Изобретение относится к деревообрабатывающей области, в частности к изготовлению криволинейных оцилиндрованных бревен и других профильных изделий для строительства деревянных строений, а также к конструированию устройства для их изготовления.
Известен способ изготовления деревянных деталей для домостроения, включающий установку бревна в центровых зажимах, его оцилиндровку, профилирование поперечного сечения детали с получением на ней продольного желоба и плоской грани, вырезку поперечных радиусных углублений на концах неподвижной оцилиндрованной заготовки, оцилиндровку бревна осуществляют при его вращении и одновременном продольном надвигании на фрезерный инструмент, получение продольного желоба и плоской грани осуществляют раздельно путем фрезерования, после окончания осуществляют поворот заготовки совместно с центровыми зажимами относительно продольной оси заготовки на 90°, и устройство для изготовления деревянных деталей для домостроения, включающее станину, подвижную каретку на горизонтальных направляющих, переднюю и заднюю бабки с центровыми зажимами для бревен, узлы резания для оцилиндровки бревен, вырезки на нем поперечных радиусных углублений и узлы резания для получения на заготовке продольной плоской грани и продольного желоба, узлы резания выполнены в виде соответственно цилиндрической и фасонной фрез, передние и задние бабки смонтированы на подвижной каретке [1 (RU 2005593 МПК В27с 9/04).
Недостаток состоит в ограниченном способе применения, так как при изготовлении получают детали только с прямой осью.
Наиболее близким к заявленному является способ получения арки из цельных деревянных элементов, включающий поперечное пиление древесины, фрезерование заготовок [2] (Конструкции из дерева и пластмасс: Учеб. пособие для студ. вузов / Г.Н.Зубарев, Ф.А.Бойтемиров, В.Г.Головина и др., Под ред. Ю.Н.Хромца. - М: издательский центр Академия, 2004, стр.158).
Недостаток состоит в ограниченном применении способа.
Наиболее близким к заявленному устройству является фрезерно-карусельный станок, включающий станину, карусельный стол, пневмораспределитель, прижимы с пневмоцилиндрами, фрезерные головки, установленные на вертикальных направляющих, и привод, фрезерные головки установлены своими осями в горизонтальной плоскости, стол снабжен съемным базирующим кольцом, на внутренних кромках которого выполнены посадочные гнезда, при этом прижимы с пневмоцилиндрами размещены в плоскости стола. [3] (SU 1105309 В27С 5/00).
Недостатком известного устройства является то, что известный станок не позволяет обрабатывать и получать крупногаборитные криволинейные цельные деревянные детали широкого диапазона радиуса окружности.
Основной задачей, на решение которой направлены заявленные способ изготовления криволинейных оцилиндрованных бревен и профильного бруса, а также устройство для их изготовления, выполненное в виде радиального пильно-фрезерного станка, является изготовление массивных стеновых криволинейных деревянных деталей различного профиля сечения, в частности оцилиндрованного бревна и профильного бруса при радиусе окружности в пределах 0,5-10 м, экологически чистых из массива древесины или из клееных заготовок.
Единым технологическим результатом, достигаемым при осуществлении заявленной группы изобретений, является изготовление массивных стеновых криволинейных деревянных деталей различного профиля из цельной экологически чистой древесины или клееной древесины.
Указанный технический результат достигается тем, что в способе изготовления криволинейных оцилиндрованных бревен и профильного бруса, включающем поперечное пиление и фрезерование заготовок, согласно предлагаемому изобретению поперечное пиление заготовок шириной B=(R+a)-(R-a)cosδ/2+2t, где R - осевой радиус криволинейной детали, δ - угол сегмента криволинейной детали, t - допуск на обработку, а - радиус криволинейного оцилиндрованного бревна или половина ширины криволинейного профильного бруса, производится дисковыми или цепными пилами под углом в пределах от -25° до +25° от перпендикулярной плоскости к оси заготовки, при этом длина L заготовки-сегмента по оси между двумя пропилами определяется по формуле L=(R-a)sinδ/2+(R+a)tqδ/2, далее на торцах заготовки-сегмента сверлятся технологические глухие отверстия d=20-40 мм, длиной до 100 мм под углом 90° к плоскости торцов в точке осевого радиуса R, при помощи которых заготовки-сегменты центрируются, фиксируются зажимами кареток фрезерного узла и подаются на фрезерный стол по окружности, соответствующей осевому радиусу R в пределах 0,5-10 м, где при помощи фрез роторного типа или вогнутых, или цилиндрических и профильных фрез приобретают требуемые параметры кривизны R в пределах от 0,5 до 10 м и сечений для оцилиндрованного бревна диаметром в пределах от 150 до 350 мм, для профильного бруса от 120 до 350 мм.
