Область техники
Настоящее изобретение относится к области обработки пластиковых профилей, в частности к процессу резки, применяемому к экструдированным пластиковым профилям, а именно к способу резки, применяемым устройствам и соответствующему режущему инструменту.
Технологические предпосылки
В области техники экструзии пластиковых профилей обычно требуется обрезка бесконечных профилей с целью получения отрезков необходимой длины, удобной для транспортировки и последующей обработки. В настоящее время основным устройством для резки экструдированных пластиковых профилей является устройство резки на основе ножа, куда, как правило, помещаются дисковые ножи, на которых нарезаны мелкие зубья. При резке нож с зубьями вращается при одновременной подаче вдоль траектории резания. В процессе резки зубья подвергаются сильному удару, что может сократить срок их службы. Между тем, сломанный зуб пилы по причине долговременной усталостной нагрузки не поддается восстановлению. Если это случится с более чем одним зубом, пострадает качество обработки сечения профиля, что приведет к выходу дискового ножа из строя. Это усложняется точностью обработки самого ножа, которая обычно не является высокой, и целевые профили могут получиться с низким качеством на поперечном сечении. При сильных столкновениях рабочие пильные зубья создают сильный шум, что приводит к шумовому загрязнению. При долговременном пребывании в такой рабочей среде у оператора может ухудшиться слух. Кроме того, принцип резки показывает, что режущий инструмент на основе ножа предполагает использование пильных зубьев для отрезания профилей по одному. Это может вызвать образование чрезмерного количества пыли или мусора, что приводит к запылению и негативно влияет на здоровье рабочих.
Сущность изобретения
Настоящее изобретение имеет целью предоставление нового решения с целью преодоления недостатков, которые могут сопровождать процесс резки ножом, а именно: быстрый выход из строя, сильный шум, сильное запыление, плохое качество поперечного сечения и т.д.
Для достижения вышеупомянутой цели настоящее изобретение демонстрирует способ резки, который может быть применен при резке экструдированных пластиковых профилей. Предложенный в настоящем патенте режущий инструмент представляет собой дисковый режущий инструмент без зубьев. Он работает по принципу дисковой резки с подачей по направлению к профилям вплоть до их отрезания. Предусмотрен режущий инструмент с двумя типами ножей: одинарный нож с углом 2°-6° и двойной нож с углом 4°-12°. Линейная скорость: 20-100 м/мин, скорость подачи: 0,3-0,7 м/мин. Во время резки на дисковый нож без зубьев должна распыляться смазка.
В оптимальном случае упомянутый нож имеет угол 3°-4° для одинарного типа и 4°-6° для двойного типа. Линейная скорость: 30-40 м/мин, скорость подачи: 0,4-0,6 м/мин.
Для достижения вышеупомянутой цели настоящее изобретение также предоставляет способ резки, который можно применять при резке экструдированных пластиковых профилей. Предложенный в настоящем патенте режущий инструмент включает режущий инструмент и смазочный механизм 12, где режущий инструмент представляет собой дисковый нож без зубьев 4. Распылительное сопло смазочного механизма 12 направлено на дисковый нож без зубьев 4.
