Изобретение относится к трубопроводному транспорту нефтепродуктов, жидких и газообразных сред, а именно к очистке наружной поверхности концевых участков стальных труб от изоляции для последующего проведения строительно-монтажных работ и сварки встык.
Известно устройство для механической очистки и обработки поверхностей «РОИ» (патент RU №2236313, МПК 7 B08B 9/023, опубл. 20.09.2004 г. в бюл. №26), в котором в качестве рабочих органов при очистке поверхности применяется дисковая фреза или абразивный инструмент. Устройство содержит способный вращаться вокруг своей оси и одновременно перемещаться вдоль обрабатываемой поверхности ротор, включающий несущую конструкцию и шарнирно подвешенные к ней рычаги с присоединенными к каждому из них рабочим органом и дополнительным грузом.
Недостатками известного устройства являются сложное конструктивное исполнение, потребление электроэнергии и износ рабочих органов, требующих регулярной замены и, как следствие, больших материальных затрат на изготовление, применение и обслуживание, а также узкая область применения, отсутствие мобильности, невозможность использования в полевых условиях и при малых объемах работ.
Наиболее близким по технической сущности и достигаемому результату, выбранным в качестве аналога заявляемому устройству, является рабочий орган машины для удаления изоляции с наружной поверхности трубопровода (патент RU №2395353, МПК B08B 9/023, опубл. 27.07.2010 г.). Рабочий орган машины содержит ротор с очистными инструментами, закрепленными на рычагах, которые установлены на осях с возможностью поворота вокруг своей оси, и прижимными устройствами для поджатия очистных инструментов к поверхности трубопровода.
Недостатками известного рабочего органа машины для удаления изоляции с наружной поверхности трубопровода являются сложное конструктивное исполнение и сложная кинематическая схема работы, кроме того, он потребляет электроэнергию, очистные инструменты изнашиваются, требуя регулярной замены, а значит и больших материальных затрат на изготовление, применение и обслуживание. Установка стационарная, не мобильная, то есть имеет узкую область применения, ее невозможно использовать в полевых условиях и при малых объемах работ.
Технической задачей изобретения является повышение износостойкости очистного инструмента за счет снижения физических и механических нагрузок на устройство, а также создание простого и дешевого в производстве, применении и обслуживании устройства с возможностью эксплуатации в полевых условиях и на производстве с малыми объемами работ или непрофильными работами.
Техническая задача решается следующим способом.
На фиг.1 изображен общий вид устройства для очистки наружной поверхности концевых участков стальных труб от изоляции.
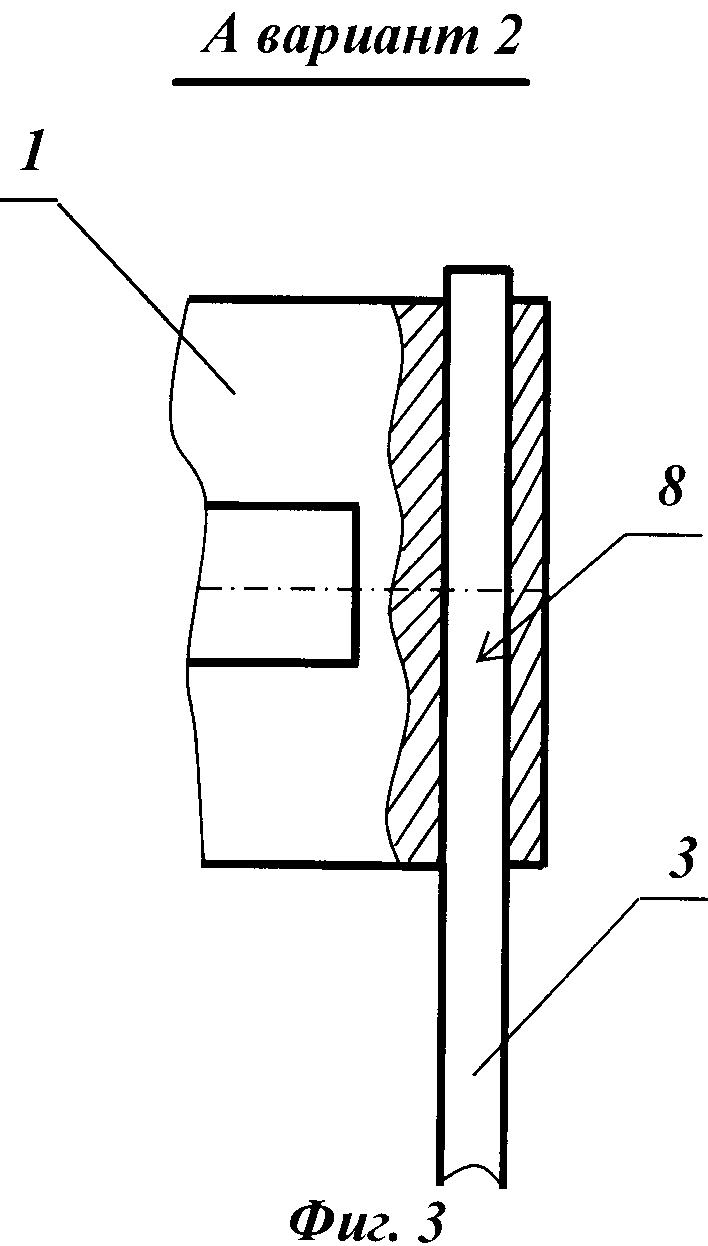
На фиг.2 и 3 - дополнительные изображения А в вариантах 1, 2 конструктивного исполнения соединения корпуса 1 с рычагом 3 фиг.1.
