Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных труб размером 325×13-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков-заготовок электрошлакового переплава стали марки 10Х9МФБ-Ш и может быть использовано на трубопрокатных установках с пилигримовыми станами при производстве товарных труб размером 325×16-60 мм и передельных труб размером 377×20 для последующего переката их в товарные трубы размером 325×13-15 мм на стане ХПТ 450.
В практике трубопрокатного производства существует способ изготовления котельных труб большого и среднего диаметров из кованых заготовок сталей марок 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11 В2МФ, 08Х16Н9М2, 12Х18Н12Т и 10Х13Г12БС2Н2Д2 с заданными требованиями по механическим свойствам, включающий отливку слитков, ковку их в поковки (уплотнение структуры) с уковом ≥2,5, механическую обработку поковок в заготовки (обточку со съемом металла 10-15 мм на сторону), сверление в заготовках центрального отверстия диаметром 100±5 мм для удаления центральной ликвационной пористости и неметаллических включений, нагрев заготовок до температуры пластичности, прошивку заготовок в станах поперечно-винтовой прокатки в гильзы, прокатку гильз в трубы диаметром 245-550 мм на пилигримовой установке 8-16” с допуском по диаметру +1,25/-1,0 и толщине стенки +25/-5% (ТУ 14-1-2560-78 "Заготовка трубная кованая для котельных труб", ТУ 14-3-460-2003 и ТУ 14-3P-55-2001 "Трубы стальные бесшовные для паровых котлов и трубопроводов" и ТУ 14-3-420-75 "Трубы для паровых котлов и трубопроводов из стали 15ГС и 15Х1М1Ф").
Недостатком указанного способа является высокая энергоемкость процесса, связанная с нагревом и деформацией (ковкой) слитков в поковки с последующей обточкой и сверлением центрального отверстия, нагревом заготовок до температуры пластичности, прошивкой и прокаткой их в трубы на пилигримовых станах с допуском по стенке +20/-5%, повышенный расходный коэффициент металла при переделе слиток-поковка-заготовка-труба и, как следствие, высокая стоимость труб, а также то, что данная марка стали хотя и включена в ТУ 14-3P-55-2001, но трубы до последнего момента из нее не производились.
В трубном производстве известен способ изготовления газлифтных труб большого диаметра из слитков стали 09Г2С выплавки ЭШП и ВДП (Патент RU №2119395, кл. B21B 19/04), где деформацию слитков в прошивном стане ведут вдоль расположения кристаллов, задавая слитки в стан головной частью, и прошивают с посадом по диаметру на величину
D=2SГ(1-sinα)/SC,
где SГ - толщина стенки гильзы, мм;
SC - толщина стенки сверленого слитка ЭШП, мм;
α - угол наклона фронта кристаллизации к оси слитка, град.
Недостатком указанного способа изготовления труб большого диаметра из слитков ЭШП и ВДП стали марки 09Г2С является необходимость изготовления макротемплетов для определения угла наклона фронта кристаллизации к оси слитка, а прошивка слитков усадочной (головной) частью вперед приводит к образованию дефектов в виде внутренних плен на передних концах гильз.
В трубном производстве известен также способ производства котельных труб большого диаметра из слитков ЭШП (патент RU №2180874, кл. B21B 19/04), обеспечивающий уменьшение энергозатрат, снижение расхода металла и, как следствие, снижение стоимости котельных труб за счет использования слитков большого диаметра и ведения процесса прошивки с посадом по диаметру, равным 8-16%.
Недостатками данного способа являются то, что из-за малой мощности привода прошивного стана ОАО "ЧТПЗ" слитки ЭШП из данной марки стали прошить с посадом по диаметру 8-16% не представляется возможным.
