Ссылка на родственные заявки
Согласно настоящей заявке испрашивается приоритет в соответствии с предварительной заявкой на выдачу патента США №61/308,540, поданной 26 февраля 2010 года; предварительной заявкой на выдачу патента США №61/317,592, поданной 25 марта 2010 года; предварительной заявкой на выдачу патента США №61/407,406, поданной 27 октября 2010 года; и предварительной заявкой на выдачу патента США №61/407,409, поданной 27 октября 2010 года, каждая из которых полностью включена в настоящий документ посредством ссылки.
Область техники
Настоящее изобретение относится, в общем, к поддающейся повторному закрытию упаковке и более конкретно к поддающейся повторному закрытию упаковке на клеевой основе.
Уровень техники
Поддающаяся повторному закрытию упаковка является необходимой в случае, когда упаковка используется для хранения продуктов, которые могут быть извлечены со временем, что требует от пользователя многократного открытия и повторного закрытия упаковки. Повторно закрываемый элемент на упаковке позволяет пользователю многократно открывать и закрывать упаковку во время использования без наличия вспомогательных устройств, таких как фиксаторы. Один широко используемый тип повторно закрываемого элемента для картонной коробки, ящика или упаковки в виде конверта является запирающее устройство, содержащее язычок и прорезь. В таких конфигурациях упаковку закрывают посредством вставки язычка в прорезь. Этот тип запирающего устройства может быть использован, например, в картонных коробках или ящиках из тонкого картона, таких как ящики для хлебных изделий и ящики для жевательной резинки.
Поддающиеся повторному закрытию упаковки, содержащие язычок и прорезь, могут в некоторых случаях вызвать трудности у пользователя при закрытии в виду проблем, присущих (1) совмещению язычка и прорези, которая обычно может быть узкой и лишь слегка шире язычка, и затем (2) пропусканию всей ширины язычка через прорезь. Во многих случаях пользователю будут необходимы обе руки для манипулирования язычком и прорезью с тем, чтобы открыть и повторно закрыть упаковку. В других случая язычок может порваться при открытии, что делает содержащее язычок и прорезь запирающее устройство неисправным. Дополнительно, в некоторых картонных коробках, в которых используют этот тип запирающего устройства, предусмотрен язычок на поворачиваемой крышке, которая выступает из корпуса картонной коробки. В подобных картонных коробках для выполнения поворачиваемой крышки необходим дополнительный упаковочный материал, что может вызвать дополнительные расходы на материалы и упаковку.
Сущность изобретения
Раскрыта упаковка, такая как ящик, картонная коробка, конверт и т.п., содержащая поддающуюся повторному закрытию застежку на клеевой основе. Согласно одному аспекту упаковка содержит по меньшей мере первое отделение и второе отделение, между которыми расположена соединительная часть. Первое и второе отделения сконфигурированы с возможностью перемещения между закрытой конфигурацией, в которой первое и второе отделения расположены смежно друг с другом, и открытой конфигурацией, в которой первое и второе отделения находится на расстоянии друг от друга. Согласно другому аспекту упаковка также содержит поддающуюся повторному закрытию застежку на клеевой основе, содержащую противоположные части из клея, расположенные на первом и втором отделениях таким образом, чтобы противоположные части из клея прилипали друг к другу, когда упаковка находится в закрытой конфигурации, и сконфигурированные для многократного отслаивания и повторного сцепления с тем, чтобы обеспечить многократное открытие и закрытие картонной коробки.
Согласно еще одному аспекту клей может быть отверждаемым под действием УФ излучения контактным клеем, который содержит по меньшей мере отверждаемый под действием УФ излучения олигомер, регулирующий клейкость компонент и по меньшей мере один необязательный эластомерный материал. Отверждаемый под действием УФ излучения клей характеризуется соотношением компонентов клея или ACR, где массовый процент отверждаемого под действием УФ излучения олигомера относительно суммы массовых процентов регулирующего клейкость компонента и по меньшей мере одного необязательного эластомерного материала составляет от приблизительно 0,5 до приблизительно 1,5. Клей может дополнительно характеризоваться начальной прочностью на отслаивание, составляющей от приблизительно 200 грамм на погонный дюйм (gpli) до приблизительно 900 gpli, причем вплоть до пяти последующих значений прочности на отслаивание будут составлять от приблизительно 30 процентов до приблизительно 200 процентов начальной прочности на отслаивание.
Согласно другому аспекту раскрыт способ формирования упаковки, в которой используется поддающаяся повторному закрытию застежка на клеевой основе. Согласно одному аспекту способа первую и вторую части из допускающего повторную герметизацию клея наносят на картонную заготовку. Затем части картонной заготовки складывают для образования первого отделения, содержащего по меньшей мере переднюю стенку. Первую часть из допускающего повторную герметизацию клея располагают на передней стенке первого отделения. Другую часть заготовки упаковки складывают для образования второго отделения, содержащего по меньшей мере переднюю стенку. Вторую часть из допускающего повторную герметизацию клея располагают на передней стенке второго отделения. Способ может дополнительно содержать поворот первого и второго отделений вокруг соединительной части, которая проходит между первым и вторым отделениями, таким образом, чтобы первое и второе отделения располагались смежно друг с другом для прилипания друг к другу расположенных на них первой и второй частей из допускающего повторную герметизацию клея.
Краткое описание чертежей
На фиг.1 представлен вид в перспективе примерной поддающейся повторному закрытию упаковки, содержащей первое и второе отделения;
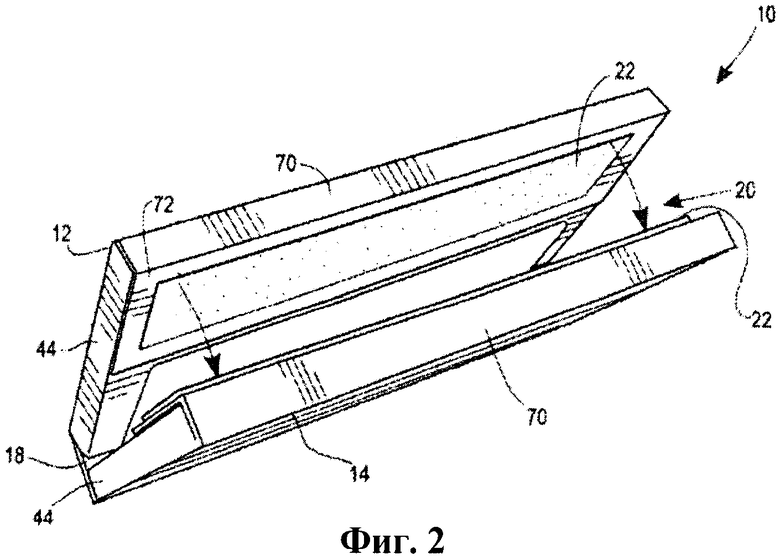
на фиг.2 представлен вид в перспективе примерной поддающейся повторному закрытию упаковки согласно фиг.1;
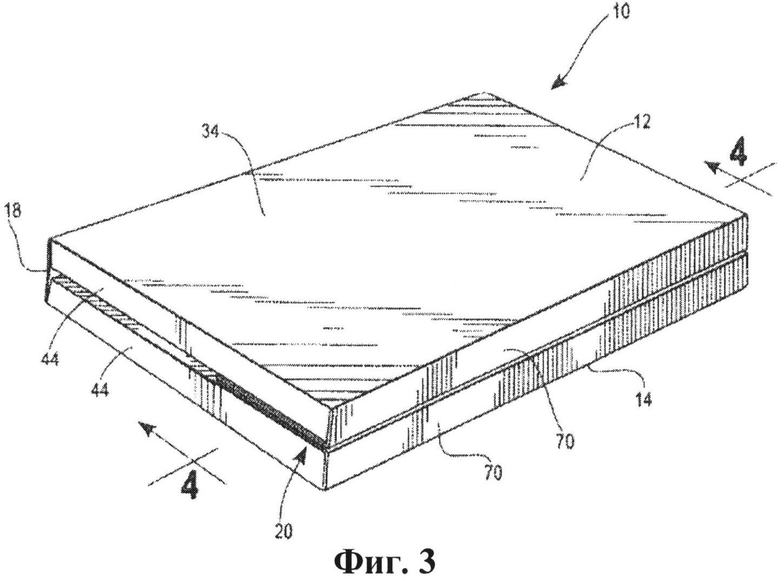
на фиг.3 представлен вид в перспективе поддающейся повторному закрытию упаковки согласно фиг.1, представленной в закрытом положении;
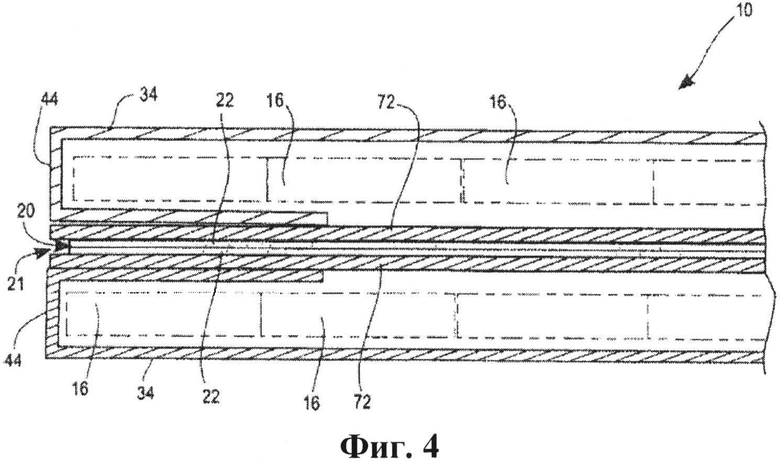
на фиг.4 представлено поперечное сечение поддающейся повторному закрытию упаковки согласно фиг.3, выполненное в основном вдоль линии 4-4;
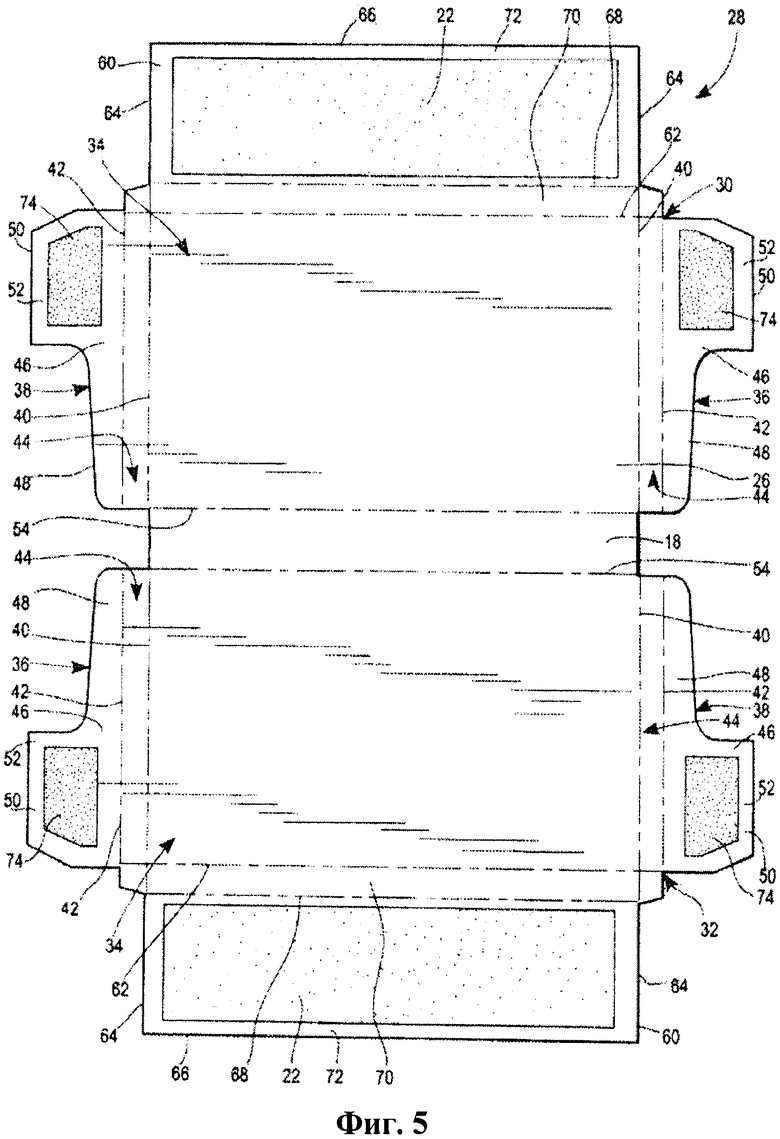
на фиг.5 представлен вид сверху примерной картонной заготовки;
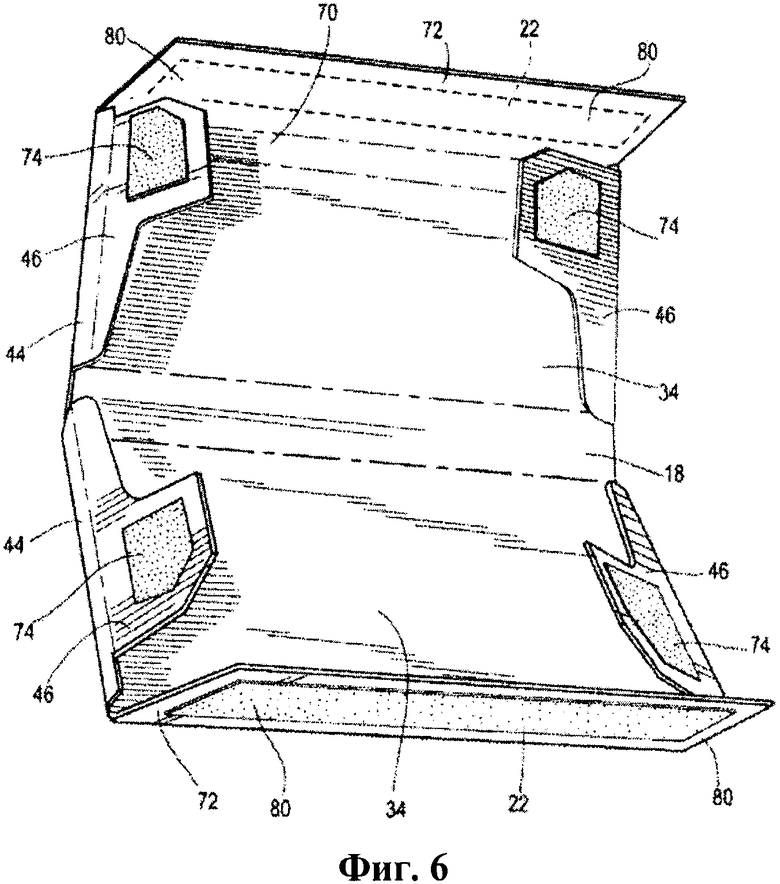
на фиг.6 представлен вид в перспективе картонной заготовки согласно фиг.5;
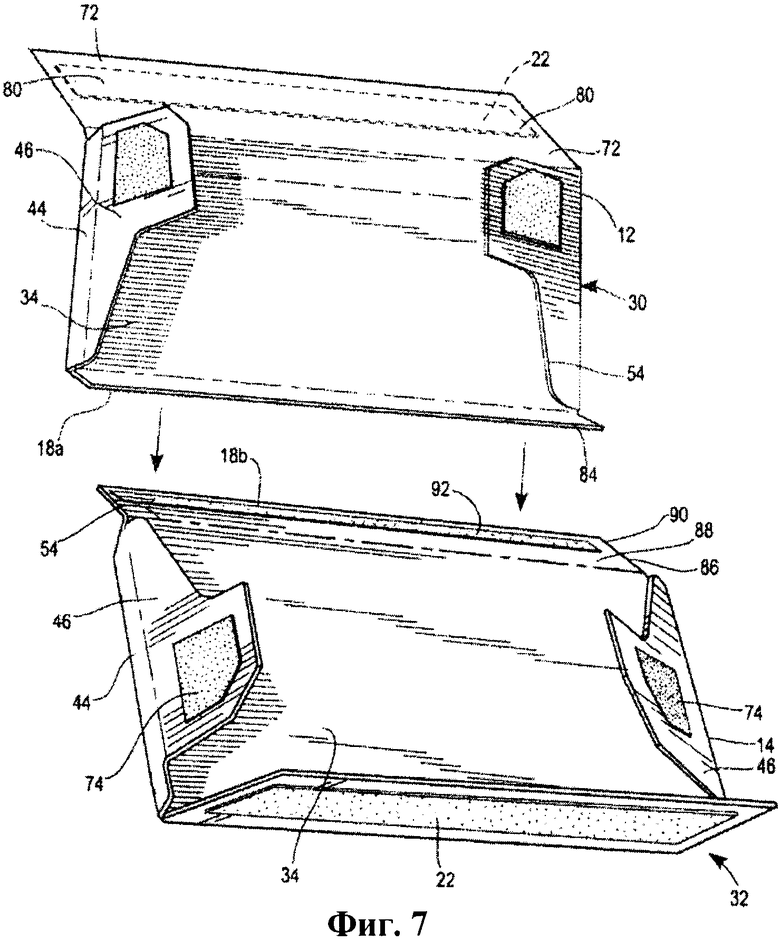
на фиг.7 представлен вид в перспективе альтернативной примерной состоящей из двух частей картонной заготовки;
на фиг.8-13 представлены виды в перспективе альтернативных поддающихся повторному закрытию упаковок; и
на фиг.14-15 представлены примерные способы изготовления упаковок.
