Изобретение относится к трубопроводному транспорту нефтегазохимических продуктов, в частности к приборам и устройствам для контроля технического состояния трубопровода.
Известно, что для контроля надежного и безопасного функционирования магистральных и технологических трубопроводов успешно применяется система периодических ревизий (см. кн.: Гриб В.В. Диагностирование технического состояния оборудования нефтегазохимических производств. М., ЦНИИИТЭС, 2002, с.167-173). Такая система состоит из технологических операций, включающих наружный осмотр, измерение толщины стенок трубопровода переносным прибором, внутренний осмотр по участкам, контроль сварочных швов, проверку механических свойств металла, измерение деформаций трубопровода, ревизию резьбовых соединений, проверку опор и крепежных изделий, испытания на прочность и плотность. Для выполнения этих операций необходимо трубопровод остановить и отключить его заглушками, освободить его от продукта, пропарить, сделать контрольные вырезы металла и изоляции. Такой набор основных и дополнительных операций говорит о большой трудоемкости периодических ревизий, а также о продолжительном простое трубопровода.
Наиболее близким (по сути прототипом) является устройство для контроля скорости коррозии технологического трубопровода (см. патент РФ №74194, 2008 г. «Устройство для контроля скорости коррозии технологического трубопровода»). Оно состоит из отвода, установленного вертикально и сверху на основной трубе, а также из запорной задвижки и образцов. Отмечается повышение точности измерения скорости коррозии и уменьшение трудоемкости контрольных мероприятий. Однако имеют место некоторые недостатки - требуется остановить трубопровод, удалить остатки продукта, выполнить некоторые другие контрольные операции.
Техническая задача - упростить технологический контроль, уменьшить простой трубопровода под контрольными мероприятиями, повысить безопасность и точность измерения.
Технический результат - повышение эффективности применения трубопровода за счет сокращения времени простоя под контрольными мероприятиями и повышение точности измерения.
Он достигается тем, что содержит два отвода, установленных на основном трубопроводе на некотором расстоянии между ними и вертикально вверх, две запорные задвижки, каждая из которых установлена соосно на свой отвод, два отключающих вентиля, каждый из которых установлен соосно через разъемное соединение на выход своей задвижки, а также трубу, изготовленную из трубных отрезков сваркой по технологии сборки основного трубопровода, концы этой трубы загнуты на 90 градусов в одну сторону, концы трубы стянуты стабилизатором - профилем и соединяют оба выхода отключающих вентилей.
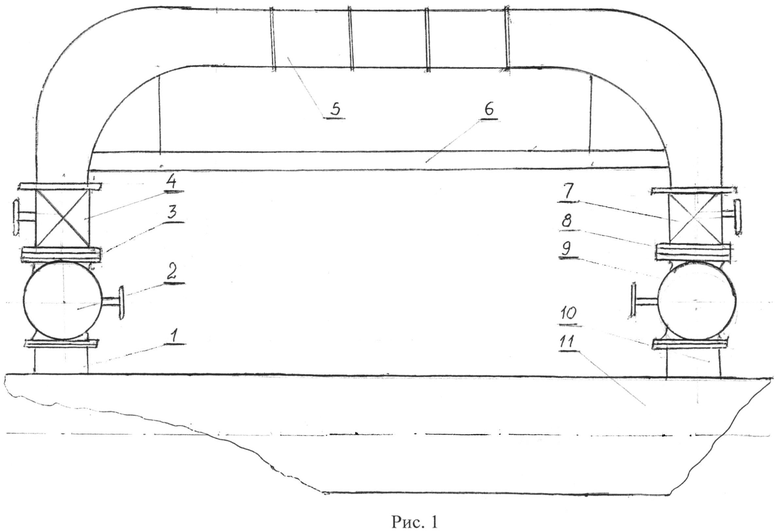
Устройство изображено на рис.1.
Устройство состоит из двух прямых отводов 1 и 10, из двух запорных задвижек 2 и 9, их двух разъемных соединений 3 и 8, двух отключающих вентилей 4 и 7, из трубы 5, собранной из трубных отрезков, из стабилизатора - профиля 6. Устройство установлено на основном трубопроводе 11.
Устройство применяется следующим образом. Через некоторое время эксплуатации основного трубопровода (год, два, три, пять) устройство с помощью грузоподъемного крана снимается со своего места. Для этого закрываются запорные задвижки 2 и 9, затем закрываются два отключающих вентиля 4 и 7. Разъединяются разъемные соединения 3 и 8, устанавливаются заглушки (на рисунке не показаны). Устройство погружается в транспортное средство и направляется в лабораторию для исследования. В лаборатории вырезаются куски трубы 5 и проводится исследование прочностных показателей (скорость коррозии, толщина стенок, качество сварных швов, механические свойства металла и др.). При получении удовлетворительных результатов отрезок трубы устанавливается на место с помощью электросварки по технологии сборки основного трубопровода. Применение стабилизатора 6 позволяет сохранить размер между концами трубы, что очень важно при повторной установке трубы на место. Отводы 2 и 10 должны быть установлены вертикально вверх, что обеспечивает точность повторной установки устройства на свое место.