Указанный технический результат достигается тем, что устройство для изготовления криволинейных оцилиндрованных бревен и профильного бруса, включающее станину, подвижные каретки, узлы резания и фрезерования, стол с прижимами, согласно предлагаемому изобретению выполнено в виде двух узлов:
- узел резания - раскроя заготовок на заготовки-сегменты, содержащий раскроечный стол с направляющими и роликовой цепью, по которой перемещается звездочка привода каретки и отсчета расстояния L между пропилами на оси заготовки с помощью электронной линейки, каретка на роликах с механизмом поворота пилы - цепной или дисковой - на определенный градус и механизмом вертикального перемещения пилы и двумя гидрозажимами для фиксации заготовки во время пропила,
- узел фрезерования, содержащий массивный стол на колесах с фрезами роторного типа или вогнутыми цилиндрическими, профильные фрезы, а также прижимы горизонтальные и вертикальные, который может перемещаться по рельсам и фиксироваться на заданном от центра расстоянии R (осевой радиус), механизм захвата заготовок-сегментов и прогона через фрезы по радиусу R состоит из направляющих с каретками и стяжками, которые одним концом опираются на центр, другим - на шасси, одно из которых с приводом, на каретках установлены выдвижные консоли с гидрозажимами, которые обеспечивают прочный захват и удерживание заготовки-сегмента.
В настоящей заявке на выдачу патента соблюдено требование единства изобретений, поскольку способ и устройство предназначены для изготовления криволинейных оцилиндрованных бревен и профильного бруса.
Заявление изобретения решает следующую техническую задачу: изготовление криволинейных оцилиндрованных бревен и профильного бруса различных параметров кривизны и профиля сечения, а также расширение технологических возможностей деревообрабатывающих станков для изготовления деталей различного профиля и кривизны.
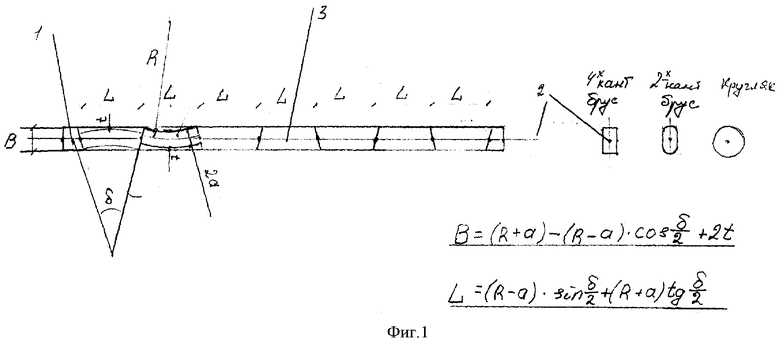
На Фиг.1 показан раскрой заготовок на заготовки сегментов - 1-й этап способа изготовления криволинейных деталей.
