Настоящее изобретение относится к изготовлению упаковок с приводными лентами и компонентов с приводными лентами для таких упаковок, в частности для упаковок, описанных в патентах заявителя, например, в патенте ЕР 11406390.
Упаковки, описанные в патенте ЕР 1140639, отличаются лентой, которая охватывает опорную конструкцию, такую как, например, плоскую перегородку, и может скользить вокруг этой конструкции в процессе пользования упаковкой. Перегородка обычно удерживается внутри трубчатого корпуса, определяющего общий размер и форму упаковки, причем перегородка и трубчатый корпус могут быть панелями, являющимися неотъемлемыми частями согнутой заготовки. К ленте прикреплены выдвижные части, с каждой стороны перегородки, так что вытягивание одной выдвижной части из упаковки приводит к скольжению ленты вокруг перегородки. Это перемещение ленты, в свою очередь, приводит к выдвижению другой выдвижной части из упаковки в противоположном направлении. Аналогично, когда одна выдвижная часть вдвигается в упаковку, перемещение ленты приводит к задвиганию второй выдвижной части обратно внутрь упаковки. Таким образом, лента действует в качестве приводного элемента, соединяющего выдвижные части для обеспечения их перемещения в противоположных направлениях при их выдвижении из упаковки и при задвигании в нее.
Одна или обе выдвижные части могут быть лотками или другими конструкциями, такими как, например, блистерные упаковки, предназначенные для удерживания и, дополнительно, для показа содержимого упаковки. Также на одной из выдвижных частей может быть просто нанесена информация, такая как, например, товарные знаки или инструкция по использованию содержимого упаковки. Например, выдвижная часть может удерживать свернутую инструкцию по использованию, которая может быть развернута, когда эта выдвижная часть вытягивается из упаковки при выдвижении в противоположном направлении другой выдвижной части, в которой находится содержимое упаковки.
Объект патента ЕР 1140639 вводится ссылкой в настоящее описание.
Настоящее изобретение связано с проблемами изготовления упаковок или картонных коробок с приводными лентами с высокой скоростью. В контексте настоящего описания "высокая скорость" означает изготовление не менее 100 упаковок в минуту на одну линию, хотя изобретение не ограничивается какой-либо определенной производительностью. Например, принципы изобретения могут быть применены к установке, которая обеспечивает производительность не менее 100 упаковок в минуту, и изобретение также могло бы использоваться в установке, работающей с производительностью 150-250 упаковок в минуту.
Эти скорости приведены лишь в качестве примера и не ограничивают объем изобретения. Таким образом, изобретение не исключает установки или способы, в которых может быть достигнута производительность, превышающая 250 упаковок в минуту (для одной установки). Например, изобретение охватывает установки, в состав которых может входит более одной линии и более одной головки, формирующей ленту: при таком распараллеливании процесса производительность установки умножается.
Установки, имеющие высокую производительность, могут использоваться в таких применениях, как упаковка фармацевтических средств. В качестве примера в настоящем описании рассматривается применение для фармацевтической отрасли, причем блистерные упаковки для таблеток или капсул могут использоваться в качестве одной или обеих выдвижных частей упаковки. Однако изобретение не ограничивается упаковками для какого-либо конкретного применения. Также изобретение не ограничивается изготовлением готовых упаковок: некоторые варианты изобретения относятся к изготовлению компонентов с приводной лентой, которые могут встраиваться или вводиться в упаковки на последующих стадиях изготовления. Такие последующие стадии могут быть выполнены на другом производственном оборудовании после транспортировки компонентов с приводной лентой из одного места в другое.
При массовом производстве возникают различные непростые проблемы, связанные с установкой ленты на заготовку или другую поддерживающую структуру с одновременным поддержанием скольжения ленты с плотным прилеганием, что существенно для обеспечения плавного движения ленты в процессе пользования упаковкой. Для предотвращения бокового смещения лента обычно двигается в процессе работы в пределах, определяемых вырезами в краях заготовки, которые формируют узкую часть заготовки, имеющую сравнительно небольшую ширину. Принимая во внимание необходимость обеспечения скольжения ленты вокруг заготовки с плотным прилеганием, это означает, что полная ширина заготовки по краям узкой части больше длины ленты, и поэтому, если лента не разорвана, то она не может соскользнуть с плоской заготовки.
В существующем способе производства непрерывную ленту получают путем поперечного разреза трубки, изготовленной из пластмассовой пленки. Трубка может быть получена с использованием экструзии или, что более практично, из листа путем продольной сварки его противоположных краев. Затем лента удерживается в форме петли, и плоская удлиненная картонная заготовка упруго сгибается по ее центральной продольной оси для уменьшения ее ширины, после чего заготовка, удерживаемая в согнутом положении, вводится внутрь петли ленты. Затем заготовку отпускают, после чего ее плоская форма и, соответственно, ширина полностью восстанавливаются, в результате чего лента плотно охватывает заготовку и может скользить по ней при ее перемещении.
Хотя такой способ производства достаточно хорош для производства партий упаковок с приводными лентами, он сам по себе не годится для автоматизированного производства и обычно выполняется вручную. Таким образом, производительность невысока, и в то же время высоки расходы на рабочую силу (или высоки транспортные расходы для перевозки на работу и с работы дешевой рабочей силы), а также возникают проблемы обеспечения контроля качества.
Таким образом, целью настоящего изобретения является преодоление недостатков известных способов производства.
В одном из вариантов изобретение осуществляется в способе изготовления упаковки с приводной лентой и компонента с приводной лентой для упаковки. Такой способ содержит подачу первого и второго полотна из гибкого материала в направлении подачи, причем полотна охватывают с двух сторон опорную пластину, так что полотна обращены друг к другу лицевыми поверхностями перед опорной пластиной и после нее относительно направления подачи. Для использования в качестве полотен пригодны одинаковые полосы пластмассовой пленки, которые могут соединяться с помощью термосварки, а в качестве опорной пластины пригодна плоская панель, такая как, например, картонная заготовка, которую можно сгибать для изготовления упаковки с приводной лентой, которая содержит трубчатый корпус, охватывающий ленту, и выдвижные части, прикрепленные к ленте.
Затем способ предусматривает соединение полос, обращенных друг к другу лицевыми поверхностями, причем первое соединение находится впереди опорной пластины, а второе соединение находится позади опорной пластины, и указанные соединения обеспечивают соединение частей полос, которые вместе охватывают опорную пластину, находящуюся между соединениями. Соединение может осуществляться с помощью сварки. Затем соединенные части полотен отделяются от остальных частей полос, так чтобы соединенные части полос вместе формировали ленту, которая охватывает опорную пластину и может скользить вокруг нее в процессе пользования упаковкой.
Предпочтительно полотна двигаются параллельно друг другу в направлении подачи, причем опорная пластина находится между полотнами, и полотна представляют собой полосы, подаваемые с барабанов.
Для предотвращения бокового смещения полотна предпочтительно выравниваются с узкой частью опорной пластины, так что лента охватывает опорную пластину в этой узкой части. Предпочтительно лента в процессе использования скользит вокруг переднего и заднего краев узкой части опорной пластины, которые параллельны между собой и перпендикулярны направлению подачи полотен.
Части полотен могут быть отделены от полотен по линии соединения, предпочтительно непосредственно после выполнения соединения. Например, в том случае, когда соединения выполняют с использованием сварки, части полотен могут быть отделены путем проплавления полотна после выполнения сварки.
Для обеспечения возможности выполнения соединения как можно ближе к краю заготовки способ предусматривает прижатие полотен друг к другу перед выполнением соединения. Например, сначала может быть выдвинута прижимная пластина для прижатия полотен друг к другу и затем может быть выдвинута сварочная головка для контакта с прижатыми полотнами для выполнения их сварного соединения.
Для минимизации отходов и для обеспечения скольжения ленты вокруг опорной пластины с тесным прилеганием к ней, предпочтительно, осуществляется продольное перемещение опорной пластины относительно полотен таким образом, чтобы опорная пластина придвигалась к первому соединению после его выполнения. Это относительное продольное перемещение прекращается, когда опорная пластина будет прилегать к первому соединению.
Относительное продольное перемещение может быть осуществлено разными способами. Например, опорная пластина может двигаться в направлении подачи быстрее полотен. Для этой цели опорная пластина может перемещаться с помощью основного транспортировочного устройства, а полотна могут перемещаться с помощью вспомогательного транспортировочного устройства, скорость которого меньше скорости основного транспортировочного устройства. Если опорная пластина имеет удлиненную форму, то основное транспортировочное устройство предпочтительно поддерживает один конец опорной пластины, а вспомогательное транспортировочное устройство предпочтительно поддерживает другой конец опорной пластины.
Также предпочтительно после первого соединения выполняется второе соединение, и в этом случае относительное перемещение опорной пластины относительно первого соединения предпочтительно осуществляется после выполнения первого соединения и перед выполнением второго соединения.
Например, второе соединение может выполняться непосредственно за опорной пластиной, когда она будет прилегать к первому соединению.
При массовом производстве предусматривается последовательная подача между полотнами множества опорных пластин и соединение полотен в зазорах между такими последовательными опорными пластинами. В изобретении предусматривается, что второе соединение за одной опорной пластиной также является первым соединением перед следующей опорной пластиной.
После формирования ленты ее продвигают предпочтительно вокруг опорной пластины для перемещения соединений внутрь между передним и задним краями опорной пластины. При этом соединения устанавливаются в положения, в которых может осуществляться прикрепление выдвижных частей над соединениями, в результате чего происходит упрочнение соединений и предотвращается возможность зацепления соединений за края опорной пластины. В противном случае такое зацепление может приводить к нарушению плавного движения ленты вокруг опорной пластины, и возникает опасность разрыва ленты. Например, лента может быть продвинута за счет перемещения опорной пластины относительно приводного устройства ленты, находящегося с ней в контакте. Приводным устройством ленты может быть вспомогательное транспортировочное устройство. В альтернативном варианте приводное устройство ленты может содержать прижимные ролики, которые установлены на противолежащих сторонах ленты и вращаются в противоположных направлениях.
Когда лента поворачивается вокруг опорной пластины, так чтобы линия сварного шва или другого соединения располагалась немного внутри за одним из краев опорной пластины, к ленте может быть приклеена выдвижная часть с использованием клеящего материала, нанесенного по сварному шву или по обеим сторонам от него. Нанесение клеящего материала по сварному шву или по обеим сторонам от него имеет следующие преимущества: во-первых, происходит упрочнение сварного шва, и, во-вторых, снижается вероятность того, что при пользовании упаковкой лента зацепится швом за край опорной пластины, в результате чего она может остановиться.
Обеспечение продвижения ленты вокруг опорной пластины может осуществляться независимо от первого аспекта изобретения, поскольку полуфабрикаты компонентов, изготовленных в соответствии с первым аспектом изобретения, могут использоваться на другом оборудовании для дальнейшей обработки. Соответственно, в другом варианте изобретение осуществляется в способе изготовления упаковки с приводной лентой, содержащем следующие стадии: обеспечение опорной пластины, охваченной лентой, которая сформирована частями полотен, соединенными друг с другом, причем по меньшей мере одно соединение находится снаружи от края опорной пластины; и продвижение ленты вокруг опорной пластины для перемещения соединения внутрь от края опорной пластины.
Предлагаемые в изобретении способы содержат дополнительно прикрепление к ленте по меньшей мере одной выдвижной части, например, с использованием приклеивания этой части к ленте. Для упрочнения клеящий материал предпочтительно наносится таким образом, чтобы он закрывал соединение ленты или охватывал его с обеих сторон. Клеящий материал может быть нанесен на выдвижную часть перед прикреплением к ленте выдвижной части и клеящего материала. В альтернативном варианте клеящий материал может быть нанесен на ленту до прикрепления выдвижной части к клеящему материалу на ленте.
Другим объектом изобретения является установка по производству упаковок с приводной лентой или компонентов с приводной лентой для упаковки, которая содержит: устройства подачи первой и второй полос из гибкого материала в направлении подачи, причем полосы охватывают с двух сторон опорную пластину, так что полосы обращены друг к другу лицевыми поверхностями перед опорной пластиной и после нее относительно направления подачи; устройство соединения полос, обращенных друг к другу лицевыми поверхностями, причем первое соединение находится впереди опорной пластины, а второе соединение находится позади опорной пластины, и указанные соединения обеспечивают соединение частей полос, которые вместе охватывают опорную пластину, находящуюся между соединениями; и устройство отделения соединенных частей полос от остальных частей полос, так чтобы соединенные части полос вместе формировали ленту, которая охватывает опорную пластину и может скользить вокруг нее в процессе пользования упаковкой.
Для обеспечения непрерывности производственного процесса устройство соединения полотен и/или устройство отделения полотен перемещаются вместе с полотнами в процессе соединения или отделения. Например, устройства соединения и/или отделения полотен предпочтительно совершают круговое движение, хотя возможно и движение по прямоугольному пути.
Сварочно-отрезная головка может служить как в качестве устройства соединения полотен, так и в качестве устройства отделения полотен. Поэтому в общем случае устройство соединения полотен и устройство отделения полотен могут быть реализованы в одном устройстве.
Как уже указывалось, установка может содержать дополнительно прижимное устройство, такое как, например, прижимная пластина, связанная с устройством соединения полотен для прижатия полотен друг к другу перед выполнением соединения. Такое прижимное устройство предпочтительно может перемещаться относительно устройства соединения полотен, хотя может также перемещаться вместе с ним. Когда устройство отделения полотен выполнено отдельно от устройства соединения полотен, прижимное устройство может быть связано с устройством отделения полотен.
Установка предпочтительно содержит станцию прикрепления выдвижной части для прикрепления к ленте по меньшей мере одной выдвижной части. Могут использоваться станции прикрепления первой и второй выдвижных частей, причем станции расположены одна за другой по направлению движения изделий в установке.