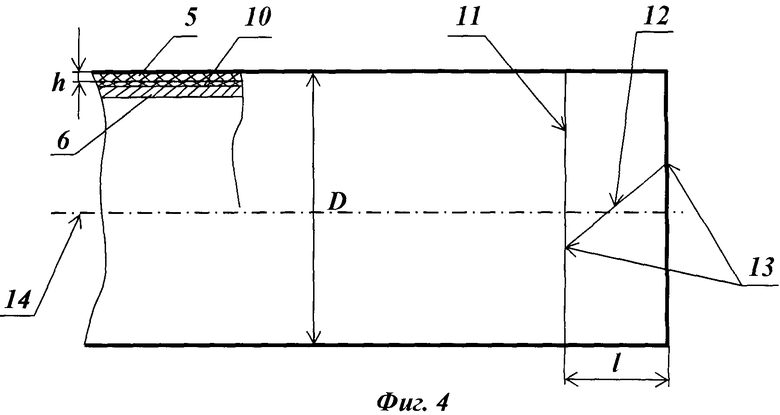
На фиг.4 - труба с изоляцией с частичным продольным разрезом.
Очистной инструмент устройства выполнен в виде корпуса 1 (фиг.1), имеющего форму правильной прямой призмы или цилиндра с осью вращения 2, рычагом 3, как минимум с одной рукояткой 4, расположенной на расстоянии R от оси вращения 2 корпуса 1 для преодоления силы адгезии изоляции 5 (фиг.4) к трубе 6. Также рычаг 3 (фиг.1) может быть соединен с торцом 7 корпуса 1 методом сварки (фиг.2) либо может быть съемным (фиг.3) и вставляться в отверстие 8 любой формы корпуса 1. На боковой поверхности корпуса 1 (фиг.1) выполнен прямоугольный паз 9 с длиной L и шириной Н. Рычаг 3 может быть разной длины в зависимости от диаметра D трубы 6 (фиг.4) с изоляцией 5 и прочности адгезионного слоя 10, образующегося либо своим составом, либо свойствами, образующимися при нагреве или охлаждении изоляции 5.
Для определения длины рычага 3 - R (фиг.1) вычисляем максимальный диаметр описанной окружности d корпуса 1 при намотке изоляции 5 (фиг.4) на трубу 6 с наружным диаметром D. Для начала определим количество оборотов корпуса 1 (фиг.1) вокруг трубы 6 (фиг.4) для снятия изоляции 5:

где n - количество оборотов корпуса 1 (фиг.1) вокруг трубы 6 (фиг.4);
D - наружный диаметр трубы 6 с изоляцией 5, мм;
d - наружный диаметр описанной окружности корпуса 1 (фиг.1), мм.
Определяем максимальный диаметр корпуса 1 при снятии изоляции 5 (фиг.4) по формуле:

где dmax - максимальный диаметр корпуса 1 (фиг.1) с полностью намотанной изоляцией, мм;
d - наружный диаметр описанной окружности корпуса 1;
n - количество оборотов корпуса 1 вокруг трубы 6 (фиг.4) с изоляцией 5, определяемое по формуле (1);
h - толщина изоляции 5, мм.