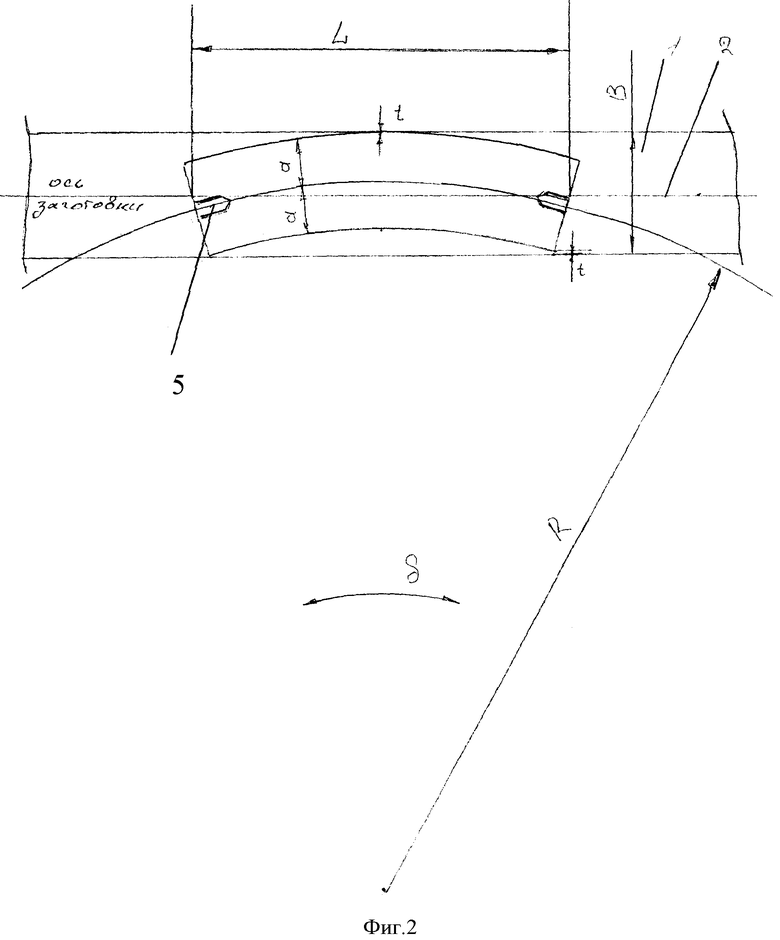
На Фиг.2 показаны технологические параметры заготовок и заготовок-сегментов, а также место сверления технологических глухих отверстий на торцах заготовок-сегментов для установки зажимов и дальнейшего прогона на фрезерном узле.
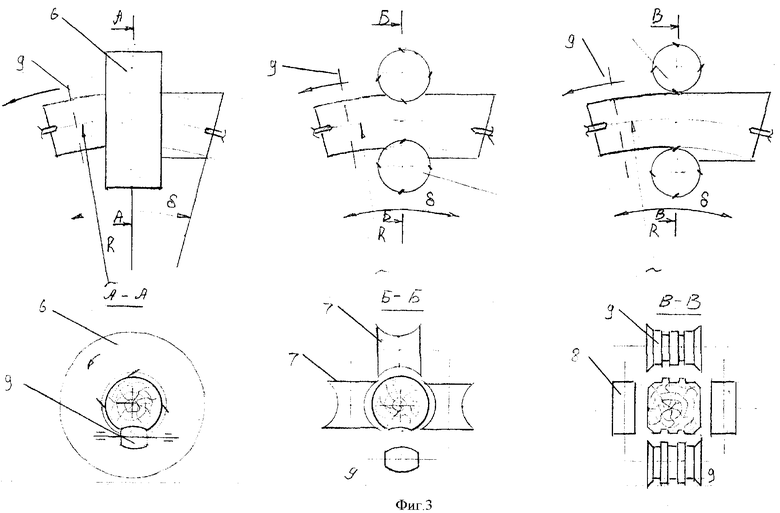
На Фиг.3 показан 2-й этап способа - прогон заготовки-сегмента на фрезерном узле по радиусу R для получения оцилиндрованных бревен и профильного бруса.