Наиболее близким техническим решением является способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава и непрерывно-литых заготовок (патент RU №2322314, кл. B21B 19/04), предусматривающий прошивку слитков ЭШП и НЛЗ в станах поперечно-винтовой прокатки с посадом по диаметру в зависимости от марки стали и суммарной вытяжки при переделе слиток электрошлакового переплава - труба или непрерывно-литая заготовка-труба, при этом значения величин посада по диаметру слитков электрошлакового переплава при прошивке в станах поперечно-винтовой прокатки определяют из выражения
Δi'эшп=ki'эшпµiΣ,
где Δi'эшп - значения величин посада по диаметру при прошивке в станах поперечно-винтовой прокатки слитков ЭШП i-й марки стали, %;
µiΣ=µпр.µп. - суммарный коэффициент вытяжки при прокатке труб i-го размера;
ki'эшп - коэффициент, учитывающий величину посада по диаметру при прошивке гильз из слитков ЭШП i-той марки стали, %;
µпр. - коэффициент вытяжки при прошивке гильз под прокатку труб i-го размера;
µп. - коэффициент вытяжки при прокатке труб j-го размера на пилигримовом стане, при этом коэффициенты ki'эшп для разных марок варьируются от 24 до 40.
Недостатком данного способа является то, что он очень сложен для производства, так как под каждый размер труб необходимы свои размеры слитков ЭШП, распространяется данный способ на производство бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из углеродистых марок стали и не предусматривает производство котельных труб из слитков ЭШП стали марки 10Х9МФБ-Ш. В настоящее время заводами России, а именно ОАО "ЗМЗ" и ОАО "Мечел", освоено производство слитков ЭШП размером 430×1750±50, 470×1750±50, 490×1750±50, 565×1750±50 и 620×1750±50 мм. Для производства других диаметров нужны кристаллизаторы, производство которых требует больших инвестиций, да и нет целесообразности, т.к. геометрические размеры кристаллизаторов можно унифицировать.
Трубы диаметром 325 мм можно производить на ТПУ 350 с автоматическим станом, но данные установки в России отсутствуют.
Прокатка труб размером 325×13-15 мм на средних трубопрокатных установках с пилигримовыми станами проблематична из-за низкой температуры стали 10Х9МФБ-Ш под деформацию 1180-1200°C. Из слитков ЭШП размером 490×100×1750±50 мм на пилигримовом стане получают трубу 325×13 мм длиной до 22 метров. Время прокатки такой трубы составляет более 3,0 минут. За данный промежуток времени гильза-труба остывает до 820-830°C (при рекомендуемой не ниже 850°C в конце прокатки). Прокатка труб и докатка пилигримовых головок из стали марки 10Х9МФБ-Ш при температуре ниже 850°C приводит к повышенным нагрузкам на привод пилигримового стана и затяжкам дорнов, что в свою очередь может привести к поломкам предохранительных болтов и шпинделей пилигримового стана и снижению производительности за счет извлечения дорнов из-за затяжек. Для исключения затяжек необходимо производить прокатку труб из данной марки стали на дорнах с конусностью 4-5 мм, что приведет к продольной разностенности и повышенному браку труб по стенке. Прокатка труб размером 325×13-15 мм на трубопрокатных установках с пилигримовыми станами с допуском по толщине стенки +20/-5% приводит к дополнительному расходу металла.
Задачей предложенного способа (изобретения) является освоение производства бесшовных труб размером 325×13-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава размером 490×100×1750±50 мм стали марки 10Х9МФБ-Ш вместо кованой заготовки в условиях ОАО "ЧТПЗ", а именно производство товарных труб размером 325x16-60 мм и передельных труб размером 377×20 мм на ТПУ 8-16” с пилигримовыми станами и последующего передела (переката) передельных труб на стане ХПТ 450 в товарные трубы размером 325×13-15 мм с повышенными требованиями по механическим свойствам, геометрическим размерам и качеству поверхности труб, снижение расхода металла при переделе слиток ЭШП - котельная труба за счет снижения плюсового допуска по толщине стенки и повышения механических свойств металла труб, за счет дробности деформации при прокатке на ТПУ с пилигимовыми станами и прокатки (перекатке) передельных труб на станах ХПТ.
