ДЛЯ ГРАДИРНИ | 1996 |
|
RU2123139C1 |
| Корпус вентилятора градирни | 2024 |
|
RU2825587C1 |
| ВЕНТИЛЯТОРНАЯ ГРАДИРНЯ | 2006 |
|
RU2350868C2 |
| ВЕНТИЛЯТОР ДЛЯ ГРАДИРНИ | 2001 |
|
RU2218532C2 |
| Водоохлаждающий блок системы оборотного водоснабжения | 2016 |
|
RU2635727C1 |
| ВЕНТИЛЯТОР ГРАДИРНИ | 2006 |
|
RU2350867C2 |
| ДИФФУЗОР ВЕНТИЛЯТОРНОЙ ГРАДИРНИ | 2006 |
|
RU2350869C2 |
| ВЕНТИЛЯТОРНАЯ ГРАДИРНЯ | 2015 |
|
RU2610630C1 |
| КОНСТРУКТИВНЫЙ КАРКАС ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2009 |
|
RU2506437C2 |
Изобретение относится к коллектору вентилятора и способу его изготовлении. С помощью лазера осуществляют раскрой обечаек, фланцев в виде сегмента окружности, соединительных фланцев и стоек в виде ребер жесткости. Фланцы и стойки выполняют с пазами Т-образной формы, а обечайки - с ответными шипами. Фланцы в виде сегмента окружности, соединительные фланцы и стойки в виде ребер жесткости сваривают в металлические каркасы. Каркасы скрепляют с обечайками путем стыковки шипов в пазах Т-образной формы и сварки в точках стыковки с образованием секторов. Затем осуществляют операцию горячего оцинкования полученной конструкции. Технический результат заключается в повышении долговечности изделия за счет точного раскроя заготовки коллектора и обечайки и осуществления горячего оцинкования изделия. 2 н. и 1 з.п. ф-лы, 4 ил.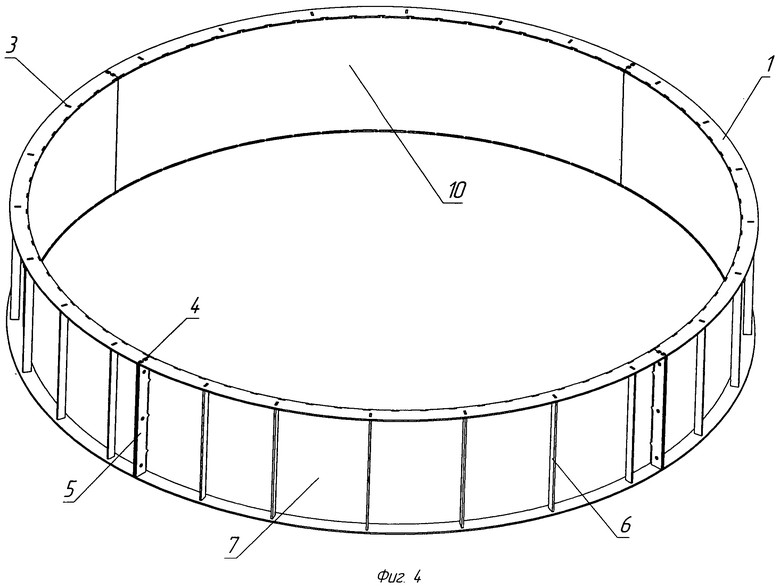
1. Коллектор вентилятора, выполненный в виде цилиндрического корпуса, состоящего из соединенных между собой "n" секторов, отличающийся тем, что каждый сектор корпуса выполнен в виде скрепленных между собой обечайки и металлического каркаса, состоящего из сваренных между собой фланцев в виде сегмента окружности, соединительных фланцев и стоек в виде ребер жесткости, каждый фланец выполнен с пазами Т-образной формы, а обечайка - с ответными шипами, при этом каждый металлический каркас соединен с обечайкой посредством шипов, размещенных в упомянутых пазах фланцев, причем коллектор выполнен оцинкованным.
2. Коллектор по п.1, отличающийся тем, что пазы сектора имеют фиксирующие усики.
3. Способ изготовления коллектора вентилятора по п.1, характеризующийся тем, что с помощью лазера осуществляют раскрой обечаек, фланцев в виде сегмента окружности, соединительных фланцев и стоек в виде ребер жесткости, при этом фланцы и стойки выполняют с пазами Т-образной формы, а обечайки - с ответными шипами, при этом фланцы в виде сегмента окружности, соединительные фланцы и стойки в виде ребер жесткости сваривают в металлические каркасы, которые скрепляют с обечайками путем стыковки шипов в пазах Т-образной формы и сварки в точках стыковки с образованием секторов, и затем осуществляют операцию горячего оцинкования.
| КОМБИНИРОВАННАЯ ГРАДИРНЯ С РАЦИОНАЛЬНОЙ СИСТЕМОЙ ОБОРОТНОГО ВОДОСНАБЖЕНИЯ | 2011 |
|
RU2445563C1 |
| Сушилка для рафинада | 1950 |
|
SU87477A1 |
| АППАРАТ ВОЗДУШНОГО ОХЛАЖДЕНИЯ С ВНЕШНЕЙ РЕЦИРКУЛЯЦИЕЙ ВОЗДУХА | 1999 |
|
RU2166717C1 |
| Звездообразный двухтактный двигатель внутреннего горения с поршневыми продувочными насосами | 1936 |
|
SU54112A1 |
| RU61813U1 ,10.03 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Центробежный вентилятор | 1974 |
|
SU533756A1 |
| КАНАЛЬНЫЙ ВЕНТИЛЯТОР (ВАРИАНТЫ) | 2005 |
|
RU2287091C1 |
| Устройство для ослабления поля электродвигателя постоянного тока | 1985 |
|
SU1356168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНЗИСТОРНЫХ СТРУКТУР | 1986 |
|
SU1369592A2 |