В установке предпочтительно используются фальцовочные устройства для складывания опорной пластины. Фальцовочные устройства могут содержать по меньшей мере один клиновидный фальцовочный направляющий элемент и более предпочтительно несколько таких фальцовочных элементов, установленных для выполнения последовательности операций складывания опорной пластины, по мере того как она продвигается в установке. Такие фальцовочные устройства могут быть расположены перед станцией прикрепления выдвижных частей и позади нее, так что складывание заготовки осуществляется как перед станцией прикрепления выдвижных частей, так и позади нее.
Второй объект изобретения, заключающийся в продвижении ленты вокруг опорной пластины, также может быть описан как установка для изготовления упаковки с приводной лентой, содержащая: приемное устройство для опорной пластины, охваченной лентой, которая сформирована частями полотен, соединенными друг с другом, причем по меньшей мере одно соединение находится снаружи от края опорной пластины; опорное устройство, поддерживающее опорную пластину и одновременно обеспечивающее возможность скольжения ленты вокруг опорной пластины; и приводное устройство ленты, обеспечивающее ее продвижения вокруг опорной пластины для перемещения соединения внутрь от края опорной пластины. Как и раньше, приводное устройство предпочтительно содержит конвейер или прижимные ролики для продвижения ленты вокруг опорной пластины.
Для лучшего понимания настоящего изобретения ниже будут описаны предпочтительные варианты его осуществления со ссылками на прилагаемые чертежи, на которых показано:
фигура 1 - блок-схема, содержащая последовательность основных стадий изготовления, выполнение которых в соответствии с изобретением обеспечивает получение упаковки с приводной лентой;
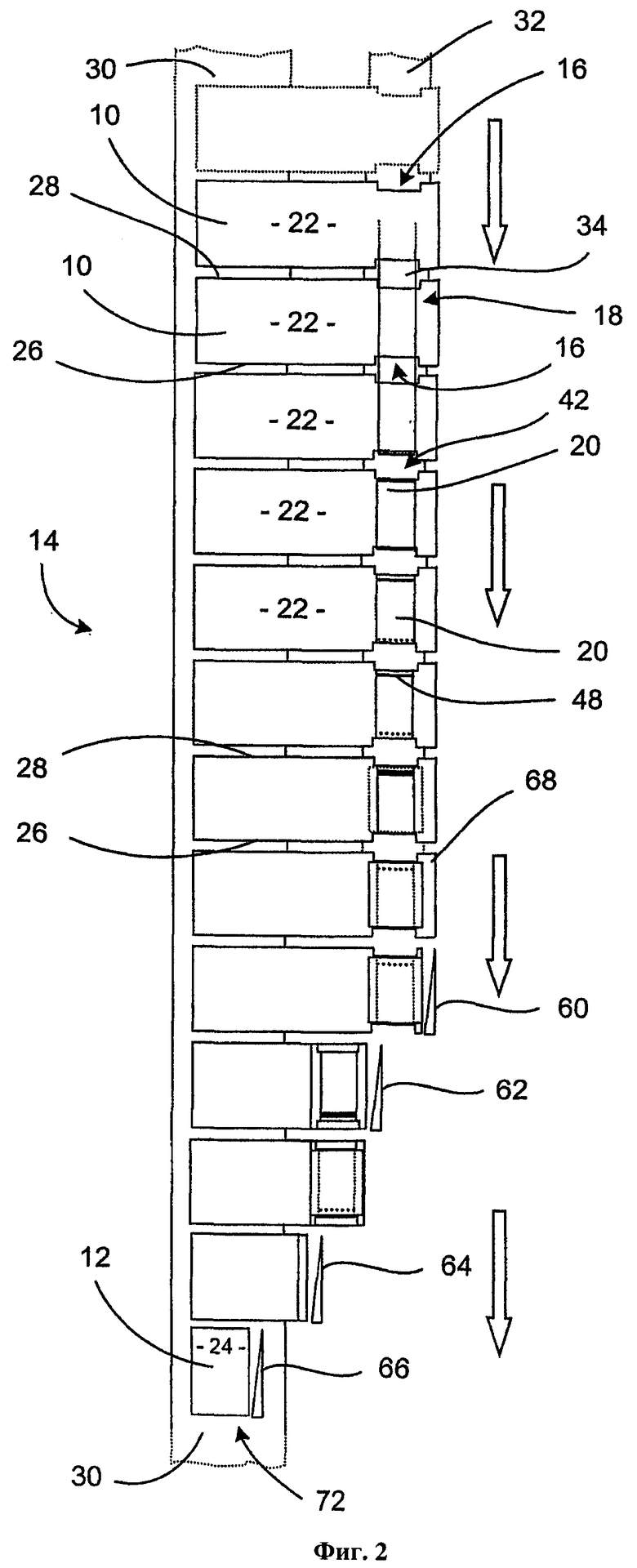
фигура 2 - схематический вид в плане производственной линейной установки, на котором иллюстрируется выполнение стадий способа, представленных на фигуре 1, в отношении последовательности заготовок, продвигающихся вдоль установки;
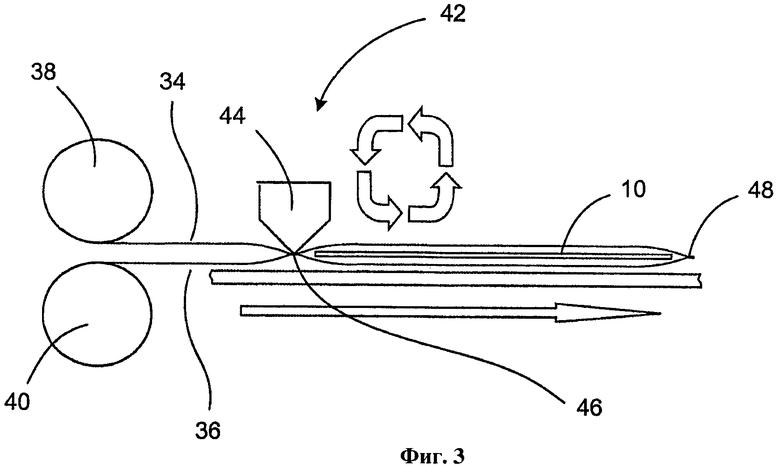
фигура 3 - схематический вид сбоку формирования ленты, охватывающей заготовку, для получения компонента упаковки с приводной лентой, причем можно видеть, как формирование ленты завершается сваркой и отрезанием двух наложенных друг на друга полос из пластмассы непосредственно у заднего края заготовки;
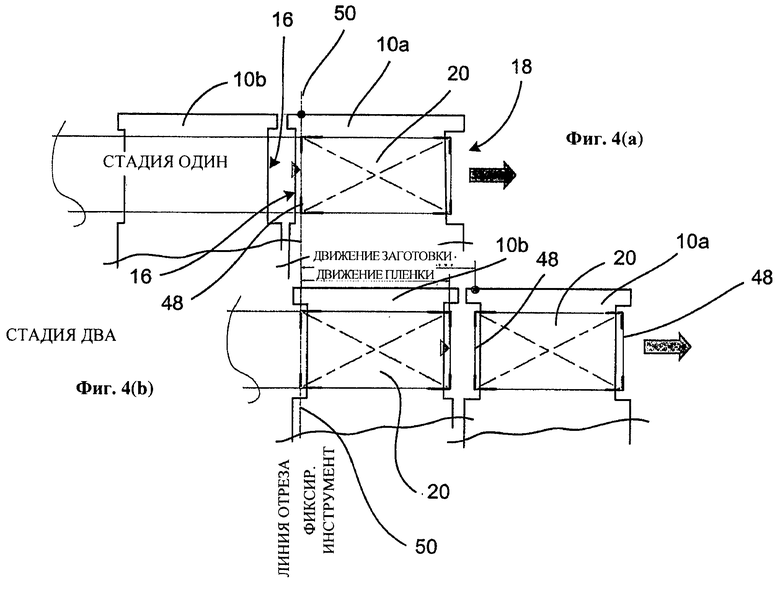
фигуры 4(а), 4(b) - схематические виды в плане, на которых иллюстрируются последовательные стадии изготовления упаковки;
фигура 4(а) соответствует фигуре 3, и фигура 4(b), на которой иллюстрируется перемещение следующей заготовки, для того чтобы она прилегала к сварному шву, выполненному на фигурах 3 и 4(а);
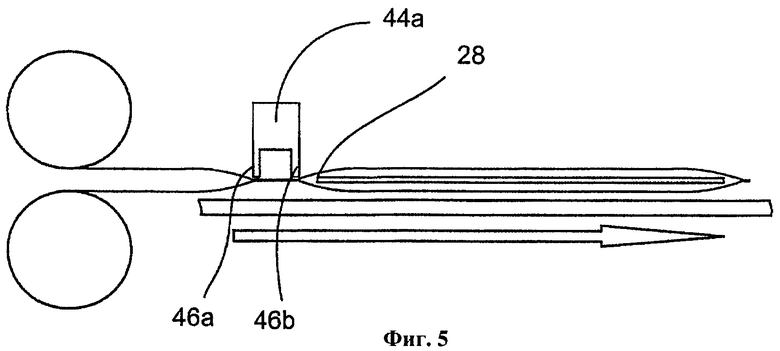
фигура 5 - схематический вид сбоку, соответствующий фигуре 3, однако показывающий вариант со сварочно-отрезной головкой, снабженной двумя кромками, которая в настоящее время не является предпочтительным вариантом;
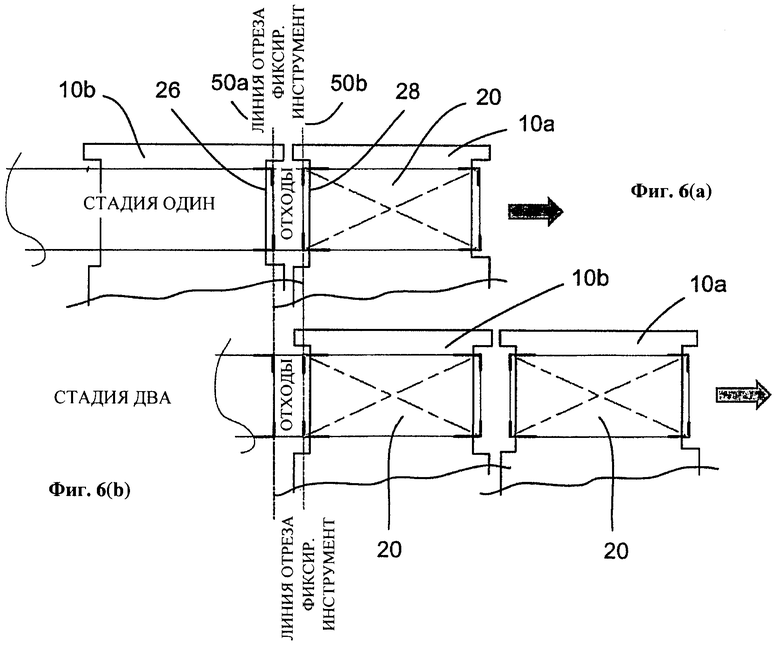
фигуры 6(а), 6(b) - схематические виды в плане, соответствующие фигурам 4(а), 4(b), однако на которых иллюстрируется, как при использовании отрезной головки с двумя кромками фигуры 5 возникают отходы материала пластмассовой пленки;
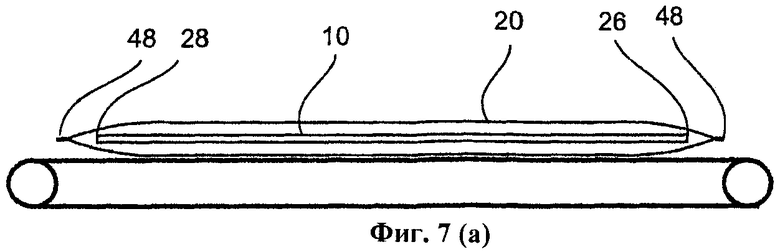
фигуры 7(а), 7(b) - схематические виды сбоку, на которых иллюстрируется, как лента может быть продвинута вокруг заготовки для перемещения сварных швов;
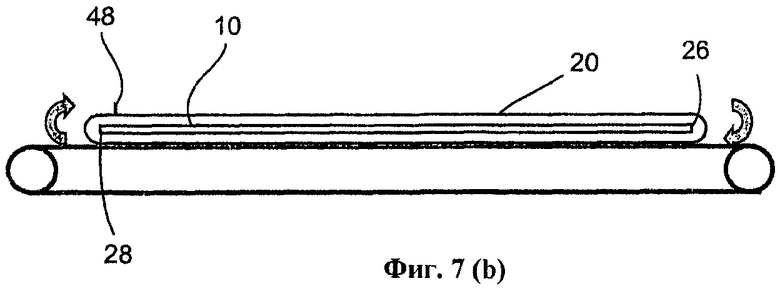
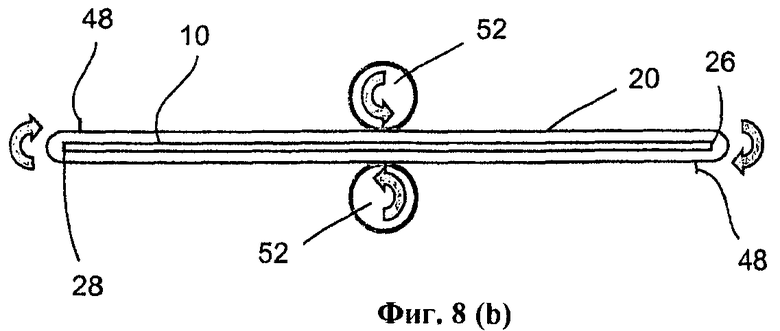
фигуры 8(а), 8(b) - схематические виды сбоку, на которых показано техническое решение, представляющее собой альтернативу решению, представленному на фигурах 7(а), 7(b);
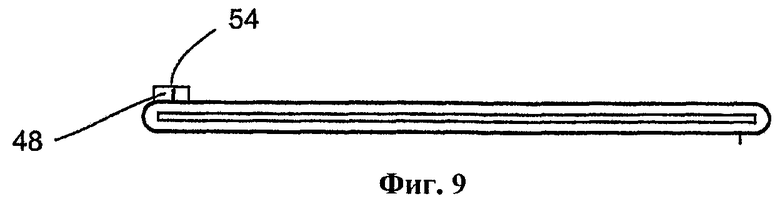
фигура 9 - схематический вид сбоку поперечного сечения, на котором иллюстрируется нанесение полосы клеящего материала на один из сварных швов ленты;
фигура 10 - схематический вид сбоку поперечного сечения, на котором иллюстрируется прикрепление первой выдвижной части к полоске клеящего материала, нанесенного на ленту, как показано на фигуре 9;
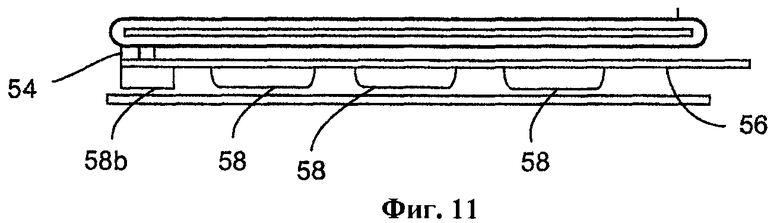
фигура 11 - поперечный вид сбоку поперечного сечения, на котором показана заготовка, сложенная вокруг первой выдвижной части, для того чтобы перевернуть ленту и открыть другой сварной шов ленты;