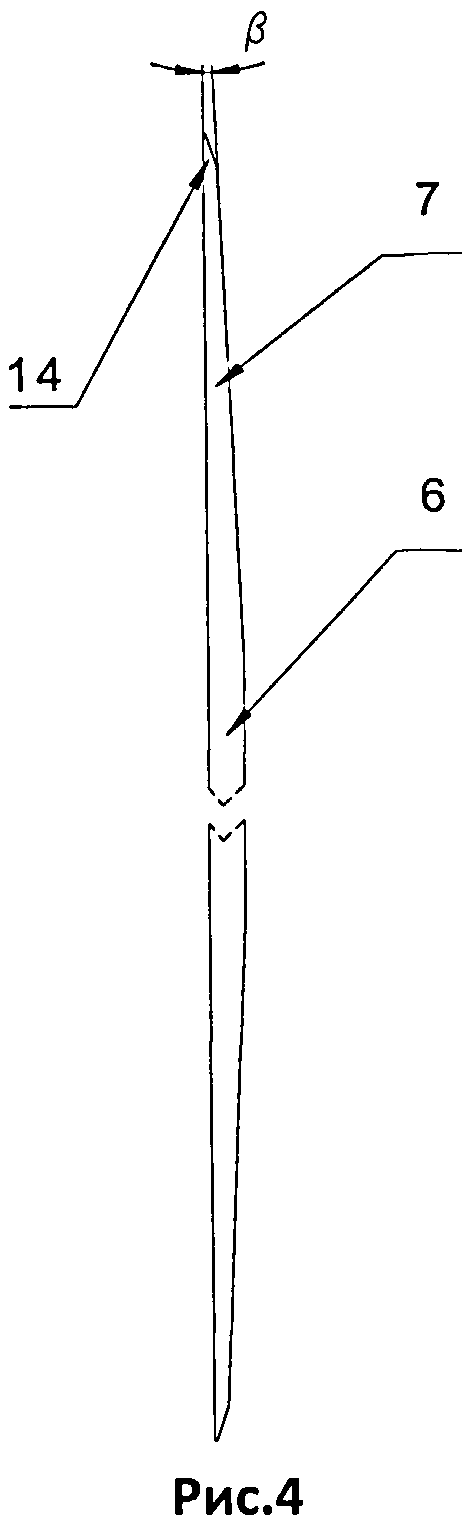
Такой дисковый нож без зубьев 4 состоит из полотна 6, находящегося на внутреннем круге, и режущей кромки 7 на наружном круге. Режущая кромка 7 имеет угол β=2°-6° для одинарного типа и α=4°-12° для двойного типа.
В оптимальном случае упомянутый нож имеет угол β=3°-4° для одинарного типа и α=4°-6° для двойного типа.
Упомянутая режущая кромка 7 имеет вершину 14 высотой Н=1-3 мм и шириной В=0,2-0,4 мм.
Нож 4 имеет полотно 6 толщиной 2-10 мм.
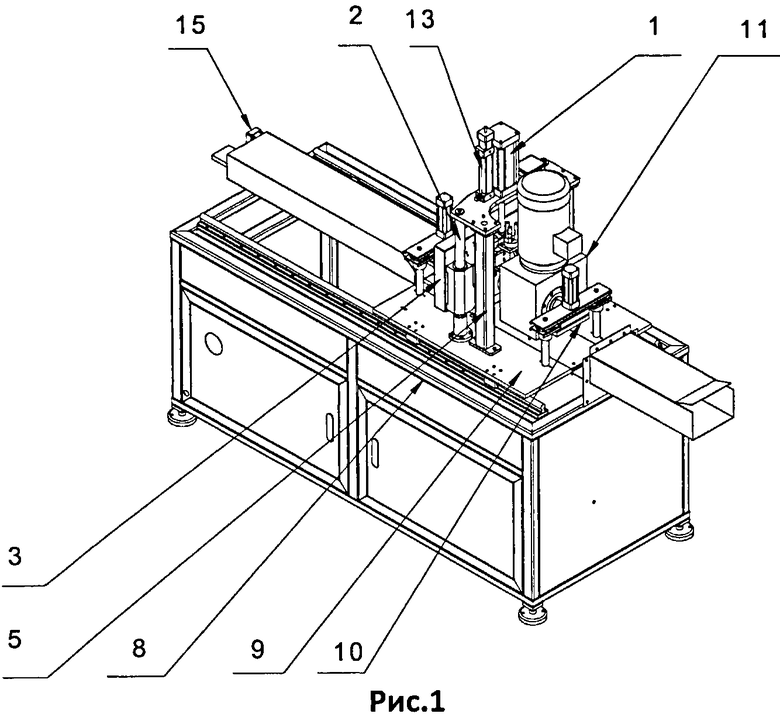
Вышеупомянутое устройство для резки также включает кронштейн 5, салазки 3, механизм подачи и приводной механизм 11, который прикреплен к салазкам 3, имеющим отводной вал для установки дискового ножа без зубьев 4, который работает, вращаясь вокруг вала. Механизм подачи установлен между кронштейном 5 и салазками 3, которые под действием механизма подачи могут выполнять возвратно-поступательное движение вдоль кронштейна 5. Смазочный механизм 12 находится на салазках 3.