Подробное описание изобретения
В настоящем документе раскрыта поддающаяся повторному закрытию упаковка, содержащая поддающуюся повторному закрытию застежку на клеевой основе, выполненную из клея с низкой клейкостью. Согласно одному подходу поддающуюся повторному закрытию застежку используют в упаковках, картонных коробках, ящиках, контейнерах, конвертах и т.п. Упаковки предпочтительно изготовлены из относительно жестких материалов, таких как тонкий картон, фольга, металл, бумажный картон, непровисающие пластики, многослойные материалы, их сочетание и т.п.
Согласно одному аспекту поддающаяся повторному закрытию застежка на клеевой основе, содержит противоположные части, слои, полосы, структуры или дискретные накладки из клея с низкой клейкостью, которые расположены и сконфигурированы на противоположных секциях упаковки для того, чтобы разъемно прилипнуть друг к другу для закрытия упаковки. Согласно другому аспекту используемый для застежки клей сконфигурирован для обеспечения относительно высокой прочности когезионного сцепления, но одновременно с этим относительно низкой клейкости так, чтобы он мог действовать в качестве эффективной поддающейся повторному закрытию застежки даже в случае попадания на его поверхность грязи, крошек, пуха, мелких частиц и т.п.
Согласно одному подходу раскрытые в настоящем документе конструкции поддающейся повторному закрытию застежки на клеевой основе и/или упаковки, как правило, сконструированы для минимизации прилипания застежки к нежелательным поверхностям, но при этом они функционируют в качестве эффективной поддающейся повторному закрытию застежки. То есть застежка на клеевой основе и/или упаковка характеризуются уникальным составом и конструкцией для достижения специальных значений клейкости и отслаивания с тем, чтобы застежка на клеевой основе могла быть открыта и закрыта множество раз для герметизации содержимого в упаковке при использовании потребителем, но при этом не отслаивалась от противоположных секций упаковки. Для этого поддающаяся повторному закрытию застежка, как правило, содержит отверждаемый под действием УФ излучения клей, характеризующийся относительно низкими уровнями клейкости для минимизации прилипания к нежелательным поверхностям, выбранной прочностью сцепления или сопротивлением отслаиванию при открытии, достаточными для обеспечения надежного повторного закрытия упаковки, и сопротивлением отслаиванию, достаточным надежным для обеспечения многократного открытия и закрытия упаковки. Вместе с тем застежка на клеевой основе также характеризуется прочным соединением с подложкой упаковки с тем, чтобы клей не отслаивался при открытии упаковки.
Согласно другому подходу поддающаяся повторному закрытию застежка на клеевой основе может содержать специфические смеси отверждаемого под действием УФ излучения и регулирующего клейкость средства. Согласно еще одним подходам поддающаяся повторному закрытию застежка на клеевой основе может содержать специфические смеси отверждаемого под действием УФ излучения акрилового олигомера, регулирующего клейкость средства и эластомерного (каучукового) компонента. Предпочтительно, отверждаемая под действием УФ излучения поддающаяся повторному закрытию застежка на клеевой основе является отверждаемым под действием УФ излучения контактным клеем (PSA), демонстрирующим хорошие когезивные свойства и низкую клейкость, однако, несмотря на низкую клейкость, по прежнему характеризующимся прочным соединением с подложкой упаковки, образующей противоположные панели упаковки.
Широко известно, что обладающий когезионным свойствами материал обычно легче прилипает к подобным материалам (т.е. самослипание), чем к отличающимся материалам. Используемые в настоящем документе подходящие клейкие материалы, как правило, демонстрируют относительно низкую клейкость к нежелательным поверхностям, но при этом также демонстрируют хорошую прочность соединения с желаемыми поверхностями (например, отсутствие отслаивания от упаковки), и относительно хорошую прочность когезионного соединения или прочность соединения при соединении одноименных материалов с подобными поверхностями для удержания упаковки закрытой, при этом по-прежнему обеспечивают возможность открытия упаковки вручную. Выбранные материалы на клеевой основе также обеспечивают нарушение сцепления или отслаивание от таких подобных материалов таким образом, чтобы клеевые слои могли быть многократно отслоены без существенного повреждения клейкого материала и/или какой-либо лежащей ниже подложки упаковки. При отлипании или отслаивании клеящего материала, выбранные клеящие материалы характеризуются достаточной внутренней целостностью и, как правило, отслаиваются на границе клеевого соединения по существу чисто без существенного захватывания материала, оттягивания материала, отслоения материала от подложки упаковки и/или других существенных нарушений конфигурации материала (т.е. скатывание в шарики, образование комков и т.п.). Как более подробно описано ниже описанные в настоящем документе застежки на клеевой основе поддерживают прочность на отслаивание при контакте друг с другом противоположных клейких частей со средней начальной прочностью на отслаивание более приблизительно 200 грамм на погонный дюйм (gpli) и, предпочтительно, от приблизительно 200 gpli до приблизительно 900 gpli. Более того, в некоторых случаях, застежки на клеевой основе сохраняют более приблизительно 200 gpli и/или по меньшей мере от приблизительно 30% до приблизительно 200% средней начальной прочности на отслаивание после пяти повторяющихся действий открытия и закрытия.
Согласно еще одному аспекту упаковка, содержащая расположенную на ней застежку на клеевой основе, также сконструирована так, чтобы прочность соединения или сопротивление отслаиванию отверждаемой под действием УФ излучения поддающейся повторному закрытию застежки на клеевой основе от подложки упаковки, образующей упаковку, например, относительно жестких стенок подложки упаковки, была, как правило, больше сопротивления отслаиванию при открытии между противоположными частями самой застежки. Следовательно, поддающаяся повторному закрытию застежка, как правило, остается приклеенной к подложке упаковки и не происходит захватывания, оттягивания или отслоения от подложки упаковки при открытии упаковки пользователем и расслаивании застежки в результате открытия. Например, согласно одному подходу прочность соединения или сопротивление отслаиванию клея от подложки упаковки составляет более приблизительно 600 gpli (в некоторых случаях более приблизительно 900 gpli) и способно выдерживать многочисленные циклы отслаивания и повторного закрытия без отделения от подложки упаковки. В дополнение к этому, клей отвержден так, что он способен выдержать более 100 протираний марлей, пропитанной растворителем метилэтилкетоном (МЭК).
В дополнение к этому для создания эффективной поддающейся повторному закрытию застежки описанные в настоящем документе конструкции клея предпочтительно позволяют заранее нанести клей на материалы подложки упаковки, например, картонные заготовки, перед формированием упаковки. Например, после нанесения клея подложка упаковки может быть разрезана на заготовки и затем уложена в стопку, подвергнута манипуляциям и извлечена из стопки без существенного нежелательного прилипания смежных заготовок. Это может дополнительно рационализировать операции по упаковки в картонную тару, поскольку клей может быть нанесен как часть процесса изготовления/печати. Это устранит наличие встроенных механизмов для нанесения клея на линии упаковки в картонную тару, которое обычно необходимо при использовании обычных клейких клеев. Дополнительно, описанная в настоящем документе застежка из клея с низкой клейкостью предпочтительно уменьшает использование упаковочного материала, например, приблизительно на 20%, по сравнению с другими упаковками, в которых используют конструкции из язычков и прорезей для закрытия покрывающих створок или подобных повторно закрываемых элементов.
Рассмотрим теперь подробности примерной поддающейся повторному закрытию упаковки или картонной коробки 10, представленной на фиг.1-6. Поддающаяся повторному закрытию упаковка 10 содержит первое и второе отделение 12 и 14, которые согласно этому подходу характеризуются подходящим размером для расположения одного или нескольких тонких продолговатых продуктов, таких как примерные куски жевательной резинки 16, представленные на фиг.1. Однако, следует понимать, что упаковка 10 является всего лишь одним примером подходящей поддающейся повторному закрытию упаковки, в которой используют описанные в настоящем документе поддающиеся повторному закрытию застежки на клеевой основе. Другие упаковки могут характеризоваться отличными формами и конфигурациями в зависимости от желаемого использования.
Согласно представленному на фиг.1 первое и второе отделения 12 и 14 соединены шарнирно или с возможностью вращения при помощи соединительной части, перемычки или створки 18, которая расположена между соседними концами первого и второго отделений 12 и 14 и соединяет их. Поддающаяся повторному закрытию упаковка 10 дополнительно содержит поддающуюся повторной герметизации застежку 20 на клеевой основе. Как представлено на фиг.1, застежка 20 на клеевой основе для этой формы упаковки выполнена в форме противоположных удлиненных полос клея, проходящих по большим внутренним сторонам отделений 12 и 14. Альтернативные конфигурации нанесения клея будут рассмотрены ниже.
Застежка 20 на клеевой основе позволяет выполнять открытие или закрытие упаковки 10 при помощи прилипания или отслаивания частей 22 из клея, нанесенных на большие внутренние стороны первого и второго отделений 12 и 14. Когда части 22 из клея приклеены друг к другу упаковка 10 находится в закрытой конфигурации, такой как представлена на фиг.3. Когда части 22 из клея отделены или отслоены друг от друга, так как изображено на фиг.1, упаковка 10 находится в открытой конфигурации. Открытая конфигурация позволяет пользователю получить доступ к внутреннему пространству 24 одного или обоих из первого и второго отделений 12 и 14 для того, чтобы воспользоваться одним или несколькими хранящимися в них продуктами 16. После этого пользователь может закрыть упаковку, например, при помощи поворота или смещения первого и второго отделений 12 и 14 в целом по направлению друг к другу и прикладывания небольшого давления для склеивания противоположных частей 22 из клея друг с другом для того, чтобы повторно закрыть упаковку 10, как представлено в качестве примера на фиг.2. Как более полно описано ниже, используемый для формирования застежек 20 на клеевой основе клей характеризуется уникальным составом, сконфигурированным для того, чтобы обеспечить многократные операции открытия и повторного закрытия с минимальными потерями прочности соединения.
Рассмотрим теперь фиг.5, упаковка 10 может быть сформирована из картонной заготовки, такой как штампованная, одинарная или цельная картонная заготовка 28, которая может быть изготовлена и бумажного картона, тонкого картона, многослойного материала, пластика, фольги, металла и т.п. Заготовка 28 содержит верхнюю и нижнюю части 30 и 32, соединенные при помощи промежуточной соединительной части 18. Как более подробно пояснено ниже, на заготовке могут быть выполнены надрезы таким образом, чтобы ее можно было согнуть по различным линиям надреза для того, чтобы верхняя и нижняя части 30 и 32 формировали первое и второе отделения 12 и 14. Согласно этому подходу верхняя и нижняя части 30 и 32 в целом являются зеркальными отображениями друг друга относительно соединительной части 18.
Рассмотрим более подробно картонную заготовку 28, каждая из верхней и нижней частей 30 и 32 заготовки содержит центральную, в целом плоскую часть, образующую заднюю панель или стенку 34 отделений. Створки 36 и 38 боковой стороны проходят из противоположных боковых краев или линий изгиба 40 задней панели 34. Створки 36 и 38 боковой стороны в целом являются зеркальным отображением друг друга. Каждая створка 36 и 38 боковой стороны содержит промежуточную линию сгиба 42, проходящую в целом параллельно боковой линии сгиба 40. Линии сгиба 42 и 40 ограничивают в целом прямоугольную боковую панель или стенку 44 отделений.