фигура 12 - схематический вид сбоку поперечного сечения, на котором иллюстрируется нанесение полоски клеящего материала на сварной шов ленты, открытый, как показано на фигуре 11;
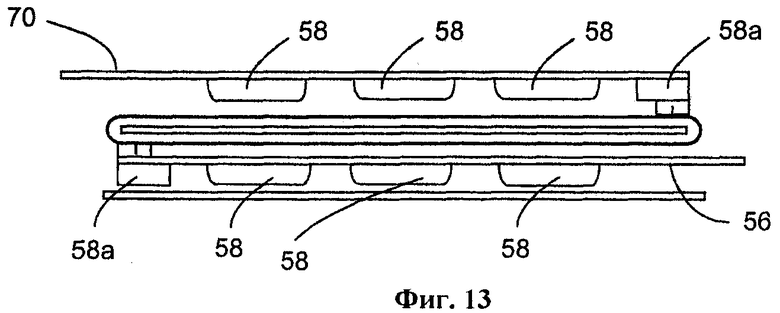
фигура 13 - схематический вид сбоку поперечного сечения, на котором иллюстрируется прикрепление второй выдвижной части к полоске клеящего материала, нанесенного на ленту, как показано на фигуре 12;
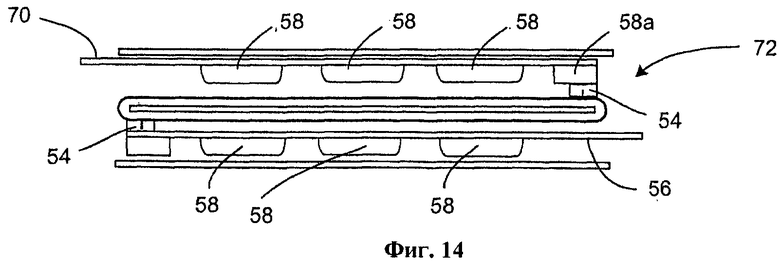
фигура 14 - схематический вид сбоку поперечного сечения, соответствующий фигуре 13, однако иллюстрирующий панель заготовки, сложенной вокруг второй выдвижной части для завершения формирования трубчатого корпуса упаковки;
фигура 15 - схематический вид сбоку поперечного сечения, в уменьшенном масштабе, упаковки, законченной на фигуре 14, на котором показана перевернутая упаковка, и первая и вторая выдвижные части выдвинуты из трубчатого корпуса в процессе использования;
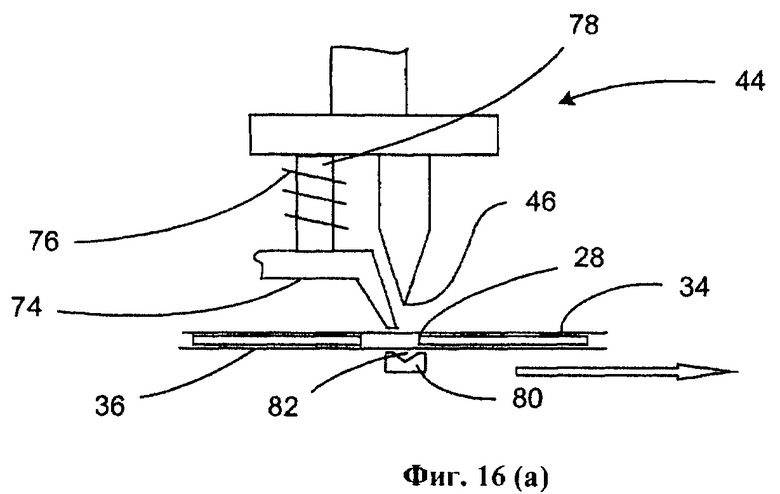
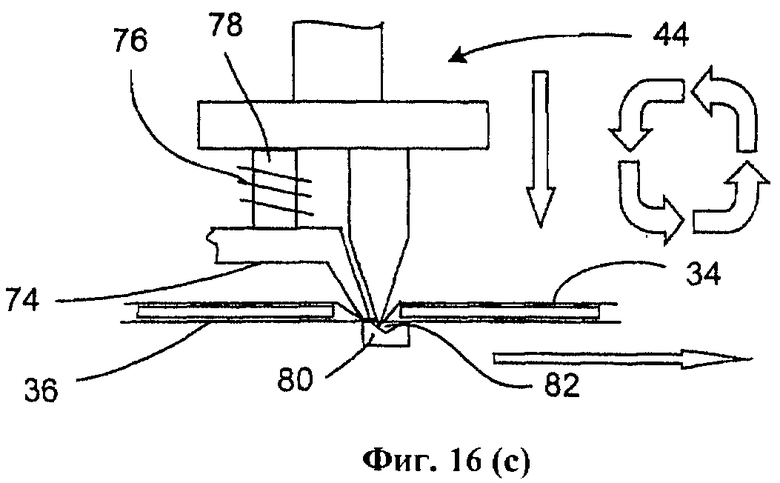
фигуры 16(а), 16(b), 16(c) - схематические виды сбоку практической конструкции сварочно-отрезной головки, содержащей динамическую прижимную пластину;
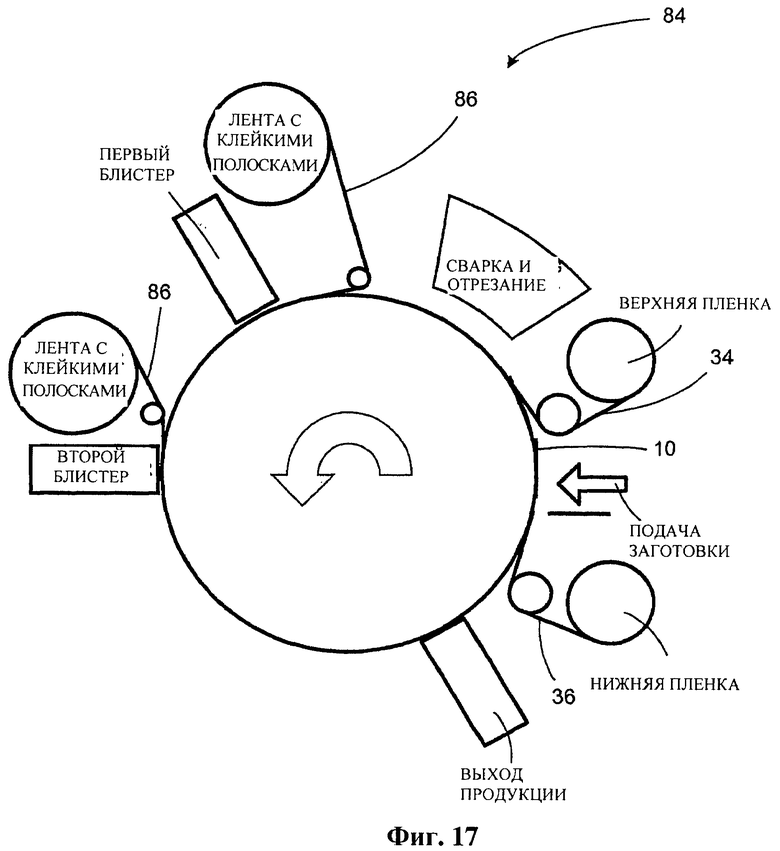
фигура 17 - схематический вид в плане ротационной установки, обеспечивающей выполнение стадий способа, указанных на фигуре 1;
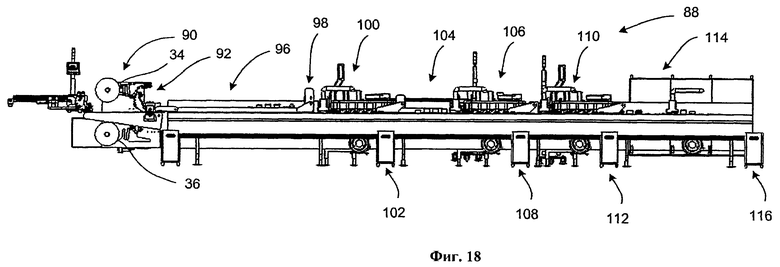
фигура 18 - вид сбоку практической конструкции установки для изготовления упаковок в соответствии с изобретением;
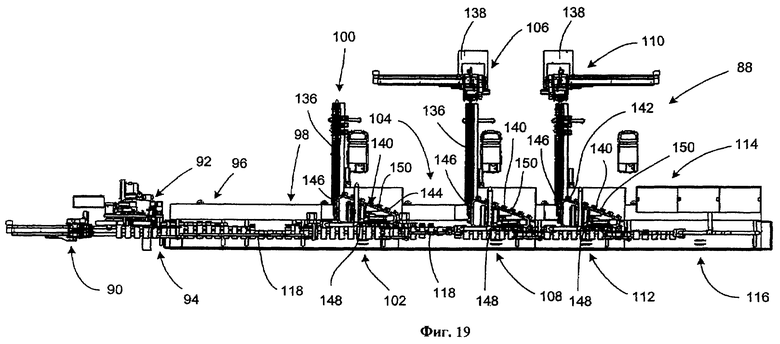
фигура 19 - вид в плане установки фигуры 18;
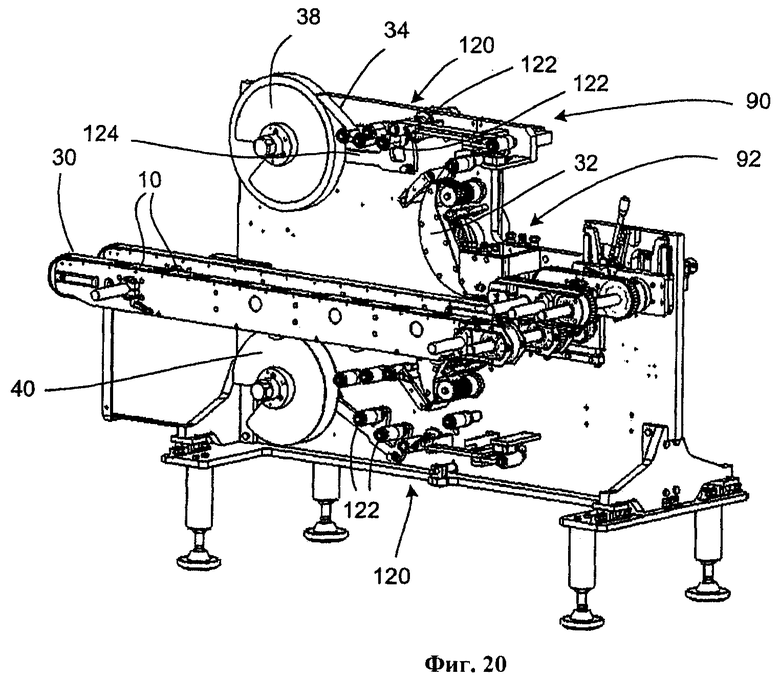
фигура 20 - увеличенный детализированный вид в перспективе подающей станции, которая обеспечивает подачу полос и заготовок в начале установки, изображенной на фигурах 18 и 19, и обжимной станции, расположенной после подающей станции;
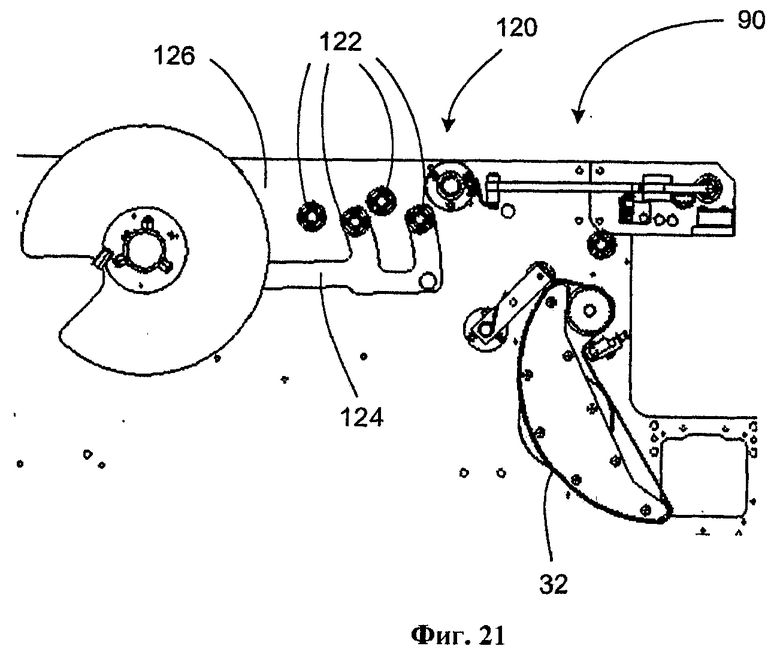
фигура 21 - увеличенный детализированный вид сбоку механизма подачи полос подающей станции фигуры 20;
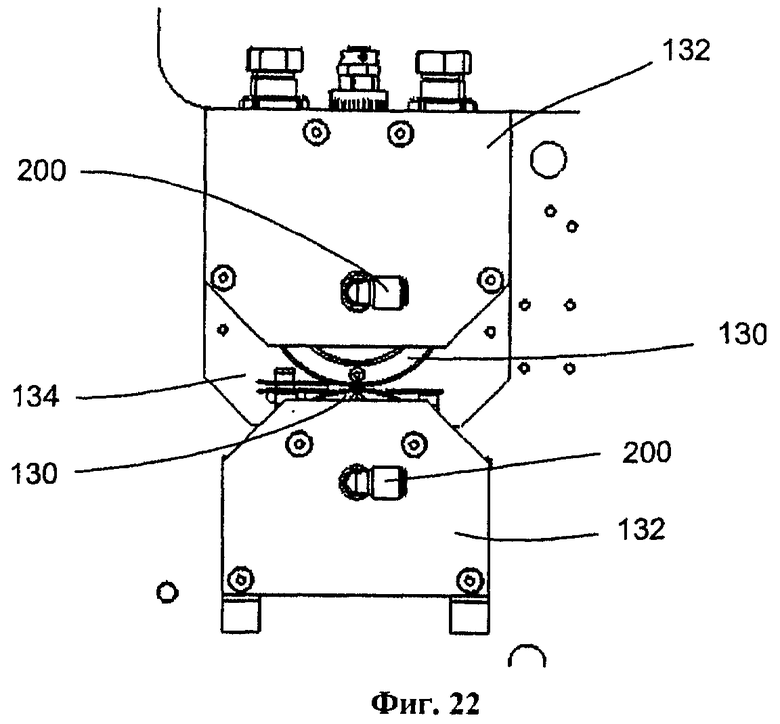
фигура 22 - увеличенный детализированный вид обжимной станции фигуры 20, размещенной после подающей станции;
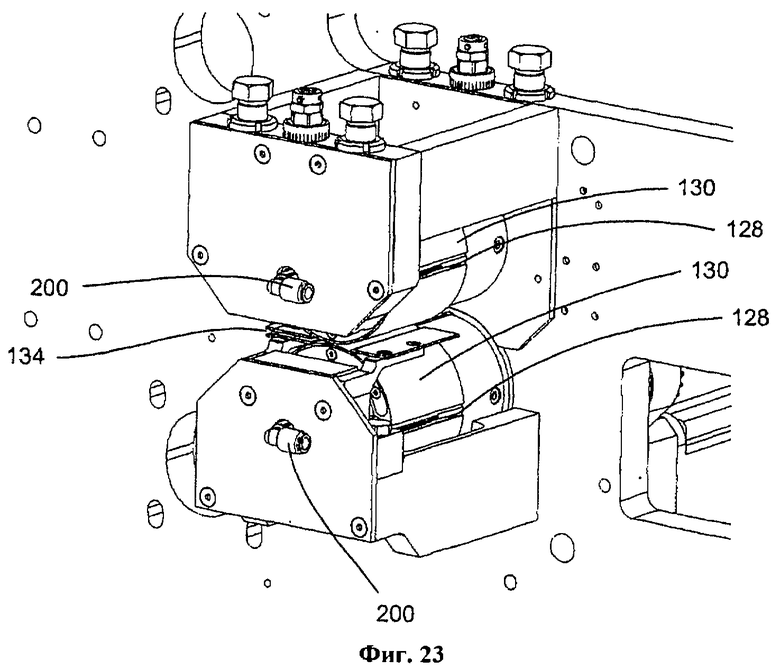
фигура 23 - вид в перспективе обжимной станции, соответствующий фигуре 22;
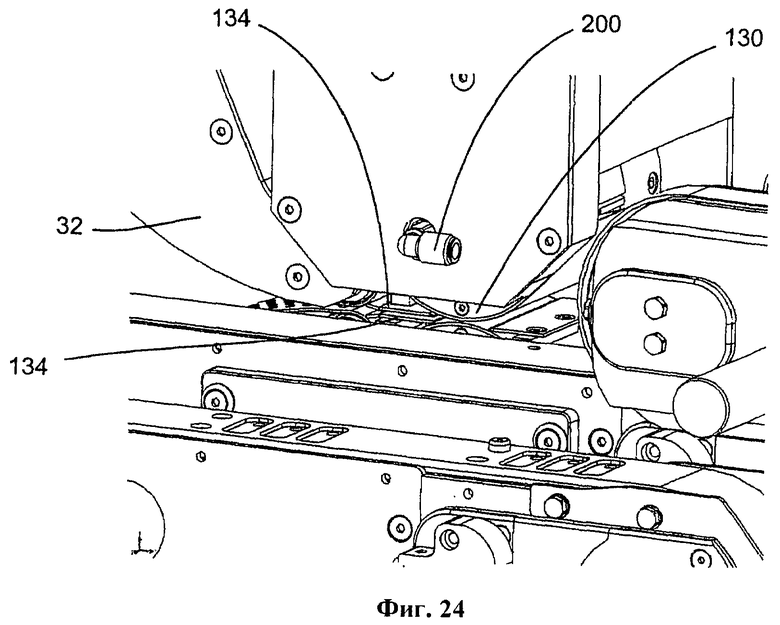
фигура 24 - другой увеличенный детализированный вид в перспективе обжимной станции, показанной на фигурах 21-23; и
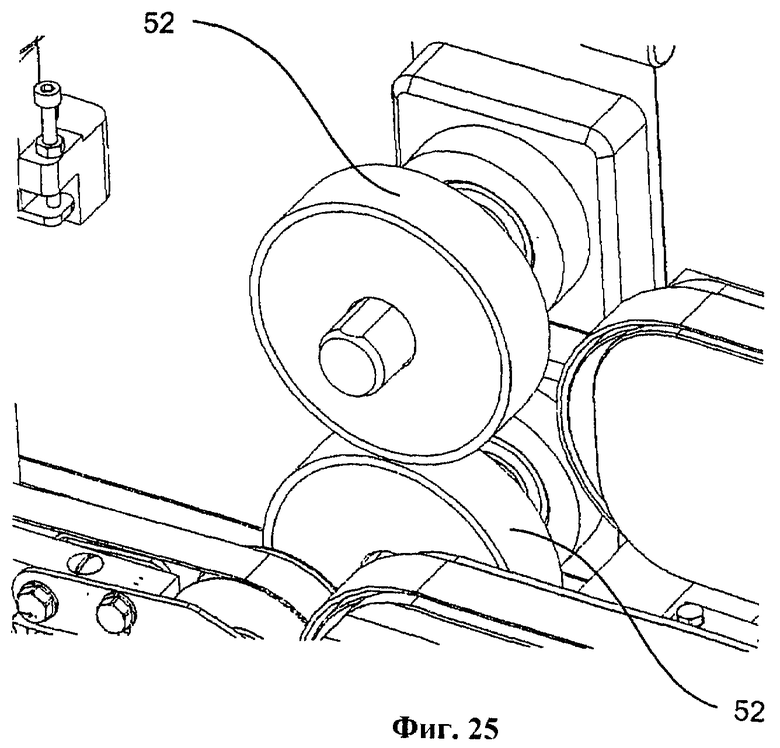
фигура 25 - увеличенный детализированный вид в перспективе валков, вращающихся в противоположных направлениях, установки, показанной на фигурах 18 и 19, для продвижения лент вокруг соответствующих им заготовок.
Обращаясь сначала к фигурам 1 и 2, можно видеть, что стадии способа фигуры 1 отображены последовательно сбоку на фигуре 2, начиная с подачи картонных заготовок 10 в верхней части каждой фигуры и заканчивая получением готовых упаковок 12 с приводными лентами в нижних частях фигур.
Для полноты в настоящем описании будут рассмотрены все стадии способа, обеспечивающие изготовление упаковки 12 в непрерывном производственном процессе на одной производственной установке, как в общих чертах показано на фигурах 1 и 2. Однако необходимо подчеркнуть, что для осуществления изобретения необязательно выполнение всех указанных стадий, или в том порядке, который указан. Также не исключается использование других стадий способа, которые опущены на фигурах 1 и 2 для краткости и ясности: такими стадиями может быть печать на упаковке 12, или ее изменения под конкретное применение, или укладку буклета-инструкции в упаковку 12. В варианте осуществления изобретения, показанном на фигурах 18-25, иллюстрируется один из способов укладки буклета-инструкции внутрь упаковки.
В особенности предусматривается, чтобы процесс, представленный в общем виде на фигурах 1 и 2, можно было прервать, так чтобы некоторые операции выполнялись позже или на другом производственном оборудовании, после хранения или транспортировки частично обработанных заготовок. В частности, после того как лента 20 установлена на заготовке 10 для получения компонента с приводной лентой, остальная часть заготовки 10 складывается и склеивается для получения упаковки 12 с приводной лентой, содержащей компонент с приводной лентой. Однако эти последующие операции по складыванию и склеиванию заготовок в широком смысле не являются существенными для настоящего изобретения.