Такой механизм подачи состоит из вала 2 и цилиндра подачи 1. Вал 2 установлен поверх кронштейна 5, а салазки 3 надеты на вал 2. Цилиндр подачи 1 имеет корпус цилиндра и шток, установленные соответственно на кронштейне 5 и салазках 3.
В цилиндре подачи 1 предусмотрен демпфер 13.
Приводной механизм 11 состоит из электродвигателя с редуктором. Редуктор установлен с вышеупомянутым дисковым ножом без зубьев 4 на отводном валу.
Для достижения вышеупомянутой цели настоящее изобретение предоставляет также способ резки, который может быть применен при резке экструдированных пластиковых труб, включающий раму 8, устройство резки и зажимное приспособление 10. Такое устройство резки имеет также подвижную раму 9, которая установлена на направляющей рамы 8 и которая может перемещаться под действием цилиндра 15, помещенного между рамой 8 и подвижной рамой 9. Такое устройство резки установлено на подвижной раме 9, как и зажимное приспособление 10 для позиционирования профилей. Такое устройство резки имеет также режущий инструмент и смазочный механизм 12. Режущий инструмент представляет собой дисковый нож без зубьев 4. Распылительное сопло смазочного механизма 12 направлено на дисковый нож без зубьев 4.
Такое устройство резки включает кронштейн 5, салазки 3, дисковый нож без зубьев 4, механизм подачи и приводной механизм 11, который прикреплен к салазкам 3, оснащенным отводным валом для установки дискового ножа без зубьев 4, который работает, вращаясь вокруг вала. Механизм подачи установлен между кронштейном 5 и салазками 3, которые под действием механизма подачи могут выполнять возвратно-поступательное движение вдоль кронштейна 5. Смазочный механизм 12 находится на салазках 3. У зажимного приспособления 10 их два, они расположены по обеим сторонам дискового ножа без зубьев 4 на большом расстоянии друг от друга.
Настоящее изобретение принесло следующие полезные технические результаты: настоящее изобретение предусматривает использование дискового ножа без зубьев, который работает по экструдированным пластиковым профилям в двух направлениях: вращательным движением и движением подачи. При действии в результате перемещения в этих двух направлениях можно плавно и непрерывно производить пластиковые профили, не создавая шума и пыли, которые характерны для работы дисковой пилы. Чтобы обеспечить четкую резку дисковым ножом без зубьев, необходимо рационально подобрать возможности по углу режущей кромки, линейной скорости и скорости подачи с учетом площади и текстуры профилей. Таким образом, гарантируется, что дисковый нож без зубьев не сломает зубья и обеспечит поверхность поперечного сечения высокого качества. Кроме того, обязательно необходимо распылять смазку на дисковый нож без зубьев, во избежание зажатия ножа и повышения температуры в результате трения при работе с целью продлить срок службы ножа. Два зажимных приспособления размещены на расстоянии во избежание зажатия ножа и для обеспечения четкой работы. Таким образом, настоящее изобретение позволило достичь цели обеспечения резки без шума и пыли при длительном сроке службы ножа, повышенном качестве резки, проверенной опытом более высокой промышленной и практической значимости.
Передвижная рама осуществляет возвратно-поступательное движение по отношению к раме, обеспечивая одновременное перемещение между устройством резки и непрерывно экструдируемыми профилями. После каждого движения резания следует возврат устройства резки, ожидание до начала следующего цикла резания. Это позволяет производить операцию резания в установленные промежутки.