Боковое крыло 46 задано остальной частью створок 36 и 38 боковой стороны и проходит наружу от промежуточной линии сгиба 42. Боковое крыло 46 содержит узкую верхнюю конечную часть 48 и в целом прямоугольную нижнюю конечную часть 50. Узкий верхний конец 48, заостренный наружу, соединяется с кромкой нижнего конца 50, образуя язычок 52 нижнего конца 50, который выступает наружу за пределы верхнего конца 48.
Соединительная часть 18 выступает из верхнего края или линии сгиба 54 задней панели 34 для того, чтобы располагаться между верхней и нижней частями заготовки 30 и 32 и соединять их. Нижняя створка 60 расположена на стороне задней панели 34, противоположной соединительной части 18, и выступает из нижнего края или линии сгиба 62 задней панели 34. Нижняя створка 60 содержит боковые края 64, проходящие в целом перпендикулярно от нижней линии сгиба 62 задней панели к нижнему краю 66. Нижняя створка 60 дополнительно содержит промежуточную линию сгиба 68, проходящую в целом параллельно нижней линии сгиба 62 задней панели и разделяющую нижнюю створку 60 на нижнюю панель или стенку 70, расположенную рядом с нижней линией сгиба 62 задней панели, и переднюю панель или стенку 72, расположенную снаружи промежуточной линии сгиба 64. Передняя панель 72 содержит большую сторону и изображена в целом прямоугольной, но может альтернативно в случае необходимости содержать сужающиеся вовнутрь боковые края.
Согласно одному подходу боковые панели 44 и нижняя панель 70 характеризуются по существу подобной шириной для того, чтобы после формирования картонной коробки (описано ниже) первое и второе отделения 12 и 14 характеризовались по существу постоянной глубиной. В этом случае также предпочтительно, чтобы соединительная часть 18 характеризовалась шириной, по существу в два раза превосходящей ширину панелей 44 и 70 для того, чтобы передние панели 72 первого и второго отделений 12 и 14 могли располагаться по существу вровень друг с другом, когда первое и второе отделения 12 и 14 находятся в закрытой конфигурации.
Для формирования отделений части 74 из перманентного клея расположены на нижних конечных частях 50 боковых крыльев 46 створок 36 и 38 боковой стороны и согласно одному подходу расположены в целом по центру указанных частей. Эти части 74 из перманентного клея сконфигурированы для формирования прочного и неподдающегося повторному закрытию соединения и могут содержать подходящие клея на основе полиолефинов, термоклея или другие в целом перманентные клея.
Застежка 20 на клеевой основе также расположена на картонной заготовке. Согласно одному подходу противоположные части 22 из клея застежки 20 нанесены на большие стороны передних панелей 72 первого и второго отделений 12 и 14 и согласно одному подходу проходят через указанные стороны. В конфигурациях, представленных на фиг.1 и 5, например, противоположные части 22 из клея в целом являются широкими лентами или полосами клея, проходящими по большей стороне панелей 72; однако, в различных применениях может потребоваться меньшее количество клея или клей может быть нанесен с различными характеристиками формы, структуры, размера, количества, толщины и т.п.
В некоторых случаях усилие открытия упаковки может быть пропорционально количеству клея или общей контактной площади/площади поверхности клея, доступной при склеивании. Согласно некоторым подходам части 22 из клея могут быть выполнены в виде выбранных прерывистых частей, структур или накладок для регулирования усилия открытия упаковки и настройки усилия отслаивания согласно требованиям каждого типа применения упаковки. Следовательно, в случае если необходимо большее усилие сцепления, то обеспечивается большая площадь поверхности клея 22 относительно площади поверхности подложки упаковки (т.е. передней панели 72). В случае если необходимо меньшее усилие сцепления, то обеспечивается меньшая площадь поверхности клея 22 относительно подложки упаковки (т.е. передней панели 72). Таким образом, можно легко адаптировать усилие открытия упаковки при помощи изменения соотношения доступного клея/площади контакта клея 22 и площади большой стороны передней панели 72 посредством выбора структуры покрытия и площади поверхности клея без необходимости изменять состав, толщину и композицию клея. Это предпочтительно обеспечивает надежный клей, который может быть использован для многочисленных различных типов упаковок.
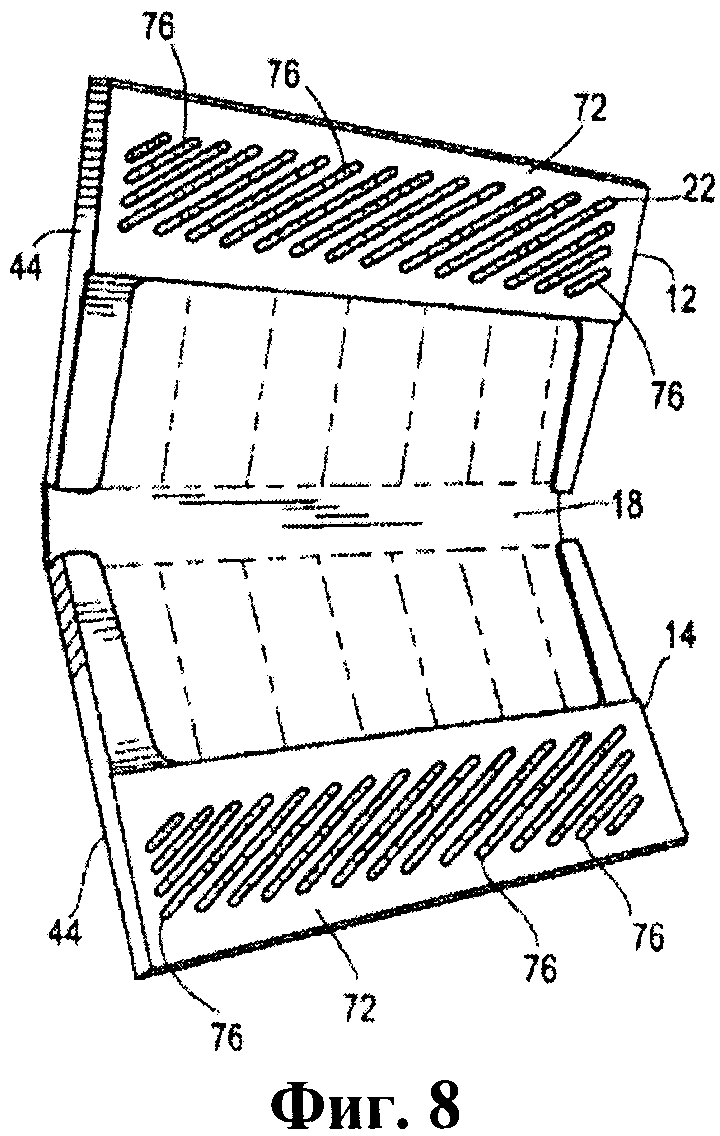
Существует много типов структур или частей клея, которые могут быть использованы для регулировки силы сцепления. Структуры могут быть повторяющимися в виде регулярных, симметричных, нерегулярных или несимметричных структур. Примеры содержат, кроме прочего, окружности, квадраты, другие геометрические формы, линии, полосы, ориентированные под различными углами и градусами наклона. Рассмотрим фиг.8-11, на которых представлены некоторые примеры. Согласно одному подходу и как представлено на фиг.8 и 9, одна или обе части 22 из клея на отделениях 12 и 14 могут содержать полосы или ряды 76 клея, нанесенные или расположенные на них. Согласно представленным конфигурациям полосы 76 клея являются тонкими удлиненными частями из клея, расположенными на расстоянии одна от другой и проходящими примерно под углом 45° относительно соседних краев передней панели 72; однако, могут быть использованы отличные углы, расстояния и градусы наклона. Согласно одному подходу обе части 22 из клея первого и второго отделений 12 и 14 содержат противоположно выровненные полосы 76 клея, наклоненные по существу под одним углом так, что при совместном повороте передних панелей 72 противоположные части из клея сцепляются друг с другом для закрытия упаковки 10. Альтернативно, только часть противоположных полос 76 клея может быть совмещена при закрытии; следовательно, отделения будут сцеплены в подобных случаях с меньшим усилием сцепления в целом из-за меньшей величины перекрытия между частями 22 из клея. Альтернативно и как представлено на фиг.8 полосы 76 клея одного из первого или второго отделений 12, 14 могут проходить в целом перпендикулярно к полосам 76 клея другого отделения (не показано). Согласно этому альтернативному подходу при совместно повороте передних панелей 72 полосы 76 клея в целом пересекаются друг с другом и сцепляются друг с другом во время этих пересечений.
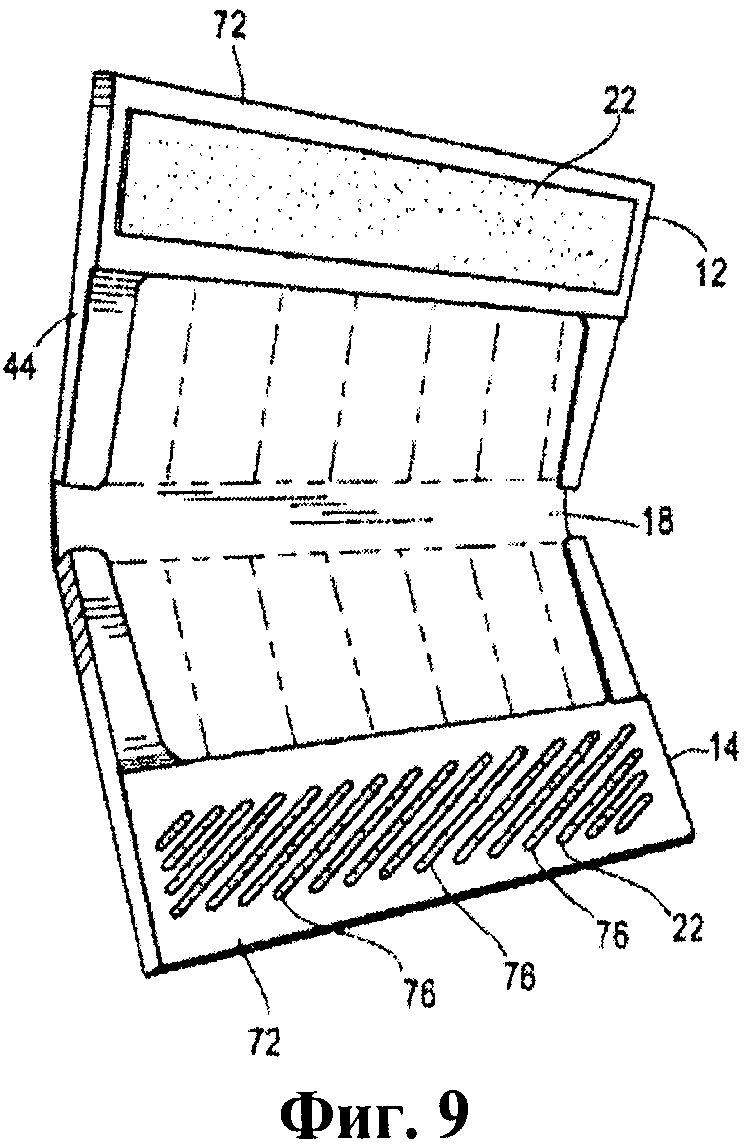
Согласно другому подходу одна из частей из клея, такая как часть 22 из клея первого отделения 12, может быть твердой или относительно большой прямоугольной накладкой из клея в сочетании с меньшей полосой 76 клея, расположенной на втором отделении 14, как в целом показано на фиг.9. В такой конфигурации полосы 76 клея характеризуются в целом меньшей пригодной для прилипания площадью поверхности, что снижает усилие сцепления, удерживающее отделения вместе. Благодаря использованию полос 76 клея в сочетании с относительно большой прямоугольной накладкой 22 количество клея, используемого для формирования запирающего устройства упаковки, также будет уменьшено и усилие сцепления клея, удерживающее вместе отделения, может быть изменено по желанию в зависимости от размера полосы 76, а также конфигурации и формы противоположных частей 22 из клея. Согласно одному подходу второе отделение 14, содержащее полосы 76 клея, содержит достаточное количество разнесенных полос 76 клея для того, чтобы совокупность полос покрывала площадь поверхности или опорную поверхность передней панели 72, приблизительно аналогичную площади относительно большой накладки 22 из клея на первой панели 12. Следует понимать, что количество, расположение, наклон, ширина и длина полосы клея в примерах, представленных на фиг, 8 и 9, могут быть изменены по необходимости для конкретного случая применения и усилия сцепления клея.