Описывая в общих чертах способ, представленный на фигуре 1, можно сказать, что установка 14, которая будет описана ниже, захватывает заготовки 10 и помещает полосы 34, 36 пленки с обеих сторон каждой заготовки 10, так что она оказывается между этими полосами. Подача и взаимное расположение полос 34, 36 и заготовки 10 будут описаны более подробно со ссылками на фигуры 2 и 3. Затем полосы 34, 36 свариваются друг с другом и отрезаются для получения ленты 20, охватывающей заготовку 10, причем лента 20 содержит один сварной шов непосредственно впереди заготовки 10 и один сварной шов непосредственно позади заготовки 10. Эти операции будут описаны подробно со ссылками на фигуры 4(а) и 4(b).
После того как выполнен второй сварной шов и второй разрез полос для получения ленты 20, ее продвигают вокруг заготовки 10 для перемещения сварных швов, так чтобы они оказались между передним и задним краями заготовки 10. Эта операция иллюстрируется на фигурах 7(а), 7(b), 8(а) и 8(b). В результате создается возможность для прикрепления к одному сварному шву ленты 20 первой выдвижной части, например, блистерной упаковки, как показано на фигуре 10, после чего заготовка 10 складывается вокруг первой выдвижной части для переворачивания ленты 10, как показано на фигуре 11. При этом открывается второй сварной шов ленты 20, после чего к нему может быть прикреплена вторая выдвижная часть, например, другая блистерная упаковка, как показано на фигуре 13.
После прикрепления второй выдвижной части в нужном положении осуществляют завершающие сгибания, как показано на фигуре 14, для завершения изготовления упаковки 12, в которой заготовка 10 формирует трубчатый корпус вокруг выдвижных частей и перегородку, которая поддерживает ленту 20 для обеспечения привода ею выдвижных частей, которые при пользовании упаковкой перемещаются в противоположных направлениях.
В установке 14 (см. фигуру 2), в которой осуществляется предлагаемый в изобретении способ, осуществляется обработка картонных заготовок 10, имеющих удлиненную форму с противолежащими вырезами 16 на длинных сторонах заготовок, смещенными к одному концу заготовки 10. Как указано во введении, такие вырезы 16 известны: они формируют сравнительно узкую часть 18 заготовки 10, вокруг которой движется лента 20. Вырезы 16 не являются существенными для настоящего изобретения, однако они предпочтительны, поскольку получающаяся узкая часть 18 обеспечивает желательное удерживание ленты 20 от бокового смещения.
Заготовки 10, показанные на фигуре 2, имеют две основные поверхности 22 и 24, причем на фигуре 2 видны верхние поверхности 22, а нижние поверхности 24 скрыты под заготовками 10. Каждая заготовка 10 имеет передний край 26 и задний край 28, параллельный переднему краю 26. Термины "передний край" и "задний край" связаны с направлением продвижения ряда последовательных заготовок 10 в установке 14, и на фигуре 2 заготовки 10 перемещаются сверху вниз и на последующих фигурах - слева направо. В рассматриваемом варианте осуществления изобретения передние 26 и задние 28 края содержат по одному вырезу 16.
Как можно видеть, в установке 14 расположен последовательный ряд заготовок, которые находятся на некотором расстоянии друг от друга и размещены таким образом, что их длинные стороны с вырезами 16 перпендикулярны направлению движения. Заготовки 10 могут подаваться из сменяемых картриджей, которые устанавливаются в начале установки 14 и в которых заготовки уложены стопкой для подачи одна за другой с определенным интервалом и с нужной ориентацией. Заготовки 10 предпочтительно проходят через установку 14 в горизонтальной плоскости с нижней поверхностью 24, повернутой вниз, хотя указанная ориентация не является обязательной.
Заготовки 10 перемещаются через установку 14 с помощью горизонтального основного конвейера 30, который захватывает основную часть каждой заготовки 10 по всей ее ширине, которая противолежит смещенной узкой части 18. Предпочтительным является вакуумный конвейер, хотя специалистам в данной области техники известны и другие виды транспортировочных устройств, которые также могут быть использованы в изобретении.
