Настоящее изобретение в общем имеет отношение к созданию установки для разливки жидкого металла, а в частности к созданию кожуха ковша, который может быть введен в такую установку.
Кожух ковша представляет собой трубу, имеющую канал, который идет главным образом вдоль оси. Канал позволяет жидкому металлу из металлургического резервуара, такого как ковш, проходить в разливочное устройство. Такую трубу вводят в установку таким образом, что ось канала является вертикальной и верхний конец трубы находится в контакте с расположенным выше по течению элементом установки, в то время как нижний конец погружен в разливочное устройство.
Уже известен кожух ковша, который содержит, на концевом участке кожуха, соответствующем верхнему концу участка канала, металлическую оболочку, окружающую трубчатый корпус, причем эта металлическая оболочка имеет толщину 5 мм или меньше. Такая оболочка, учитывая ее малый размер, служит только для снижения неизбежных допусков на размер, которые возникают при изготовлении кожуха из огнеупорного материала. В частности, такая оболочка совершенно несовместима с рабочими условиями (температура, давление), возникающими при использовании кожуха, так что невозможно предположить использование такой оболочки для удержания или выбора положения кожуха ковша. Эти проблемы дополнительно обостряются при использовании таких кожухов в устройстве для введения кожуха ковша за счет скольжения, так как в этом случае нагрузки (например, растягивающие напряжения) являются еще более локализованными, чем в случае устройства с обычной плотной посадкой.
Ранее введения кожуха в установку, концевой участок кожуха может быть введен в разъемный каркас придания жесткости (см., например, WO A1 2004/052576). Этот каркас затем устанавливают на опору и узел кожуха и каркаса вводят в установку для разливки таким образом, что концевой участок кожуха находится в контакте с расположенным выше по течению элементом установки для разливки.
Установка такого каркаса является очень длительной и относительно сложной для оператора, который ее производит. Такой каркас также является очень дорогим. Поэтому существует необходимость упрощения операций ввода в установку для разливки, в частности, для того, чтобы снизить расходы, связанные с разливкой.
Для этого, в соответствии с настоящим изобретением предлагается кожух ковша для разливки жидкого металла, который содержит канал, вдоль которого может протекать металл, и который идет главным образом вдоль оси, и металлическую оболочку, расположенную у концевого участка кожуха, который соответствует концу канала, причем оболочка содержит по меньшей мере одну часть с толщиной больше чем или равной 10 мм, а преимущественно 14 мм, при этом кожух также содержит средства крепления к средствам перемещения трубы, причем средства крепления образованы на оболочке, в частности на ее толстой части.
Таким образом, за счет толщины своей оболочки, кожух в соответствии с настоящим изобретением является более прочным, чем известный ранее кожух, и способен лучше выдерживать нагрузки, особенно растягивающие напряжения, которые, вероятно, будут возникать в концевом участке, который образует верхний конец кожуха, когда этот кожух введен в установку. Так как кожух дополнительно содержит средства крепления к средствам перемещения трубы, которые представляют собой, например, опору, позволяющую перемещать кожух и удерживать его в установке для разливки, и так как их механические свойства являются достаточными, то можно обойтись без каркаса.
Это позволяет упростить процесс введения кожуха в установку, так как операция посадки кожуха в каркас, которая требует перемещения кожуха оператором, исключена.
Поэтому введение кожуха в установку может быть осуществлено быстрее и с меньшими затратами.
Кроме того, когда кожух уже отработал свое и его направляют в отходы, больше не требуется операция разделения каркаса и кожуха. На самом деле эта операция часто является очень тяжелой из-за капель застывшей стали, прилипших в ходе операций разливки. Эти капли застывшей стали обычно привариваются к частям известного ранее каркаса.
Дополнительно, так как каркас исключен, то вводимый в установку кожух не является таким тяжелым как известный ранее элемент для разливки, который содержит кожух и каркас. Поэтому можно также упростить технологическую оснастку, которая удерживает кожух ковша в установке для разливки и которая перемещает кожух. За счет этого дополнительно снижаются связанные с разливкой расходы.
Наконец, толщина пояса позволяет образовать выемки, которые взаимодействуют с устройством удержания и/или установки в заданное положение кожуха ковша, для удержания, поддержки или введения кожуха ковша в положение разливки без риска разрыва или деформирования металлической оболочки во время использования.
