Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных труб размером 299×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш и может быть использовано на трубопрокатной установке 8-16′′ с пилигримовыми станами при производстве передельных труб размером 325×15 и 325×18 мм из полых слитков-заготовок электрошлакового переплава (ЭШП), для последующего переката их на стане ХПТ 450 в товарные трубы размером 299×10-15 мм.
В практике трубопрокатного производства существует способ изготовления котельных труб большого и среднего диаметров из кованых заготовок сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2 с заданными требованиями по механическим свойствам, включающий отливку слитков, ковку их в поковки (уплотнение структуры) с уковом ≥2,5, механическую обработку поковок в заготовки (обточку со съемом металла 10-15 мм на сторону), сверление в заготовках центрального отверстия диаметром 100±5 мм для удаления центральной ликвационной пористости и неметаллических включений, нагрев заготовок до температуры пластичности, прошивку заготовок в станах поперечно-винтовой прокатки в гильзы, прокатку гильз в трубы диаметром 245-550 мм на пилигримовой установке 8-16′′ с допуском по диаметру +1,25/-1,0 и толщине стенки +25/-5% (ТУ 14-1-2560-78 «Заготовка трубная кованая для котельных труб», ТУ 14-3-460-2003 и ТУ 14-3P-55-2001 «Трубы стальные бесшовные для паровых котлов и трубопроводов» и ТУ 14-3-420-75 «Трубы для паровых котлов и трубопроводов из стали 15ГС и 15Х1М1Ф»).
Недостатком указанного способа является высокая энергоемкость процесса, связанная с нагревом и деформацией (ковкой) слитков в поковки с последующей обточкой и сверлением центрального отверстия, нагревом заготовок до температуры пластичности, прошивкой и прокаткой их в трубы на пилигримовых станах с допуском по стенке +20/-5%, повышенный расходный коэффициент металла при переделе слиток-поковка-заготовка-труба и, как следствие, высокая стоимость труб, а также то, что данная марка стали хотя и включена в ТУ 14-3P-55-2001, но трубы до последнего момента из нее не производились.
В трубном производстве известен способ изготовления газлифтных труб большого диаметра из слитков стали 09Г2С выплавки ЭШП и ВДП (патент RU №2119395, Кл. B21B 19/04), где деформацию слитков в прошивном стане ведут вдоль расположения кристаллов, задавая слитки в стан головной частью, и прошивают с посадом по диаметру на величину
D=2Sг(1-sinα)/Sc,
где Sг - толщина стенки гильзы, мм;
Sc - толщина стенки сверленого слитка ЭШП, мм;
α - угол наклона фронта кристаллизации к оси слитка, град.
Недостатком указанного способа изготовления труб большого диаметра из слитков ЭШП и ВДП стали марки 09Г2С является необходимость изготовления макротемплетов для определения угла наклона фронта кристаллизации к оси слитка, а прошивка слитков усадочной (головной) частью вперед приводит к образованию дефектов в виде внутренних плен на передних концах гильз.
В трубном производстве известен также способ производства котельных труб большого диаметра из слитков ЭШП (патент RU №2180874, Кл. В21В 19/04), обеспечивающий уменьшение энергозатрат, снижение расхода металла и, как следствие, снижение стоимости котельных труб за счет использования слитков большего диаметра и ведения процесса прошивки с посадом по диаметру, равным 8-16%.
Недостатком данного способа являются то, что из-за малой мощности привода прошивного стана ОАО «ЧТПЗ» слитки ЭШП из данной марки стали прошить с посадом по диаметру 8-16% не представляется возможным.