Технический результат достигается тем, что в известном способе производства бесшовных труб размером 325×13-60 мм для паровых котлов, паропроводов.и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10Х9МФБ-Ш, включающем выплавку слитков электрошлаковым переплавом, механическую обработку-обточку слитков в слитки-заготовки, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев слитков-заготовок до температуры пластичности, прошивку их в станах поперечно-винтовой прокатки в гильзы, прокатку гильз на пилигримовых станах в товарные трубы размером 325×16-60 мм, термическую обработку, травление, правку, ультразвуковой контроль и приемку труб с допуском по диаметру +1,25/-1,0% и толщине стенки +20/-5,0%, трубы размером 325×13-15 мм производят из слитков-заготовок электрошлакового переплава размером 490×100×1750±50 мм, которые нагревают до температуры 1190-1200°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 520×вн.375×2950-3100 мм на оправке диаметром 360 мм с вытяжкой µ=1,74 и подъемом по диаметру 6,0-6,2%, гильзы прокатывают на ТПУ 8-16” с пилигримовыми станами в передельные трубы размером 377×20×11000-10700 мм с вытяжкой µ=4,54 и обжатием по диаметру 27,5%, передельные горячекатаные трубы размером 377×20×10000-10700 мм термообрабатывают, разрезают на трубы-краты равной длины и прокатывают на стане ХПТ 450 в товарные холоднокатаные трубы размером 325×13×8400-9000, 32×14×7800-8400 и 325×15×7400-7800 мм с вытяжками, соответственно, µ=1,75, µ=1,63 и µ=1,53, трубы диаметром 325 мм с толщинами стенок от 16 до 30 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков - заготовок ЭШП размером 490×100×1750±50 мм, которые нагревают до температуры пластичности, прошивают в стане поперечно винтовой прокатки в гильзы размером 500×вн.315×2550-2700 и 500×вн.290×2330-2450 мм на оправках диаметром 300 и 275 с подъемом по диаметру 1,9-2,1% с вытяжками µ=1,50 и µ=1,37, гильзы размером 500×вн.315×2550-2700-500×вн.290×2300-2450 мм прокатывают на пилигримовом стане в товарные трубы размером 325×16×15900-17000-325×30×9300-9900 мм с вытяжками от µ=7,62 до µ=4,69 и обжатием по диаметру 35.0%, товарные трубы диаметром 325 мм с толщинами стенок от 31 до 60 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков-заготовок ЭШП размером 490×100×1750±50 мм, которые нагревают до температуры пластичности, прошивают в стане поперечно-винтовой прокатки в гильзы размером 500хвн.290×2300-2450 и 500×вн.240×2000-2100 мм на оправках диаметром 275 и 225 мм с подъемом по диаметру 1,9-2,1% и вытяжками µ=1,36 и µ=1,17, гильзы размером 500×вн.290×2300-2450-500×вн.240×2000-2100 мм прокатывают на ТПУ 8-16” с пилигримовыми станами в товарные трубы размером 325×31×7100-7600-325×60×4000-4300 мм с вытяжками от µ=4.54 до µ=2,51 и обжатием по диаметру 35,0%. трубы разрезают на длины в соответствии с заказом, трубы размером 325×13-15 мм принимают с допуском по диаметру ±1,0% и стенке +15/-5%, а трубы размером 325×16-60 мм принимают с допуском по диаметру +1,25/-1,0% и стенке +20/-5,0%, товарные трубы размером 325×16-60 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков ЭШП, которые нагревают до оптимальной температуры деформации при прокатке труб на заданную стенку, значение которой определяют из выражения t∂=tном.+(D/Si)t, где tном.=1190 - номинальная температура нагрева слитков диаметром 490 мм под прошивку, °C; D - диаметр прокатываемой трубы, мм; Si - толщина стенки прокатываемой трубы, мм; t - коэффициент, °C, прошивку слитков ЭШП в гильзы в стане поперечно-винтовой прокатки производят с формированием внутреннего диаметра гильз больше диаметра дорна пилилигримового стана, значение которого определяют из выражения dвн.=d∂+Δ+(D/Si)K≤30, где d∂ - средний диаметр дорна, мм; Δ=20 - разность между диаметром дорна и внутренним диаметром гильзы при прокатке труб на ТПУ 8-16” из углеродистых марок стали, мм; K - коэффициент, мм, прокатку товарных труб размером 325×16-60 мм на ТПУ 8-16” с пилигримовыми станами производят с подачей гильзы в очаг деформации, значение которой определяют из выражения 