Применение данного устройства позволяет сократить время простоя основного трубопровода под контрольными мероприятиями, повысить эффективность его использования, снизить уровень опасности, повысить точность измерений.
Такая конструкция устройства позволяет применять его на морских трубопроводах и комплекте с глубоководными аппаратами.
Литература
1. Гриб В.В. Диагностирование технического состояния оборудования нефтегазохимических производств. М., ЦНИИИТЭС, 2002, с.167-173.
2. Патент РФ №74194, 2008 г. «Устройство для контроля скорости коррозии технологического трубопровода» (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СКОРОСТИ КОРРОЗИИ И СОСТОЯНИЯ СВАРОЧНЫХ ШВОВ ТРУБОПРОВОДА ДЛЯ НЕФТЕГАЗОХИМИЧЕСКИХ ПРОДУКТОВ | 2010 |
|
RU2430297C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ВНЕСЕНИЯ ЖИДКИХ УДОБРЕНИЙ НА ОРОСИТЕЛЬНОЙ СИСТЕМЕ | 2012 |
|
RU2496306C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗРУШЕНИЯ ТРУБОПРОВОДОВ В ЗОНАХ КОНЦЕНТРАЦИИ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2008 |
|
RU2378558C1 |
| Способ оценки коррозионного состояния участка подземного трубопровода по данным коррозионных обследований и внутритрубной диагностики | 2017 |
|
RU2662466C1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР СТАТИЧЕСКОГО НАПОРА ВОДЫ ДЛЯ ЗАКРЫТЫХ ТРУБОПРОВОДОВ | 2011 |
|
RU2475705C1 |
| ФОНТАННАЯ АРМАТУРА | 2012 |
|
RU2494301C1 |
| Устройство для контроля скорости коррозии трубопровода | 2019 |
|
RU2723004C1 |
| НАГРЕВАТЕЛЬ ОГНЕВОЙ ТРУБНЫЙ АВТОМАТИЗИРОВАННЫЙ | 2008 |
|
RU2378583C1 |
| КУСТ СКВАЖИН МЕСТОРОЖДЕНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2010 |
|
RU2453684C1 |
| КОЖУХОТРУБНЫЙ ГОРИЗОНТАЛЬНЫЙ КОНДЕНСАТОР С КОНТРОЛЕМ СКОРОСТИ КОРРОЗИИ | 2008 |
|
RU2394182C1 |
Изобретение относится к трубопроводному транспорту нефтегазохимических продуктов, в частности к приборам и устройствам для контроля технического состояния трубопровода. Устройство содержит два отвода, установленных на основном трубопроводе, две запорные задвижки, установленные на отводах, два отключающих вентиля, а также трубу, изготовленную из трубных отрезков сваркой по технологии сборки основного трубопровода, концы этой трубы загнуты под прямым углом и в одну сторону, концы трубы соединены с обоими выходами отключающих вентилей и стянуты стабилизатором - профилем. Технический результат - сокращение времени простоя под контрольными мероприятиями и повышение точности измерения. 1 ил.
Устройство для контроля прочностных показателей трубопровода для нефтегазохимических продуктов, состоящее из двух отводов, установленных на основном трубопроводе с некоторым расстоянием между ними и вертикально вверх, а также из двух запорных задвижек, каждая из которых установлена соосно на свой отвод, отличающееся тем, что оно содержит два отключающих вентиля, каждый из которых установлен соосно через разъемное соединение на выход своей задвижки, а также содержит трубу, изготовленную из трубных отрезков сваркой по технологии сборки основного трубопровода, при этом концы трубы загнуты под прямым углом и в одну сторону, концы трубы стянуты стабилизатором - профилем и соединяют выходы отключающих вентилей.
| Устройство для автоматической обдувки кромок штрипсов при сварке труб встык | 1947 |
|
SU74194A2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СКОРОСТИ КОРРОЗИИ И СОСТОЯНИЯ СВАРОЧНЫХ ШВОВ ТРУБОПРОВОДА ДЛЯ НЕФТЕГАЗОХИМИЧЕСКИХ ПРОДУКТОВ | 2010 |
|
RU2430297C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТРУБОПРОВОДА | 2009 |
|
RU2390769C1 |
| СПОСОБ КОНТРОЛЯ СКОРОСТИ КОРРОЗИОННОГО РАЗРУШЕНИЯ ТРУБОПРОВОДА | 1993 |
|
RU2065147C1 |
| US 6134967 A, 24.10.2000 | |||
| US 5952578 A, 14.09.1999 | |||
| US 4768940 A, 06.09.1988 | |||