Исходя из силы адгезии Acd адгезионного слоя 10 (фиг.4) определяем количество рукояток 4 (фиг.1) рычагов 3 - k, определяем минимально допустимую длину рычага 3 - Rmin с учетом того, что отрыв изоляции 5 (фиг.4) происходит на участке длиной l с зоной m пластической деформации изоляции 5 не более 1 см (получено эмпирическим путем):

где Rmin - минимальная длина рычага 3 (фиг.1), расстояние от рукоятки 4 до оси 2 корпуса 1, мм;
Acd - сила адгезии, кг/см2;
dmax - максимальный диаметр корпуса 1, мм;
k - количество рукояток 4 рычагов 3, участвующих в работе одновременно;
l - длина от торца трубы 6 (фиг.4) до надреза 11, см;
m - зона пластической деформации адгезионного слоя 10 при отрыве, 0,5-1 см;
Fдоп - допустимое усилие для работы, 5-10 кг.
Корпус 1 (фиг.1) может быть изготовлен цельным или - при больших габаритах - полым (для снижения веса и материальных затрат). При этом для надежной фиксации изоляции 5 (фиг.4) с толщиной h при работе в корпусе 1 (фиг.1) ширина H паза 9 больше толщины h (фиг.5) изоляции 5 (H>h), а длина паза 9 - L (фиг.1) не меньше расстояния l (фиг.4), на котором зачищают концевой участок трубы 6 с изоляцией 5 (l<L).
Устройство для очистки наружной поверхности концевого участка трубы 6 от изоляции 5 работает следующим образом. На концевом участке трубы 6 (фиг.4) на расстоянии l от торца любым режущим инструментом (фреза, ножовка и т.п., не показано) делается первый надрез 11 по всему периметру изоляции 5 и адгезионного слоя 10 до соприкосновения рабочей поверхности режущего инструмента со стенкой трубы 6. Затем, также режущим инструментом, на концевом участке трубы 6 делается второй надрез 12 по длине l изоляции 5 и адгезионного слоя 10 до соприкосновения рабочей поверхности режущего инструмента со стенкой трубы 6 под углом α, равным 15-75° от линии надреза 11 до торца трубы 6. Один из острых углов 13 изоляции 5 отслаивается и продевается в паз 9 (фиг.1) корпуса 1. Ось 2 корпуса 1 устройства устанавливается параллельно оси 14 (фиг.4) трубы 6 с изоляцией 5 с плотным прилеганием к поверхности.
Рычаг 3 (фиг.1) и рукоятка 4 расположены в свободном пространстве от торца трубы 6 (фиг.4) с изоляцией 5. При вращении рычага 3 (фиг.1) при помощи рукоятки 4 угол 13 (фиг.4) изоляции 5 защемляется в пазу 9 (фиг.1) корпуса 1, и изоляция 5 (фиг.4) начинает наматываться на корпус 1 (фиг.1) устройства. При необходимости место отслаивания изоляции 5 (фиг.4) и адгезионного слоя 10 от трубы 6 подогревают горячим паром или пламенем. Корпус 1 (фиг.1) устройства при прохождении всей окружности трубы 6 (фиг.4) с изоляцией 5 позволяет равномерно удалить изоляцию 5 на расстоянии l от торца трубы 6 и подготовить ее к последующим технологическим операциям.
Пример конкретного выполнения:
d=40 мм - наружный диаметр описанной окружности корпуса 1 (фиг.1);
⌀mp=114 см=1140 мм - наружный диаметр трубы 6 (фиг.4);
h=2,5 мм - толщина изоляции 5;
h1=1 мм - толщина адгезионного слоя 10;
Acd=4,0 кг/см2=0,04 кг/мм2 - сила адгезии;
l=70 мм - длина от торца трубы 6 до надреза 11;
D=⌀mp+2h+2h1=1140+2×2,5+2×1=1147 (мм) - наружный диаметр трубы 6 с изоляцией 5 и адгезионным слоем 10;
n=D/d=1147/40≈28 (об.) - количество оборотов корпуса 1 (фиг.1) вокруг трубы 6 (фиг.4) для снятия изоляции 5;
dmax=d+n×2h=40+28×2×2,5=180 (мм) - максимальный диаметр корпуса 1 (фиг.1) с полностью намотанной изоляцией;
Rmin=(Acd×m×l×dmax)/(k×Fдоп) - минимальная длина рычага 3, расстояние от рукоятки 4 до оси 2 корпуса, мм, где
k=1 - количество рукояток 4 рычагов 3, участвующих в работе одновременно;
m=0,7 - зона пластической деформации адгезионного слоя 10 (фиг.4);
Fдоп=7 кг - допустимое усилие для работы;
Rmin=(0,04×0,7×70×180)/(1×7)=352,8/ 7=50,4 (мм).