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства бесшовных труб размером 325×13-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10Х9МФБ-Ш, отличается тем, что трубы размером 325×13-15 мм производят из слитков-заготовок электрошлакового переплава размером 490×100×1750±50 мм, которые нагревают до температуры 1190-1200°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 520×вн.375×2950-3100 мм на оправке диаметром 360 мм с вытяжкой µ=1,74 и подъемом по диаметру 6,0-6,2%, гильзы прокатывают на ТПУ 8-16” с пилигримовыми станами в передельные трубы размером 377×20×11000-10700 мм с вытяжкой µ=4,54 и обжатием по диаметру 27,5%, передельные горячекатаные трубы размером 377×20×10000-10700 мм термообрабатывают, разрезают на трубы-краты равной длины и прокатывают на стане ХПТ 450 в товарные холоднокатаные трубы размером 325×13×8400-9000, 325×14×7800-8400 и 325×15×7400-7800 мм с вытяжками, соответственно, µ=1,75, µ=1,63 и µ=1,53, трубы диаметром 325 мм с толщинами стенок от 16 до 30 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков - заготовок ЭШП размером 490×100×1750±50 мм, которые нагревают до температуры пластичности, прошивают в стане поперечно винтовой прокатки в гильзы размером 500×вн.315×2550-2700 и 500×вн.290×2330-2450 мм на оправках диаметром 300 и 275 с подъемом по диаметру 1,9-2,1% с вытяжками µ=1,50 и µ=1,37, гильзы размером 500×вн.315×2550-2700-500×вн.290×2300-2450 мм прокатывают на пилигримовом стане в товарные трубы размером 325×16×15900-17000-325×30×9300-9900 мм с вытяжками от µ=7,62 до µ=4,69 и обжатием по диаметру 35,0%, товарные трубы диаметром 325 мм с толщинами стенок от 31 до 60 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков-заготовок ЭШП размером 490×100×1750±50 мм, которые нагревают до температуры пластичности, прошивают в стане поперечно-винтовой прокатки в гильзы размером 500×вн.290×2300-2450 и 500×вн.240×2000-2100 мм на оправках диаметром 275 и 225 мм с подъемом по диаметру 1,9-2,1% и вытяжками µ=1,36 и µ=1,17, гильзы размером 500×вн.290×2300-2450- 500×вн.240×2000-2100 мм прокатывают на ТПУ 8-16” с пилигримовыми станами в товарные трубы размером 325×31×7100-7600-325×60×4000-4300 мм с вытяжками от µ=4,54 до µ=2,51 и обжатием по диаметру 35,0%, трубы разрезают на длины в соответствии с заказом, трубы размером 325×13-15 мм принимают с допуском по диаметру ±1,0% и стенке +15/-5%, а трубы размером 325×16-60 мм принимают с допуском по диаметру +1,25/-1,0% и стенке +20/-5,0%, товарные трубы размером 325×16-60 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков ЭШП, которые нагревают до оптимальной температуры деформации при прокатке труб на заданную стенку, значение которой определяют из выражения t∂=tном.+(D/Si)t, где tном.=1190 - номинальная температура нагрева слитков диаметром 490 мм под прошивку, °C; D - диаметр прокатываемой трубы, мм; Si - толщина стенки прокатываемой трубы, мм; t - коэффициент, °C, прошивку слитков ЭШП в гильзы в стане поперечно-винтовой прокатки производят с формированием внутреннего диаметра гильз больше диаметра дорна пилилигримового стана, значение которого определяют из выражения dвн.=d∂+Δ+(D/Si)K≤30, где d∂ - средний диаметр дорна, мм; Δ=20 - разность между диаметром дорна и внутренним диаметром гильзы при прокатке труб на ТПУ 8-16” из углеродистых марок стали, мм; K - коэффициент, мм, прокатку товарных труб размером 325×16-60 мм на ТПУ 8-16” с пилигримовыми станами производят с подачей гильзы в очаг деформации, значение которой определяют из выражения