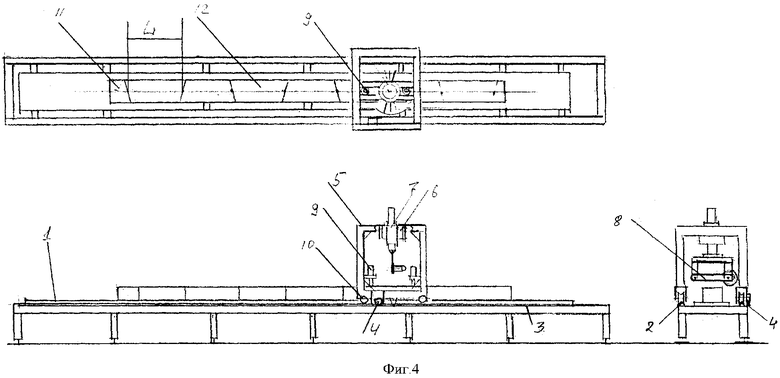
На Фиг.4 показан общий вид раскроечного узла.
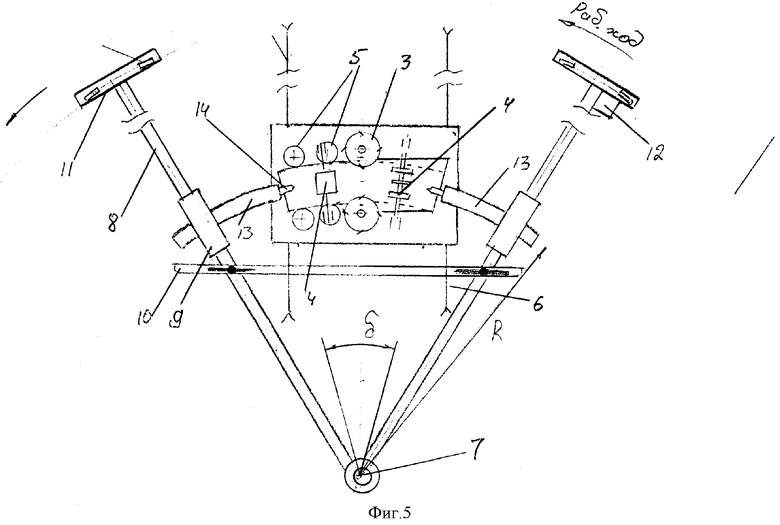
На Фиг.5 показан вид сверху фрезерного узла при использовании вогнутых или цилиндрических фрез.
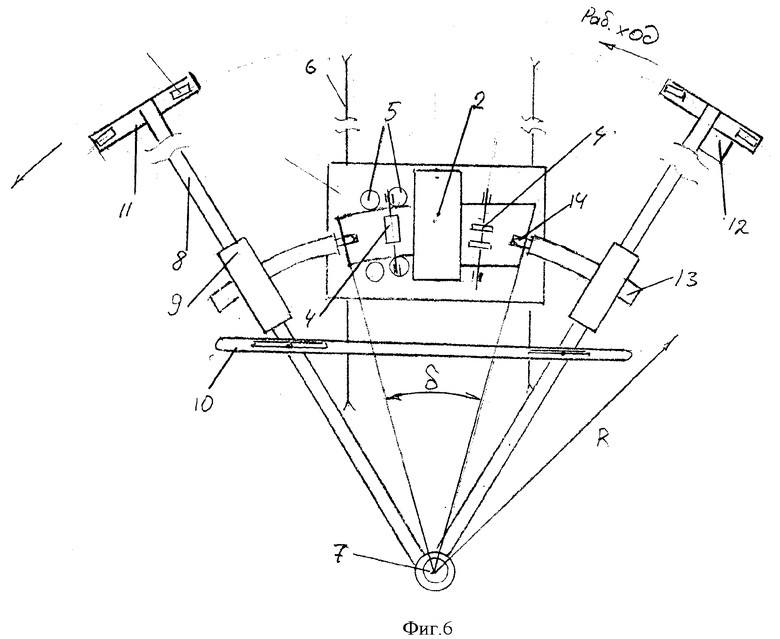
На Фиг.6 показан вид сверху фрезерного узла при использовании фрез роторного типа.