На упрощенном, схематическом виде фигуры 2 показано, что заготовки 10 перемещаются через установку 14 с помощью одного основного конвейера с непрерывной лентой. Хотя в соответствии с практикой лучших решений автоматических линий предусматривается, что заготовки 10 не должны сходить с конвейера, пока не закончится их обработка, специалистам в данной области техники ясно, что заготовки 10 могут быть перемещены с одного конвейера на другой в процессе их обработки, как это будет рассмотрено ниже. Действительно, как уже указывалось, процесс, показанный в упрощенном виде на фигурах 1 и 2, может быть прерван и завершен через некоторое время, в течение которого частично обработанные заготовки 10 находятся на хранении или транспортируются.
Также возможно использование дополнительных фиксирующих средств на любой стадии процесса, например, зажимных устройств или прижимных роликов для прижатия заготовок к основному конвейеру 30 на стадиях их складывания. Иначе выполнение таких стадий складывания могло бы вызвать проскальзывание заготовок 10 относительно конвейера 30, поскольку вакуумное фиксирующее устройство не обеспечивает достаточно высоких характеристик в отношении сдвиговых усилий, которые могут возникать при складывании. Поскольку дополнительные фиксирующие средства, таких как, например, прижимные ролики, хорошо известны специалистам в данной области техники, то в настоящем описании такие средства не рассматриваются. Однако в варианте осуществления изобретения, показанном на фигурах 18-25, используется дополнительное фиксирующее устройство, которое видно на виде в плане установки, представленной на фигуре 19.
Вспомогательный вакуумный конвейер 32 проходит параллельно основному конвейеру 30 под узкими частями 18 заготовок 10, основные части которых поддерживаются и удерживаются основным конвейером 30. Вспомогательный конвейер 32 формирует приводную поверхность в той же горизонтальной плоскости, в которой находится приводная поверхность основного конвейера 30, так что каждая заготовка 10 поддерживается в этой горизонтальной плоскости при ее продвижении в установке 14.
На фигуре 3 можно видеть, что две одинаковые полосы 34, 36 гибкой пластмассовой пленки сматываются с барабанов 38, 40, соответственно, и подаются в сварочно-отрезную станцию 42 установки 14. В частности, верхняя полоса 34 подается параллельно направлению движения практически в горизонтальной плоскости над верхними поверхностями 22 заготовок 10 и выровнена относительно узких частей 18 заготовок 10. Нижняя полоса 36 подается в параллельной плоскости под нижними поверхностями 24 заготовок 10 между ними и вспомогательным конвейером 32. Таким образом, вспомогательный конвейер 32 захватывает нижнюю полосу 36. Нижняя полоса 36 также выровнена относительно узких частей 18 заготовок 10 и, соответственно, выровнена с верхней полосой 34, и, таким образом, узкие части 18 заготовок 10 оказываются между полосами 34, 36. Поэтому только верхняя полоса 34 видна на виде сверху фигуры 2, а нижняя полоса 36 полностью закрыта внизу.
На практике натяжение полос поддерживается натяжным устройством, размещенным перед сварочно-отрезной станцией 42. Натяжное устройство на фигуре 3 не показано, чтобы не загромождать чертеж, однако пример такого устройства показан в варианте осуществления изобретения, представленном на фигурах 18-25, особенно на фигурах 20 и 21. Натяжное устройство может притормаживать барабаны 38, 40, когда они вращаются, или предпочтительно полосы 34, 36 проходят натяжители, в которых полосы двигаются по зигзагообразному пути, прежде чем они поступят в сварочно-отрезную станцию 42. Такие натяжители предпочтительно обеспечивают также резервный запас материала, и, таким образом, барабаны 38, 40 могут заменяться без прерывания предпочтительно непрерывной работы установки 14. Возможно склеивание полос при непрерывной работе установки 14, однако в этом случае не исключена отбраковка некоторых упаковок 12, изготовленных при замене барабана.
На фигуре 3 показана выдвижная сварочно-отрезная головка 44 сварочно-отрезной станции 42. Головка 44 циклически опускается и поднимается в процессе работы, для того чтобы работать синхронно с непрерывно продвигающимися в установке 14 заготовками 10. При движении головки 44 вниз она опускается на верхнюю полосу 34 близко к заднему краю узкой части 18 заготовки 10 и прижимает верхнюю полосу 34 к нижней полосе 36. На фигуре 3 показана нижняя полоса 36, также поднятая к верхней полосе 34, что может быть получена с помощью подвижной опоры (на этой фигуре не показана), противолежащей головке 44, хотя этот признак для изобретения не является существенным.
Головка 44 имеет прямолинейную нагреваемую сварочную кромку 46, которая перпендикулярна направлению движения заготовок 10 в установке 14 и параллельна плоскостям полос 34, 36 при их прохождении через сварочно-отрезную станцию 42. В качестве примера, сварочная кромка 46 головки 44 имеет ширину нижней грани, равную 0,5 мм: этот размер не является критичным, но в настоящее время указанное значение является предпочтительным. Также предпочтительно, но несущественно, чтобы сварочная кромка 46 головки 44 была выполнена из нержавеющей стали. Кромка 46 может быть покрыта ПТФЭ для снижения загрязнения ее отходами, возникающими при осуществлении сварки. Специалисту в данной области техники ясны многие альтернативные материалы, которые могут использоваться вместо ПТФЭ.
Когда горячая сварочная кромка 46 головки 44 прижимает верхнюю полосу 34 к нижней полосе 36, верхняя полоса 34 сначала приваривается к нижней полосе 36 в этом месте, и затем сварочная кромка 46 обрезает сваренные полосы 34, 36, при этом осуществление разреза облегчается натяжением полос 34, 36. В результате получается выступающий наружу сварной шов 48 между соединенными полосами 34, 36, параллельный заднему краю заготовки 10: это можно видеть на предыдущем сварном шве, впереди головки 44, справа на фигуре 3. Такая сварка и отрезание полос 34, 36 обеспечивает получение ленты 20, охватывающей заготовку 10, и освобождает заготовку 10 от полос 34, 36, которые остаются прикрепленными к барабанам 38, 40. Сварной шов 48 также становится первым швом, который будет формировать ленту 20, охватывающую предыдущую заготовку 10, которая не показана на фигуре 3, но показана на фигурах 4(а) и 4(b), описанных ниже.
Конкретная конструкция сварочно-отрезной головки будет описана ниже со ссылками на фигуры 16(а), 16(b) и 16(с) чертежей и в частности в практическом варианте осуществления изобретения, который иллюстрируется на фигурах 18-25.
На фигурах 4(а) и 4(b) представлено эффективное улучшение предпочтительных вариантов осуществления изобретения, в которых происходит перемещение заготовок 10 относительно охватывающих их полос 34, 36 между соседними сварными швами 48. Как будет объяснено ниже, такое относительное перемещение имеет два основных назначения: во-первых, обеспечение тесного прилегания ленты 20, скользящей вокруг узкой части 18 заготовки 10, и, во-вторых, уменьшение числа сварных швов 48, что позволяет снизить отходы материала полос.
На фигуре 4(а) показано то же положение, что и на фигуре 3, за исключением наличия второй, следующей заготовки 10b. Здесь, получение ленты 20, охватывающей первую заготовку 10а, завершается сваркой и отрезанием наложенных друг на друга полос 34, 36 по линии 50 отреза, находящейся непосредственно за задним краем узкой части 18 этой заготовки 10а. Необходимо отметить, что в этом случае имеется заметный зазор между линией 50 отреза и передним краем узкой части 18 второй заготовки 10b. Этот зазор возникает большей частью из-за суммарной глубины вырезов 16, которые формируют узкие части 18 заготовок 10а, 10b.
На фигуре 4(b) показана следующая стадия, на которой вторая заготовка 10b продвинута относительно полос 34, 36, поскольку заготовки 10 и полосы 34, 36 продвигаются вместе в установке 14, так чтобы передний край узкой части 18 второй заготовки 10b прилегал к сварному шву 48, выполненному на фигуре 4(а), и предпочтительно упирался в этот шов. Затем может быть получена лента 20, охватывающая вторую заготовку 10b, путем сварки и отрезания по линии 50 отреза, как показано на фигуре 4(а).
Относительное перемещение заготовок 10 относительно полос 34, 36 может быть достигнуто за счет того, что скорость основного конвейера 30 немного больше скорости вспомогательного конвейера 32, при этом заготовки 10 перемещаются со скоростью основного конвейера 30, а полосы 34, 36 перемещаются со скоростью вспомогательного конвейера 32. Такое устройство является предпочтительным для установки 14, представленной на фигуре 2, которая является машиной непрерывного действия, хотя и другие установки могут разными способами обеспечить необходимое относительное перемещение. Разность скоростей основного 30 и вспомогательного 32 конвейеров может изменяться циклически, причем она будет увеличиваться до максимума после выполнения каждого сварного шва и синхронизироваться поступлением заготовок 10 на сварочно-отрезную станцию 42.
Перемещение заготовок 10 относительно полос 34, 36 между двумя последовательными сварными швами 48 обеспечивает максимально возможную близость сварных швов 48 к переднему 26 и заднему 28 краям заготовок 10, так что полученная лента 20 будет скользить вокруг узкой части 18 заготовки с плотным прилеганием. Еще одним достоинством такого решения является сокращение числа сварных швов и отходов материала полос. В этом отношении вырезы 16, которые формируют узкую часть 18 заготовки 10, представляют проблему, поскольку без использования перемещения заготовок относительно полос 34, 36 сварной шов 43, который завершает получение одной ленты 20, также не может служить первым швом следующей заготовки 20: действительно, в этом случае необходимо будет выполнить два сварных шва, и материал полос между этими двумя швами пойдет в отходы. В то время как отходы следует максимально снижать по экономическим и экологическим соображениям, основной проблемой является необходимость их удаления в процессе автоматического производства продукции. В случае необходимости удаления отходов установка неизбежно усложняется и, соответственно, становится более дорогой и потенциально менее надежной.
Для иллюстрации проблемы отходов на фигурах 5, 6(а) и 6(b), которые соответствуют фигурам 3, 4(а) и 4(b), показан альтернативный вариант без перемещения заготовок 10 относительно полос 34, 36 от одного сварного шва к другому. В этом альтернативном варианте сварочно-отрезная головка 44а снабжена двумя параллельными кромками 46а, 46b, разнесенными на расстояние, которое несколько меньше, чем зазор между задним краем 28 первой заготовки 10а и передним краем 26 второй заготовки 10b. Два сварных шва и разрезы могут быть выполнены одновременно головкой 44а по параллельным линиям 50а и 50b отрезания, причем одна линия 50b завершает получение ленты 20 вокруг первой заготовки 10а, и другая линия 50а определяет первый сварной шов 48 ленты 20, охватывающей вторую заготовку 10b. Однако в результате возникает кусок материала между заготовками 10а, 10b, который необходимо удалять из установки и транспортировать к месту сбора отходов.
Возвращаясь к варианту осуществления изобретения, проиллюстрированному на фигуре 2, можно отметить, что когда после выполнения второго сварного шва 48 получена лента 20, охватывающая заготовку 10, эта заготовка может быть продвинута дальше в установке 14 для дальнейшей обработки или может быть удалена из нее для хранения или транспортировки, прежде чем будет осуществляться дальнейшая обработка. Когда бы и где бы ни выполнялась такая дальнейшая обработка, следующей стадией будет перемещение ленты 20 вокруг заготовки 10 таким образом, чтобы сварные швы 48 находились между передним 26 и задним 28 краями заготовки 10. После этого к ленте 20 с помощью клеящего материала могут быть прикреплены над сварными швами 48 выдвижные части, такие как, например, блистерные упаковки, которые упрочняют швы 48 и предотвращают возможность их зацепления на переднем 26 и заднем 28 краях заготовки 10 в процессе пользования упаковкой 12.
В процессе автоматизированного производства необходимо определять положение сварных швов 48 относительно передних 26 и задних 28 краев.
Поэтому желательно, чтобы сварные швы 48 не перемещались, пока в этом не возникнет необходимость, особенно в тех случаях, когда заготовки 10 удаляются из установки 14 для хранения или транспортировки, и может возникнуть перемещение ленты 20 вокруг заготовки 10. В этом отношении начальное положение сварных швов напротив передних 26 и задних 28 краев помогает зафиксировать ленту 20 и предотвратить ее угловое перемещение вокруг узкой части 18 заготовки 10, обеспечивая сопротивление, которое необходимо преодолеть, прежде чем лента 20 начнет свободно скользить. Таким образом, маловероятно, что во время хранения и транспортировки сварные швы 48 могут соскользнуть из их начальных положений напротив передних 26 и задних 28 краев, особенно когда заготовки 10 уложены в пачки и ленты 20 будут зажаты между заготовками 10 пачки.
Если же сварные швы 48 будут соскальзывать из их начальных положений напротив переднего 26 и заднего 28 краев, то при этом не только будет неизвестно положение швов 48, но и со временем материал ленты будет давать усадку, и будут образовываться складки в тех местах, где лента перегибается вокруг передней 26 и задней 28 краев заготовки 10. Такая усадка также может мешать плавному ходу ленты 20 вокруг заготовки 10.
Для целей настоящего описания, предполагается, что заготовки 10 перемещаются в установке 14 таким образом, что лента 20 может быть продвинута вокруг заготовки 10. На фигурах 7(а) и 7(b) показана обработка заготовок 10 после сварочно-отрезной станции 42. На фигуре 7(а) показана заготовка 10, охваченная готовой лентой 20 со сварными швами, находящимися в исходном положении напротив переднего 26 и заднего 28 краев заготовки 10. Лента 20 остается в контакте со вспомогательным конвейером 32, и при этом продолжается перемещение заготовки 10 конвейером 30, который движется немного быстрее вспомогательного конвейера 32, как было указано выше. Как следствие, лента 20 стремится повернуться вокруг заготовки 10. Как только преодолевается начальное сопротивление, создаваемое взаимодействием между сварными швами 48 и передним 26 и задним 28 краями, лента начинает скользить вокруг заготовки 10, по часовой стрелке на виде фигуры 7(b), пока швы 48 не пройдут немного за передний 26 и задний 28 края заготовки 10. После этого лента 20 может быть отпущена вспомогательным конвейером 32, например, путем местного выключения вакуума, создаваемого вспомогательным конвейером 32, или после достижения конца этого конвейера.