Обзор рисунков
Следующие рисунки иллюстрируют настоящее изобретение:
Рис.1 - трехмерную схему станка резки экструдированных пластиковых профилей в соответствии с настоящим изобретением.
Рис.2 - схематическое изображение станка резки экструдированных пластиковых профилей в соответствии с настоящим изобретением.
Рис.3 - схему поперечного разреза дискового ножа без зубьев с двойной режущей кромкой в соответствии с настоящим изобретением.
Рис.4 - схему поперечного разреза дискового ножа без зубьев с одинарной режущей кромкой в соответствии с настоящим изобретением.
Где: 1 - цилиндр подачи, 2 - направляющая, 3 - блок, 4 - дисковый нож без зубьев, 5 - рама, 6 - полотно ножа, 7 - режущая кромка, 8 - рама, 9 - подвижная рама, 10 - зажимное приспособление, 11 - приводной механизм, 12 - смазочный механизм, 13 - демпфер, 14 - вершина режущей кромки, 15 - перемещаемый цилиндр.
Реализации
Ниже представлено подробное описание настоящего изобретения.
Как показано на рис.1, 2, 3 и 4, настоящее изобретение представляет собой устройство для резки экструдированных пластиковых профилей, в состав которого входит рама 8, подвижная рама 9, режущее устройство, зажимное приспособление 10 и кожух. Подвижная рама 9 установлена на направляющей рамы 8 и совершает прямолинейное возвратно-поступательное движение по раме, приводимая в движение перемещаемым цилиндром 15, расположенным между рамой 8 и подвижной рамой 9. В процессе резки подвижная рама 9 и обрабатываемые экструдированные профили осуществляют одновременное движение, обеспечивая, таким образом, непрерывную резку обработанных профилей. Режущее устройство закреплено на подвижной раме, и в ее состав входит кронштейн 5, салазки 3, дисковый нож без зубьев 4, механизм подачи, приводное устройство 11 и смазочное устройство 12. Установленное на салазках 3 приводное устройство 11 представляет собой двигатель с редуктором. На выходном валу редуктора закреплен дисковый нож без зубьев 4, который состоит из полотна 6 на внутреннем круге и режущей кромки 7 на внешнем круге. Режущая кромка 7 может быть как одинарной, так и двойной. Угол профиля двойной режущей кромки 7 - α, угол профиля двойной режущей кромки - β. На конце режущей кромки 7 расположена вершина 14 с высотой Н=1-3 мм и шириной В=0,2-0,4 мм. Механизм подачи включает в себя направляющий вал 2 и цилиндр подачи 1. Направляющий вал 2 установлен в вертикальном положении на вышеупомянутом кронштейне 5. Салазки 3 посажен на направляющий вал 2, а корпус и шток цилиндра подачи 1 установлены соответственно на кронштейне 5 и салазках 3. Подача и сброс салазок 3 осуществляется вдоль вала 2 под действием цилиндра подачи 1. Цилиндр подачи 1 оснащен демпфером 13, который за счет масляной амортизации способен гарантировать равномерное и стабильное движение подачи. Более того, демпфер позволяет предотвращать зажимание и торможение ножа, обеспечивая нормальный режим работы. Смазочное устройство 12 установлено на салазках 3 таким образом, что его распылительная форсунка направлена непосредственно на дисковый нож без зубьев 4. На подвижной раме 9 установлены два зажимных приспособления 10, расположенных по сторонам от дискового ножа без зубьев 4 на расстоянии друг от друга. Такое расположение помогает при осуществлении направления и зажима поступающих экструдированных пластиковых профилей перед их резкой. Расстояние между двумя зажимными приспособлениями предназначено для предотвращения зажимания ножа профилями. Кожух, покрывающий режущее устройство снаружи, предназначен для обеспечения безопасности при эксплуатации.