В трубном производстве известен также способ производства горячекатаных передельных и товарных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами (патент RU №2278750, Кл. B21B 21/00), включающий обточку слитков ЭШП и кованых заготовок, сверление центрального отверстия диаметром 100±5 мм, нагрев их до температуры пластичности, прошивку с последующей раскаткой в стане поперечно-винтовой прокатки в гильзы и прокатку гильз на пилигримовом стане в горячекатаные передельные или товарные трубы с относительно толстой стенкой, при этом первую прошивку слитков ЭШП и кованых заготовок в стане поперечно-винтовой прокатки производят донным концом вперед, а вторую прошивку-раскатку усадочным концом вперед, прокатку труб на пилигримовом стане производят из гильз с отношением диаметра к толщине стенки D/S=6,5-8,0 с вытяжкой µ≤4,5.
Недостатком данного способа является то, что он включает нагрев слитков ЭШП и заготовок до температуры пластичности, прошивку их в стане поперечно-винтовой прокатки в гильзы-заготовки, повторный нагрев гильз-заготовок с холодного или горячего посада до температуры пластичности, прошивку-раскатку в стане поперечно-винтовой прокатки в гильзы с последующей прокаткой их на пилигримовом стане в товарные или передельные трубы. Двойной нагрев приводит к двойному угару металла, а прошивка слитков ЭШП и заготовок в гильзы-заготовки с последующей раскаткой их в гильзы приводит к потере производительности пилигримовой установке ≈ в 2 раза, а следовательно, к повышению стоимости товарных и передельных труб. Распространяется данный способ на производство бесшовных горячедеформированных передельных и товарных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из труднодеформируемых марок стали и сплавов и не предусматривает производство котельных труб из сплошных и полых слитков-заготовок ЭШП стали марки 10Х9МФБ-Ш.
Наиболее близким техническим решением является способ подготовки заготовок для прокатки товарных и передельных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами (патент RU №2340417, Кл. B21B 21/00), включающий отливку полых слитков электрошлаковым переплавом, обточку и расточку их в полые слитки-заготовки со съемом металла, величину которого определяют из выражений Δ=K∗D/S, Δ1=K1∗D/S, где Δ - величина снимаемого слоя металла при обточке полых слитков ЭШП, мм; Δ1 - величина снимаемого слоя металла при расточке полых слитков ЭШП, мм; D - наружный диаметр полых слитков, мм; S - толщина стенки полых слитков, мм; K=0,3-0,4 - коэффициент для определения величины снимаемого слоя металла при обточке полых слитков ЭШП, большие значения которого относятся к сталям с большим содержанием легирующих элементов; K1=0,4-0,5 - коэффициент для определения величины снимаемого слоя металла при расточке полых слитков, большие значения которого относятся к сталям с большим содержанием легирующих элементов, а донную часть полых слитков ЭШП удаляют анодно-механической резкой, величину которой определяют из выражения L-K2∗D/S, где K2=15-20 - коэффициент для определения величины удаляемой донной части слитков, большие значения которого относятся к сталям с большим содержанием легирующих элементов.
Недостатком данного способа является то, что он направлен на технологию передела полых слитков ЭШП в полые слитки-заготовки для производства труб из труднодеформирумых марок стали и сплавов и не решает технологические вопросы производства бесшовных товарных труб для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами из стали марки 10Х9МФБ-Ш диаметром 299 мм с толщинами стенок от 10 до 15 мм.
Трубы диаметром 299 мм в России можно производить только на ТПУ 8-16′′ с пилигримовыми станами и на стане ХПТ 450.