Настоящее изобретение также может иметь один или несколько признаков, приведенных ниже в списке:
- на концевом участке кожух содержит по меньшей мере одно поперечное сечение, нормальное к оси канала, которое имеет другую форму и/или отличается по размерам от поперечного сечения другого участка кожуха, причем поперечное сечение концевого участка является, в частности, прямоугольным, а преимущественно квадратным. Таким образом, поперечное сечение концевого участка изменено по сравнению с поперечным сечением остальной части кожуха, которое обычно является круговым, чтобы можно было ввести его (концевой участок) в существующие установки для разливки и опоры, в которые обычно вводят кожух, снабженный каркасом. Кроме того, так как концевой участок имеет квадратное поперечное сечение, то его легче ввести в установку и/или установить на опору;
- металлическая оболочка изготовлена в виде одной детали. Это позволяет исключить соединительные операции, в частности, использование сварки, для соединения различных частей оболочки, которые осуществляли ранее. Это также позволяет упростить процесс изготовления кожуха. Кроме того, с оболочкой, изготовленной в виде одной детали, прочность кожуха повышается, а это означает, что толщина оболочки и вес кожуха могут быть дополнительно немного уменьшены;
- труба содержит трубчатый корпус, изготовленный из первого материала, причем второй материал наплавляют на корпус в концевом участке кожуха, в частности, между корпусом и оболочкой. Таким образом, такой кожух изготавливают с использованием простого процесса изготовления. В самом деле, более предпочтительным является изготовление трубчатого корпуса, например, при помощи литья, прессования или выдавливания, с последующим наплавлением материала на него, чем изготовление в одной операции кожуха, который имеет два различных поперечных сечения. За счет использования такой технологии может быть изготовлен простым и дешевым образом кожух относительно сложной формы;
- толстая часть оболочки идет поверх по меньшей мере одной окружности кожуха. Это позволяет повысить прочность трубы, вне зависимости от ориентации, в которой она установлена в опоре и/или в установке для разливки;
- кожух заканчивается на концевом участке плоской поверхностью. В том случае, когда кожух вводят в установку для разливки за счет скольжения, эта плоская поверхность кожуха находится в контакте с расположенным непосредственно выше по течению элементом установки и, во время разливки, скользит относительно этого элемента. В этом случае напряжения, которые испытывает кожух у указанной поверхности, являются относительно высокими растягивающими напряжениями, которые создают риск разрушения кожуха. Однако толщина оболочки является достаточной для создания достаточно прочной трубы, даже когда кожух вводят в установку за счет скольжения.
Выемки преимущественно действуют как средства регулировки угловой ориентации кожуха вокруг его оси, относительно расположенного выше по течению элемента, причем эти средства позволяют придавать кожуху по меньшей мере три различные ориентации. Таким образом, элемент для разливки (а в частности, труба) может быть введен под ковш в одной или нескольких заданных ориентациях. В результате, каждый раз, когда повторно используют кожух, можно изменять угловую ориентацию, в которой его устанавливают относительно расположенного выше по течению элемента установки, возможно, в функции угловых ориентации, в которых он был установлен при предыдущих случаях использования.
Это позволяет получать лучшее распределение износа на внутренней стороне трубы. В частности, поток, выходящий из ковша для разливки стали, является слегка ориентированным, особенно тогда, когда между ковшом и кожухом ковша имеется хорошо известный "шибер", который имеет отверстие, которое может быть частично закрыто во время разливки. Когда это отверстие находится в частично закрытом положении, поток жидкого металла течет по синусоидальному пути: в частности, он будет направлен к данному участку внутренней стенки кожуха, от которого он, если можно так сказать, отражается и будет направлен к противоположному участку внутренней стенки, и т.д. Эти участки внутренней стенки кожуха ковша, к которым направлен поток, испытывают более быстрый износ, чем остальная часть этой стенки, за счет высокой температуры жидкого металла. Таким образом, если распределить в функции использования участки стенки, которые наиболее подвержены износу, то внутренней износ стенки трубы может быть сделан более равномерным и трубу не придется отправлять в отходы потому, что только один участок ее внутренней стенки сильно изношен по сравнению с остальными участками (такая конфигурация возможна при случайной ориентации трубы). Таким образом, срок службы трубы увеличивается.
Кроме того, благодаря наличию средства регулировки ориентации, легко ориентировать поток жидкого металла, так как положение, в котором труба должна быть введена в установку, точно известно. Поэтому становится возможным, например, снабжать кожух отверстиями, так чтобы поток протекал в разливочное устройство в одном или нескольких благоприятных направлениях. Это позволяет повысить производительность разливки.