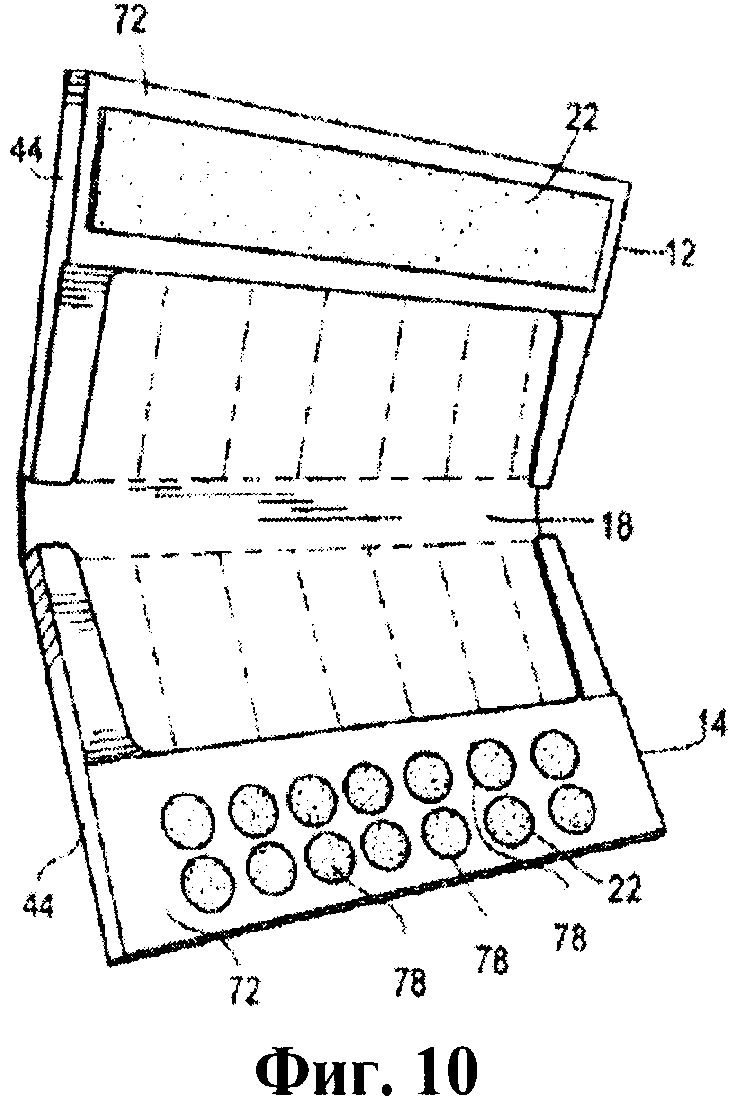
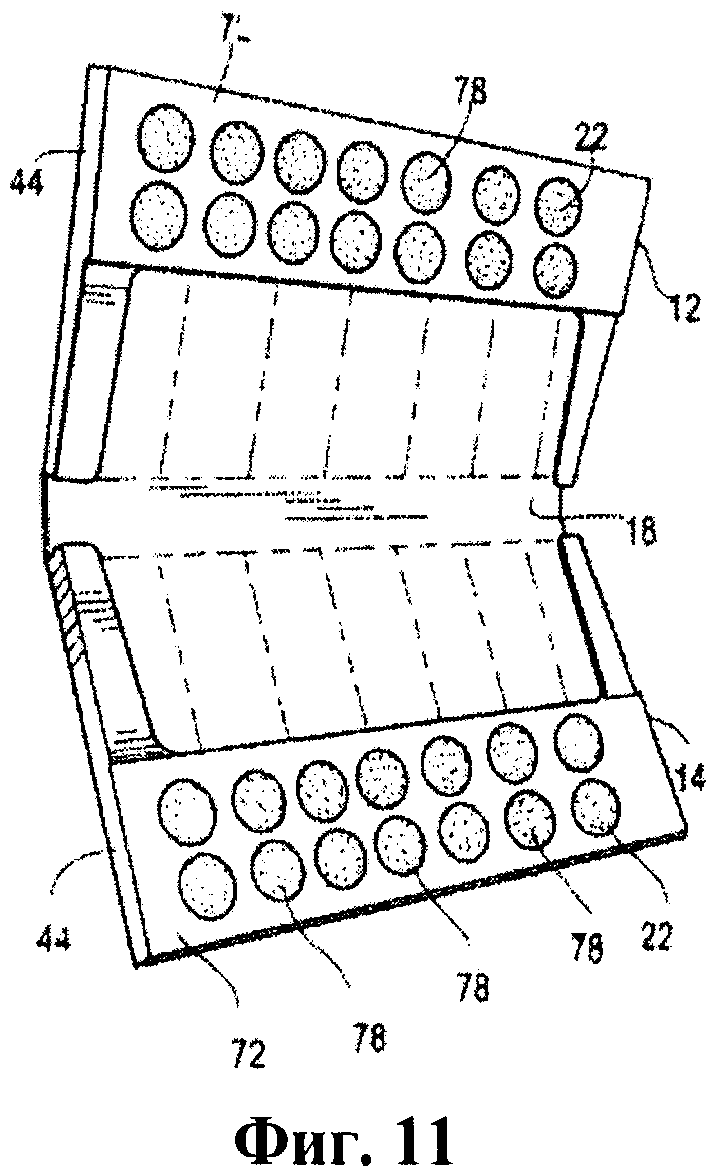
Согласно другой конфигурации, представленной на фиг.10 и 11, клей 22 может быть нанесен или расположен на передней панели 72 в виде других геометрических форм, таких как одна или несколько окружностей 78, как представлено на этих фигурах. Из окружностей 78 может быть сформирована одна или обе части 22 из клея в зависимости от желаемой прочности сцепления между отделениями 12 и 14, желаемого используемого количества клея или подобного согласно рассмотренному выше. Хотя на фигуре представлены окружности, могут быть использованы любые подходящие формы, такие как прямоугольники, треугольники, другие правильные или неправильные многоугольники, криволинейные формы или их сочетания. Аналогично использованию полос 76 клея, например, когда окружности формируют обе части 22 из клея (фиг.11), для закрытия и сцепления отделений друг с другом необходимо совместить окружности 78 упаковки. При неверном совмещении не произойдет повторной герметизации упаковки или произойдет повторная герметизация со значительно меньшим сцеплением между отделениями. Благодаря использованию полос или дискретных форм такая конфигурация будет стремиться снизить необходимое для упаковки количество клея с низкой клейкостью, что одновременно будет способствовать более мягкой повторной герметизации. Дополнительно, такая конфигурация будет обеспечивать повторную герметизацию только при совмещении друг с другом различных полос или дискретных частей из клея во время закрытия.
Сконфигурированная таким образом картонная заготовка 28 затем может быть собрана в упаковку 10, причем промежуточная стадия процесса сборки представлена на фиг.6. Для формирования упаковки створки 36 и 38 боковой стороны могут быть в начале согнуты или повернуты в целом вовнутрь вокруг линий сгиба 40 и 42 так, чтобы боковые панели 44 были в целом перпендикулярными задней панели 34 и боковые крылья 46 находились на расстоянии и располагались в целом параллельно задней панели 34, причем части 74 из перманентного клея обращены наружу от задней панели 34. После этого нижнюю створку 60 сгибают или поворачивают вовнутрь в положение, находящееся рядом с задней панелью 34 так, чтобы нижняя панель 70 была в целом перпендикулярной задней панели 34 и передняя панель 72 находилась на расстоянии и располагалась в целом параллельно задней панели 34. Противоположные боковые конечные части 80 передней панели 72 могут затем быть перманентно зафиксированы или прикреплены к боковым крыльям 46 створок 36 и 38 боковой стороны при помощи частей 74 из перманентного клея. Альтернативно, части 74 из клея могут быть расположены на конечных частях 80 передней панели. Оба отделения могут быть изготовлены аналогичным образом.
В этом положении каждая из частей 22 из клея застежки 20 на клеевой основе, нанесенных на большие внутренние стороны на передней панели 72, теперь обращена наружу от задней панели 34. В сформированных таким образом первом и втором отделениях 12 и 14 один или несколько продуктов 16 могут быть впоследствии уложены или помещены внутри каждого из отделений 12 и 14 во внутренние пространства 24 отделений. Как только отделения будут заполнены необходимым количеством продукта 16 первое и второе отделения 12 и 14 затем могут быть смешены или повернуты в целом по направлению друг к другу вокруг соединительной части 18, как представлено на фиг.2, и совместно зафиксированы посредством приложения небольшого давления по направлению вовнутрь к задним панелям 34 первого и второго отделений 12 и 14, в результате чего противоположные части 22 из клея застежки 20 прилипнут друг к другу.
Для того, чтобы застежка 20 на клеевой основе функционировала надлежащим образом образующая упаковку подложка 26 характеризуется внутренней прочностью, большей сопротивления отслаиванию застежки 20 на подложке. Следовательно, при открытии упаковки 10 отслаивающее усилие будет возникать вдоль линии 21 когезионной связи (фиг.4), а не происходить расслоение подложки упаковки. В случае если сопротивление отслаиванию клея превосходит внутреннюю прочность подложки, застежка будет функционировать неправильно, что, скорее всего, вызовет разрыв, расслоение и повреждение подложки. Согласно одному подходу можно достичь надлежащей прочности подложки 26 упаковки посредством наслоения на подложку упаковки полимерного слоя или ее покрытия указанным слоем. Согласно другому подходу бумажный картон может быть пропитан химически упрочняющим средством, таким как раскрыт в патенте США №4,617,223, который в полном объеме включен в настоящее описание посредством ссылки. Например, химически упрочняющим средством может быть изоцианат или полиизоцианат, который вступает в реакцию с гидроксильными группами внутри подложки из бумажного картона для формирования армирования из отвержденного полиуретана. Другие упрочняющие средства могут также быть использованы.
Рассмотрим теперь фиг.7, на которой представлена альтернативная форма упаковки 10, сформированная с использованием отдельных штампованных картонных заготовок для каждого отделения 12 и 14, склеенных или скрепленных друг с другом. Согласно этому подходу первое и второе отделения 12 и 14 характеризуются аналогичной структурой и формой, однако соединительная часть 18 разделена на отдельные сегменты 18a и 18b, которые могут быть впоследствии перекрыты и склеены или иным образом скреплены друг с другом при помощи связующего вещества, клея, застежек, сварки и подобного для соединения первого и второго отделений 12 и 14. В представленной конфигурации первая часть 30 заготовки содержит первый сегмент 84 соединительной части, который проходи от линии сгиба 54 задней панели. Вторая часть 32 заготовки содержит подобную соединительную створку 86, проходящую от линии сгиба 54 задней панели и содержащую второй сегмент 88 соединительной части, смежный с верхней линией сгиба 54 задней панели, и крепежный сегмент 90, расположенный снаружи второго сегмента 86 соединительной части. Согласно представленному на фиг.7 подходящий клей 92 может впоследствии быть нанесен вдоль крепежного сегмента, на который может быть наложен и закреплен посредством указанного клея первый сегмент 84 соединительной части. Остальные части упаковки 10 могут быть сформированы, как описано выше.
Линии сгиба 40, 42, 54, 56, 62 и 68 могут характеризоваться любой подходящей формой, включая, например, линии надреза, разметочные линии, перфорации правильной или неправильной формы, пленочный шарнир, складки, их сочетание или другие подобные участки с пониженной прочностью. Дополнительно, линии сгиба 40, 42, 54, 62, и 68 могут быть выполнены любыми подходящими средствами, включая, один или несколько штампов, ротационные штампы, лазеры или т.п.
Согласно одному подходу подложка упаковки 26 может быть изготовлена из бумажного картона, многослойного материала, тонкого картона, гофрированного тонкого картона, жесткого пластика, различными видами фольги, металлами или их смесями. Согласно дополнительному подходу подложка упаковки 26 может быть выполнена из бумажного картона SBS (чистоцеллюлозный мелованный картон из беленой сульфатной целлюлозы), отчасти ввиду хороших свойств сгибания этого материала. Альтернативно, подложка упаковки 26 может быть выполнена из некоторых других подходящих материалов, таких как поливинилхлорид (ПВХ).
Согласно другому подходу по меньшей мере часть подложки 26 упаковки и в некоторых случаях внешний слой, контактирующий с клеем 22, может содержать полимерное покрытие, слой, наполнитель и/или слой уплотнителя для усиления поверхностного сцепления между клеем 22 застежки 20 и подложкой 26 упаковки. Согласно другой конфигурации полимерное покрытие может быть выбрано из этиденвинилацетата (ЭВА), полиолефина (такого как полиэтилен) или их смесей. В случае использования полимерный слой может содержать частицы способствующего слипанию наполнителя. Согласно одной конфигурации наполнитель может быть микронаполнителем или нанонаполнителем из глины, карбоната кальция, монтмориллонита, микрокристаллического кремния, долмита, талька, слюды, оксидов (оксидов кремния, оксидов алюминия, оксидов титана и т.п.) и других добавок и/или их сочетаний в или на по меньшей мере полимерном покрытии, передней панели 72, нанесенном на нее слое уплотнителя или поверхностном слое(поверхностных слоях) подложки 26 упаковки для усиления сцепления между застежкой 22 из клея и подложкой 26 упаковки.
В частности, может быть использован наполнитель из органоглины, причем согласно одному аспекту наполнитель из органоглины является органически модифицированным монтмориллонитом. Органоглина является органически модифицированной природной глиной, такой как монтмориллонитовая глина, которая обработана или активирована поверхностно-активными веществами, такими как соли четвертичного аммония. Монтмориллонит является минералом филлосиликатной группы, который обычно содержит гидратированный гидроксид силиката натрия, кальция, алюминия, магния. Не желая ограничиваться какой-либо теорией, подложка с наполнителем из органоглины может характеризоваться способностью способствовать производству работоспособных и поддающихся повторному закрытию запирающих устройств на клеевой основе в силу того, что наполнитель помогает формировать прочное соединение между клеем с низкой клейкостью и подложкой упаковки с тем, чтобы клей не отслаивался от подложки 26 упаковки при открытии упаковки 10.
Эффективное диспергирование глины или другого наполнителя в полиэтилене и ЭВА, которые могут быть использованы для слоя уплотнителя или другого покрытия подложки 26 упаковки, может быть проблемой из-за несовместимости наполнителей из глины и некоторых полимеров. Таким образом, обеспечение наполнителей с использованием композиции наполнителя, содержащей наполнитель, смешанный с совместимым носителем, помогает в смешивании и диспергировании наполнителя в слое уплотнителя. Согласно одному подходу, наполнитель на основе глины может быть обеспечен в носителе из линейного полиэтилена низкой плотности, привитого малеиновым ангидридом (MA-LLDPE), применяемом в покрытии или нанесенном на подложку. Без ограничения какой-либо теорией, часть малеинового ангидрида носителя обладает сродством к наполнителю на основе глины, и полиэтиленовая часть носителя хорошо смешивается с остальными полимерами слоя уплотнителя. Примерные композиции наполнителя на основе глины могут быть доступны от PolyOne Corporation (Эвон Блейк, Огайо). Без ограничения какой-либо теорией считается, что частицы органически модифицированной глины, которые могут быть высокополярными, и/или смола-носитель из линейного полиэтилена низкой плотности, привитого малеиновым ангидридом, (MA-LLDPE), присутствующая с наполнителями на основе глины, служит для того, чтобы способствовать слипанию отвержденного клеевого покрытия с поверхностью подложки путем увеличения поверхностной энергии слоя подложки.
Дополнительно, также полагают, что на микроскопическом уровне глина или другая добавка-наполнитель(добавки-наполнители) могут придавать шероховатость поверхности подложке, что положительно влияет на коэффициент трения подложки и повышает доступную площадь контакта между подложкой и покрытием, тем самым, обеспечивая больше мест для возникновения химического и/или механического связывания. Согласно одному подходу ожидается, что от приблизительно 0,5% до приблизительно 20% по массе композиции наполнителя в слое уплотнителя окажет положительное воздействие на прочность соединения застежки 20 и подложки 26 упаковки с тем, чтобы сцепление с подложкой было больше прочности на отслаивание между частями 22 из клея для того, чтобы застежка 20 не отслаивалась при открытии. Дополнительно, наполнитель может делать шероховатой поверхность подложки, что позволяет ей свободно скользить по металлическим поверхностям упаковочного оборудования без застревания, что позволяет снизить количество или исключить мигрирующую добавку, улучающую скольжение, в полимерном покрытии или слое.