Прокатка труб размером 299×10-15 мм на ТПУ 8-16′′ с пилигримовыми станами проблематична из-за низкой температуры стали 10Х9МФБ-Ш под деформацию 1180-1200°C. Для прокатки труб размером 299×10-15 мм необходимы слитки-заготовки ЭШП размером 470×100×1750 мм, из которых на пилигримовом стане теоретически можно прокатать трубу 299×10 мм длиной до 27 метров. Время прокатки такой трубы из гильзы размером 470хвн.315×2890-3050 мм с толщиной стенки 77,5 мм составляет более 4,5 минут. За данный промежуток времени гильза-труба с толщиной стенки 77,5 мм остывает до 750-800°C (при рекомендуемой не ниже 850°C в конце прокатки). Прокатка труб и обкатка пилигримовых головок из стали марки 10Х9МФБ-Ш при температуре ниже 850°C приводит к повышенным нагрузкам на привод пилигримового стана и затяжкам дорнов, что, в свою очередь, может привести и приводило к поломкам предохранительных болтов и шпинделей пилигримового стана, снижению производительности стана за счет извлечения дорнов из-за затяжек, замены предохранительных болтов и шпинделей. Для снижения количества затяжек необходимо прокатку труб из данной марки стали производить на дорнах с конусностью 4-5 мм, вместо конусности в 1,0 мм, что приведет к продольной разностенности и повышенной отбраковке труб по стенке. Таким образом, прокат товарных труб размером 299×10-15 мм из стали марки 10Х9МФБ-Ш производить на ТПУ 8-16′′ с пилигримовыми станами нецелесообразно. Трубы данного размера в настоящее время производят из передельных труб размером 316×27-32 мм с последующей механической обработкой-обточкой и расточкой их на размер, соответственно, 299×10-15 мм.
Задачей предложенного способа (изобретения) является освоение на ТПУ 8-16′′ с пилигримовыми станами производства бесшовных передельных горячекатаных труб размером 325×15 и 325×18 мм из полых слитков-заготовок электрошлакового переплава размером 500×вн.320×3200±50 мм для последующего переката их на стане ХПТ 450 в товарные размером 299×10-15 мм с повышенными требованиями по механическим свойствам, геометрическим размерам и качеству поверхности, снижение расхода металла при переделе полый слиток-заготовка - передельные горячекатаные трубы размером 325×15 и 325×18 мм - бесшовные товарные холоднокатаные котельные трубы размером 299×10-15 мм, повышение механических свойств металла труб за счет дробности деформации при прокатке на ТПУ 8-16′′ с пилигримовыми станами и прокатки (перекатки) передельных труб в товарные на стане ХПТ 450.
Технический результат достигается тем, что в известном способе производства бесшовных труб размером 299×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, включающем выплавку полых слитков электрошлаковым переплавом, механическую обработку-расточку и обточку полых слитков в слитки-заготовки, нагрев слитков-заготовок до температуры пластичности, прокатку слитков-заготовок на пилигримовом стане в передельные трубы, прокатку передельных труб на станах ХПТ в товарные, термическую обработку, ультразвуковой контроль и приемку труб, характеризуется тем, что трубы производят путем выплавки электрошлаковым переплавом полых слитков, обточки и расточки их в полые слитки-заготовки размером 500×вн.320×3200±50 мм, нагрева слитков заготовок до температуры 1180-1200°C, прокатки на ТПУ 8-16′′ с пилигримовыми станами в передельные горячекатаные трубы размером 325×15×20300-20700 и 325×18×17600-18300 мм с вытяжками, соответственно, µ=7,77 и µ=6,54, обжатием по диаметру Δ=36,2% и с подачами гильз в очаг деформации m=15-18 мм, отрезки технологических отходов-затравочных концов и пилигримовых головок пилой горячей резки, порезки передельных горячекатаных труб размером 325×15×20300-20700 мм на три трубы-крата размером 325×15×6760-6900 мм, а передельных горячекатаных труб размером 325×18×17600-8300 мм на два крата равной длины размером 325×18×8800-9150 мм, правки на шестивалковой