При поступлении экструдированных пластиковых профилей на позицию для резки в ходе выполнения непрерывной чистовой операции подвижная рама осуществляет одновременное с обрабатываемыми профилями движение под действием приводного цилиндра. В этот момент срабатывает зажимное приспособление, осуществляющее установку обрабатываемых профилей в положении для обработки. После этого вступает в действие двигатель режущего устройства. Двигатель осуществляет вращение дискового ножа без зубьев. Вместе с тем цилиндр подачи, расположенный на режущем устройстве, выполняет движение подачи блока, осуществляя резку дисковым ножом без зубьев. В процессе резки форсунка смазочного устройства распрыскивает смазку на дисковый нож без зубьев для снижения трения, возникающего в процессе резки, а также для предотвращения зажимания ножа и увеличения срока его службы.
По завершении операции резки выполняется сброс цилиндра подачи, возвращая блок в исходное положение. После этого завершается работа двигателя и останавливается вращение дискового ножа без зубьев. В то же самое время зажимное приспособление отпускает профили, и подвижная рама возвращается в исходное положение под действием тяги приводного цилиндра. Таким образом, завершается цикл операции резки и начинается ожидание следующего цикла. Цикл операции резки полностью контролируется автоматической экструзионной системой для осуществления резки с установленными интервалами. Готовую пластиковую продукцию транспортный отдел или персонал передает в отдел упаковки.
Для различных случаев приведенное выше техническое решение может быть выполнено в различных вариациях, например для обработки некоторых профилей с простой структурой и небольшой площадью поперечного сечения могут быть применены прямолинейные ножи. В процессе резки выполнять операцию резки может верхняя кромка ножа, не участвующая в относительном движении между ножом и профилями.
Дисковый нож без зубьев может оснащаться как двойной, так и одинарной режущей кромкой. Это решение принимает во внимание возможность движения подачи как составной части движения резания. Вследствие этого применение двухкромочных ножей более предпочтительно, поскольку позволяет достигать лучших результатов при меньшей силе резания. Однако возможно применение и однокромочных ножей с простой формой поверхности и намного более простых в исполнении. Когда основополагающим фактором является движение резания, это - лучший выбор. В качестве альтернативы следует осуществлять выбор ножа по как можно меньшему углу профиля при сохранении необходимой прочности. Чем меньше угол профиля ножа, тем меньше погрешностей сечения. Кроме того, необходимо принимать во внимание структуру и площадь сечения. Для дискового ножа без зубьев следует подобрать оптимальное сочетание угла профиля, скорости ротационной резки и линейной скорости движения подачи с учетом структуры и площади сечения.
В настоящее время наиболее широко распространенные пластиковые профили обладают невысокой площадью поперечного сечения. При том, что угол профиля двухкромочного ножа α составляет от 2,5° до 1,5° в некоторых случаях высокая линейная скорость режущей кромки плюс комнатные температуры в диапазоне 10-35°С способны обеспечить операцию резания в непрерывном режиме при отсутствии поломок ножа или его повреждений в результате зажимания. При аналогичном сценарии однокромочные инструменты могут демонстрировать ту же эффективность. В связи с этим профили с небольшой площадью сечения могут обрабатываться на более высоких скоростях резания и с меньшими углами профиля ножа. Для больших углов профиля ножа следует рассматривать сечения больших площадей и с более сложной структурой. Прежде всего угол профиля ножа должен быть как можно меньше для гарантии нормального срока службы ножей.
На основании проведенных испытаний: (1) при условиях профилей с небольшой площадью, простой структурой и при невысоких температурах, например комнатных (примерно 10-35°С), можно использовать однокромочный нож с углом профиля β=2° и двухкромочный нож с углом профиля α=4° при пиковой линейной скорости 100 м/мин и скорости подачи 0,3 м/мин. Кроме того, для достижения цели настоящего изобретения должна быть обеспечена соответствующая смазка для плавной обработки резанием.