В некоторых случаях необязательный компонент полимерного слоя на подложке 26 может содержать мигрирующую добавку, улучающую скольжение, которая помогает снизить коэффициент трения между подложкой и другими поверхностями, что позволяет подложке свободно скользить по металлическим поверхностям или по поверхности таких же подложек. Согласно одному аспекту может быть обеспечена добавка, улучшающая скольжение, из эрукамида (т.е. первичного ненасыщенного жирного амида). Ранее использовались добавки, улучшающие скольжение, в диапазоне от 2000 ppm до 7000 ppm; однако, было обнаружено, что при этих высоких уровнях клею сложно сцепится с низкоэнергетической поверхностью подложки в виду того, что добавка, улучшающая скольжение, блокирует участки поверхности, на которых происходит склеивание. Однако добавление наполнителя обеспечивает возможность использования намного более низкого уровня добавки, улучшающей скольжение, например, менее приблизительно 1000 ppm. Согласно другим случаям подложка содержит менее приблизительно 700 ppm добавки, улучшающей скольжение, или согласно еще одним случаям вообще не содержит добавки, улучшающей скольжение. Поскольку использование наполнителя снижает коэффициент трения между подложкой и другими поверхностями, что ранее достигалось посредством добавления мигрирующей добавки, улучающей скольжение, то концентрация мигрирующей добавки, улучающей скольжение, может быть снижена или полностью исключена. Более низкий по сравнению с обычно используемым уровень мигрирующей добавки, улучающей скольжение, может также помочь улучшить соединение отвержденного покрытия с подложкой, как на начальном этапе, так и в течение продолжительного периода, поскольку меньшее количество добавки будет препятствовать соединению покрытия с подложкой. Без ограничения какой-либо теорией считается, что амиды жирных кислот в добавках, улучшающих скольжение, которые являются низкомолекулярными компонентами, могут мигрировать или выступать в виде пятен на поверхности полимерного слоя, что оказывает влияние на прочность соединения между поверхностью подложки и застежкой 20 на клеевой основе. Хотя обработка коронным разрядом или обработка пламенем может изначально выжечь все амиды жирных кислот на поверхности полимерного слоя, в результате чего будет обеспечена хорошая начальная прочность соединения клея. Со временем дополнительные амиды жирных кислот могут мигрировать или выступать в виде пятен на поверхности полимерного слоя, что приведет к сниженной прочности соединения в течение продолжительного периода хранения.
Дополнительно, перед нанесением клея на подложку 26 упаковки, в некоторых случаях, подложка может быть подвержена процессу предварительной обработки поверхности для повышения поверхностной энергии и/или нанесению слоя грунтовки. Например, возможные процессы обработки поверхности могут предусматривать обработку коронным разрядом, обработку плазмой, обработку пламенем и т.п. или также могут быть использованы химические покрытия, такие как грунтовки или усилители склеивания. Обработка коронным разрядом может повысить поверхностную энергию подложки, что улучшает свойство покрытия сцепляться с подложкой или поддерживать сцепление с ней. Предварительная обработка коронным разрядом может содержать облако ионов, которые окисляют поверхность и делают поверхность восприимчивой к нанесению покрытия. Предварительная обработка коронным разрядом по существу окисляет реакционноспособные участки на полимерных подложках. В случае использования обработки коронным разрядом поверхностная энергия после обработки в идеальном случае должна составлять приблизительно 40 дин или более.
Без ограничения какой-либо теорией, в некоторых случаях, считается, что обработка коронным разрядом поверхности подложки способствует обеспечению прочного соединения между слоем покрытия и поверхностью подложки в виду повышенной поверхностной энергии поверхности подложки. Дополнительно к обработке коронным разрядом, совместное сочетание предварительной обработки с низкой концентрацией добавки, улучшающей скольжение, и включения композиции наполнителя в подложку 26 приведет к возникновению прочного соединения между поддающейся повторному закрытию застежкой и подложкой.
Далее будет описан примерный процесс сборки в отношении упаковки продукта в виде жевательной резинки в упаковку. Разумеется, процесс сборки будет варьироваться в случае другого продукта. Как представлено пунктирными линиями на фигурах, упаковка 10 может характеризоваться размерами и конфигурацией для поддержки кусков жевательной резинки, таких как удлиненные пластинки жевательной резинки вертикально ориентированными. Однако, жевательная резинка также может быть помещена в упаковку с различной ориентацией в зависимости от потребностей конкретного применения. Обычно продукт в виде жевательной резинки изготавливают, после чего его охлаждают и выдерживают в течение некоторого времени. Жевательную резинку в виде пластинок и стиков изготавливают посредством раскатывания продукта в виде жевательной резинки в листы, разрезания листов на полосы и затем нарезания полос на отдельные куски. В некоторых случаях для отдельных пластинок жевательной резинки может быть использовано индивидуальное заворачивание в отдельные листы парафинированной бумаги, после чего группа завернутых таким образом пластинок жевательной резинки может быть помещена в половинный пакет из фольги (не показан). Одновременно с этим выполняют сборку упаковки жевательной резинки. В некоторых случаях подложка картонной коробки может быть отпечатана, разрезана и размечена, после чего на ее поверхность отпечатывают или наносят клей в виде желаемой структуры и с желаемой толщиной для получения желаемых усилий отслаивания. Затем картонную заготовку складывают, наполняют, собирают и закрывают, после чего снаружи может быть присоединена прозрачная пленка с отрывной лентой (не показана). Выставочный лоток с двенадцатью такими упаковками может быть изготовлен, причем эти выставочные лотки покрывают прозрачной пленкой, после чего их помещают в гофрированную транспортную тару, палетируют и затем упаковывают в термоусадочную пленку. После чего готовый продукт складируют или доставляют на оптовые базы. В других случаях лоток может содержать больше или меньше упаковок по мере необходимости.
Согласно некоторым вариантам осуществления пластинки жевательной резинки могут быть приклеены или другим способом прикреплены к упаковке или ее отделению. Это позволит удержать пластинки жевательной резинки от выпадения из упаковки или перемещения внутри упаковки. Таким образом, пластинки жевательной резинки могут быть зафиксированы или прикреплены с возможностью извлечения к упаковке или в упаковке. Существует множество возможностей зафиксировать пластинки жевательной резинки в упаковке. Одна из возможностей заключается в помещении пластинок жевательной резинки в или на половинный пакет из фольги, бумагу или пластиковую полоску, оборачивании вокруг ленты или другого типа листового материала (собирательно называемого в настоящем документе "лист") перед помещением пластинок в упаковку. Лист может содержать один слой или множество слоев. Один из слоев может содержать гидроизоляционный материал для уменьшения количества влаги, поглощаемой пластинками жевательной резинки при нахождении пластинок жевательной резинки в упаковке.
В качестве альтернативы использованию листа, пластинки жевательной резинки могут быть помещены непосредственно в упаковку без использования листа. В случае если пластинки были помещены непосредственно в упаковку они (или их обертки) могут прилипнуть к упаковке или этого может и не произойти. Например, пластинки жевательной резинки могут быть приклеены посредством воска или другого клея к одной или нескольким внутренним поверхностям упаковки. Воск или клей может быть включен или обеспечен в виде одной или нескольких полос или лент клея, которые прилипают к нескольким пластинкам жевательной резинки. Сама упаковка может содержать парафин или другой воскообразный материал на своей внутренней поверхности для прилипания пластинок жевательной резинки. Альтернативно, множество участков или площадок из воска или клея может быть создано на одной или нескольких внутренних сторонах упаковки, каждый или каждая из которых прикрепляется к одной или нескольким пластинкам жевательной резинки или обернутым вокруг пластинок жевательной резинки упаковкам. В случае использования обернутых вокруг пластинок жевательной резинки оберток, клей, используемый для приклеивания пластинок жевательной резинки к упаковкам, будет приклеивать обертки к упаковке. Клеевое соединение должно быть достаточно прочным для того, чтобы предотвратить или снизить вероятность извлечения оберток из упаковки. Следовательно, обертки будут оставаться в упаковке при извлечении пластинок жевательной резинки из упаковки и оберток. Альтернативно, клеевое соединение между обертками и упаковкой должно быть таким, чтобы обертка и пластинки жевательной резинки могли быть извлечены из упаковки, но при этом достаточно прочным для удержания пластинок жевательной резинки в упаковках от выпадения из упаковки или перемещения внутри упаковки. Примеры подобных креплений могут быть найдены в международной публикации WO 2005/110885, которая включена в полном объеме в настоящее описание посредством ссылки.
Согласно другой альтернативе пластинки жевательной резинки могут быть приклеены друг к другу, независимо от того используют или нет какой-либо лист в упаковке. Например, полоса или капли клея могут быть нанесены на пластинки жевательной резинки или их обертки с тем, чтобы удерживать вместе пластинки жевательной резинки или их обертки. Полоса или капли клея могут быть нанесены на одну или несколько сторон пластинок жевательной резинки, которые могут быть расположены вплотную друг к другу в упаковке. Одинаковые или различные клея также могут быть использованы для приклеивания пластинок жевательной резинки к корпусу и/или листу.
В случае использования листа, существует возможность приклеить пластинки жевательной резинки к листу при помощи некоторых типов холодного клея или термоклея, после чего внешняя часть листа может быть приклеена к внутренней поверхности или стенке упаковки. Одна или несколько полос клея, пятен клея или других клеевых поверхностей могут быть использованы для приклеивания листа к одной или нескольким внутренним поверхностям упаковки. Альтернативно, лист не обязательно должен быть приклеен к упаковке, а может быть просто помещен вовнутрь упаковки. Кроме того, может быть желательным не приклеивать пластинки к листу и затем приклеивать лист к упаковке. Альтернативно, лист не должен быть приклеен к упаковке.
Одна из возможностей будет предусматривать приклеивание, как листа, так и пластинок жевательной резинки к одной или нескольким внутренним поверхностям или стенкам упаковки. Например, может быть использован лист или пакет покрывающие только часть пластинок жевательной резинки при помещении пластинок жевательной резинки на или в лист, таким образом, чтобы верхние части пластинок (или их оберток) выступали над краем листа, когда лист и пластинки жевательной резинки помещены внутри упаковки. Полоска клея может быть нанесена на внутреннюю заднюю стенку отделения для жевательной резинки упаковки в положение, приблизительно находящееся на одном уровне с краем пакета или перекрывающее его. В случае если полоса клея является достаточно большой, она может обеспечить прилипание, как пакета, так и верхних частей пластинок жевательной резинки к внутренней поверхности упаковки. Альтернативно, могут быть использованы две различных полосы клея, одна для приклеивания полосок (или их оберток) к упаковке, и другая для приклеивания листа к одной или нескольким внутренним стенкам или поверхностям упаковки. Эти две полосы клея могут быть расположены на одной и той же внутренней задней стенке упаковки, или, например, одна из полос может быть расположена на внутренней задней стенке упаковки с тем, чтобы приклеить верхние части пластинок жевательной резинки к внутренней задней стенке упаковки, и одна из полос может быть расположена на внутренней передней стенке упаковки с тем, чтобы приклеить лист к внутренней передней стенке упаковки.
Хотя описанная выше упаковка 10 была описана в отношении жевательной резинки в виде пластинок, ее также можно адаптировать для использования с другими пищевыми продуктами или даже непищевыми продуктами. Дополнительно, в каждом отделение может храниться по меньшей мере один большой кусок жевательной резинки. Кроме того, описанная в настоящем документе упаковка может быть использована для хранения других типов отдельных порций потребительских продуктов (например, печенья, шоколадных батончиков, конфет из сахара и масла, ирисок, конвертов с фруктами и т.п.). Альтернативно, она может быть использована для продажи, пересылки по почте, распространения или хранения непищевых продуктов, таких как фотографии, талоны, билеты, марки, фрагменты головомки, фишек и т.п. Все находящиеся в упаковке отдельные предметы могут быть одинаковыми или они могут быть разными предметами, которые могут быть собраны вместе, или, в случае пищевых продуктов, они могут относиться к различным типам или характеризоваться различным вкусом. Упаковка может также быть использована для хранения лекарственных препаратов или нутрицевтиков, таких как таблетки, витамины, полоски для ухода за полостью рта и т.п., или предметов, которые не предназначены для жевания или глотания (например, жевательного табака обезболивающих полос для борьбы с заболеваниями десен и т.п.).
Очевидно, что конструкции упаковки с застежкой на клеевой основе присущи многочисленные преимущества. Одно из преимуществ заключается в том, что конструкция обеспечивает функциональность при повторном закрытии, эквивалентную более широко применяемым запирающим устройствам створчатого типа, характеризующимся конфигурациями с язычком и прорезью, но при этом в ней используют приблизительно на 20 процентов меньше материала для формирования упаковки в виду того, что отсутствует язычок. Другое из преимуществ заключается в объединении функциональности повторного закрытия на клеевой основе с конфигурацией картонной коробки, обладающей способностью образовывать упаковку для одного ряда продукта, такого как один ряд пластинок жевательной резинки, по сравнению с двумя или более смежными друг с другом рядами пластинок жевательной резинки, используемыми в известных из уровня техники упаковках. В этом случае легче извлечь один кусок за один раз с меньшей вероятностью того, что оставшиеся куски выпадут из упаковок. Кроме того, упаковка 10 обладает более привлекательным и презентабельным внешним видом, что может способствовать выделению указанного продукта в виде жевательной резинки среди других. Кроме того, упаковка надежно закрывает и полностью окружает продукты в виде жевательных резинок посредством простого и единичного движения. Пользователю не придется испытывать неудобства, присущие вставке небольшого язычка в узкую прорезь. Упаковка может быть надежно закрыта одной рукой посредством простого нажатия на противоположные стороны упаковки пальцами руки.