Устройство для очистки наружной поверхности концевых участков труб от изоляции было изготовлено в цехе антикоррозионной защиты труб на Бугульминском механическом заводе, структурном подразделении ОАО «Татнефть» им. В.Д.Шашина, для очистки концевых участков труб диаметром 114-426 мм от изоляции. На основании проведенных опытных работ выбраны оптимальные параметры устройства: наружный диаметр описанной окружности корпуса 1 (фиг.1) - 40 мм, длина рычага 3 - R - 200 мм. Использование данного устройства в производстве сокращает время очистки наружной поверхности концевых участков труб от изоляции в 4-5 раза и численность задействованного в процессе очистки персонала. Устройство не имеет изнашиваемых и требующих замены элементов, поэтому затраты на обслуживание полностью исключены.
Предлагаемое устройство просто в изготовлении и не требует больших материальных затрат, так как не имеет сложных конструктивных элементов и может быть изготовлено в любых механических мастерских. Устройство не потребляет электроэнергию. В устройстве отсутствуют быстро изнашиваемые детали, требующие регулярной замены. Устройство имеет широкие функциональные возможности, как использования его в цеховых, так и полевых условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия наружной изоляции с концов и/или подготовки торцов труб | 2020 |
|
RU2733751C1 |
| РАБОЧИЙ ОРГАН ТРУБООЧИСТНОЙ МАШИНЫ | 2001 |
|
RU2249491C2 |
| ОЧИСТНОЙ ИНСТРУМЕНТ | 2017 |
|
RU2656500C1 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1999 |
|
RU2145911C1 |
| РАБОЧИЙ ОРГАН МАШИНЫ ДЛЯ УДАЛЕНИЯ ИЗОЛЯЦИИ С НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2008 |
|
RU2395353C1 |
| Устройство для очистки наружной поверхности труб | 1990 |
|
SU1801626A1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
| Рабочий орган устройства для очистки наружной поверхности трубопровода | 1980 |
|
SU1007767A1 |

Изобретение относится к трубопроводному транспорту нефтепродуктов, жидких и газообразных сред, а именно к очистке наружной поверхности концевых участков труб от изоляции для последующего проведения строительно-монтажных работ и сварки встык. Устройство для очистки наружной поверхности концевых участков труб от изоляции содержит очистной инструмент в виде правильной прямой призмы или цилиндра с боковым отверстием для закрепления наружной изоляции. Очистной инструмент на торце соединен с рычагом, который оснащен как минимум одной рукояткой для преодоления силы адгезии изоляции к трубе. Предлагаемое устройство просто и дешево, так как не имеет сложных конструктивных элементов и может быть изготовлено в любых механических мастерских. Устройство имеет широкие функциональные возможности за счет использования в полевых условиях и на производстве с малыми объемами работ. 4 ил.
Устройство для очистки наружной поверхности концевых участков труб от изоляции, содержащее очистной инструмент, выполненный с возможностью вращения и соединенный с рычагом, отличающееся тем, что очистной инструмент выполнен в виде правильной прямой призмы или цилиндра с боковым отверстием, имеющим размеры, достаточные для закрепления наружной изоляции при вращении, рычаг соединен с торцом очистного инструмента, причем рычаг оснащен как минимум одной рукояткой, расположенной на расстоянии от оси вращения, достаточном для преодоления силы адгезии изоляции к трубе.
| РАБОЧИЙ ОРГАН МАШИНЫ ДЛЯ УДАЛЕНИЯ ИЗОЛЯЦИИ С НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2008 |
|
RU2395353C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОЧИСТКИ И ОБРАБОТКИ ПОВЕРХНОСТЕЙ "РОП" | 2001 |
|
RU2236313C2 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ ОТ ПОЛИМЕРНОЙ ПЛЕНОЧНОЙ ИЗОЛЯЦИИ | 1990 |
|
RU2005569C1 |
| Устройство для снятия изоляции с проводов | 1980 |
|
SU928485A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2104808C1 |
| Способ очистки поверхности трубопроводов | 1991 |
|
SU1797500A3 |
| ТУРБИННАЯ УСТАНОВКА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ (ВАРИАНТЫ) | 2011 |
|
RU2459293C1 |
| Способ изготовления изделий из микропровода в стеклянной изоляции | 1972 |
|
SU523462A1 |
| US 7145833 A, 05.12.2006 | |||
| WO 1983001296 A1, 14.04.1983 | |||
| . | |||