Таким образом, в предпочтительном варианте осуществления изобретения, показанном на фигурах 3, 4(а), 4(b), 7(а) и 7(b), разные скорости основного и вспомогательного конвейеров 30, 32 обеспечивают скольжение ленты 20 вокруг заготовки 10 с плотным прилеганием, установку сварных швов 48 в оптимальное положение и предотвращают возникновение отходов материала пластмассовых полос.
На фигурах 8(а) и 8(b) показан другой способ продвижения ленты 20 вокруг заготовки 10 для перемещения сварных швов, в данном случае с помощью валков 52, которые взаимодействуют с лентой 20 сверху и снизу заготовки 10, вращаются в разные стороны и обеспечивают смещение ленты 20 в нужное положение. В варианте осуществления изобретения, показанном на фигурах 18 -25, используются аналогичные валки, которые особенно хорошо видно на фигуре 25.
На фигуре 9 показана полоска 54 клеящего материала, нанесенного на ленту 20 над одним из сварных швов 48. Полоска 54 представляет собой двухстороннюю самоклеющуюся полоску, обеспечивающую точную установку и упрощающую выполнение операции: полоски могут быть размещены на непрерывной ленте. После этого на двухстороннюю самоклеющуюся полоску 54 накладывается выдвижная часть 56, например, блистерная упаковка, как показано на фигуре 10. Также возможно, и это будет предпочтительно, наносить двухстороннюю самоклеющуюся полоску 54 на выдвижную часть 56 и затем прижимать выдвижную часть 56 вместе с полоской 54 к ленте 20, так чтобы клеящий материал накладывался на сварной шов 48.
В альтернативном варианте клеящий материал может наноситься в форме геля или в полутвердой форме, например, наноситься в форме цепочки капелек разогретого клеящего материала или сетки капелек такого материала. В варианте осуществления изобретения, показанном на фигурах 18-25, используется такое решение, например, нанесение линий капелек клеящего материала, параллельных каждому сварному шву 48, причем по меньшей мере одна линия капелек наносится с каждой стороны шва 48. Таким образом, выдвижная часть, прикрепленная к ленте 20, перекрывает и укрепляет сварной шов 48. Возможными альтернативными вариантами является термосклеивание и использование цианоакриловых клеящих составов.
Блистерная упаковка 56, являющаяся выдвижной частью на фигуре 10, содержит ряды полых выступов (блистеров) 58, в которых находятся капсулы или таблетки лекарственного средства или витаминов (не показаны), которые, как хорошо известно, можно извлечь, продавив основание блистерной упаковки 56, закрытое фольгой. Блистерная упаковка 56 также снабжена напрессованными упрочняющими образованиями 58b вдоль ее края, выровненного с полоской клеящего материала. Упрочняющие образования 58b служат для предотвращения прогибания блистерной упаковки 56, когда она выдвигается из упаковки 12, и могут быть сформированы с использованием вакуума вместе с блистерами 58. Упрочняющие образования 58b также служат разделителем, обеспечивающим возможность помещения на ленту 20 второй блистерной упаковки 70, служащей второй выдвижной частью, которая ориентирована так же, как и первая блистерная упаковка 56. Этот процесс поясняется ниже со ссылками на фигуру 13. Однако в альтернативном варианте вторая выдвижная часть может быть ориентирована в направлении, противоположном направлению первой выдвижной части.
Возвращаясь к фигурам 1 и 2, можно видеть, что следующей стадией после установки первой блистерной упаковки 56 является складывание вокруг нее заготовки 10, для того чтобы перевернуть ленту. Складывание осуществляется последовательностью статических клиновидных фальцовочных направляющих элементов 60, 62, 64, 66, которые воздействуют на проходящие заготовки 10 по мере того, как они продвигаются вперед в установке 14, причем каждый следующий направляющий элемент смещен внутрь больше, чем предыдущий для осуществления последовательного сгибания заготовки. По существу фальцовочные направляющие элементы 60, 62, 64, 66 представляют собой наклонные плоскости, предпочтительно изготовленные из закаленной стали для обеспечения устойчивости против абразивного воздействия картонных заготовок 10.
На фигуре 2 показан упрощенный набор фальцовочных направляющих элементов 60, 62, 64, 66 для выполнения четырех операций складывания, однако на практике может понадобиться более четырех складываний. На каждой заготовке предпочтительно имеются предварительно выдавленные линии сгибов для облегчения процесса складывания и для создания четко выраженных углов сгиба могут использоваться, например, прижимные ролики. Фальцовочные направляющие элементы 60, 62, 64, 66 могут быть подвижными в поперечном направлении для перенастройки установки под заготовки различных размеров.
Первый фальцовочный направляющий элемент 60 поднимает краевую часть 68 заготовки 10 возле первой блистерной упаковки 56. Эта краевая часть 68 станет боковой стенкой упаковки 12. Затеи второй фальцовочный направляющий элемент 62 поднимает узкую часть 18 заготовки 10 вместе с первой блистерной упаковкой 56, прикрепленной к ленте 20 в этом месте, складывая заготовку 10 вокруг первой блистерной упаковки, так что она переворачивается и ложится на примыкающую к ней панель заготовки 10, как показано на фигуре 11.
При перевертывании блистерной упаковки 56, как показано на фигуре 11, также переворачивается и лента 20, и на ней открывается второй сварной шов 48. Как показано на фигуре 12, на этот шов 48 накладывается полоска 54 самоклеящегося материала, и после этого, как показано на фигуре 13, к этой полоске 54 прикрепляется вторая выдвижная часть в форме второй блистерной упаковки 70. Вторая блистерная упаковка 70 предпочтительно идентична первой блистерной упаковке 56. Как указывалось выше в связи с рассмотрением фигуры 10, упрочняющие образования 58b второй блистерной упаковки 70 также служат в качестве проставки, в результате чего вторая блистерная упаковка 70 может быть прикреплена к ленте 20 с той же ориентацией, что и первая блистерная упаковка 56, причем проставка обеспечивает учет высоты блистеров 58. Такое устройство является предпочтительным, поскольку при открытии упаковки 12, как показано на фигуре 15, обе блистерные упаковки 56, 70 выдвигаются, имея одинаковую ориентацию. Однако также возможно использование проставок других типов, например, в форме полосы пены, покрытой на противолежащих сторонах самоклеящимся составом.
Завершение изготовления упаковки 12 показано на фигуре 14, где другая панель заготовки 10 сгибается над второй блистерной упаковкой 70 и приклеивается к оставшейся части упаковки 10 для получения трубчатого корпуса 72. После этого упаковка 12 готова к использованию, как показано на фигуре 15, на которой упаковка 12 перевернута, и одна из блистерных упаковок 56 выдвинута из трубчатого корпуса 72, в результате чего в противоположном направлении выдвинулась другая блистерная упаковка 70 за счет действия ленты 20, соединяющей блистерные упаковки 56, 70.
На фигурах 16(а), 16(b) и 16(с) иллюстрируется конструкция сварочно-отрезной головки 44. При проведении работ по проверке идеи изобретения было найдено, что простое прижатие одной нагретой сварочной кромки к выровненным полосам 34, 36 может не давать надежных результатов. Это объясняется большей частью трудностью сжатия полос 34, 36 очень близко к заднему краю 28 заготовки 10. Поэтому в варианте осуществления изобретения, показанном на фигурах 16(а), 16(b) и 16(с), используется подвижная прижимная пластина 74, которая имеет плавающую конструкцию и прикреплена к головке 44 с возможностью вертикального перемещения относительно этой головки. Прижимная пластина 74 смещается вниз относительно головки 44 пружиной 76, охватывающей стержень 78, который поддерживает прижимную пластину 74 с возможностью ее вертикального скольжения относительно головки 44.
Когда головка 44, показанная на фигуре 16(а), опускается, прижимная пластина 74 двигается впереди нагретой кромки 46 головки 44 для прижатия выровненных полос 34, 36 к кромке опоры 80, находящейся под нижней полосой 36 и противолежащей головке 44. Это положение показано на фигуре 16(b). При продолжающемся перемещении вниз головки 44 сжимается пружина 76, находящаяся между нажимной пластиной 74 и головкой 44, в результате чего обеспечивается тесный контакт нагретой кромки 46 с полосами 34, 36 для их сварки и отрезания, как показано на фигуре 16(с).
Необходимо заметить, что нагретая кромка 46 входит в желобок 82 опоры 80, и контакт между головкой 44 и опорой 80 не требуется для сварки или отрезания полос 34, 36, которые поддерживаются выше желобка 82 за счет их натяжения. Также следует отметить, что нагретая кромка 46 находится между нажимной пластиной 74 и задним краем 28 заготовки 10, так что сварной шов 48 может быть выполнен как можно ближе к заготовке 10.
Как показано на фигуре 16(с), головка 44 со связанной с ней нажимной пластиной 74 перемещается таким образом, чтобы поддерживался непрерывный режим работы установки 14. При этом опора 80 должна циклически перемещаться по горизонтали, чтобы оставаться выровненной с нагретой кромкой 46 головки 44 при выполнении операции сварки и отрезания.
На фигуре 17 показано, что изобретение может быть осуществлено в ротационной установке 84, на которой выполняются функции линейной установки 14, схема которой показана на фигуре 2. Ротационные установки обычно работают быстрее линейных установок, однако их труднее перенастраивать для упаковок различных размеров.
В установке 84 фигуры 17 движение осуществляется против часовой стрелки. Первой операцией является подача нижней полосы 36. Затем следует подача заготовок 10, после чего подается верхняя полоса 34 и осуществляется сварка и отрезание для формирования лент 20. Затем процесс сборки упаковок 12 содержит установку полосок 54 с самоклеящимся составом с непрерывной ленты 86, прикрепление первых блистерных упаковок 56 на одной стороне лент 20, установку следующих полосок 54 с самоклеящимся составом, прикрепление вторых блистерных упаковок 70 на другой стороне лент 20 и выдача готовых упаковок 12. Стадии складывания осуществляются в процессе сборки упаковок, однако они опущены на фигуре 17, чтобы не загромождать чертеж.
Наконец, на фигурах 18-25 показан вариант практического осуществления установки изготовления упаковки в соответствии с изобретением. Там где это подходит, для одинаковых частей используются одинаковые числовые ссылочные обозначения.
На фигурах 18 и 19 показано, что установка 88 содержит следующие части (по ходу движения заготовок):
станцию 90 подачи полос 34, 36 и заготовок 10;
обжимную станцию 92, в которой полосы 34, 36 прижимаются к заготовкам 10 с обеих их сторон, соединяются и отрезаются для формирования ленты 20, охватывающей каждую заготовку 10;
отбраковочную станцию 94 для отбраковки дефектных изделий после обжимной станции 92;
станцию 96 предварительной фальцовки, в которой на каждой заготовке 10 формируются линии сгиба;
станцию 98 продвижения ленты для продвижения каждой ленты 20 вокруг соответствующей ей заготовки 10 для перемещения сварных швов 48 внутрь между задним и передним краями заготовки 10;
станцию 100 прикрепления буклетов на ленту 20, охватывающую каждую заготовку 10;
отбраковочную станцию 102 для отбраковки дефектных изделий после станции 100 прикрепления буклетов;
станцию 104 вспомогательной фальцовки, в которой на каждой заготовке 10 формируются дополнительные линии сгиба;
станцию 106 прикрепления первой выдвижной части для прикрепления первой блистерной упаковки 56, вытяжного язычка или другой выдвижной части к ленте 20, охватывающей каждую заготовку;
отбраковочную станцию 108 для отбраковки дефектных изделий после станции 106 прикрепления первой выдвижной части;
станцию 110 прикрепления второй выдвижной части для прикрепления второй блистерной упаковки 70, вытяжного язычка или другой выдвижной части к ленте 20, охватывающей каждую заготовку;
отбраковочную станцию 112 для отбраковки дефектных изделий после станции 110 прикрепления второй выдвижной части;
завершающую станцию 114 завершения изготовления упаковки, например, путем выполнения завершающих сгибов и нанесения на упаковку информации по выпускаемой партии; и
отбраковочную станцию 116 для отбраковки дефектных изделий после завершающей станции 114.
Станция 90 подачи, показанная на фигурах 20 и 21, находится в начале установки 88, показанной на фигурах 18 и 19. На станции 90 подачи полосы 34, 36 и заготовки 10 подаются из соответствующих буферных накопителей, и полосы 34, 36 охватывают заготовки 10.
Заготовки 10 подаются из картриджей (не показаны), содержащих пачки заготовок. Заготовки 10 вытягиваются из картриджей и подают их установку 33 с помощью фрикционного подающего механизма, например, поставляемого компанией RonTech AG (товарный знак), причем заготовки 10 помещаются на линию установки с определенным шагом. Основная часть каждой заготовки 10, имеющая полную ширину, захватывается основным горизонтальным конвейером 30. Как и раньше предпочтительным является вакуумный конвейер, причем удерживающее усилие вакуума может быть подкреплено действием пальцев (не показаны), выступающих из ленты конвейера 30 и охватывающих каждую заготовку 10.
В дополнение к основному конвейеру 30 используются вспомогательные фиксирующие средства 118, размещенные в некоторых местах конвейера, которые помогают предотвратить проскальзывание заготовок на ленте конвейера 30 при выполнении операций складывания заготовок и установки блистерных упаковок 56, 70. Вспомогательные фиксирующие средства 118, в настоящем примере это вспомогательные ленты, противолежащие ленте основного конвейера 30, видны на виде в плане установки, показанной на фигуре 19.