Рассмотрим теперь более подробно клей 22, один пример клея с низкой клейкостью раскрыт в предварительной заявке на патент США 61/308,540, поданной 26 февраля, 2010 года, которая полностью включена в настоящее описание посредством ссылки. Согласно одному подходу каждая из противоположных частей 22 из клея может быть нанесена в форме жидкой покрывающей смеси, которая может быть нагрета и нанесена на подложку 26 упаковки в виде желаемой структуры при высокой температуре, составляющей приблизительно 160°F (71°C), причем диапазон температуры может составлять от приблизительно 86°F (30°C) до приблизительно 190°F (88°С). После нанесения покрытия, нанесенная покрывающая смесь, которая может содержать дополнительный фотоинициатор, может быть подвергнута воздействию УФ излучения для отверждения (полимеризации) покрытия и формирования твердой застежки 20 на клеевой основе на подложке упаковки. Согласно одному аспекту нанесенное покрытие может характеризоваться толщиной, составляющей приблизительно 0,0005 дюйма, однако толщина покрытия может находиться в диапазоне от приблизительно 0,0001 дюйма до приблизительно 0,005 дюйма; тем не менее, в зависимости от конструкции упаковки, конфигурации упаковки и требований к упаковке может быть нанесено более толстое покрытие. Согласно одному подходу покрывающая смесь не содержит какого-либо растворителя, который необходимо удалять, и может быть легко нанесена на подложку упаковки на высокоскоростных линиях нанесения покрытия и печати.
Первый компонент клея является одним или несколькими акрилатными или акриловыми олигомерами, отверждаемыми под действием УФ излучения. Например, отверждаемый под действием УФ излучения акриловый олигомер может быть сложным эфиром акриловой кислоты или метакриловой кислоты, содержащий множество реакционноспособных или функциональных групп (т.е. акриловые или метакриловые олигомеры). Как правило, функциональная группа содержит один реакционноспособный под действием УФ излучения участок. Реакционноспособные под воздействием УФ излучения участки зачастую являются двойными связями углерод-углерод, сопряженными с другим ненасыщенным участком, таким как карбонильная группа сложного эфира. Согласно одному подходу отверждаемый под действием УФ акриловый олигомер является сложным эфиром акриловой кислоты или метакриловой кислоты и спирта с большим количеством функциональных групп, это означает, что олигомер содержит более чем одну гидроксильную группу, модифицированную акриловым или метакриловым соединением, на углеводородном остове олигомера. Согласно одному подходу клей может содержать от приблизительно 1% до приблизительно 90% по массе отверждаемых под действием УФ излучения акриловых олигомеров с количеством функциональных групп от приблизительно 1,2 до приблизительно 6,0. Согласно другому подходу отверждаемые под действием УФ излучения акриловые олигомеры могут иметь количество функциональных групп от приблизительно 2,0 до приблизительно 3,0 и/или обеспечиваться в составе клея в количестве от приблизительно 20% до приблизительно 70% по массе.
Согласно одной конфигурации отверждаемый под действием УФ сложный эфир акриловой кислоты с большим количеством функциональных групп является сложным эфиром акриловой кислоты и растительного масла, характеризующимся количеством реакционноспособпых групп 2,0 или более. Согласно другому аспекту отверждаемый под действием УФ излучения акриловый олигомер может содержать акрилат эпоксидированного соевого масла. В целом, количество используемых отверждаемых под действием УФ излучения акриловых олигомеров, исходя из предпочтительного соотношения компонентов клея (ACR) (которое будет рассмотрено в настоящем документе), может оказывать воздействие на свойства готового клея. Например, когда количество отверждаемого под действием УФ излучения акрилового олигомера является слишком низким, исходя из предпочтительного ACR, скорость отверждения готового клея также будет слишком низкой. С другой стороны, когда количество отверждаемого под действием УФ излучения акрилового олигомера будет слишком высоким, исходя из предпочтительного ACR, готовый клей может характеризоваться подходящей скоростью отверждения, но может также характеризоваться неподходящими свойствами самослипания для герметизации и повторной герметизации.
Второй компонент клея является регулирующим клейкость средством. Согласно одному подходу клей может содержать от приблизительно 1% до приблизительно 65% по массе регулирующего клейкость средства. Согласно другому подходу регулирующее клейкость средство может присутствовать в количествах от приблизительно 20% до приблизительно 65%. Регулирующее клейкость средство может содержать смолу, повышающую клейкость, или сочетание отверждаемого полимера/мономера, которое при отверждении может обеспечить желаемые уровни характеристик клейкости и самослипания, подходящие для поддающейся повторному закрытию застежки 20. Согласно одному аспекту регулирующее клейкость средство может содержать алифатический уретановый олигомер, модифицированный акриловым соединением. Много других типов регулирующих клейкость средств, подходящих для отверждаемых под действием УФ излучения контактных клеев, также могут быть использованы в поддающейся повторному закрытию системе на основе клея.
Необязательный третий компонент клея является по меньшей мере одним эластомерным или каучуковым компонентом. Согласно одному подходу эластомерный компонент может содержать по меньшей мере один из отверждаемых сложных эфиров, модифицированных акриловым соединением (измененных акриловым соединением) или метакриловым соединением, эластомерного полимера с гидроксильными концевыми группами (т.е. эластомерного многоатомного спирта). Этот эластомерный компонент может содержать модифицированный акриловым соединением полибутадиен, насыщенный полибутадиен и/или гибкий полиуретан. Согласно одному аспекту может быть использован модифицированный метакриловым соединением полибутадиен. Эластомерный материал может присутствовать в количествах от приблизительно 0% до приблизительно 20% при использовании в клее. Согласно одному аспекту эластомерный материал присутствует в количествах от приблизительно 5% до приблизительно 15%. Отвечающие требованиям клеи могут быть изготовлены с желаемой низкой клейкостью, а также желаемыми свойствами повторной герметизации, как описано в настоящем документе, без использования эластомерного компонента; однако полагают, что эластомерный компонент помогает достичь оптимальных эксплуатационных характеристик покрытия. Оптимальные эксплуатационные характеристики клея могут быть определены свойствами, такими как, например, самослипание, клейкость, вязкость и скорость отверждения. Эластомерный компонент является пригодным для регулирования свойств сопротивления отслаиванию, прочности прилипания к подложке, повышения гибкости, регулирования вязкости и модулирования скорости отверждения.
Для достижения сбалансированных отслаивания, клейкости и соединения с подложкой упаковки, как описано в настоящем документе, было определено, что количества трех компонентов клея должны находится в пределах заданного соотношения компонентов клея (т.е. ACR) акрилатного олигомера относительно эластомерного и регулирующего клейкость компонентов. Предпочтительно, ACR клея составляет:
 .
.
Согласно одному подходу ACR может находиться в диапазоне от приблизительно 0,8 до приблизительно 1,5.
Диапазон ACR трех компонентов в составе был определен для обеспечения уникального состава клея, характеризующегося низким свойством клейкости к отличающимся веществам (т.е. деталям машины, крошкам, твердым частицам, кускам пищи и т.п.), но, тем не менее, такого, который мог прилипать к аналогичным веществам с достаточной прочностью сцепления или сопротивлением отслаиванию для поддержания сцепления между ними, а также для противостояния загрязнению. Клей в этом заданном ACR также обеспечивает функцию повторной герметизации, которая значительно не снижает или уменьшает его качества герметизации-отслаивания-повторной герметизации при выполнении повторяющихся операций открытия и закрытия. Значение ACR ниже приблизительно 0,5 является, как правило, нежелательным, поскольку такой клей будет требовать значительно большие количества энергии УФ излучения для отверждения. В случае если ACR составляет выше приблизительно 1,5, клей будет быстро отверждаться, но также он будет характеризоваться низким сопротивлением отслаиванию (или его отсутствием), что неприемлемо для запирающего устройства на основе клея согласно настоящему документу. В дополнение к желаемому диапазону ACR, отвечающий требованиям состав клея в некоторых случаях может также характеризоваться другими параметрами, такими как устойчивость компонентов в смеси, конкретная вязкость состава, конкретная скорость отверждения и/или конкретное сопротивление отслаиванию.
Не только ACR компонентов клея является желательным, помимо этого компоненты клея также должны быть совместимы друг с другом так, чтобы они формировали стабильную текучую жидкую смесь. Как используется в настоящем документе, клей считается стабильным, когда он (минимум два или три основных компонента) остается однородной жидкостью, т.е. отсутствует видимое фазовое разделение компонентов, а также отсутствует гелеобразование, при нахождении при комнатной температуре (приблизительно 70 F~75°F) в течение периода длительностью до трех дней.
Дополнительно, состав клея может характеризоваться вязкостью в диапазоне от приблизительно 10000 до приблизительно 50000 сантипуаз (сП) или менее при нахождении при комнатной температуре, или приблизительно 2000 сП или менее при приблизительно 160°F (71°C) и в некоторых случаях приблизительно 200 сП или менее при 160°F (71°C). Этот диапазон вязкости обеспечит нанесение клея на подложку в виде пленки с использованием обычных технологий печатания, нанесения покрытия с помощью валка или нанесения покрытия с помощью щелевой экструзионной головки.
Для получения достаточно отвержденного клеевого слоя на подложке, клей может быть отвержден с использованием источников ультрафиолетового излучения, способных вырабатывать энергию в диапазоне от приблизительно 100 мДж/см2 до приблизительно 800 мДж/см2. Это в свою очередь способствует тому, что клей характеризуется достаточным отверждением, определенным значением, полученным согласно испытанию на истирание в МЭК (ASTM D54Q2-06), составляющим приблизительно 100 двойных (т.е. направлении вперед и назад) протираний марлей, пропитанной МЭК, или более (ЧТО будет дополнительно обсуждаться в настоящем документе).
Среднее начальное сопротивление отслаиванию надлежащим образом отвержденного клея может находиться в диапазоне от приблизительно 200 gpli до приблизительно 900 gpli и, в частности, от приблизительно 280 gpli до приблизительно 800 gpli, как измерено при помощи ASTM D3330/D3330M-04 способ F. Кроме того, клей создан так, чтобы сохранять свое среднее значение отслаивания после повторяющихся операций открытия и закрытия (т.е. сохранения прилипания). Предпочтительно, отвержденный клей может сохранять свою среднюю начальную прочность на отслаивание, составляющую от приблизительно 280 gpli до приблизительно 800 gpli, вплоть до по меньшей мере пяти повторяющихся циклов отслаивания и повторной герметизации. Предпочтительно, значение сохранения прилипания при отслаивании-повторной герметизации-отслаивании может составлять от приблизительно 30% до приблизительно 200% сохранения начального значения. При загрязнении клея мусором, таким как кусочки крекеров, значение сохранения прилипания может составлять от приблизительно 30% до приблизительно 150% начального значения.
Примерное испытание на загрязнение кусочками крекера или крошками предусматривает следующие стадии: вначале крекеры Triscuit® были получены и раздавлены о дно стеклянного сосуда. Разрушение крекеров таким образом создает мелкие частицы. После чего фиксатор в виде кольца диаметром 2 дюйма был помещен на клей испытуемого образца. Приблизительно 5 грамм крошек были помещены в кольцо, расположенное на образце. Кольцо и образец подвергли спокойному возвратно-поступательному перемещению с тем, чтобы расположить крошки на поверхности клея поддающейся повторному закрытию застежки. Кольцо удалили с образца и крошки аккуратно стряхнули с образца и затем удалили. Кольцо снова поместили на подложку в его первоначальное положение и площадь, занимаемую крошками, оценили визуально с тем, чтобы определить количество оставшихся крошек. Использовали визуальную шкалу оценки от нуля до 100, на которой ноль означает отсутствие видимых удерживаемых крошек, а 100 означает покрытие всей поверхности прилипшими крошками. После загрязнения выполнили повторную герметизацию клея, а также сравнили усилие сцепления клея с усилием сцепления клея без загрязнения.
Согласно некоторым подходам УФ фотоинициатор может также быть добавлен в клей с тем, чтобы способствовать инициации процесса отверждения. Фотоинициатор может присутствовать в количествах от приблизительно 0,1% до приблизительно 5%. Согласно одному аспекту фотоинициатор может содержать смесь производных бензофенона и соединение-синергист. Соединение-синергист является соединением, которое взаимодействует с возбужденными молекулами бензофенона с тем, чтобы образовать свободные радикалы посредством переноса электронов и отщепления водорода. Один пример является смесью, содержащей оксид триметилбензоилдифенилфосфина, α-гидроксикетоны и производные бензофенона, причем соединение-синергист включает два первые упомянутые соединения. Согласно другому аспекту фотоинициатор может содержать ониевые соли или другие кислотные материалы, активируемые ультрафиолетовым светом. Связующее вещество может состоять из катионоактивных материалов, таких как эпоксиды, виниловые сложные эфиры и т.п. Необязательно эти вещества также могут быть сшиты со смолами, функционализированными карбоновой кислотой, гидроксильной группой или другими нуклеофильными группами.
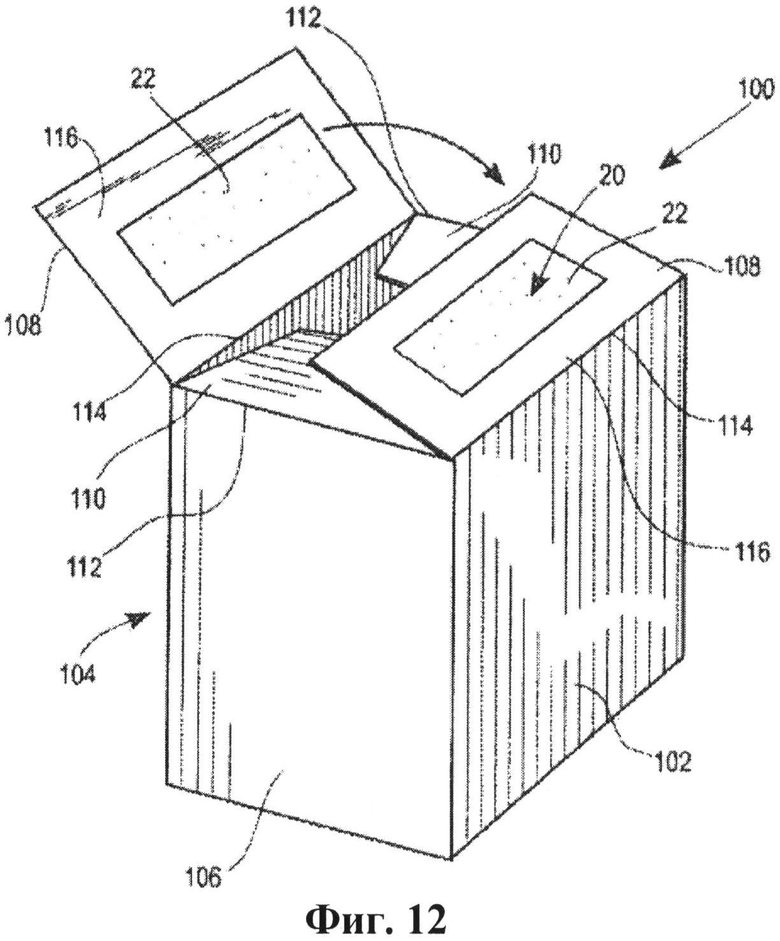
Другие примерные структуры упаковок представлены на фиг.12 и 13. Как представлено на фиг.12, картонная коробка 100 в форме удлиненного ящика содержит противоположные переднюю и заднюю стенки 102 и 104, соответственно, и боковые стенки 106, проходящие между передней и задней стенками 102 и 104. У этого типа упаковки верхний конец картонной коробки 100 открыт, причем торцевые створки 108 проходят из передней и задней стенок 102 и 104, а торцевые створки 110 проходят из боковых стенок 106. Один способ закрытия открытого конца картонной коробки 100 предусматривает в начале поворот или сгибание торцевых створок 110 по линиям сгиба 112, а затем поворот или сгибание торцевых створок 108 по линиям сгиба 114 таким образом, чтобы торцевые створки накладывались друг друга. Согласно этому применению застежка 20 на клеевой основе и, в частности, ее части 22 из клея, как описано выше, могут быть расположены на противоположных сторонах 116 торцевых створок 108 с тем, чтобы обеспечить повторное закрытие картонной коробки 100 таким образом, чтобы при накладывании друг на друга торцевых створок 108 части 22 из клея взаимодействовали или контактировали друг с другом.