В соответствии с настоящим изобретением предлагается также способ изготовления кожуха ковша, который содержит корпус, изготовленный из первого материала, и второй материал, нанесенный за счет литья сверху на корпус, причем указанный способ включает в себя следующие операции:
- изготовление трубчатого корпуса из первого материала,
- надевание металлической оболочки со скольжением на трубчатый корпус, так что эта оболочка будет расположена у концевого участка кожуха,
- наплавление второго материала между оболочкой и трубчатым корпусом.
Предложенный способ позволяет изготавливать кожух в соответствии с настоящим изобретением простым и дешевым образом.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного только в качестве примера со ссылкой на фиг.1, на которой показан вид в перспективе концевого участка кожуха ковша в соответствии с одним специфическим вариантом осуществления настоящего изобретения.
На фиг.1 показан кожух 10 ковша для жидкого металла, в частности для жидкой стали, предназначенный для установки для разливки. Кожух 10 содержит канал 11, вдоль которого может протекать металл, который идет главным образом вдоль оси, причем указанная ось является вертикальной, когда кожух находится в положении использования. В частности, на фиг.1 показан верхний конец кожуха, когда этот кожух находится в своем положении использования и может быть введен в контакт с расположенным выше по течению элементом установки для разливки.
Кожух содержит трубчатый корпус 12, изготовленный из огнеупорного материала и, на его конце, оголовье 14 квадратного сечения, форма которого отличается от поперечного сечения трубчатого корпуса 12, которое представляет собой круговое сечение. Поперечное сечение является нормальным к оси канала 11.
Кроме того, квадратное поперечное сечение оголовья 14 больше по размеру чем круговое поперечное сечение трубчатого корпуса 12, за счет чего, между оголовьем 14 и корпусом 12 кожуха, кожух 10 ковша содержит обратную поверхность 15, которая в основном является горизонтальной и обращена к нижнему концу кожуха, когда кожух находится в своем положении использования. Таким образом, оголовье кожуха отличается по форме и размерам от остальной части кожуха. Это позволяет воспроизвести размеры известного ранее элемента для разливки, который содержит каркас, что позволяет вводить заявленный кожух в существующие установки для разливки или в существующие устройства перемещения труб.
Для этого оголовье 14 кожуха заканчивается плоской контактной поверхностью 16. Эта поверхность 16, в частности, может быть введена в контакт с расположенным выше по течению элементом установки при приложении растягивающего напряжения, так как она скользит относительно расположенного выше по течению элемента.
Кроме того, как это показано на фиг.1, оболочка 17, изготовленная в виде одной детали, расположена вокруг концевого участка трубчатого корпуса 12. Эта оболочка 17 изготовлена из материала с металлическими свойствами, в частности, из стали, и полностью закрывает оголовье 14 и верхнюю часть трубчатого участка кожуха 10.
Оболочка 17 содержит кольцеобразный участок, образующий вокруг оболочки пояс 18 с большей толщиной, чем толщина остальной оболочки. Толщина указанного пояса 18 составляет, в частности, больше чем 10 мм, а преимущественно больше чем 14 мм, в то время как толщина остальной оболочки составляет от 2 до 7 мм, а преимущественно от 4 до 6 мм. Пояс 18 металлической оболочки образован на участке, где эта оболочка закрывает оголовье 14.
Кроме того, оболочка 17 содержит средства 20 крепления, например четыре выемки, образованные в поясе 18 оболочки, в частности, в нижней части этого пояса. Четыре выемки являются одинаковыми. Они позволяют прикреплять кожух к средствам перемещения (driving means) трубы, которые, в частности, представляют собой кронштейн манипулятора трубы или H-образную опору, которые удерживают кожух в установке. Каждая выемка расположена соответственно на каждой стороне оголовья 14, посредине этой стороны.
Выемки ограничены опорными поверхностями, которые могут взаимодействовать с дополняющими опорными поверхностями штифтов опоры трубы. В частности, две выемки, расположенные на противоположных сторонах оголовья 14, взаимодействуют с двумя штифтами опоры. Так как кожух содержит четыре выемки, ему могут быть приданы различные угловые ориентации вокруг оси канала, относительно опоры и в результате относительно расположенного выше по течению элемента установки. В частности, так как выемки являются одинаковыми и равномерно распределены на оголовье, кожух может быть установлен на опоре в четырех различных ориентациях.