Как лучше всего показано на виде сбоку фигуры 18 и на детальных видах фигур 20 и 21, две одинаковые полосы 34, 36 гибкой пластмассовой пленки сматываются с барабанов 38, 40, соответственно, и подаются в обжимную станцию 92 установки 88. Одна полоса 34 подается поверх поступающих заготовок 10 и другая полоса 36 подается снизу, причем обе полосы выровнены с узкими частями 18 заготовок 10.
Перед обжимной станцией 92 размещаются соответствующие натяжители 120, обеспечивающие натяжение полос 34, 36. В каждом из натяжителей 120 полосы 34, 36 пропускаются по зигзагообразному пути через набор роликов 122 и затем подаются в обжимную станцию 92. На фигуре 20 показано, что верхняя полоса 34 проходит через ролики 122 верхнего натяжителя 120, однако нижняя полоса, видимая на фигуре 18, на фигуре 20 не показана. Сравнивая верхний и нижний натяжители 120 видно, что в каждом случае два ролика 122 установлены на качающемся рычаге 124 для обеспечения перемещения по вертикали относительно других роликов 122, которые зафиксированы на несущей части 126 конструкции установки 88. Управляемое перемещение роликов 122 относительно друг друга обеспечивает управляемое натяжение полос 34, 36.
Непосредственно после натяжителей 120 противолежащие вспомогательные вакуумные конвейеры 32 захватывают полосы 34, 36, выходящие из натяжителей 120, и направляют полосы в обжимную станцию 92. Относительные скорости основного и вспомогательных конвейеров 30, 32 изменяются динамически для обеспечения продвижения каждой заготовки 10 в направлении сварного шва у переднего края заготовки, как указывалось выше. Это может быть получено мгновенным ускорением основного конвейера 30 или мгновенным торможением вспомогательных конвейеров 32.
На фигурах 22-24 видно, что вариант обжимной станции 92, показанный на фигурах 18-25, принципиально отличается от конструкции сварочно-отрезной головки. В этом варианте противолежащие нагреваемые ножевые кромки 128 установлены на охлаждаемых барабанах 130, вращающихся в разные стороны, между которыми пропускаются заготовки 10 и полосы 34, 36. Барабаны 130 установлены таким образом, что они могут вращаться вокруг горизонтальных осей в кронштейнах 132, прикрепленных к несущей части 126 конструкции установки 128, и при этом они охлаждаются с использованием известной системы охлаждения, в которой используется охлаждающий агент, поступающий в барабаны через соответствующие впускные отверстия 200.
В рассматриваемом примере каждый барабан снабжен двумя ножевыми кромками 128, разнесенными на 180°. Вращение барабанов 130 синхронизировано со скоростью перемещения заготовок 10 и полос 34, 36, так что ножевые кромки обрезают полосы 34, 36 между заготовками 10. Вращение барабанов 130 также синхронизировано между собой, так что ножевые кромки 128 противолежащих барабанов смыкаются попарно для прижатия, сварки и отрезания выровненных полос 34, 36 одновременно сверху и снизу. Для обеспечения прижатия полос 34, 36 ножевыми кромками 128 в течение времени, достаточного для обеспечения сварки и отрезания без нарушения непрерывности движения заготовок 10 через установку 88, ножевые кромки 128 соединены упруго с барабанами. Это обеспечивает радиальное перемещение внутрь ножевых кромок 128 относительно барабанов 130, в то время как противолежащие ножевые кромки 128 каждой пары смыкаются при каждом обороте барабанов 130. Поэтому каждая пара ножевых кромок 128 может прижимать полосы 34, 36 друг к другу более продолжительное время, чем в случае жесткого крепления этих кромок. Охлаждение барабанов предназначено для предотвращения нежелательного расплавления или деформации полос 34, 36 между сварными швами, формируемыми противолежащими ножевыми кромками 128.
На фигуре 24 показано, как перфорированные вспомогательные конвейеры подают полосы 34, 36 между противолежащими направляющими пластинами 134, расположенными непосредственно перед зоной смыкания ножевых кромок 128 барабанов 130. Поскольку передний край каждой заготовки 10 прижимается к соседнему сварному шву, прежде чем будет выполнен следующий сварной шов позади заготовки 10 для формирования ленты 20, натяжение полос 34, 36 поддерживается до момента завершения формирования ленты 20 каждой заготовки 10.
В отбраковочной станции 94, обеспечивающей отбраковку дефектных изделий после обжимной станции 92, датчики изображений (не показаны) определяют отсутствие дефектов формирования ленты 20, охватывающей каждую заготовку 10. Если лента 20 сформирована с дефектами, отбраковочная станция 94 отбраковывает соответствующую заготовку. Кроме того, установка 88 может быть запрограммирована таким образом, чтобы она останавливалась, если превышается заданное количество следующих одна за другой дефектных лент 20, и необходим анализ причины брака. Аналогичные системы датчиков изображений используются в других отбраковочных станциях 102, 108,112, 116 установки 88.
Если лента 20 сформирована без дефектов, то заготовка 10 транспортируется основным конвейером 30 через предварительную фальцовочную станцию 96, которой формирует в каждой заготовке 10 исходные сгибы. После этого заготовка 10 пропускается через станцию 98 продвижения ленты, в которой показанные на фигуре 25 валки 52, вращающиеся в разные стороны, продвигают ленту 20 вокруг заготовки 10 для продвижения сварных швов внутрь между передним и задним краями заготовки 10. Валки 52 имеют привод от соответствующих серводвигателей, которые регулируются так, чтобы скорости их вращения можно было подстраивать индивидуально для обеспечения необходимого продвижения лент.
В варианте осуществления изобретения, показанном на фигурах 18-25, обеспечивается возможность прикрепления буклетов и двух выдвижных частей, таких как, например, блистерные упаковки 56, 70, к ленте 20 каждой заготовки. Необходимо отметить, что буклет является необязательным элементом и одна или обе блистерные упаковки 56, 70 могут быть заменены вытяжным язычком или другой выдвижной частью.
Сначала на станции 100 прикрепления буклетов прикрепляется буклет. Работа станции 100 по прикреплению буклетов аналогична работе станций 106, 110 по прикреплению к ленте первой и второй выдвижной частей. Поэтому нижеприведенное описание подходит для любой из станций 100, 106, 110. На каждой из станций на ленту 20 каждой заготовки с помощью клеевого аппарата, например, поставляемого компанией Robatech AG, наносится цепочка капелек термоклея. После этого к клею прижимается буклет или выдвижная часть в течение времени, достаточного для формирования клеевого соединения, прежде чем заготовка продвинется дальше для дальнейшей обработки.
Как лучше всего показано на виде в плане установки 88 на фигуре 12, буклеты и выдвижные части подаются поперечно соответствующими подающими конвейерами 136, расположенными перпендикулярно основному конвейеру 30. На концах подающих конвейеров 136, связанных со станциями 106, 110 прикрепления первой и второй выдвижных частей, имеются буферные накопители 138. Буклеты и выдвижные части разнесены вдоль соответствующих подающих конвейеров 136 для подачи, которая синхронизирована с движением заготовок 10, проходящих мимо концов подающих конвейеров 136.
На конце каждого подающего конвейера 136 поворотное перегрузочное устройство 140 захватывает буклет или выдвижную часть с соответствующего конвейера 136, переориентирует буклет или выдвижную часть в соответствии с ориентацией заготовок 10, помещает буклет или выдвижную часть на цепочки капелек клея на заготовке 10 и прижимает буклет или выдвижную часть в течение достаточного времени без нарушения непрерывности движения заготовок 10. Для выполнения указанных действий поворотное перегрузочное устройство 140 должно соответствовать принципам, раскрытым в патенте США №6578614, выданном Loewenthal, правопреемником которого является Sigpack Systems AG.
Каждое поворотное перегрузочное устройство 140 содержит ленту 142, которая поддерживает транспортные элементы 144, установленные с шагом, соответствующим шагу разнесения заготовок на основном конвейере 30. Лента 142 поворачивается против часовой стрелки вокруг вертикальных роликов и перемещается по треугольной траектории движения (на виде в плане). Треугольная траектория движения содержит: часть 146 захвата, проходящую над соответствующим подающим конвейером 136 и параллельно ему; часть 148 установки, которая перпендикулярна части 146 захвата и параллельна основному конвейеру 30; и часть 150 возврата, представляющую собой гипотенузу треугольника. Транспортные элементы 144 установлены таким образом, чтобы они могли совершать вертикальные перемещения относительно ленты 142.
В части 146 захвата каждый транспортный элемент 144 опускается вниз относительно ленты 142 для захвата соответствующего буклета или выдвижной части. Затем транспортный элемент 144 захватывает буклет или выдвижную часть с подающего конвейера 136 и поднимается. После того как лента 142 обогнет угол между перпендикулярными частями 146 и 148, транспортный элемент 144 поворачивается на 90° и переориентирует буклет или выдвижную часть, для того чтобы их положение соответствовало положению заготовок 10. В начале части 148 установки транспортный элемент 144 снова опускается относительно ленты 142 для прижатия буклета или выдвижной части к нанесенным цепочкам капелек клея и поддерживает прижимающее усилие на протяжении всей длины части 148 установки. В конце части 148 установки транспортный элемент 144 поднимается, оставляя буклет или выдвижную часть на заготовке 10. Затем транспортный элемент 144 возвращается по части 150 возврата снова к части 146 захвата.
Для осуществления перемещения вниз и вверх транспортных элементов 144 относительно ленты 142 на частях 146, 148 захвата и установки могут быть использованы кулачковые поверхности (не показаны).
Заготовки могут быть из картона, хотя подходят и другие материалы, такие как пластмасса. Проверка идеи изобретения осуществлялась с картонными заготовками, имевшими толщину 0,38 мм и плотность порядка 290 г/м2. Пачка, состоящая из 1500 таких заготовок, имеет высоту 570 мм и обеспечивает 5 минут работы установки, производительность которой составляет 300 упаковок в минуту, что несколько выше, чем можно было бы ожидать от предлагаемой в изобретении установки, содержащей одну линию и одну головку.
Для использования в установке в качестве пластмассовых полос подходит полипропиленовая пленка, продающаяся под торговым наименованием Treofan GND. В качестве альтернативного варианта может использоваться полиэтиленовая пленка, хотя она более подвержена растягиванию. Проверка идеи изобретения осуществлялась с пленкой Treofan GND, имеющей толщину 30 мкм, при натяжении 38 граммов, температуре сварочно-отрезного устройства, равной 250±5°С, и ширине сварочной кромки из нержавеющей стали, равной 0,5 мм, в результате чего сварка и отрезание осуществлялись в течение 0,15 секунды. Пленка Treofan GND толщиной 25 мкм также успешно прошла испытания. В этих испытаниях ширина полос составляла 46 мм, и длина отреза между последовательными сварными швами составляла 88 мм.
На рынке предлагаются барабаны с пленкой Treofan GND, имеющей толщину 30 мкм и общую длину 1175 метров. При производительности 300 упаковок в минуту интервалы смены барабанов составляют примерно 45 минут. В продаже имеются барабаны с пленкой Treofan GND, имеющие большие размеры, и в этом случае обеспечивается увеличенное время работы установки между сменами барабанов.
Возможны различные изменения без выхода за пределы объема изобретения. Например, способ фальцовки заготовки, описанный выше, является всего лишь примером и легко может быть изменен в соответствии с практическими применениями: специалистам в области упаковочного оборудования известны фальцовочные устройства, которые отличаются от указанных выше фальцовочных направляющих элементов. Заготовки и пленка могут быть изготовлены из разных материалов, имеющих различную толщину и состав.
Сварочная кромка сварочно-отрезной головки может быть заменена горячей проволокой, которая может быть выполнена из нержавеющей стали, имеющей покрытие из ПТФЭ. Преимуществом использования проволоки является возможность ее продвижения время от времени для использования свежей сварочной поверхности. Проволоку можно восстанавливать путем протягивания ее через отдельное устройство, обеспечивающее удаление загрязнений, которые могут прилипать к проволоке в процессе сваривания пленки.
Можно использовать сварочную кромку головки только для сварки полос, но при этом не выполнять отрезание, так что полосы могут быть отрезаны по сварному шву на следующей стадии обработки. Возможны и другие варианты, в которых соединение полос осуществляется с помощью лазера, ультразвука или путем сплавления давлением. Аналогично, отрезание может быть выполнено не горячей кромкой, а острым лезвием или лазером.
Хотя головка показана на фигурах 16(а)-16(с) с одной прижимной пластиной, однако возможно использование нескольких нажимных пластин, например, по одной нажимной пластине с каждой стороны головки.
Использование двух блистерных упаковок в качестве выдвижных частей является всего лишь иллюстративным примером. Может использоваться только одна блистерная упаковка, а другая выдвижная часть может быть вытяжным язычком, который используется для выдвижения блистерной упаковки с другой стороны трубчатого корпуса. Тем не менее, на этот вытяжной язычок может быть нанесена рекламная информация или информации о продукте, и он может содержать или состоять из разворачиваемого буклета, который может быть прикреплен так же, как и вторая блистерная упаковка, описанная выше.
Можно использовать формирование нескольких лент на одной заготовке или другой опорной пластине. Также можно сначала сгибать заготовку для формирования картонной упаковки и затем прикреплять выдвижные части к ленте через открытые концы картонного трубчатого корпуса.
Ввиду указанных и других вариантов для определения объема изобретения необходимо обращаться к прилагаемой формуле изобретения, а не к вышеприведенному описанию конкретных вариантов его осуществления.