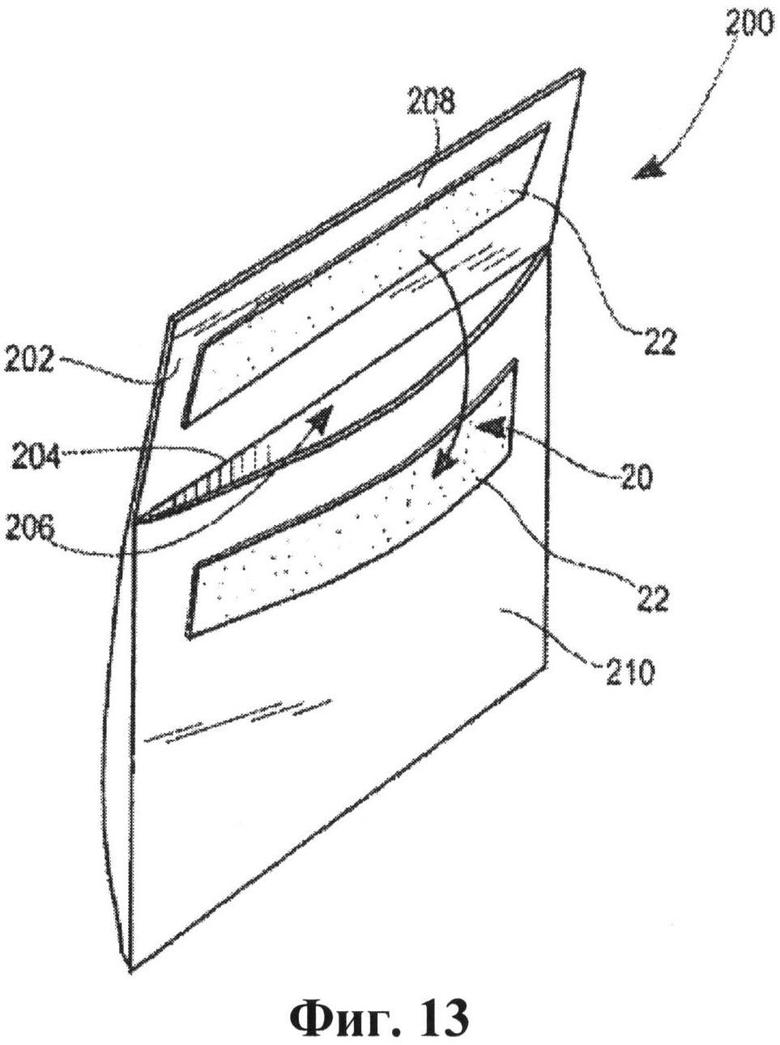
Согласно другому подходу, представленному на фиг.13, раскрыта упаковка 200 в форме конверта или пакета-саше, которая содержит единственную откидную створку 202, присоединенную к корпусу конверта при помощи линии сгиба 204. Согласно этой конфигурации створка 202 может быть повернута или согнута для закрытия отверстия 206 конверта. Предпочтительно, застежка 20 на клеевой основе, как описано выше, может содержать одну часть 22 из клея, расположенную на внутренней стороне 208 створки 202, и другую часть 22 из клея, расположенную на внешней большой поверхности корпуса 210 упаковки 200. Эта конфигурация позволяет выполнять многократное открытие и закрытие упаковки 200 при помощи приклеивания створки 202 к корпусу 210 упаковки. В случае необходимости для конкретного применения застежка 20 может также быть использована для других типов ящиков, картонных коробок, упаковок и т.п.
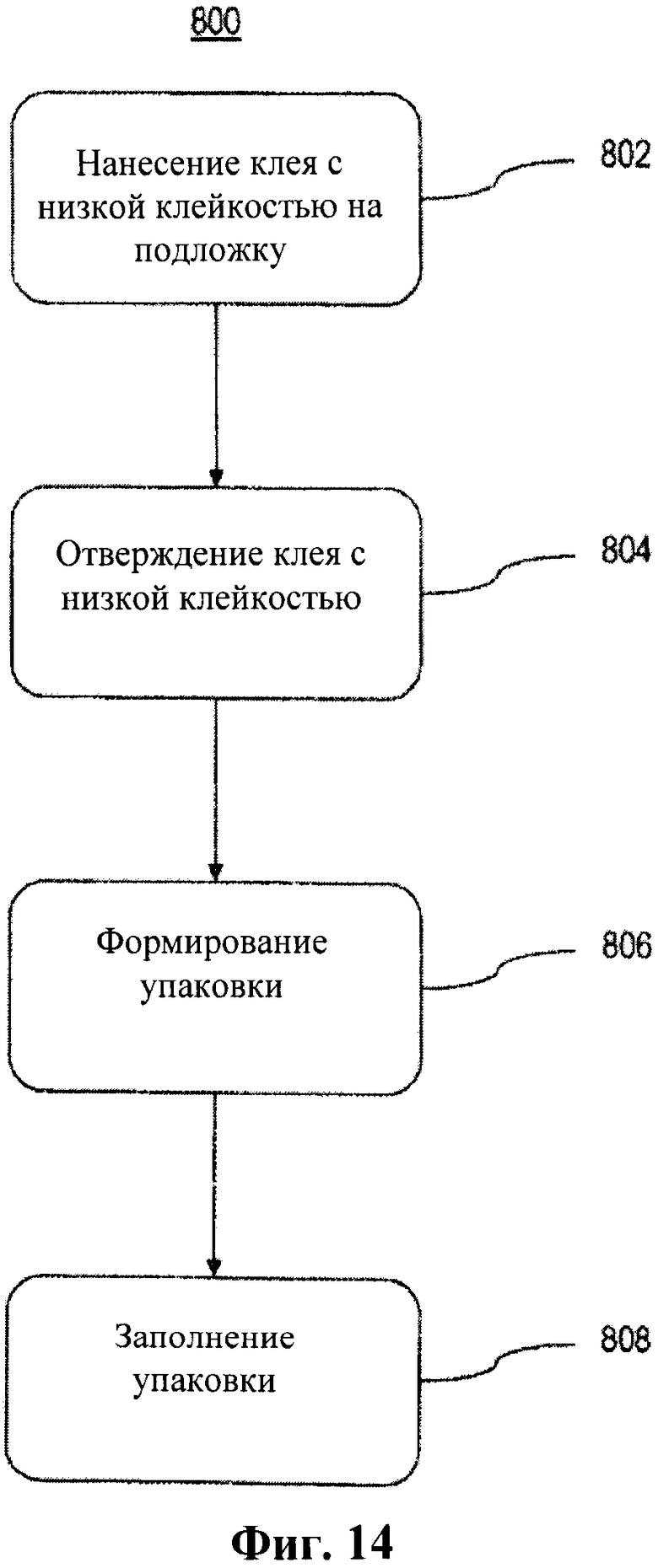
Рассмотрим теперь фиг.14 и 15, на которых представлены примерные способы формирования упаковки 10. В целом упаковка 10 может быть создана в соответствии со способом 800, представленным на фиг.14. Согласно одному подходу клей с низкой клейкостью наносят на стадии 802 на подложку упаковки в виде подходящей структуры. Клей с низкой клейкостью затем отверждают на стадии 804. Сразу после нанесения и отверждения застежки 20 на клеевой основе на подложке упаковки, подложка упаковки готова к стадии 806 формирования в упаковку 10. После формирования, упаковка 10 может затем быть заполнена наполнителем, таким как пищевые продукты или т.п.
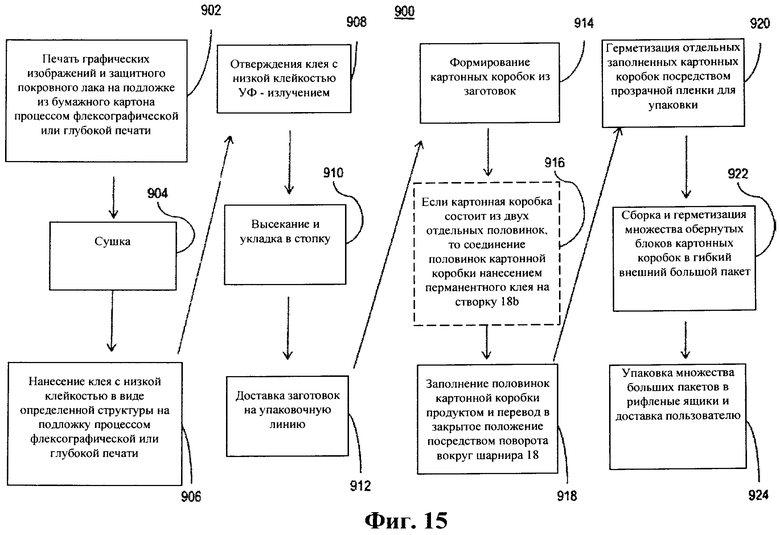
Более конкретно и как показано на фиг.15, подложка упаковки проходит через процесс 900 формирования упаковки. В начале графическое и/или текстовое содержимое отпечатывают на стадии 902 или другим образом наносят на подложку упаковки. Это также может предусматривать нанесение при помощи печати на стадии 902 покровного лака или подобного на подложку упаковки. Печатный процесс может быть выполнен при помощи любого подходящего процесса, включая, например, процесс флексографической печати, процесс офсетной печати или процесс глубокой печати. Затем напечатанному дают время высохнуть на стадии 906. Кроме того, в случае необходимости полимерное покрытие может дополнительно быть нанесено на подложку. Затем клей с низкой клейкостью может быть нанесен на стадии 906 на подложку посредством подходящего процесса, такого как нанесение покрытия при помощи щелевой экструзионной головки, нанесение покрытия процессом флексографической печати или нанесение покрытия процессом глубокой печати. После чего клей с низкой клейкостью отверждают на стадии 908. После отверждения подложка упаковки может быть разрезана на стадии 910 для формирования одной или нескольких заготовок или т.п. при помощи любого подходящего устройства, такого как один или несколько штампов, ротационных штампов, лазеров и т.п., а также уложена в стопку для дальнейшего использования. При возникновении необходимости в использовании заготовки доставляют на стадии 912 на упаковочную линию. Альтернативно, заготовка может быть сформирована на одной линии с упаковочной линией. На упаковочной линии формируют отделения 12, 14 при помощи сгибания заготовок по различным линиям сгиба, наносят перманентный клей 74 на передние крылья 46 заготовки 28 и приклеивают передние панели 72 к передним крыльям 46. Если применимо для форм упаковок, как показано на фиг.7, отдельные отделения 12, 14 могут быть склеены вместе на стадии 916 с использование перманентного клея. Сразу после создания отделений 12, 14 они могут быть заполнены на стадии 918 одним или несколькими продуктами 16 и повернуты вокруг перемычки 18 в закрытое положение, как представлено на фиг.3. Заполненные упаковки 10 могут затем быть обернуты на стадии 920 в прозрачную пленку для упаковки, а также собраны и герметизированы на стадии 922 с другими обернутыми упаковками во внешнем большом пакете или упаковке. Множество внешних больших пакетов или упаковок упаковывают на стадии 924 в один или несколько контейнеров и доставляют к потребителю, в розничный магазин или т.п.
Альтернативно, клей с низкой клейкостью может быть нанесен на упаковку на другой стадии процесса. Например, клей с низкой клейкостью может быть нанесен после вырубной штамповки на стадии 910, после формирования картонной коробки на стадии 914 или после заполнения на стадии 918, как требуется для конкретного применения.