правильной машине, термической обработки, приемки с допуском по диаметру +1,25/-1,0 и толщине стенки ±12,5%, и прокаткой на стане ХПТ 450 в товарные холоднокатаные трубы, причем передельные горячекатаные трубы размером 325×15×6760-6900 мм прокатывают на стане ХПТ 450 в товарные холоднокатаные трубы размером 299×10×9800-10200, 299×11×9300-9600, 299×12×8200-6600 и 299×13×7600-8000 мм с вытяжками µ=1,54, µ=1,47, µ=1,35 и µ=1,21, соответственно, а передельные горячекатаные трубы размером 325×18×8800-9150 мм - в товарные холоднокатаные трубы размером 299×13×12700-13200, 299×14×11400-11900 и 299×15×10700-11100 мм с вытяжками µ=1,49, µ=1,34, и µ=1,26, соответственно, товарные холоднокатаные трубы подвергают термической обработке, правке, ультразвуковому контролю и приемке труб с допусками по диаметру ±1,0% и толщине стенки +15/-5%, прокатку передельных труб размером 325×15 и 325×18 мм на ТПУ 8-16′′ с пилигримовыми станами производят из полых слитков-заготовок, значения толщин стенок которых определяют из выражения

где k=0,98 - коэффициент, учитывающий величину угара стали марки 10Х9МФБ-Ш при нагреве металла в методической печи; Dз - наружный диаметр полых слитков-заготовок, мм; Dm - диаметр горячекатаных передельных труб, мм; Sm - толщины стенок горячекатаных передельных труб, мм; µn≥6,54 - коэффициент вытяжки при прокатке передельных горячекатаных труб размером 325×18 мм на пилигримовом стане из полых слитков-заготовок; Δo - припуск на обточку полых слитков в полые слитки-заготовки, мм; Δp - припуск на расточку полых слитков в полые слитки-заготовки, мм, а после выдачи из печи перед транспортировкой на пилигримовый стан в полые слитки-заготовки подают смазку в виде смеси графита с поваренной солью (50/50) массой 300-500 г.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства бесшовных труб размером 299×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, отличается тем, что трубы производят путем выплавки электрошлаковым переплавом полых слитков, обточки и расточки их в полые слитки-заготовки размером 500×вн.320×3200±50 мм, нагрева слитков заготовок до температуры 1180-1200°C, прокатки на ТПУ 8-16′′ с пилигримовыми станами в передельные горячекатаные трубы размером 325×15×20300-20700 и 325×18×17600-18300 мм с вытяжками, соответственно, µ=7,77 и µ=6,54, обжатием по диаметру Δ=36,2% и с подачами гильз в очаг деформации m=15-18 мм, отрезки технологических отходов-затравочных концов и пилигримовых головок пилой горячей резки, порезки передельных горячекатаных труб размером 325×15×20300-20700 мм на три трубы-крата размером 325×15×6760-6900 мм, а передельных горячекатаных труб размером 325×18×17600-18300 мм на два крата равной длины размером 325×18×8800-9150 мм, правки на шестивалковой правильной машине, термической обработки, приемки с допуском по диаметру +1,25/-1,0 и толщине стенки ±12,5%, и прокаткой на стане ХПТ 450 в товарные холоднокатаные трубы, причем передельные горячекатаные трубы размером 325·×15×6760-6900 мм прокатывают на стане ХПТ 450 в товарные холоднокатаные трубы размером 299×10×9800-10200, 299×11×9300-9600, 299×12×8200-6600 и 299×13×7600-8000 мм с вытяжками µ=1,54, µ=1,47, µ=1,35 и µ=1,21, соответственно, а передельные горячекатаные трубы размером 325×18×8800-9150 мм - в товарные холоднокатаные трубы размером 299×13×12700-13200, 299×14×11400-11900 и 299×15×10700-11100 мм с вытяжками µ=1,49, µ=1,34, и µ=1,26, соответственно, товарные холоднокатаные трубы подвергают термической обработке, правке, ультразвуковому контролю и приемке труб с допусками по диаметру ±1,0% и толщине стенки +15/-5%, прокатку передельных труб размером 325×15 и 325×18 мм на ТПУ 8-16′′ с пилигримовыми станами производят из полых слитков-заготовок, значения толщин стенок которых определяют из выражения

Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности «изобретательский уровень».