Способ осуществляют путем подачи первого и второго полотен из гибкого материала в направлении подачи, причем полотна охватывают с двух сторон опорную пластину перед опорной пластиной и позади нее относительно направления подачи и обращены друг к другу лицевыми поверхностями. Затем осуществляют соединение полотен, при этом первое соединение находится впереди пластины, а второе - позади пластины, охватывая ее, и отделяют соединенные части полотен от остальных частей полотен. Соединенные части полотен формируют ленту 20, охватывающую пластину с возможностью скольжения вокруг нее. В другом варианте выполнения способ содержит подачу опорной пластины между частями гибких полотен, причем пластина прилегает к границе раздела частей полотен перед опорной пластиной в направлении подачи. Затем соединяют части полотен позади пластины для формирования ленты 20, охватывающей пластину с возможностью скольжения вокруг нее. Установка для осуществления способа содержит устройства подачи первого и второго полотен из гибкого материала, обращенных друг к другу лицевыми поверхностями, в направлении подачи, причем полотна охватывают с двух сторон опорную пластину перед пластиной и позади нее. Установка содержит также устройство соединения полотен, причем первое соединение находится впереди пластины, а второе - позади для обеспечения соединения частей полотен, охватывающих пластину, находящуюся между соединениями, и устройство отделения соединенных частей полотен от остальных частей полотен. При этом соединенные части полотен формируют ленту 20, охватывающую пластину с возможностью скольжения вокруг нее. Согласно другому варианту выполнения установка содержит устройство подачи опорных пластин между частями гибких полотен в направлении подачи и устройство соединения частей полотен в зоне позади пластины для формирования ленты 20, охватывающей пластину с возможностью скольжения вокруг нее. Упаковка 12, 56, 70 изготовлена с использованием вышеописанных способов и установок. Группа изобретений обеспечивает повышение производительности. 5 н. и 53 з.п. ф-лы, 31 ил.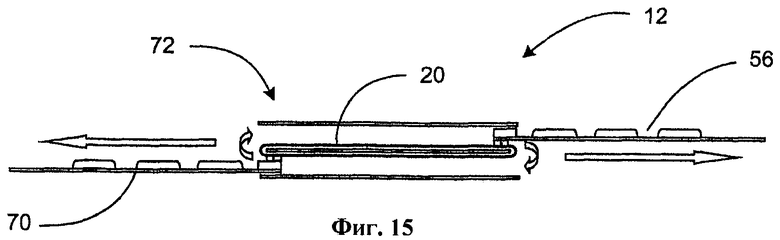
1. Способ изготовления упаковки с приводной лентой или компонента с приводной лентой для упаковки, содержащий следующие стадии:
подачу первого и второго полотен из гибкого материала в направлении подачи, причем полотна охватывают с двух сторон опорную пластину так, что они обращены друг к другу лицевыми поверхностями перед опорной пластиной и позади нее относительно направления подачи;
соединение полотен, причем первое соединение находится впереди опорной пластины, а второе соединение находится позади опорной пластины, и указанные соединения обеспечивают соединение частей полотен, которые вместе охватывают опорную пластину, находящуюся между соединениями; и
отделение соединенных частей полотен от остальных частей полотен так, чтобы соединенные части полотен вместе формировали ленту, которая охватывает опорную пластину и может скользить вокруг нее в процессе пользования упаковкой.
2. Способ по п.1, в котором полотна двигаются параллельно друг другу в направлении подачи, и при этом опорная пластина находится между ними.
3. Способ по п.1, в котором опорная пластина представляет собой плоскую панель.
4. Способ по п.1, в котором лента может скользить в процессе использования вокруг переднего края опорной пластины и заднего края опорной пластины, параллельного переднему краю, причем указанные края перпендикулярны направлению подачи полотен.
5. Способ по п.1, в котором полотна выровнены с узкой частью опорной пластины так, что лента охватывает опорную пластину вокруг ее узкой части.
6. Способ по любому из пп.1-5, в котором опорная пластина представляет собой картонную заготовку.
7. Способ по п.6, в котором панели картонной заготовки на следующих стадиях складываются вокруг ленты.
8. Способ по п.7, в котором панели формируют трубчатый корпус упаковки.
9. Способ по любому из пп.1-5, в котором части полотна отделяются от полотна по линии соединения.
10. Способ по любому из пп.1-5, в котором соединения выполняются путем сварки.
11. Способ по п.10, в котором части полотна отделяются от него путем проплавления полотна после сварки.
12. Способ по любому из пп.1-5, который содержит прижатие полотен друг к другу перед выполнением соединения.
13. Способ по п.1, в котором осуществляется движение опорной пластины относительно полотен так, чтобы опорная пластина придвигалась к первому соединению после его выполнения.
14. Способ по п.13, в котором движение опорной пластины относительно полотен прекращается, когда опорная пластина будет прилегать к первому соединению.
15. Способ по п.13, в котором опорная пластина двигается в направлении подачи быстрее полотен.
16. Способ по п.15, в котором разница скоростей опорной пластины и полотен изменяется в цикле формирования ленты.
17. Способ по п.13, в котором опорная пластина перемещается основным транспортным устройством, и полотна перемещаются вспомогательным транспортным устройством, обеспечивающим скорость перемещения, которая меньше скорости перемещения основного транспортного устройства.
18. Способ по любому из пп.1-5, в котором второе соединение выполняют после первого соединения.
19. Способ по любому из пп.13-17, в котором опорная пластина перемещается относительно первого соединения после выполнения первого соединения и перед выполнением второго соединения.
20. Способ по п.14, в котором второе соединение выполняют, когда опорная пластина прилегает к первому соединению.
21. Способ по любому из пп.1-5, в котором второе соединение выполняют непосредственно позади опорной пластины.
22. Способ по любому из пп.1-5, в котором множество опорных пластин подается последовательно между полотнами, и полотна соединяются в зазорах между такими последовательными опорными пластинами.
23. Способ по п.22, в котором второе соединение позади одной опорной пластины также является первым соединением перед следующей опорной пластиной.
24. Способ по любому из пп.1-5, в котором лента продвигается вокруг опорной пластины для перемещения соединений внутрь между передним и задним краями опорной пластины.
25. Способ по п.24, в котором лента продвигается за счет перемещения опорной пластины относительно приводного устройства ленты, взаимодействующего с лентой.
26. Способ по п.25, в котором приводное устройство ленты является вспомогательным транспортным устройством.
27. Способ по п.25, в котором приводное устройство ленты содержит прижимные ролики.
28. Способ по любому из пп.1-5, содержащий дополнительно прикрепление к ленте по меньшей мере одной выдвижной части или вкладки.
29. Способ по п.28, в котором выдвижная часть или вкладка прикрепляется к ленте с помощью клеящего материала и клеящий материал наносится таким образом, чтобы он перекрывал или охватывал с двух сторон соединение ленты.
30. Способ по п.29, в котором выдвижную часть или вкладку прижимают к ленте в течение времени, достаточного для формирования клеевого соединения.
31. Установка по производству упаковок с приводной лентой или компонентов с приводной лентой для упаковки, содержащая:
устройства подачи первого и второго полотен из гибкого материала в направлении подачи, причем полотна охватывают с двух сторон опорную пластину так, что они обращены друг к другу лицевыми поверхностями перед опорной пластиной и позади нее относительно направления подачи;
устройство соединения полотен, обращенных друг к другу лицевыми поверхностями, причем первое соединение находится впереди опорной пластины, а второе соединение находится позади опорной пластины и указанные соединения обеспечивают соединение частей полотен, которые вместе охватывают опорную пластину, находящуюся между соединениями; и
устройство отделения соединенных частей полотен от остальных частей полотен так, чтобы соединенные части полотен вместе формировали ленту, которая охватывает опорную пластину и может скользить вокруг нее в процессе пользования упаковкой.
32. Установка по п.31, в которой устройство соединения полотен и устройство отделения полотен объединены в одном устройстве.
33. Установка по п.31, в которой устройство соединения полотен содержит противолежащие нагреваемые ножевые кромки для прижатия полотен друг к другу лицевыми сторонами.
34. Установка по п.33, в которой ножевые кромки расположены на барабанах, находящихся с каждой стороны опорной пластины и полотен.
35. Установка по любому из пп.31-34, содержащая дополнительно прижимное устройство, связанное с устройством соединения полотен, для прижатия полотен друг к другу перед соединением.
36. Установка по п.31, в которой опорная пластина и полотна перемещаются с помощью соответствующих приводных устройств, предназначенных для перемещения опорной пластины относительно полотен таким образом, чтобы опорная пластина придвигалась к первому соединению после его осуществления.
37. Установка по п.36, в которой в процессе использования приводное устройство опорной пластины имеет большую скорость в направлении подачи, чем приводное устройство полотен.
38. Установка по п.36, в которой разница скоростей опорной пластины и полотен в цикле формирования ленты изменяется.
39. Установка по п.37, в которой приводное устройство опорной пластины является основным конвейером, и приводное устройство полотен является вспомогательным конвейером, скорость которого ниже скорости основного конвейера.
40. Установка по любому из пп.37-39, в которой приводное устройство полотна продолжает взаимодействовать с полотном после формирования ленты так, чтобы продвигать ленту вокруг опорной пластины.
41. Установка по любому из пп.37-39, содержащая прижимные ролики для продвижения ленты вокруг опорной пластины.
42. Установка по любому из пп.31-34, содержащая дополнительно станцию прикрепления к ленте по меньшей мере одной выдвижной части или вкладки.
43. Установка по п.42, в которой на станции прикрепления осуществляется прикрепление к ленте выдвижной части или вкладки с помощью клеящего материала, и станция выполнена с возможностью обеспечения прикрепления выдвижной части к ленте в зоне расположения соединения.
44. Установка по п.43, в которой станция прикрепления выполнена с возможностью обеспечения прижатия выдвижной части или вкладки к ленте в течение времени, достаточного для формирования клеевого соединения.
45. Установка по п.44, в которой станция прикрепления содержит транспортный элемент, который выполнен с возможностью перемещения в направлении подачи для прижатия выдвижной части или вкладки к ленте при перемещении ленты и опорной пластины в направлении подачи.
46. Установка по п.45, в которой транспортный элемент выполнен с возможностью перемещения поперек направления подачи, приближаясь к ленте и к опорной пластине или удаляясь от них.
47. Установка по любому из пп.31-34, содержащая дополнительно фальцовочное устройство для складывания опорной пластины.
48. Способ изготовления упаковки с приводной лентой или компонента с приводной лентой для упаковки, содержащий следующие стадии:
подачу опорной пластины между частями гибких полотен, причем опорная пластина прилегает к границе раздела частей полотен перед опорной пластиной в направлении подачи; и
соединение частей полотен в зоне позади опорной пластины, в результате чего части полотен формируют ленту, которая охватывает опорную пластину и может скользить вокруг нее в процессе пользования упаковкой.
49. Способ по п.48, содержащий следующие дополнительные стадии:
подачу первой и второй полос из гибкого материала в направлении подачи, причем полосы охватывают с двух сторон опорную пластину так, что они обращены друг к другу лицевыми поверхностями перед опорной пластиной и позади нее относительно направления подачи;
соединение полотен, обращенных друг к другу лицевыми поверхностями, для формирования границы раздела перед опорной пластиной и соединения позади опорной пластины, причем граница раздела и соединение, обеспечивающее соединение частей полотен друг с другом, формируют ленту, которая охватывает опорную пластину, и
отделение частей полотен от остальных частей полотен в зоне соединения позади опорной пластины, в результате чего лента может скользить вокруг опорной пластины в процессе пользования упаковкой.
50. Способ по п.48 или 49, в котором осуществляется продольное перемещение опорной пластины относительно частей полотен так, что опорная пластина продвигается относительно частей полотен до выполнения соединения позади опорной пластины.
51. Способ по любому из пп.48 и 49, в котором множество опорных пластин подается последовательно и указанные соединения выполняются в зазорах между такими последовательными опорными пластинами.
52. Способ по п.51, в котором соединение позади одной опорной пластины также является границей раздела перед следующей опорной пластиной.
53. Способ по п.51, в котором части полотен являются частями одного полотна.
54. Установка по производству упаковок с приводной лентой или компонентов с приводной лентой для упаковки, содержащая:
устройство подачи опорных пластин для подачи опорных пластин между частями гибких полотен в направлении подачи; и
устройство соединения частей полотен в зоне позади опорной пластины, в результате чего части полотен формируют ленту, которая охватывает опорную пластину и может скользить вокруг нее в процессе пользования упаковкой.
55. Установка по п.54, которая дополнительно содержит:
устройства подачи первого и второго полотен из гибкого материала в направлении подачи, причем полотна охватывают с двух сторон опорную пластину так, что лицевые стороны полотен обращены друг к другу лицевыми поверхностями перед опорной пластиной и позади нее относительно направления подачи, причем устройство соединения полотен предназначено для соединения полотен, обращенных друг к другу лицевыми поверхностями, на границе раздела перед опорной пластиной и в зоне соединения позади опорной пластины, причем граница раздела и соединение соединяют части полотен; и
устройство отделения соединенных частей полотен от остальных частей так, чтобы соединенные части полотен вместе формировали ленту, которая охватывает опорную пластину и может скользить вокруг нее в процессе пользования упаковкой.
56. Установка по п.55, в которой устройство соединения полотен и устройство отделения полотен объединены в одном устройстве.
57. Установка по любому из пп.54-56, в которой опорная пластина и полотна перемещаются с помощью соответствующих приводных устройств, предназначенных для осуществления продольного перемещения опорной пластины относительно частей полотен таким образом, чтобы опорная пластины продвигалась относительно частей полотен до осуществления соединения позади опорной пластины.
58. Упаковка с приводной лентой или компонент с приводной лентой для такой упаковки, изготовленная с использованием способа или установки по предыдущим пунктам.
| US 3580786 А, 25.05.1971 | |||
| СВЧ-прибор М-типа | 1982 |
|
SU1140639A1 |
| US 6557700 B1, 06.05.2003. | |||