Для профилей с небольшой площадью и простой структурой можно использовать однокромочный нож с углом профиля β=4° и двухкромочный нож с углом профиля α=6° при пиковой линейной скорости 30 м/мин и скорости подачи 0,6 м/мин. Кроме того, для достижения цели настоящего изобретения должна быть обеспечена соответствующая смазка для плавной обработки резанием. (3) Для профилей с большой площадью и сложной структурой можно использовать однокромочный нож с углом профиля β=3° и двухкромочный нож с углом профиля α=4° при пиковой линейной скорости 40 м/мин и скорости подачи 0,4 м/мин. Кроме того, для достижения цели настоящего изобретения должна быть обеспечена соответствующая смазка для плавной обработки резанием. (4) Для профилей с большой площадью и сложной структурой можно использовать однокромочный нож с углом профиля β=6° и двухкромочный нож с углом профиля α=12° при пиковой линейной скорости 20 м/мин и скорости подачи 0,7 м/мин. Кроме того, для достижения цели настоящего изобретения должна быть обеспечена соответствующая смазка для плавной обработки резанием.
Для соответствия требованиям к различным типам профилей для однокромочного дискового ножа без зубьев угол профиля β=3°-4°, а для двухкромочного - угол профиля α=4°-6° при пиковой линейной скорости 30-40 м/мин и скорости подачи 0,4-0,6 м/мин. Таким образом, это решение все еще обеспечивает нормальный срок службы ножа при использовании меньших углов его профиля. Использование больших значений диапазона углов профиля ножа с высокой степенью вероятности способно обеспечить более продолжительный срок службы по сравнению с ножами с меньшими углами профиля при сохранении приемлемого на текущий момент качества обработки. Подобный подход удовлетворяет требованиям как в отношении ножей, так и в отношении качества обработки. При выборе толщины ножа необходимо учитывать диаметр диска и режущей кромки. Здесь ключевым фактором является диаметр диска. Толщина ножа для обработки стандартных профилей составляет 2-10 мм.
В настоящем изобретении представлен способ резки экструдированных пластиковых профилей: режущий инструмент представляет собой дисковый нож без зубьев, осуществляющий резку экструдированных пластиковых профилей за счет движения в двух направлениях: первое - движение резания при вращении вокруг оси, которая вертикально проходит через его центр, второе - прямолинейное движение подачи ножа к обрабатываемым профилям, т.е. при вращении ножа осуществляется его подача к профилям, причем угол профиля ножа, линейная скорость и скорость подачи зависит от площади и сложности сечения, температуры и т.д. На пути резания необходимо осуществлять распрыскивание смазки на нож с целью снижения торможения и зажимания ножа, которые приводят к существенному снижению его срока службы.
Настоящее изобретение находит применение в промышленном производстве в качестве эффективного решения таких проблем как повреждения полотен пил, шум, пыль и качество обработки сечения, возникающих в процессе резания с использованием традиционных пил. Дополнительным преимуществом является увеличенный срок службы ножа. Практическое применение настоящего изобретения, обеспечивающее осуществление непрерывной чистовой обработки экструдированных пластиковых профилей с установленными интервалами, имеет высокую производственную значимость.