Металлическая оболочка 17 дополнительно содержит четыре одинаковых ребра 22, на том ее участке, который закрывает трубчатый участок кожуха. Эти ребра идут в основном вдоль оси канала и имеют треугольное поперечное сечение. Каждое ребро 22 расположено соответственно под одной из выемок, так что ребра смещены друг от друга на 90°. Ребра 22 позволяют устанавливать кожух в желательной ориентации в устройстве перемещения, которое позволяет перемещать трубу 10 к опоре.
В частности, ребра 22 предназначены для взаимодействия с выемками дополняющей формы, принадлежащими загрузочно-разгрузочному устройству и образующими средство направления трубы. Так как кожух содержит четыре ребра 22, он может быть установлен в загрузочно-разгрузочном устройстве в различных ориентациях вокруг оси канала, относительно этого устройства, что позволяет устанавливать кожух на опоре в различных ориентациях.
Кожух, такой как описанный здесь выше, позволяет исключить расположенный вокруг него каркас, что упрощает введение кожуха в установку для разливки, причем такой кожух имеет достаточную жесткость для того, чтобы выдерживать приложенные к нему нагрузки.
Теперь будет описан способ изготовления кожуха.
Прежде всего изготавливают трубчатый корпус 12 за счет выдавливания, литья или прессования. После этого надевают металлическую оболочку 17 со скольжением на концевой участок корпуса 12. При этом у концевого участка кожуха, имеется пространство между трубчатым корпусом 12 и оболочкой 17.
Затем второй материал наплавляют между трубчатым корпусом 12 и оболочкой 17, так что этот материал заполняет пространство между трубчатым корпусом 12 и оболочкой 17.
Преимущество такого способа изготовления заключается в том, что кожух с квадратным оголовьем или оголовьем некоторой другой формы, которое может быть введено в существующие установки, может быть изготовлен достаточно простым образом.
Следует иметь в виду, что настоящее изобретение не ограничено описанным здесь выше вариантом его осуществления.
Например, трубчатый корпус и оболочка могут быть изготовлены из материалов, отличающихся от описанных здесь выше. Оголовье кожуха также может иметь поперечное сечение, отличающееся от описанного здесь выше.
Аналогично, средства 20 крепления к средствам перемещения или к средствам направления трубы могут иметь другую форму. Например, кожух может иметь только две выемки или, возможно, вместо этих выемок, может иметь множество штифтов, образованных на металлической оболочке, которые позволяют прикреплять кожух к средствам перемещения.
Кроме того, кожух с секциями различной формы может быть изготовлен без наплавления второго материала, несмотря на то, что это является более сложным.