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Предложенный способ производства бесшовных труб размером 325x13-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10Х9МФБ-Ш заключается в том, что трубы размером 325×13-15 мм производят из слитков-заготовок электрошлакового переплава размером 490×100×1750±50 мм, которые нагревают до температуры 1190-1200°C, прошивают в стане поперечно-винтовой прокатки в гильзы размером 520×вн.375×2950-3100 мм на оправке диаметром 360 мм с вытяжкой µ=1,74 и подъемом по диаметру 6,0-6,2%, гильзы прокатывают на ТПУ 8-16” с пилигримовыми станами в передельные трубы размером 377×20×11000-10700 мм с вытяжкой µ=4,54 и обжатием по диаметру 27,5%, передельные горячекатаные трубы размером 377×20×10000-10700 мм термообрабатывают, разрезают на трубы-краты равной длины и прокатывают на стане ХПТ 450 в товарные холоднокатаные трубы размером 325×13×8400-9000, 325×14×7800-8400 и 325×15×7400-7800 мм с вытяжками, соответственно, µ=1,75, µ=1,63 и µ=1,53, трубы диаметром 325 мм с толщинами стенок от 16 до 30 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков - заготовок ЭШП размером 490×100×1750±50 мм, которые нагревают до температуры пластичности, прошивают в стане поперечно винтовой прокатки в гильзы размером 500×вн.315×2550-2700 и 500×вн.290×2330-2450 мм на оправках диаметром 300 и 275 с подъемом по диаметру 1,9-2,1% с вытяжками µ=1,50 и µ=1,37, гильзы размером 500×вн.315×2550-2700-500×вн.290×2300-2450 мм прокатывают на пилигримовом стане в товарные трубы размером 325×16×15900-17000-325×30×9300-9900 мм с вытяжками от µ=7.62 до µ=4,69 и обжатием по диаметру 35,0%, товарные трубы диаметром 325 мм с толщинами стенок от 31 до 60 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков-заготовок ЭШП размером 490×100×1750±50 мм, которые нагревают до температуры пластичности, прошивают в стане поперечно-винтовой прокатки в гильзы размером 500×вн.290×2300-2450 и 500×вн.240×2000-2100 мм на оправках диаметром 275 и 225 мм с подъемом по диаметру 1,9-2,1% и вытяжками µ=1,36 и µ=1,17, гильзы размером 500×вн.290×2300-2450 - 500×вн.240×2000-2100 мм прокатывают на ТПУ 8-16” с пилигримовыми станами в товарные трубы размером 325×31×7100-7600-325×60×4000-4300 мм с вытяжками от µ=4,54 до µ=2,51 и обжатием по диаметру 35.0%. трубы разрезают на длины в соответствии с заказом, трубы размером 325×13-15 мм принимают с допуском по диаметру ±1,0% и стенке +15/-5%, а трубы размером 325×16-60 мм принимают с допуском по диаметру +1,25/-1,0% и стенке +20/-5,0%, товарные трубы размером 325×16-60 мм производят на ТПУ 8-16” с пилигримовыми станами из слитков ЭШП, которые нагревают до оптимальной температуры деформации при прокатке труб на заданную стенку, значение которой определяют из выражения t∂=tном.+(D/Si)t, где tном.=1190 - номинальная температура нагрева слитков диаметром 490 мм под прошивку, °C; D - диаметр прокатываемой трубы, мм; Si - толщина стенки прокатываемой трубы, мм; t - коэффициент, °C, прошивку слитков ЭШП в гильзы в стане поперечно-винтовой прокатки производят с формированием внутреннего диаметра гильз больше диаметра дорна пилилигримового стана, значение которого определяют из выражения dвн.