Предложенный способ производства бесшовных труб размером 299×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш осуществлен на ТПУ 8-16′′ с пилигримовыми станами при производстве передельных горячекатаных труб размером 325×15 мм и переката их на стане ХПТ 450 в товарные холоднокатаные трубы размером 299×11 мм.
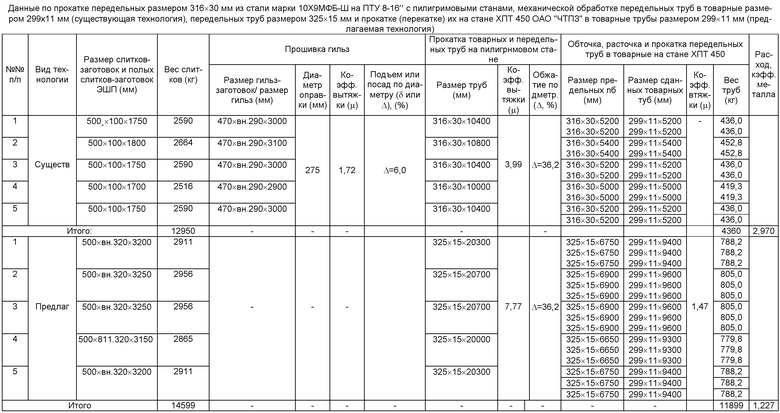
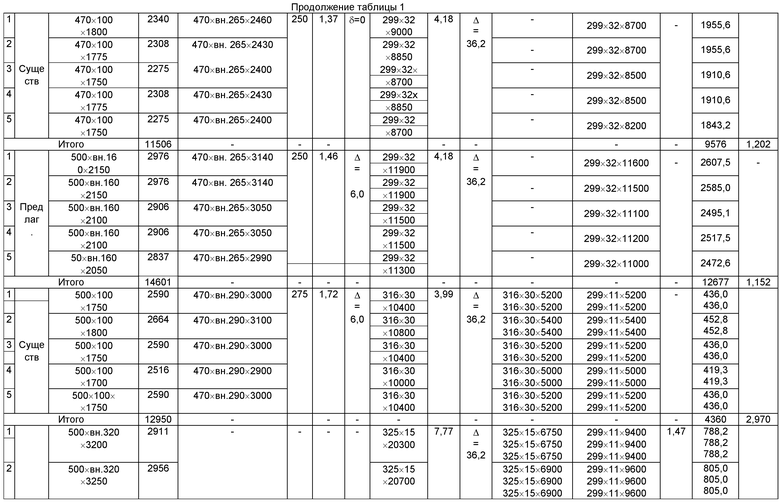
По существующему способу производство бесшовных горячекатаных труб размером 299×11 мм производят путем механической обработки-расточки и обточки передельных труб размером 316×30 мм. Передельные трубы размером 316×30 мм производят из слитков-заготовок ЭШП размером 500×100×1750±50 мм по технологии: слитки-заготовки нагревают в методической печи до температуры пластичности и прошивают в стане поперечно-винтовой прокатки в гильзы размером 470×вн.290×2900-3100 мм на оправке диаметром 275 мм с вытяжкой µ=1,72 и посадом по диаметру Δ=6,0%; гильзы прокатывают на ТПУ 8-16′′ с пилигримовыми станами в передельные трубы размером 316×30×10000 -10800 мм; передельные трубы разрезают на два крата равной длины, обтачивают и растачивают в товарные трубы размером 299×11×5200-5400 мм. По данной технологии в производство было задано 5 слитков-заготовок ЭШП общей массой 12,950 тонн, из которых изготовлено в соответствии с ТУ 14-3P-55-2001 десять труб размером 299×11×5200-5400 мм общей массой 4,360 тонн. Расходный коэффициент металла по трубам данной партии составил 2,970. По предлагаемому способу прокатку товарных труб размер 299×11 мм производили по технологии: полые слитки-заготовки ЭШП размером 500×вн.320×3200±50 мм нагревали в методической печи до температуры 1180-1200°C и прокатывали на ТПУ 8-16′′ с пилигримовыми станами в передельные трубы размером 325×15×20000-20700 мм с вытяжкой µ=7,77, обжатием по диаметру 36,2% и с подачами гильз в очаг деформации 16-18 мм; от труб пилой горячей резки были отрезаны технологические отходы - затравочные концы и пилигримовые головки; трубы были разрезаны на три трубы-крата равной длины, трубы проходили правку, термическую обработку и принимались с допуском по диаметру +1,25/-1,0 и толщине стенки ±12,5%; передельные трубы размером 325×15×6650-6900 мм перекатывались на стане ХПТ 450 в товарные трубы размером 299×11×9300-9600 мм с вытяжкой µ=1,47 и обжатием по диаметру 8,0%; трубы правились, проходили термическую обработку, ультразвуковой контроль и приемку труб по диаметру ±1,0% и толщине стенки +15,0/-5,0% (п.1 формулы изобретения). В производство было задано 5 полых слитков-заготовок общей массой 14,599 тонн. Принято в соответствии с ТУ 14-3P-55-2001 пятнадцать труб размером 299×11×9300-9600 мм общей массой 11,889 тонн. Расходный коэффициент металла по трубам данной партии составил 1,227. По предлагаемому способу получено снижение расходного коэффициента металла в 2,42 раза. Передельные горячекатаные трубы размером 325x15 мм производили в соответствии с п.1 формулы изобретения из полых слитков-заготовок, изготовленных из полых слитков ЭШП, отлитых на ОАО «ЭМЗ» в соответствии с п.2 формулы изобретения. После выдачи из печи с целью снижения окисления внутренней поверхности (образования вторичной окалины) и смазки дорнов в полые слитки-заготовки подавалась смазка в соответствии с п.3 формулы изобретения.
