Изобретение относится к трубопроводному транспорту нефтегазохимических продуктов, в частности к приборам и устройствам для контроля технического состояния трубопровода.
Известно, что для контроля надежного и безопасного функционирования магистральных и технологических трубопроводов успешно применяется система периодических ревизий (см. кн. Гриб В.В. Диагностирование технического состояния оборудования нефтегазохимических производств. - Москва: ЦНИИИТЭС, 2002, с.167-173). Такая система состоит из технологических операций, включающих наружный осмотр, измерение толщины стенок трубопровода переносным прибором, внутренний осмотр по участкам, контроль сварочных швов, проверку механических свойств металла, измерение деформаций трубопровода, ревизию резьбовых соединений, проверку опор и крепежных изделий, испытания на прочность и плотность. Для выполнения этих операций необходимо трубопровод остановить и отключить его заглушками, освободить его от продукта, пропарить, сделать контрольные, вырезы металла и изоляции. Такой набор основных и дополнительных операций говорит о большой трудоемкости периодических ревизий, а также о продолжительном простое трубопровода.
Наиболее близким, по сути (прототипом), является устройство для контроля скорости коррозии технологического трубопровода (см. патент №74194, 2008 г.). Оно состоит из основной трубы, отвода, установленного вертикально и сверху на основной трубе, а также из образцов, изготовленных отдельно из материала, аналогичного материалу основной трубы, и размещенных в зоне транспортируемого продукта. Отмечается повышение точности измерения скорости, коррозии и уменьшение трудоемкости контрольных мероприятий. Однако имеют место некоторые недостатки - требуется остановить трубопровод, удалить остатки продукта, выполнить некоторые другие контрольные операции.
Техническая задача - обеспечение контроля за скоростью коррозии и состоянием сварочных швов трубопровода без его остановки.
Технический результат - повысить точность измерений скорости коррозии и точность прогноза срока службы трубопровода, обеспечить контроль за состоянием сварочных швов, исключить остановку трубопровода.
Поставленная задача решается за счет того, что устройство для контроля скорости коррозии и состояния сварочных швов трубопровода для нефтегазохимических продуктов, содержащее отвод, установленный вертикально и сверху на основном трубопроводе, а также образцы, изготовленные отдельно из материала, аналогичного материалу основного трубопровода, и расположенные в среде транспортируемого продукта, дополнительно содержит запорную задвижку, которая установлена соосно на отвод к основному трубопроводу; цилиндрический стакан, который установлен соосно на выход задвижки и вверх основанием, в котором соосно выполнено отверстие с резьбой; уплотнительный колпак, который установлен соосно на основание стакана; шпиндель, который установлен по оси «задвижка-стакан-колпак», при этом резьба шпинделя входит в зацепление с резьбой отверстия основания стакана, причем на верхний конец шпинделя насажен съемный маховик, а на нижнем конце шпинделя расположены образцы, каждый из которых состоит из двух частей, соединенных сварочным швом по сварочной технологии сборки основного трубопровода.
Устройство изображено на чертеже.
Оно установлено на основном трубопроводе 1 и имеет образцы 2, отвод 3, запорную задвижку 4, шпиндель 5, спускной вентиль 6, цилиндрический стакан 7, отверстие с резьбой 8, уплотнительный колпак 9, съемный маховик 10.
Устройство функционирует следующим образом. До пуска основного трубопровода со своего места снимается колпак 9, на верхний конец шпинделя 5 насаживается съемный маховик 10, с помощью которого шпиндель 5 выворачивается вверх на высоту h. Затем закрывается задвижка 4. Через спускной вентиль 6 продувается стакан 7 от остатков продукта, после чего стакан 7 вместе со шпинделем 5 и образцами 2 снимается со своего рабочего места. Выход задвижки 4 закрывается заглушкой (не показана). Затем снимаются образцы 2 и направляются в лабораторию для измерения начальных параметров. После возращения из лаборатории образцы устанавливаются на место, заглушка с задвижки снимается, устройство собирается в рабочее положение, продувочный вентиль 6 закрывается, задвижка 4 открывается и шпиндель 5 маховиком 10 ввинчивается вниз на высоту h. После чего маховик снимается и уплотнительный колпак 9 устанавливается на место. Проверяется плотность соединения. После этого трубопровод запускается в эксплуатацию.
Через некоторое время (год-два-три) операции с устройством повторяются. В лаборатории на образцах измеряются толщина пирофорного слоя, толщина коррозионной пленки, определяются показатели сварочного шва и показатели механических свойств металла. Трубопровод продолжает функционировать.
Применение данного устройства дает высокую экономическую эффективность за счет исключения простоя трубопровода и высокую экологическую эффективность за счет надежного контроля за скоростью коррозии и нарастания пирофорного слоя, а также за качеством сварочных швов.
Набор простых технологических операций по установке устройства на рабочее место и применение антикоррозийного покрытия позволяют применять данное устройство на морских трубопроводах с использованием глубоководных аппаратах типа «МИР», оборудованных манипуляторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля скорости коррозии трубопровода | 2019 |
|
RU2723004C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЧНОСТНЫХ ПОКАЗАТЕЛЕЙ ТРУБОПРОВОДА ДЛЯ НЕФТЕ-ГАЗО ХИМИЧЕСКИХ ПРОДУКТОВ | 2012 |
|
RU2522726C2 |
| КЛАПАН ОБРАТНЫЙ | 2020 |
|
RU2749057C1 |
| БУРОВАЯ МАШИНА | 2023 |
|
RU2808746C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ОТВОДА ТРУБОПРОВОДА | 1996 |
|
RU2135881C1 |
| УСТАНОВКА ДЛЯ ВРЕЗКИ ОТВОДОВ В ТРУБОПРОВОД | 2001 |
|
RU2221960C2 |
| УСТРОЙСТВО ДЛЯ ВРЕЗКИ В НАПОРНЫЙ ТРУБОПРОВОД | 1999 |
|
RU2155295C1 |
| УСТАНОВКА ДЛЯ ВРЕЗКИ ОТВОДОВ В ТРУБОПРОВОД | 1999 |
|
RU2173809C2 |
| Запорно-регулиющая задвижка с мягким затвором | 2023 |
|
RU2807832C1 |
| ШИБЕРНАЯ ЗАДВИЖКА | 2014 |
|
RU2578548C1 |
Устройство для контроля скорости коррозии и состояния сварочных швов трубопровода для нефтегазохимических продуктов относится к трубопроводному транспорту нефтегазохимических продуктов, в частности к приборам и устройствам для контроля технического состояния трубопровода. Устройство для контроля скорости коррозии и состояния сварочных швов трубопровода для нефтегазохимических продуктов содержит отвод, установленный вертикально и сверху на основном трубопроводе, а также образцы, изготовленные отдельно из материала, аналогичного материалу основного трубопровода, и расположенные в среде транспортируемого продукта. При этом устройство содержит запорную задвижку, установленную соосно на отвод, цилиндрический стакан, установленный соосно на выход задвижки и вверх основанием, в котором соосно выполнено отверстие с резьбой, уплотнительный колпак, установленный соосно на основание стакана, шпиндель, установленный по оси «задвижка-стакан-колпак» таким образом, что резьба шпинделя входит в зацепление с резьбой отверстия основания стакана, при этом на верхний конец шпинделя насажен съемный маховик, а на нижнем конце шпинделя расположены образцы, каждый из которых состоит из двух частей, соединенных сварочным швом по сварочной технологии сборки основного трубопровода. Технический результат - повысить точность измерений скорости коррозии и точность прогноза срока службы трубопровода, обеспечить контроль за состоянием сварочных швов, исключить остановку трубопровода. 1 ил.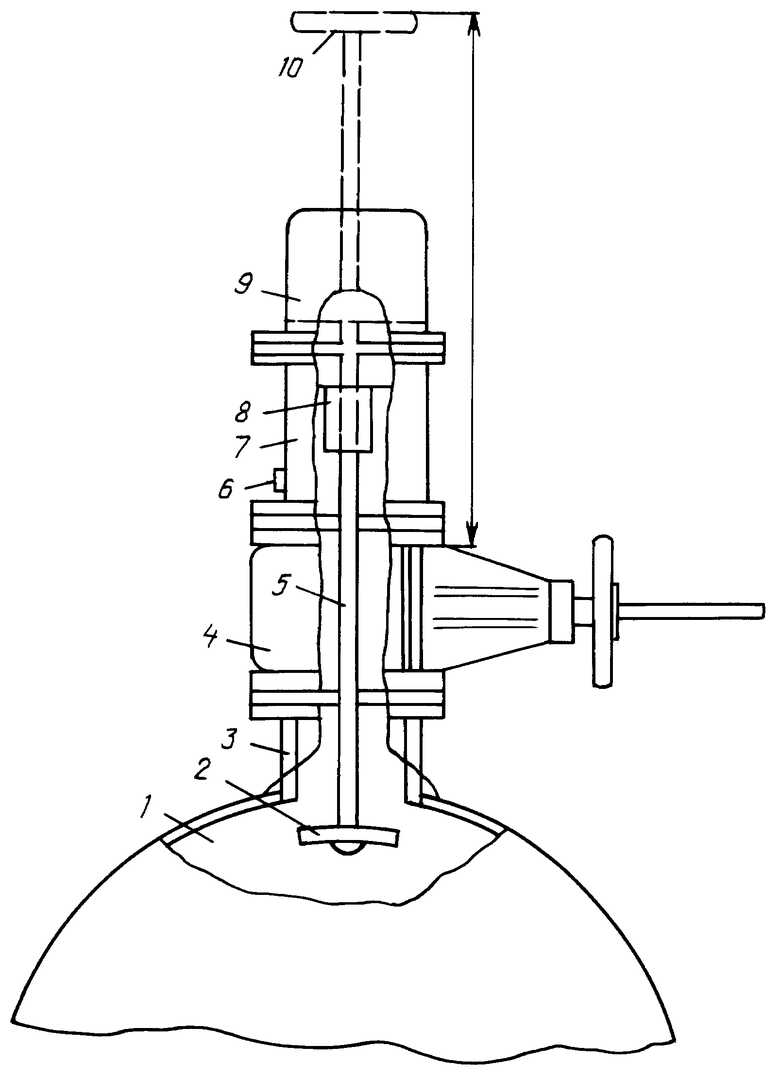
Устройство для контроля скорости коррозии и состояния сварочных швов трубопровода для нефтегазохимических продуктов, содержащее отвод, установленный вертикально и сверху на основном трубопроводе, а также образцы, изготовленные отдельно из материала аналогичному материалу основного трубопровода и расположенные в среде транспортируемого продукта, отличающееся тем, что оно содержит запорную задвижку, установленную соосно на отвод, цилиндрический стакан, установленный соосно на выход задвижки и вверх основанием, в котором соосно выполнено отверстие с резьбой, уплотнительный колпак, установленный соосно на основание стакана, шпиндель, установленный по оси «задвижка-стакан-колпак» таким образом, что резьба шпинделя входит в зацепление с резьбой отверстия основания стакана, при этом на верхний конец шпинделя насажен съемный маховик, а на нижнем конце шпинделя расположены образцы, каждый из которых состоит из двух частей, соединенных сварочным швом по сварочной технологии сборки основного трубопровода.
| Устройство для автоматической обдувки кромок штрипсов при сварке труб встык | 1947 |
|
SU74194A2 |
| Устройство для контроля сварных швов труб | 1989 |
|
SU1775661A1 |
| СПОСОБ КОНТРОЛЯ СКОРОСТИ КОРРОЗИОННОГО РАЗРУШЕНИЯ ТРУБОПРОВОДА | 1993 |
|
RU2065147C1 |
| US 4586379 A, 06.05.1986 | |||
| WO 9728951 A1, 14.08.1997. | |||