=d∂+Δ+(D/Si)K≤30, где d∂ - средний диаметр дорна, мм; Δ=20 - разность между диаметром дорна и внутренним диаметром гильзы при прокатке труб на ТПУ8-16” из углеродистых марок стали, мм; K - коэффициент, мм, прокатку товарных труб размером 325×16-60 мм на ТПУ 8-16” с пилигримовыми станами производят с подачей гильзы в очаг деформации, значение которой определяют из выражения
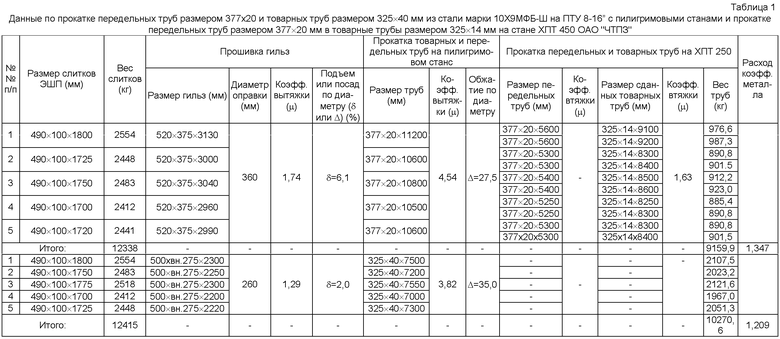
Прокатки товарных труб размером 325×40 и передельных размером 377×20 мм из стали 10Х9МФБ-Ш производились на ТПУ 8-16” с пилигримовыми станами из слитков ЭШП размером 490×100×1750±50 мм. Прокатка передельных горячекатаных труб размером 377×20 мм в товарные холоднокатаные трубы размером 325×14 мм производилась на стане ХПТ 450 ОАО "ЧТПЗ". Данные по прокатке передельных труб размером 377×20 мм и товарных труб размером 325×40 мм из стали марки 10Х9МФБ-Ш на ТПУ 8-16” с пилигримовыми станами и прокатке передельных труб размером 377×20 мм в товарные трубы размером 325×14 мм на стане ХПТ 450 ОАО "ЧТПЗ", результатам сдачи, механическим свойствам и геометрическим размерам труб приведены в таблицах 1 и 2. Из таблицы 1 видно, что в производство было задано 10 слитков ЭШП размером 490×100×1750±50 мм, поставки ОАО "Мечел". Пять слитков ЭШП размером 490×100×1750±50 мм были прокатаны на ТПУ 8-16” в передельные трубы размером 377×20 мм, а пять слитков в товарные трубы размером 325×40 мм. Слитки для прокатки передельных труб были посажены в методическую печь и нагреты в соответствии с п.1 формулы изобретения до температуры 11900-1200°C. Пять слитков, общей массой 12,338 т были прошиты в стане поперечно-винтовой прокатки на оправке диаметром 360 мм в гильзы размером 520×вн.375×2960-3130 мм с вытяжкой µ=1,74 и подъемом по диаметру 6,1% (в соответствии с п.1 и 3 формулы изобретения). Затем гильзы были прокатаны на ТПУ 8-16” с пилигимовыми станами в передельные трубы размером 377×20×105000-11200 мм (в соответствии с п.1 формулы изобретения). Передельные горячекатаные трубы были отправлены в цех №5 на холодный передел. В цехе №5 передельные горячекатаные трубы размером 377×22 мм были термообработаны, порезаны на два крата-трубы равной длины и перекатаны на стане ХПТ 450 в товарные холоднокатаные размером 325×14 мм (в соответствии с п.1 формулы изобретения). В результате было прокатано и принято в соответствии с ТУ 14-3P-55-2001 десять труб размером 325×14×8250-9200 мм общей массой 9,160 тн. Средний расходный коэффициент металла по данной партии труб составил 1,347. Сравнения по данной прокатке не производили, т.к. трубы данного сортамента из стали 10Х9МФБ-Ш в России не производились в виду отсутствия технологии и оборудования для их производства.
Одновременно в производство было задано 5 слитков ЭШП размером 490×100×1750±50 мм, общей массой 12,415 т, которые были нагреты в соответствии с п.2 формулы изобретения, прошиты в гильзы размером 500×275×2200-2300 мм на оправке диаметром 260 мм с вытяжкой µ=1,29 с подъемом по диаметру 5=2,0%, а затем прокатаны на ТПУ 8-16” с пилигримовыми станами в товарные трубы размером 325×40×7000-7750 мм с коэффициентом вытяжки µ=3,82 и обжатием по диаметру Δ=35,0% (в соответствии с пп.1-4 формулы изобретения). Трубы были приняты в соответствии с ТУ14-3Р-55-2001-36,55 м труб общей массой 10,271 т. Средний расходный коэффициент металла по трубам данной партии составил 1.209.