Данные по прокатке передельных размером 316×30 мм из стали марки 10Х9МФБ-Ш на ТПУ 8-16′′ с пилигримовыми станами, механической обработке передельных труб в товарные размером 299×11 мм (существующая технология), передельных труб размером 325×15 мм и прокатке (перекатке) их на стане ХПТ 450 ОАО «ЧТПЗ» в товарные трубы размером 299×11 мм (предлагаемая технология) приведены в таблице.
Таким образом, использование предложенного способа позволит впервые в России осуществить производство на ТПУ 8-16′′ с пилигримовыми станами передельных труб размером 325×15 и 325×18 мм для последующего переката их на стане ХПТ 450 в товарные бесшовных холоднокатаные трубы размером 299×10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара с механическими свойствами металла и геометрическими размерами, превышающими значения данных показателей, приведенных в ТУ 14-3P-55-2001, что позволит значительно снизить энергозатраты за счет исключения процесса прошивки слитков-заготовок в гильзы при прокатке передельных труб, значительно снизить расходный коэффициент металла при переделе полый слиток ЭШП-полая заготовка-котельная передельная труба-котельная товарная труба, повысить производительность ТПУ 8-16′′ с пилигримовыми станами, а, следовательно, снизить стоимость котельных труб.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2522513C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2547360C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545963C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 325×13-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2523376C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 273×9-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10X9МФБ-Ш | 2012 |
|
RU2530099C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2537682C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 325×13-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2534593C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 273×9-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2537413C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426×15-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2567427C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2532873C2 |
Изобретение относится к трубопрокатному производству и может быть использовано при производстве бесшовных горячекатаных труб из стали марки 10Х9МФБ-Ш для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара. Полые слитки ЭШП растачивают и обтачивают в полые слитки-заготовки размером 500хвн.320х3200±50 мм. Слитки-заготовки нагревают до температуры 1180-1200оС и прокатывают на ТПУ 8-16” с пилигримовыми станами в передельные горячекатаные трубы размером 325х15х20300-20700 и 325х18х17600-18300 мм. После отрезки технологических отходов пилой горячей резки передельные горячекатаные трубы разрезают на краты, правят на шестивалковой правильной машине, проводят термическую обработку, приемку и прокатку на стане ХПТ 450 в товарные холоднокатаные трубы размером 299х10-15 мм. Обеспечивается повышение механических свойств и точность геометрических размеров труб. 2 з.п. ф-лы, 1 табл.