Толщина и форма оболочки также могут отличаться от описанных здесь выше, при условии, что кожух является достаточно жестким для того, чтобы выдержать процесс разливки.
Изобретение относится к металлургии. Труба ковша содержит канал (11), металлическую оболочку (17), установленную у концевого участка трубы, и средства (20) крепления к средствам перемещения трубы. Металлическая оболочка (17) содержит пояс (18) с толщиной, большей чем или равной 10 мм, преимущественно 14 мм. Средства крепления образованы на поясе (18) оболочки (17). Обеспечивается упрощение процесса введения трубы в установку. 2 н. и 5 з.п. ф-лы, 1 ил.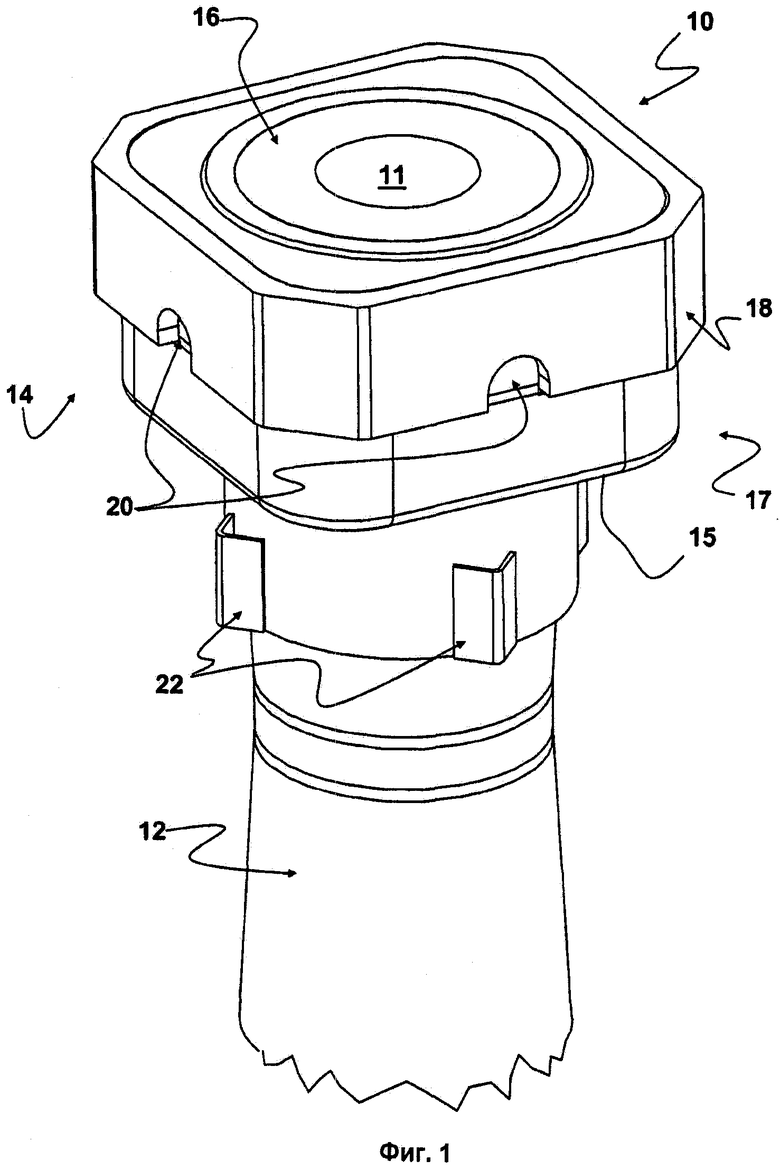
1. Труба (10) ковша для разливки жидкого металла, содержащая канал (11), вдоль которого протекает металл, идущий главным образом вдоль оси, и металлическую оболочку (17), установленную у концевого участка трубы, который соответствует концу канала, отличающаяся тем, что оболочка (17) содержит пояс (18) с толщиной больше чем или равной 10 мм, а преимущественно 14 мм, причем труба (10) содержит средства (20) крепления к средствам перемещения трубы, при этом указанные средства крепления образованы на поясе (18) оболочки (17).
2. Труба (10) по п.1, которая имеет на концевом участке по меньшей мере одно поперечное сечение (14), нормальное к оси канала, которое отличается по форме и/или размеру от поперечного сечения другого участка трубы, причем указанное поперечное сечение на концевом участке является, в частности, квадратным.
3. Труба (10) по одному из пп.1, 2, в которой металлическая оболочка (17) изготовлена в виде одной детали.
4. Труба (10) по одному из пп.1, 2, которая содержит трубчатый корпус (12), изготовленный из первого материала, причем второй материал наплавлен на корпус на концевом участке трубы, в частности между корпусом (12) и оболочкой (17).
5. Труба (10) по одному из пп.1, 2, в которой пояс (18) оболочки (17) расположен по периметру верхней части трубы.
6. Труба (10) по одному из пп.1, 2, которая заканчивается на ее концевом участке плоской поверхностью (16), позволяющей ввести его в установку для разливки за счет скольжения.
7. Способ изготовления трубы (10) по п.4, характеризующийся тем, что изготавливают трубчатый корпус (12) из первого материала, надевают со скольжением металлическую оболочку (17) поверх трубчатого корпуса, с обеспечением расположения оболочки у концевого участка трубы, и наплавляют второй материал между оболочкой (17) и трубчатым корпусом (12).
| US 4892235 A, 09.01.1990 | |||
| РАЗЛИВОЧНЫЙ СТАКАН ДЛЯ ПОДАЧИ РАСПЛАВЛЕННОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, ОБОРУДОВАННАЯ ТАКИМ СТАКАНОМ | 1996 |
|
RU2168391C2 |
| МОБИЛЬНАЯ ТРЕХКООРДИНАТНАЯ РАДИОЛОКАЦИОННАЯ СТАНЦИЯ | 2017 |
|
RU2694711C1 |
| WO 2004052576 A1, 24.06.2004 | |||