Следует понимать, что различные изменения в деталях, материалах и конструкциях упаковки и процессе ее формирования, которые были описаны и проиллюстрированы в настоящем документе для того, чтобы пояснить сущность раскрытой упаковки, могут быть выполнены специалистами в данной области техники без отступления от идеи и сути раскрытых упаковки и способа, изложенных в приложенной формуле настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВОЙ МАТЕРИАЛ, ИЗ КОТОРОГО МОЖНО ОБРАЗОВАТЬ ПОВТОРНО ГЕРМЕТИЗИРУЕМУЮ УПАКОВКУ | 2014 |
|
RU2616855C1 |
| ПОВТОРНО УКУПОРИВАЕМАЯ УПАКОВКА С ИСПОЛЬЗОВАНИЕМ КЛЕЙКОГО ФИКСАТОРА С НИЗКОЙ ЛИПКОСТЬЮ | 2012 |
|
RU2607755C2 |
| УПАКОВКА ДЛЯ ХРАНЕНИЯ СЪЕДОБНОГО ПРОДУКТА (ВАРИАНТЫ) И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2005 |
|
RU2380301C2 |
| УПАКОВКА | 2009 |
|
RU2564235C2 |
| УПАКОВАННЫЙ КОНДИТЕРСКИЙ ПРОДУКТ | 2007 |
|
RU2429710C2 |
| УФ-ОТВЕРЖДАЕМЫЙ САМОКЛЕЮЩИЙСЯ МАТЕРИАЛ С НИЗКОЙ ЛИПКОСТЬЮ ДЛЯ ПОВТОРНО УКУПОРИВАЕМЫХ УПАКОВОК | 2011 |
|
RU2557614C2 |
| ПОВТОРНО УКУПОРИВАЕМЫЕ ФИКСАТОРЫ, СПОСОБЫ ИХ СОЗДАНИЯ И СОДЕРЖАЩИЕ ИХ УПАКОВКИ | 2011 |
|
RU2564061C2 |
| УПАКОВКИ С ОТДЕЛЯЕМЫМИ ЗАПОРНЫМИ ЭЛЕМЕНТАМИ И СПОСОБЫ ПРОИЗВОДСТВА | 2014 |
|
RU2653788C2 |
| ОТВЕРЖДАЕМЫЕ ПОД ДАВЛЕНИЕМ КЛЕИ, ИМЕЮЩИЕ В СОСТАВЕ ПОЛИМЕРНЫЕ ПОВЕРХНОСТНО-МОДИФИЦИРОВАННЫЕ НАНОЧАСТИЦЫ | 2011 |
|
RU2558102C2 |
| ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА ПОТРЕБЛЯЕМЫХ ПРОДУКТОВ | 2005 |
|
RU2339559C1 |
Изобретение относится к поддающейся повторному закрытию упаковке для нескольких продуктов. Поддающаяся повторному закрытию упаковка содержит застежку на клеевой основе, в которой использован клей с низкой клейкостью, и соединенные с возможностью вращения первое и второе отделения, причем каждое из отделений сконфигурировано для размещения в нем нескольких продуктов. Застежка на клеевой основе содержит противоположные части из допускающего повторную герметизацию клея на внутренних поверхностях соответственно первого и второго отделений с тем, чтобы внутренние поверхности могли быть совместно повернуты для закрытия поддающейся повторному закрытию упаковки. Данная упаковка удобна в эксплуатации, а также избавляет пользователя от каких-либо трудностей при ее закрытии. 3 н. и 25 з.п. ф-лы, 15 ил.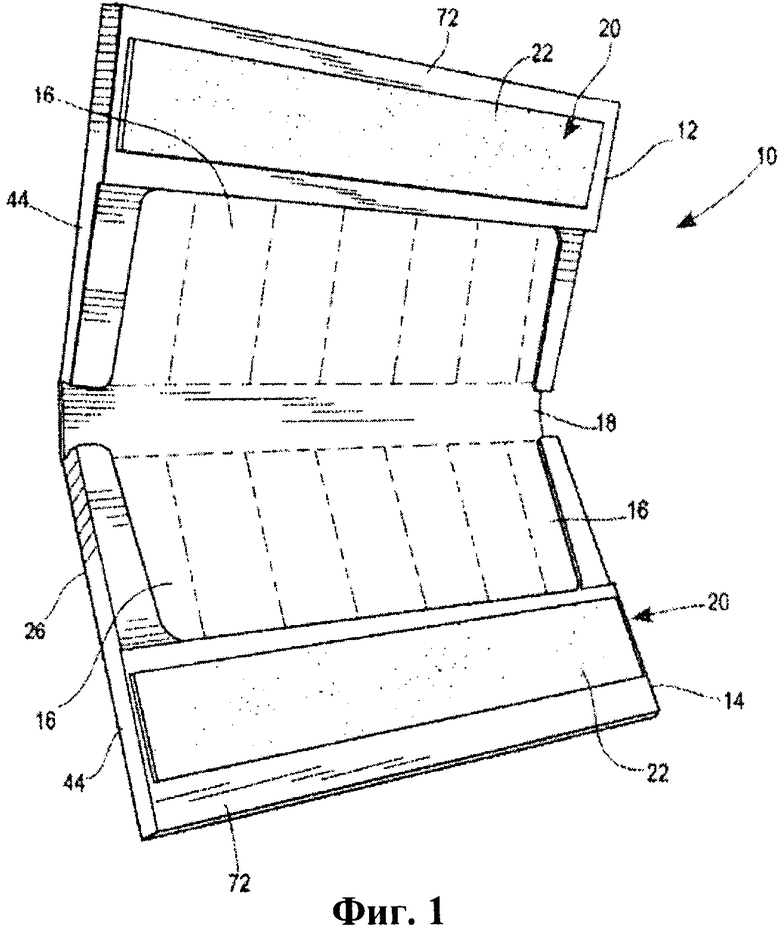
1. Упаковка, содержащая:
первое отделение и второе отделение;
соединительную часть, расположенную между первым и вторым отделениями таким образом, чтобы отделения являлись сконфигурированными для перемещения между закрытой конфигурацией, в которой первое и второе отделения смежны друг с другом, и открытой конфигурацией, в которой первое и второе отделения удалены друг от друга; и
поддающуюся повторному закрытию застежку на клеевой основе, содержащую противоположные части из клея, расположенные на первом и втором отделениях так, чтобы противоположные части из клея прилипали друг к другу, когда упаковка находится в закрытой конфигурации, и сконфигурированные для многократного отслаивания и повторного сцепления с тем, чтобы обеспечить многократное открытие и закрытие упаковки.
2. Упаковка по п.1, отличающаяся тем, что первое и второе отделения заданы задней стенкой, передней стенкой, нижней стенкой и парой стенок боковых сторон.
3. Упаковка по п.2, отличающаяся тем, что противоположные части из клея расположены на больших сторонах передних стенок первого и второго отделений.
4. Упаковка по п.2 или 3, отличающаяся тем, что соединительная часть проходит между концами первого и второго отделений на расстоянии, приблизительно равном ширине пары стенок боковых сторон первого и второго отделений.
5. Упаковка по п.2 или 3, отличающаяся тем, что соединительная часть проходит между задними стенками первого и второго отделений.
6. Упаковка по п.2 или 3, отличающаяся тем, что передние стенки первого и второго отделений являются частичными стенками для обеспечения доступа к внутренней полости первого и второго отделений.
7. Упаковка по любому из пп.1-3, отличающаяся тем, что противоположные части из клея расположены на первом и втором отделениях в виде множества дискретных частей.
8. Упаковка по любому из пп.1-3, отличающаяся тем, что первое отделение, второе отделение и соединительная часть характеризуются унитарной конструкцией.
9. Упаковка по любому из пп.1-3, отличающаяся тем, что первое отделение, второе отделение и соединительная часть образуют двухстворчатую картонную коробку, шарнирно сочлененную в соединительной части.
10. Упаковка по любому из пп.1-3, отличающаяся тем, что клей содержит отверждаемый под действием УФ излучения контактный клей, содержащий по меньшей мере один отверждаемый под действием УФ излучения акриловый олигомер, по меньшей мере один регулирующий клейкость компонент и по меньшей мере один необязательный эластомерный материал; и
причем отверждаемый под действием УФ излучения контактный клей характеризуется соотношением компонентов клея (ACR), заданным формулой (А), где массовый процент отверждаемого под действием УФ излучения акрилового олигомера относительно суммы массовых процентов регулирующего клейкость компонента и по меньшей мере одного необязательного эластомерного материала составляет от приблизительно 0,5 до приблизительно 1,5

причем ACR выбран так, что отверждаемый под действием УФ излучения контактный клей характеризуется начальной прочностью на отслаивание между противоположными частями клея, составляющей от приблизительно 200 грамм на погонный дюйм (gpli) до приблизительно 900 gpli, и до пяти последующих значений прочности на отслаивание между противоположными частями клея будут составлять от приблизительно 30 процентов до приблизительно 200 процентов начальной прочности на отслаивание.
11. Упаковка по любому из пп.1-3, отличающаяся тем, что прочность соединения между противоположными частями из клея меньше прочности соединения между каждой из частей из клея и первым и вторым отделениями соответственно.
12. Упаковка по любому из пп.1-3, отличающаяся тем, что по меньшей мере внешняя часть первого и второго отделений содержит частицы способствующего слипанию наполнителя, расположенные на отделениях для взаимодействия с клеем.
13. Упаковка по любому из пп.1-3, отличающаяся тем, что дополнительно содержит полимерное покрытие, расположенное на первом и втором отделениях таким образом, чтобы поддающаяся повторному закрытию застежка на клеевой основе была нанесена на полимерное покрытие.
14. Упаковка по п.13, отличающаяся тем, что полимерное покрытие содержит наполнитель, выбранный из органически модифицированной глины, филлосиликатов, карбоната кальция, монтмориллонита, доломита, талька, слюды и их смеси.
15. Упаковка по любому из пп.1-3, отличающаяся тем, что первое и второе отделения состоят из подложки, выбранной из тонкого картона, бумажного картона, многослойного материала, гофрированного тонкого картона или их смеси.
16. Упаковка по п.15, отличающаяся тем, что подложка является бумажным картоном и содержит расположенный на ней полимерный слой.
17. Упаковка по п.16, отличающаяся тем, что подложка пропитана химически упрочняющим средством, содержащим изоцианаты.
18. Упаковка по любому из пп.1-3, отличающаяся тем, что начальная прочность на отслаивание между противоположными частями клея составляет от приблизительно 200 грамм на погонный дюйм (gpH) до приблизительно 900 gpli; и последующая прочность на отслаивание между противоположными частями клея составляет от приблизительно 30 процентов до приблизительно 200 процентов начальной прочности на отслаивание.
19. Способ формирования упаковки, причем способ предусматривает:
нанесение первой и второй частей из допускающего повторную герметизацию клея на заготовку упаковки;
сгибание частей заготовки упаковки для определения первого отделения, содержащего по меньшей мере переднюю стенку, таким образом, чтобы первая часть из допускающего повторную герметизацию клея была расположена на передней стенке первого отделения; и
сгибание частей заготовки упаковки для определения второго отделения, содержащего по меньшей мере переднюю стенку, таким образом, чтобы вторая часть из допускающего повторную герметизацию клея была расположена на передней стенке второго отделения.
20. Способ по п.19, отличающийся тем, что нанесение первой и второй частей из допускающего повторную герметизацию клея на заготовку упаковки предусматривает нанесение жидкого клея на заготовку упаковки и отверждение жидкого клея для создания допускающего повторную герметизацию клея.
21. Способ по п.19 или 20, отличающийся тем, что дополнительно предусматривает нанесение полимерного слоя на заготовку упаковки перед нанесением клея, причем полимерный слой содержит по меньшей мере наполнитель из органоглины.
22. Способ по п.19 или 20, отличающийся тем, что дополнительно предусматривает пропитку заготовки упаковки перед нанесением клея химически упрочняющим средством, содержащим изоцианаты.
23. Способ по п.19 или 20, отличающийся тем, что дополнительно предусматривает поворот первого и второго отделений вокруг соединительной части, проходящей между первым и вторым отделениями, так, чтобы передние стенки первого и второго отделений были расположены смежно друг с другом для прилипания друг к другу первой и второй частей из допускающего повторную герметизацию клея.
24. Способ по п.19 или 20, отличающийся тем, что допускающий повторную герметизацию клей содержит отверждаемый под действием УФ излучения контактный клей, содержащий по меньшей мере один отверждаемый под действием УФ излучения акриловый олигомер, по меньшей мере один регулирующий клейкость компонент и по меньшей мере один необязательный эластомерный материал; и
причем отверждаемый под действием УФ излучения контактный клей характеризуется соотношением компонентов клея (ACR), заданным формулой (А), где массовый процент отверждаемого под действием УФ излучения акрилового олигомера относительно суммы массовых процентов регулирующего клейкость компонента и по меньшей мере одного необязательного эластомерного материала составляет от приблизительно 0,5 до приблизительно 1,5

причем ACR выбирают так, что отверждаемый под действием УФ излучения контактный клей характеризуется начальной прочностью на отслаивание между противоположными частями клея, составляющей от приблизительно 200 грамм на погонный дюйм (gpli) до приблизительно 900 gpli, и вплоть до пяти последующих значений прочности на отслаивание между противоположными частями клея будут составлять от приблизительно 30 процентов до приблизительно 200 процентов начальной прочности на отслаивание.
25. Заготовка, выполненная с возможностью сгибания для формирования сложенной упаковки, причем заготовка содержит:
центральную связывающую часть;
первую и вторую конечные части, присоединенные к противоположным сторонам центральной связывающей части, причем первая и вторая конечные части сконфигурированы для сгибания с формированием первого и второго отделения; и
клей с низкой клейкостью, нанесенный на каждую из первой и второй конечных частей и ориентированный таким образом, чтобы сформированные первое и второе отделения могли быть повернуты до закрытия посредством слипания друг с другом частей клея с низкой клейкостью.
26. Заготовка по п.25, отличающаяся тем, что каждая из первой и второй конечных частей содержит заднюю панель, содержащую верхний, нижний и боковые края, причем задняя панель присоединена с возможностью поворота к центральной связывающей части вдоль одного края, боковые панели, присоединенные с возможностью поворота к задней панели вдоль ее боковых краев, передние крылья, присоединенные с возможностью поворота к краям боковых панелей напротив задней панели, нижнюю панель, присоединенную с возможностью поворота к задней панели вдоль ее нижнего края, и переднюю панель, присоединенную с возможностью поворота к нижней панели вдоль ее края напротив нижней панели.
27. Заготовка по п.25 или 26, отличающаяся тем, что дополнительно содержит части из перманентного клея, расположенные на передних крыльях для формирования первого и второго отделений.
28. Заготовка по п.25 или 26, отличающаяся тем, что клей с низкой клейкостью характеризуется соотношением компонентов клея (ACR), заданным формулой (А), где массовый процент отверждаемого под действием УФ излучения акрилового олигомера относительно суммы массовых процентов регулирующего клейкость компонента и по меньшей мере одного необязательного эластомерного материала составляет от приблизительно 0,5 до приблизительно 1,5

причем ACR выбран так, что отверждающий под действием УФ излучения контактный клей характеризуется начальной прочностью на отслаивание между противоположными частями клея, составляющей от приблизительно 200 грамм на погонный дюйм (gpli) до приблизительно 900 gpli, и вплоть до пяти последующих значений прочности на отслаивание между противоположными частями клея будут составлять от приблизительно 30 процентов до приблизительно 200 процентов начальной прочности на отслаивание.
| US 6651813 B2, 25.11.2003 | |||
| US 3310225 A, 21.03.2967 | |||
| Устройство для изготовления полиамид-НыХ издЕлий | 1979 |
|
SU802044A1 |
| US 2003118759 A1, 26.06.2003 | |||
| RU 2004116688 A, 27.11.2006 | |||