1. Способ производства бесшовных труб размером 299х10-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, включающий выплавку полых слитков электрошлаковым переплавом, обточку и расточку их в полые слитки-заготовки размером 500хвн.320х3200±50 мм, нагрев слитков - заготовок до температуры 1180-1200оС, прокатку на ТПУ 8-16” с пилигримовыми станами в передельные горячекатаные трубы размером 325х15х20300-20700 и 325х18х17600-18300 мм с вытяжками, соответственно µ=7,77 и µ=6,54, обжатием по диаметру 36,2%, и с подачами гильз в очаг деформации m=15-18 мм, отрезку технологических отходов - затравочных концов и пилигримовых головок пилой горячей резки, порезку передельных горячекатаных труб размером 325х15х20300-20700мм на три трубы - крата размером 325х15х6650-6900 мм, а передельных горячекатаных труб размером 325х18х17600-18300 мм на два крата равной длины размером 325х18х8800-9150 мм, правку на шестивалковой правильной машине, термическую обработку, приемку с допуском по диаметру +1,25/-1,0 и толщине стенки ±12,5%, и прокатку на стане ХПТ 450 в товарные холоднокатаные трубы, причем передельные горячекатаные трубы размером 325х15х6650-6900 мм прокатывают на стане ХПТ 450 в товарные холоднокатаные трубы размером 299х10х9800-10200, 299х11х9300-9600, 299х12х8200-6600 и 299х13х7600-800 мм с вытяжками µ=1,54, µ=1,47, µ=1,35, µ=1,21 соответственно, а передельные горячекатаные трубы размером 325х18х8800-9150 мм - в товарные холоднокатаные трубы размером 299х13х12700-13200, 299х14х1140-11900 и 299х15х10700-11100 мм с вытяжками µ=1,49, µ=1,34, µ=1,26 соответственно, товарные холоднокатаные трубы подвергают термической обработке, правке, ультразвуковому контролю и приемке с допусками по диаметру ±1,0% и толщине стенки +15/-5%.
2. Способ по п. 1, отличающийся тем, что прокатку передельных труб размером 325×15 и 325×18 мм на ТПУ 8-16'' с пилигимовыми станами производят из полых слитков, значения толщин стенок которых определяют из выражения:
 ,
,
 где k=0,98 - коэффициент, учитывающий величину угара при нагреве металла в методической печи,
где k=0,98 - коэффициент, учитывающий величину угара при нагреве металла в методической печи,
Dз - наружный диаметр полых слитков-заготовок, мм,
Dm - диаметр горячекатаных передельных труб, мм,
Sm - толщины стенок горячекатаных передельных труб, мм,
µn≥6,54 - минимальный коэффициент вытяжки при прокатке передельных горячекатаных труб размером 325х18 мм на пилигримовом стане из полых слитков-заготовок,
Δo - припуск на обточку полых слитков в полые слитки-заготовки, мм,
Δp - припуск на расточку полых слитков в полые слитки-заготовки, мм.
3. Способ по п. 1, отличающийся тем, что после выдачи из печи, перед транспортировкой на пилигримовый стан, в полые слитки-заготовки подают смазку в виде смеси графита с поваренной солью (50/50) массой 300-500 г.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2006 |
|
RU2322314C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ ДИАМЕТРОМ 508 ММ НА ТПУ 8-16'' С ПИЛИГРИМОВЫМИ СТАНАМИ В ОБЫЧНОМ И ХЛАДОСТОЙКОМ ИСПОЛНЕНИИ | 2007 |
|
RU2386501C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2278750C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |