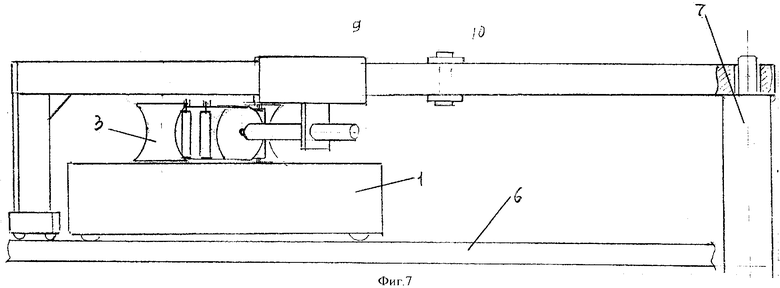
На Фиг.7 показан вид сбоку фрезерного узла при использовании вогнутых или цилиндрических фрез.
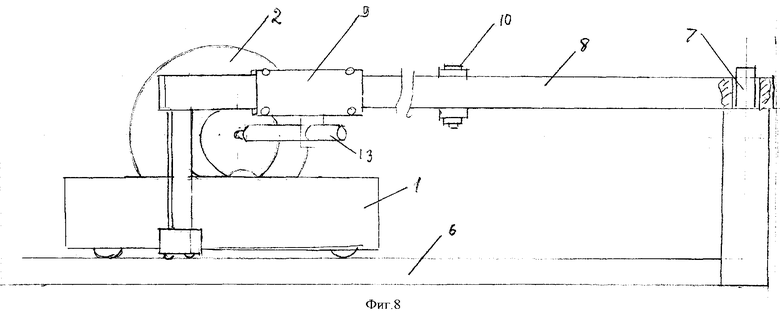
На Фиг.8 показан вид сбоку фрезерного узла при использовании фрез роторного типа.
Способ получения криволинейных оцилиндрованных бревен и профильного бруса (Фиг.1-3) осуществляется по следующей технологии. Основными параметрами криволинейного оцилиндрованного бревна и профильного бруса являются:
- параметры криволинейности - угол сегмента криволинейной детали и осевой радиус криволинейной детали,
- параметры и профиль сечения - диаметр криволинейного оцилиндрованного бревна, профиль сопрягаемых порядных пазов,
- параметры и профиль торцевого соединения криволинейных деталей.
Сырьем для получения криволинейных деревянных деталей является пиловочник и двухкантных брус (1) (лафет), предпочтение отдается «кривому сырью», нежелательному в лесопилении. Сырьем также является четырехкантный брус. В зависимости от заданных параметров криволинейных деталей подбирается заготовка шириной B=(R+a)-(R-a)cosδ/2+2t и высотой, необходимой для нужного сечения криволинейных деталей и устанавливается на раскроечный стол (1) узла раскроя (Фиг.4) с направляющим (2), роликовой цепью (3), на котором установлена ракроечная каретка, звездочка (4) которой со счетным механизмом и электронной линейкой служит для точного определения L=(R-a)sinδ/2+(R+a)tqδ/2 и раскроя заготовки с учетом ширины пропила. Пропил заготовки производится под углом δ/2 от перпендикулярной плоскости к оси заготовки цепной пилой (8) подачей вниз (7) и одновременной фиксацией заготовки гидрозажимами (9).
Заготовки-сегменты перед фрезерованием необходимо подготовить таким образом, чтобы на торцах были просверлены отверстия (Фиг.3) (5) d=20-40 мм глубиной до 100 мм в точке осевого радиуса под углом 90° к торцу заготовки сегмента. Подготовленные заготовки-сегменты подаются на узел фрезерования с вогнутыми для криволинейного оцилиндрованного бревна фрезами (3) (Фиг.5, 7) и с цилиндрическими и профильными для профильного криволинейного бруса фрезами. Другим вариантом обработки заготовки сегмента является узел фрезерования роторного типа (2) для криволинейного оцилиндрованного бревна (Фиг.6, 8).
Перед фрезерованием стол фрезерного (1) узла по рельсам (6) устанавливается от центра (7) на расстояние, соответствующее осевому радиусу R, каретки (9) с консолями (13) и гидрозажимами (14) также устанавливаются на расстояния, соответствующие осевому радиусу R в пределах 0,5-10 м. Далее заготовка-сегмент закрепляется в гидрозажимах (14) и с помощью направляющих (8) на шасси с приводом (12) подаются на фрезерование, приобретая заданные параметры криволинейности (Фиг.3). Перенастройка параметров криволинейности и сечения производится быстро в течение 5-10 мин.
Устройство для получения криволинейных оцилиндрованных бревен и профильного бруса содержит узел резания или раскроя заготовок на заготовки-сегменты (Фиг.4) и узел фрезерования (Фиг.5-8). Узел раскроя (Фиг.4) содержит раму с раскроечным столом (1), направляющими (2) и роликовой цепью (3), по которой перемещаются звездочка привода (4) каретки (5), на которой установлен механизм поворота (6) и опускания (7) цепной пилы (8), а также гидрозажимы (9). Привод (4) каретки (5) оснащен электронной линейкой для точного отсчета параметра L при раскрое заготовки на заготовки-сегменты. Узел фрезерования (Фиг.5-8) содержит стол (1) на колесах с фрезами роторного типа (2), или вогнутые (3), или цилиндрические с прижимными роликами - горизонтальными (4) и вертикальными (5). Стол может перемещаться по рельсам (6) от центра (7) на расстояние, соответствующее осевому радиусу, и находится в пределах 0,5-10 м. Направляющие (8) с каретками (9) и стяжками (10) установлены одним концом на центре (7), а другим на шасси (11) с приводом (12). Для фиксации заготовок-сегментов на выдвижных консолях (13) установлены гидрозажимы (14).
Устройство работает следующим образом.
Заготовка (11) (Фиг.4) устанавливается на раскроечнный стол (1) так, чтобы оси заготовки и стола совпадали. Каретка (5) пильного узла устанавливается для первого пропила в крайнем положении в начале заготовки. На поворотном механизме (6) устанавливается угол - δ/2 и включенная цепная пила (8) с помощью гидрозажимов (9) и механизма вертикального перемещения (7) производит первый пропил. Второй и последующие пропилы производятся после установки угла пропила с другим знаком +δ/2, -δ/2, а каретка передвигается на расстояние L=(R-a)sinδ/2+(R+a)tqδ/2+Z, где Z - ширина пропила Z=в/cosδ/2, где в - ширина цепи.
Напиленные таким образом заготовки-сегменты с предварительно высверленными технологическими отверстиями (5) (Фиг.2) устанавливаются на стол (1) узла фрезерования (Фиг.5-8). Стол (1) по рельсам отводится от центра (7) на расстояние R согласно параметрам кривизны. Каретки (9) по направляющим (8) также отводятся на расстояние R. Направляющие (8) разведены и закреплены между собой стяжками (10) на угол, соответствующий требуемому параметру 5 с поправкой на длину консолей (13) с гидрозажимами (14). Заготовки устанавливаются для ввода гидрозажимов в технологические отверстия, и после фиксации заготовки-сегмента включается привод (12) на шасси (11) и производится подача заготовок-сегментов на фрезы (3) по окружности радиусом R, где и получаются необходимые параметры кривизны и сечения.
Изобретение относится к изготовлению криволинейных оцилиндрованных бревен и других профильных изделий для строительства деревянных строений. Способ включает поперечное пиление и фрезерование заготовок. Поперечное пиление заготовок шириной B=(R+a)-(R-a)cosδ/2+2t, где R - осевой радиус криволинейной детали, δ - угол сегмента криволинейной детали, t - допуск на обработку, а - радиус криволинейного оцилиндрованного бревна или половина ширины криволинейного профильного бруса, производят дисковыми или цепными пилами под углом в пределах от -25° до +25° от перпендикулярной к оси заготовки плоскости. Длина заготовки-сегмента по оси заготовки между двумя пропилами определяется по формуле L=(R-a)sinδ/2+(R+a)tgδ/2. На торцах заготовок-сегментов сверлят технологические глухие отверстия d=20-40 мм длиной до 100 мм под углом 90° к плоскости торцов в точке осевого радиуса R, при помощи которых заготовки-сегменты центрируют и фиксируют гидрозажимами кареток фрезерного узла, установленными от центра на осевой радиус R в пределах 0,5-10 м, и подают по окружности радиусом R на фрезы роторного типа, или вогнутые для оцилиндрованного бревна диаметром в пределах 150-350 мм, или цилиндрические, или фигурные, или сборные для профильного бруса сечением в пределах 120-350 мм. Изобретение повышает качество обработки криволинейных оцилиндрованных бревен. 2 н.п. ф-лы, 8 ил.
1. Способ получения криволинейных оцилиндрованных бревен и профильного бруса, включающий поперечное пиление и фрезерование заготовок, отличающийся тем, что поперечное пиление заготовок шириной B=(R+a)-(R-a)cosδ/2+2t, где R - осевой радиус криволинейной детали, δ - угол сегмента криволинейной детали, t - допуск на обработку, а - радиус криволинейного оцилиндрованного бревна или половина ширины криволинейного профильного бруса, производят дисковыми или цепными пилами под углом в пределах от -25° до +25° от перпендикулярной к оси заготовки плоскости, при этом длина заготовки-сегмента по оси заготовки между двумя пропилами определяется по формуле L=(R-a)sinδ/2+(R+a)tgδ/2, далее на торцах заготовок-сегментов сверлят технологические глухие отверстия d=20-40 мм длиной до 100 мм под углом 90° к плоскости торцов в точке осевого радиуса R, при помощи которых заготовки-сегменты центрируют и фиксируют гидрозажимами кареток фрезерного узла, установленными от центра на осевой радиус R в пределах 0,5-10 м, и подают по окружности радиусом R на фрезы роторного типа, или вогнутые для оцилиндрованного бревна диаметром в пределах 150-350 мм, или цилиндрические, или фигурные, или сборные для профильного бруса сечением в пределах 120-350 мм.
2. Устройство для изготовления криволинейных оцилиндрованных бревен и профильного бруса, включающее станину, подвижные каретки, узлы резания (раскроя, пиления) и фрезерования, стол с пружинами, отличающееся тем, что устройство выполнено в виде двух узлов: - узла резания (раскроя, пиления) заготовок на заготовки-сегменты, содержащего раскроенный стол с направляющими и роликовой цепью, по которой перемещается звездочка привода каретки, оснащенного для отсчета расстояния L между пропилами по оси заготовки с учетом ширины пропила электронной линейкой, каретку на роликах с механизмом поворота пилы цепной или дисковой на угол пропила, равный δ/2 в пределах от -25° до +25°, и механизмом вертикального перемещения пилы и двумя гидрозажимами для фиксации заготовки во время пропила, - узла фрезерования, содержащего массивный стол на колесах с фрезами роторного или вогнутого, или цилиндрического, или профильного типа, а также с прижимными направляющими горизонтальными и вертикальными роликами, который установлен на рельсах и может перемещаться и фиксироваться от центра на расстояние R (осевой радиус), механизм захвата заготовок-сегментов и прогона через фрезы по радиусу R, состоящий из двух направляющих с каретками и стяжками, которые одним концом опираются на центр вращения, другим - на шасси с приводом, на каретках установлены выдвижные консоли с гидрозажимами, которые обеспечивают прочный захват и удержание заготовки-сегмента при прогоне по окружности радиусом R через фрезы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДЕТАЛЕЙ ДЛЯ ДОМОСТРОЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005593C1 |
| Форсунка для двигателей внутреннего горения воздушным распыливанием топлива | 1929 |
|
SU20873A1 |
| Агрегатный станок для обработки деревянных брусковых заготовок | 1985 |
|
SU1303409A1 |
| GB 191203825, 04.04.1912 | |||
| US 5421386 A, 06.06.1995. | |||