Несмотря на вышеперечисленные сведения, настоящее изобретение не ограничивается этой частной областью применения. Не нарушая этот принцип, специалисты в данной области могут использовать это изобретение в различных вариациях. Однако эти вариации должны соответствовать области применения в соответствии с правами, включенными в настоящий документ в качестве приложения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 2017 |
|
RU2671900C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РЫБНОГО ФИЛЕ НА ЛОМТИКИ | 2023 |
|
RU2807633C1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Способ ускоренной резки камня и полуавтоматический камнерезный станок для его осуществления | 2018 |
|
RU2689938C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РЫБНОГО ФИЛЕ НА ПЛАСТ | 2015 |
|
RU2617576C1 |
| Врубовая машина | 2018 |
|
RU2761231C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РЫБНОГО ФИЛЕ НА ЛОМТИКИ | 2021 |
|
RU2758270C1 |
| ВРУБОВАЯ МАШИНА | 2018 |
|
RU2762863C2 |
| Врубовая машина | 2018 |
|
RU2761230C2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |

Изобретение относится к области обработки экструдированных пластиковых профилей. В процессе резки применяется дисковый нож без зубьев. Нож состоит из полотна на внутреннем круге и режущей кромки на внешнем круге. Режущая кромка дискового ножа без зубьев выполнена с углом профиля β=2°-6º для ножа однокромочного типа или с углом профиля α=4°-12º для ножа двухкромочного типа. Нож осуществляет движение с линейной скоростью 20-100 м/мин при скорости подачи 0,3-0,7 м/мин. Во время процесса резки на дисковой нож распрыскивают смазку из распрыскивающей форсунки. В результате обеспечивается бесшумная и беспыльная резка экструдированного пластикового профиля, увеличение срока службы дискового ножа без зубьев и улучшение качества резки профиля. 3 н. и 7 з.п. ф-лы, 4 ил.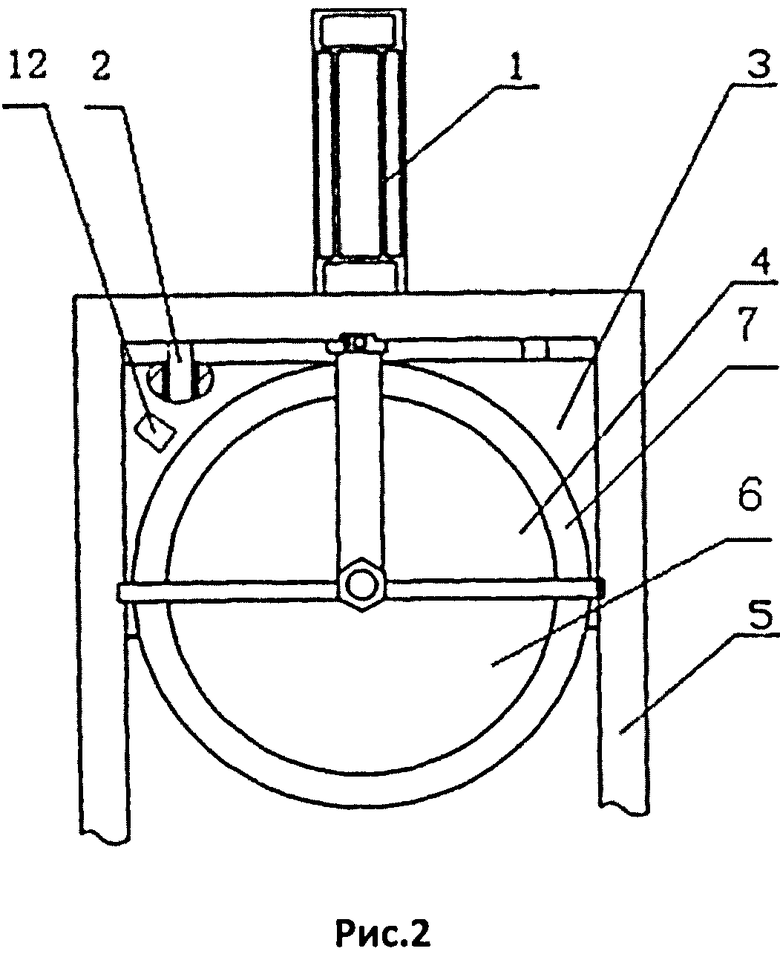
1. Способ резки экструдированных пластиковых профилей, включающий использование в качестве режущего инструмента режущего устройства дискового ножа без зубьев, осуществляющего резку при одновременном вращении и движении подачи до завершения обработки профилей, при этом режущая кромка выполнена с углом профиля 2°-6° для ножа однокромочного типа или 4°-12° для ножа двухкромочного типа, нож осуществляет движение с линейной скоростью 20-100 м/мин при скорости подачи 0,3-0,7 м/мин, при этом во время процесса резки на дисковый нож распрыскивают смазку.
2. Способ по п.1, в котором режущая кромка вышеупомянутого дискового ножа без зубьев выполнена с углом профиля 3°-4° для ножа однокромочного типа и 4°-6° для ножа двухкромочного типа, а нож осуществляет движение с линейной скоростью 30-40 м/мин при скорости подачи 0,4-0,6 м/мин.
3. Режущее устройство для резки экструдированных пластиковых профилей, содержащее режущий инструмент для резки экструдированных пластиковых профилей и смазочное устройство (12) с распрыскивающей форсункой, причем режущий инструмент выполнен в виде дискового ножа без зубьев (4), а распрыскивающая форсунка смазочного устройства направлена на дисковый нож без зубьев (4), при этом устройство дополнительно включает салазки (3), кронштейн (5), механизм подачи и установленное на салазках (3) приводное устройство (11), причем приводное устройство включает двигатель с редуктором, на выходном валу которого установлен с возможностью вращения вышеупомянутый дисковый нож без зубьев (4), а механизм подачи расположен между кронштейном (5) и салазками (3) и включает цилиндр подачи (1) с демпфером (13) и направляющий вал (2), установленный на кронштейне (5), при этом салазки (3) посажены на направляющий вал (2), цилиндр подачи (1) снабжен корпусом и штоком, закрепленным соответственно на кронштейне (5) и салазках (3), при этом под действием механизма подачи салазки (3) совершают возвратно-поступательное движение по кронштейну (5), а смазочное устройство (12) установлено на салазках (3).
4. Режущий инструмент для резки экструдированных пластиковых профилей, выполненный в виде дискового ножа без зубьев, состоящий из полотна (6) на внутреннем круге и режущей кромки (7) на внешнем круге, причем режущая кромка дискового ножа без зубьев выполнена с углом профиля β=2º-6º для ножа однокромочного типа или с углом профиля α=4º-12º для ножа двухкромочного типа.
5. Инструмент по п.4, отличающийся тем, что режущая кромка (7) вышеупомянутого дискового ножа без зубьев (4) спроектирована с углом профиля 3°-4° для ножа однокромочного типа и 4°-6° для ножа двухкромочного типа.
6. Инструмент по п.4, отличающийся тем, что на вышеупомянутой режущей кромке (7) расположена вершина (14) с высотой Н=1-3 мм и шириной В=0,2-0,4 мм.
7. Инструмент по п.5, отличающийся тем, что на вышеупомянутой режущей кромке (7) расположена вершина (14) с высотой Н=1-3 мм и шириной В=0,2-0,4 мм.
8. Инструмент по п.4, отличающийся тем, что вышеупомянутый дисковый нож без зубьев (4) имеет полотно (6) толщиной 2-10 мм.
9. Устройство по п.3, отличающееся тем, что оно дополнительно содержит раму (8), зажимное приспособление (10), кожух, подвижную раму (9), установленную на направляющей раме (8) и способную совершать возвратно-поступательное движение по направляющей раме (8) под действием приводного цилиндра (15), при этом режущее устройство для резки экструдированных пластиковых профилей расположено между направляющей рамой (8) и подвижной рамой (9) и установлено на подвижной раме (9), на которой вышеупомянутое зажимное приспособление (10) способно осуществлять установку профилей в положение для обработки.
10. Устройство по п.9, отличающееся тем, что оно содержит два зажимных приспособления (10), расположенных по сторонам от дискового ножа без зубьев (4) на расстоянии друг от друга.
| СПОСОБ СТАБИЛИЗАЦИИ ПРОЦЕССА НОРМАЛИЗАЦИИ СЛИВОЧНОГО МАСЛА ПО ВЛАЖНОСТИ | 2005 |
|
RU2298918C2 |
| Приспособление с дисковыми ножами для профильной резки профильного металла | 1959 |
|
SU127556A1 |
| US 3656385 A, 18.04.1972 | |||
| WO 2009001210 A1, 31.12.2008 | |||