В таблице 2 приведены данные по механическим свойствам металла и геометрические размеры труб. Из таблицы видно, что механических свойств металла и геометрические размеры труб, прокатанных из слитков ЭШП по предлагаемой технологии, выше чем по ТУ 14-3Р-55-2001, что в свою очередь дает гарантированную возможность снизить плюсовое поле допуска по толщине стенки и установить допуск +15/-10 вместо существующего +20/-5,0%. А так как качество металла слитков ЭШП значительно лучше, то основной критерий котельных труб длительная прочность будет значительно выше.
Таким образом, использование предложенного способа позволит впервые в России осуществлять производство бесшовных труб размером 325×13-60 мм непосредственно из слитков ЭШП стали марки 10Х9МФБ-Ш для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара с механическими свойствами металла и геометрическими размерами превышающими значения данных показателей, приведенных в ТУ 14-3Р-55-2001, что позволит значительно снизить энергозатраты за счет исключения нагрева слитков под ковку и ковку слитков в поковки, снижения нагрузок при прошивке слитков ЭШП с дифференцированными обжатиями по диаметру и производить качественные товарные и передельные трубы на ТПУ8-16” с пилигримовыми станами ОАО "ЧТПЗ" для последующего передела передельных труб в товарные на стане ХПТ 450 в соответствии с заказами потребителя, снизить расходный коэффициент металла при переделе слиток ЭШП - котельная труба, а следовательно, снизить стоимость котельных труб из данной марки стали.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545963C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2522513C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2537682C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 273×9-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10X9МФБ-Ш | 2012 |
|
RU2530099C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 273×9-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2537413C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 325×13-15 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2523376C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-60 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2522512C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 219×8-50 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2533069C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545924C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 299×10-13 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2547360C2 |
Изобретение относится к производству труб для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара. Методом ЭШП выплавляют слитки, которые обтачивают в слитки-заготовки размером 490×100×1750±50 мм. Слитки-заготовки нагревают до температуры 1190-1200оС, прошивают в станах поперечно-винтовой прокатки в гильзы и прокатывают на ТПУ 8-16″ с пилигримовыми станами в передельные горячекатаные трубы. Передельные горячекатаные трубы термообрабатывают, разрезают на краты равной длины и прокатывают на стане ХПТ 450 в товарные холоднокатаные трубы. Обеспечивается улучшение механических свойств и повышение точности геометрических размеров труб. 2 табл.
Способ производства бесшовных труб размером 325×13-15 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10Х9МФБ-Ш, включающий выплавку электрошлаковым переплавом слитков, их обточку в слитки-заготовки размером 490×100×1750±50 мм, нагрев слитков-заготовок до температуры 1190-1200оС, прошивку в стане поперечно-винтовой прокатки в гильзы размером 520×вн.375×2950-3100 мм на оправке диаметром 360 мм с вытяжкой µ=1,74 и подъемом по диаметру 6,0-6,2%, прокатку гильз на ТПУ 8-16” с пилигримовыми станами в передельные горячекатаные трубы размером 377×20×11000-10700 мм с вытяжкой µ=4,54 и обжатием по диаметру 27,5%, термообработку, разрезку передельных горячекатаных труб на краты равной длины, прокатку на стане ХПТ 450 в товарные холоднокатаные трубы размером 325×13×8400-9000, 325×14×7800-8400, 325×15×7400-7800 мм с вытяжками µ=1,75, µ=1,63, µ=1,53 соответственно, термическую обработку товарных холоднокатаных труб, травление, правку, ультразвуковой контроль и приемку с допусками по диаметру ±1,0% и стенке +15/-5%.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2006 |
|
RU2322314C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ ДИАМЕТРОМ 508 ММ НА ТПУ 8-16'' С ПИЛИГРИМОВЫМИ СТАНАМИ В ОБЫЧНОМ И ХЛАДОСТОЙКОМ ИСПОЛНЕНИИ | 2007 |
|
RU2386501C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2278750C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |

