Область техники
Изобретение относится к кондитерским продуктам и способу их получения. Конкретно, изобретение относится к кондитерским продуктам, содержащим один или множество канальцев, расположенных в них, которые могут содержать материал, визуально контрастирующий с кондитерским корпусом.
Желательно получать кондитерские продукты, образованные из разных компонентов, так, чтобы увеличить органолептическое удовольствие для потребителя. Существует ряд кондитерских продуктов, которые имеют, например, центр с ароматизированной жидкостью или сиропом, которые высвобождаются при разжевывании.
Например, WO 2007/056685 раскрывает устройство и способ непрерывного получения кондитерских продуктов с заполненным центром в форме непрерывного экструдата, имеющего множество кондитерских жгутов с начинкой в центре. В то время как продукт, формуемый из такого устройства, увеличивает органолептическое удовольствие, период удовольствия часто является коротким, так как начинка в центре высвобождается быстро и/или разрушается. Следовательно, целью настоящего изобретения является предоставить кондитерский продукт, который может высвобождать центральную начинку в течение продолжительного периода времени и который предоставляет новое и/или улучшенное визуальное и/или вкусовое ощущение для потребителя.
Кроме того, существует потребность в кондитерских продуктах, имеющих улучшенный визуальный внешний вид, в то же время сохраняющих аромат. Таким образом, дополнительной целью настоящего изобретения является предоставить кондитерский продукт, который является привлекающим внимание, в то же время, все еще предоставляющим желательный аромат.
Также существует потребность в предоставлении кондитерских продуктов, имеющих пониженное содержание жира или сахара. Таким образом, целью настоящего изобретения является предоставить кондитерский продукт, который может быть получен с пониженным содержанием жира или сахара, в то же время все еще сохраняющий превосходное органолептическое удовольствие.
Кроме того, еще имеется потребность в кондитерских продуктах, имеющих улучшенное удобство в обращении, в то же время сохраняющих или улучшающих аромат. Таким образом, дополнительной целью настоящего изобретения является предоставить кондитерский продукт, который увеличивает удобство в обращении, в то же время еще сохраняющий или даже улучшающий, аромат.
Сущность изобретения
Следовательно, в соответствии с первым аспектом настоящего изобретения предоставлен кондитерский продукт, содержащий экструдированный корпус, содержащий множество канальцев расположенных в нем, причем экструдированный корпус является по существу прозрачным и указанное множество канальцев содержит материал, визуально контрастирующий с экструдированным корпусом, при этом разные канальцы индивидуально содержат разные окрашенные вещества и/или содержат вещества, которые могут различаться по цвету вдоль длины канальцев.
В соответствии со вторым аспектом настоящего изобретения предоставлен кондитерский продукт, содержащий экструдированный корпус, содержащий один или более канальцев расположенных в нем, причем экструдированный корпус является по существу прозрачным и один или более канальцев содержат материал, визуально контрастирующий с экструдированным корпусом, содержащий отражающий материал; и/или экструдированный корпус и/или один или более канальцев содержат вещество, которое является, по меньшей мере, частично люминесцентным; и/или один или более канальцев содержат материал, который способен изменять цвет при изменениях pH и/или температуры.
В соответствии с третьим аспектом настоящего изобретения предоставлен способ производства вышеуказанного кондитерского продукта первого аспекта настоящего изобретения, включающий стадии экструдирования материала, имеющего множество канальцев расположенных в нем, при этом экструдированный корпус является по существу прозрачным и указанное множество канальцев содержит материал, визуально контрастирующий с экструдированным корпусом, при этом разные канальцы индивидуально содержат разные окрашенные вещества и/или содержат вещества, которые могут различаться по цвету вдоль длины канальцев.
В соответствии с четвертым аспектом настоящего изобретения предоставлен способ производства кондитерского продукта в соответствии со вторым аспектом настоящего изобретения, включающий стадии экструдирования материала, имеющего один или более канальцев, расположенных в нем, причем экструдированный корпус является по существу прозрачным и один или более канальцев содержат визуально контрастирующий с экструдированным корпусом материал, содержащий отражающий материал; и/или экструдированный корпус и/или один или более канальцев содержат вещество, которое является, по меньшей мере, частично люминесцентным; и/или один или более канальцев содержат материал, который способен изменять цвет при изменениях pH и/или температуры.
"По существу прозрачный" означает здесь, что потребитель способен видеть внутренние один или более канальцев или множество канальцев через экструдированный корпус, и этот термин предназначен для включения материалов, имеющих небольшую непрозрачность, которая все еще позволяет увидеть один или более канальцев или множество канальцев через экструдированный корпус.
"Визуально контрастирующий" означает здесь, что материал в одном или более канальцев или множестве канальцев является достаточно визуально разным с материалом, содержащимся в прозрачном экструдированном наружном корпусе, так, что потребитель способен легко различить два материала невооруженным взглядом.
Материал, используемый для получения экструдированной части, может содержать ряд материалов, обычно применяемых при получении кондитерской продукции, таких как леденцы или мармелад, и т.д.
В соответствии с одним аспектом изобретения экструдированный корпус представляет собой жевательную резинку или ее компонент. Когда используют здесь, термин 'жевательная резинка' предназначен для включения жевательной резинки, надувной жевательной резинки или жевательной основы.
В соответствии с еще одним аспектом изобретения экструдированный корпус представляет собой кондитерскую оболочку, обычно карамельный материал. Подходящие карамельные материалы включают карамель, жевательные леденцы, мармеладные леденцы, желейные леденцы или ирисную карамель и т.п.
В соответствии с одним аспектом изобретения визуально контрастирующий материал содержит отражающий материал. Такой отражающий материал может содержать частицы или крупинки, которые являются металлическими или покрытыми металлическим материалом. Например, отражающий материал может представлять собой съедобные блеск или золотую фольгу (или другой инертный отражающий металл), или еще одно безопасно потребляемое вещество, которое способно отражать от себя свет и обеспечивать привлекательный визуальный эффект для потребителя.
В соответствии с еще одним аспектом изобретения один или более канальцев или множество канальцев могут содержать один или более спиральных поворотов вдоль длины канальца. Такие спиральные повороты могут быть получены посредством либо вращения экструдата во время экструзии, либо вращения экструзионной головки во время экструзии.
В соответствии с еще одним аспектом изобретения экструдированный корпус и/или один или более канальцев или множество канальцев могут содержать съедобное вещество, которое является, по меньшей мере, частично люминесцентным.
Для квалифицированного адресата будет очевидным, что потенциально любой люминесцентный материал, который является безопасным для употребления человеком, может использоваться для получения нового "светящегося в темноте" кондитерского продукта. Люминесцентные наночастицы являются доступными для приобретения для применения в качестве пищевых датчиков - и такие наночастицы могут использоваться в настоящем изобретении. Люминесцентные материалы могут быть фотолюминесцентными (т.е. фосфоресцентными или флуоресцентными) или механолюминесцентными. Генерируемый свет может появляться после воздействия излучения, таким образом, как у кондитерского продукта, оставляемого при свете, или после воздействия жевания (которое может приводить к механической или химической активации).
В соответствии с еще одним аспектом изобретения экструдированный корпус может быть просвечивающим, и один или более канальцев или множество канальцев могут быть заполнены компонентами, содержащими смолу (камедь).
В соответствии с еще одним аспектом изобретения один или более канальцев или множество канальцев могут быть заполнены материалом, который способен изменять цвет при изменениях pH и/или температуры.
В соответствии с еще одним аспектом изобретения, когда экструдированный корпус представляет собой просвечивающую кондитерскую оболочку, один или более канальцев или множество канальцев являются видимыми, проходя через всю оболочку.
В соответствии с еще одним аспектом изобретения, когда экструдированный корпус является просвечивающей камедью, экструдированный корпус содержит в себе заполненные пузырьки.
В соответствии с еще одним аспектом изобретения, когда экструдированный корпус является просвечивающей камедью, один или более канальцев или множество канальцев являются заполненными темно окрашенным или черным съедобным веществом, которое предоставляет резкий визуальный контраст с просвечивающей частью, содержащей камедь.
В соответствии с еще одним аспектом изобретения, когда имеется множество канальцев, разные канальцы могут индивидуально содержать разные окрашенные вещества или вещества, которые могут различаться по цвету вдоль длины канальцев.
Следует понимать, что термин "множество" предназначен для обозначения двух или более. В некоторых вариантах выполнения, множество представляет собой 3 или более или 4 или более, или 5 или более, или 6 или более, или 7 или более. Не существует конкретного верхнего предела для числа, ассоциированного с "множеством", в контексте фразы "множество канальцев", предусмотрены числа до 50 и выше.
Следует понимать, что термин "каналец" в целом относится к капилляру или пространству, созданным посредством экструзии или другого процесса формования внутри корпуса продукта. Каналец обычно содержит вещество, и это вещество может находиться в форме газа, жидкости, твердого вещества или их смеси.
В способе производства кондитерского продукта изобретения стадии экструдирования корпуса и экструдирования одного или более канальцев или множества канальцев внутри корпуса могут быть последовательными, одновременно протекающими, или они могут осуществляться на одной и той же машине.
Когда имеется множество канальцев, канальцы могут быть сформированы по существу параллельно друг к другу либо в конфигурации горизонтального ряда или конфигурации вертикальных столбиков. Альтернативно, канальцы могут быть расположены в полностью разупорядоченной конфигурации по отношению друг к другу внутри экструдированного корпуса.
В соответствии с еще одним вариантом выполнения один или более канальцев или множество канальцев могут быть непрерывными или прерывистыми внутри экструдированного корпуса кондитерского продукта. Это означает, что канальцы могут простираться на большую часть длины или всю длину экструдированного корпуса или то, что они могут прерываться таким образом, что каждая часть любого данного канальца простирается только частично вдоль длины экструдированного корпуса.
Альтернативно, один или более канальцев или множество канальцев могут быть пузырькообразными по внешнему виду, так, как по существу сферическими по внешнему виду. Когда они заполнены визуально контрастирующим материалом, они могут необязательно придавать визуальный внешний вид мрамора, т.е. с набором разных цветов, одновременно видимых внутри канальца.
Канальцы могут простираться вдоль по существу полной длины экструдированной части, но могут, в некоторых вариантах выполнения, простираться не более чем 75%, 80%, 90%, 95% или 99% вдоль длины экструдированной части (например, когда желательно запечатать концы экструдированной части). Если канальцы простираются вдоль полной длины экструдированной части, подходящим образом, концы канальцев являются видимыми по одному или более концам экструдированной части.
Один или более канальцев заполнены материалом, который является визуально отличным от материала, используемого для формования по существу прозрачного экструдированного корпуса. Разные канальцы могут включать в себя разные материалы, если желательно.
В соответствии с одним вариантом выполнения один или более канальцев или множество канальцев могут быть заполнены материалом текучей среды. Такая текучая среда может содержать жидкость.
В соответствии с еще одним вариантом выполнения один или более канальцев или множество канальцев могут быть заполнены материалом, который является твердым при комнатной температуре и текучим при температуре, свыше комнатной температуры. Например, плавленый шоколад может быть включен в канальцы и иметь возможность отверждаться при охлаждении до комнатной температуры. Для квалифицированного адресата будет очевидным, что комнатной температурой обычно считают температуру около 20°C.
В соответствии с еще одним вариантом выполнения один или более канальцев или множество канальцев могут быть заполнены материалом, который осаждается в виде жидкости и который впоследствии отверждается. В таких вариантах выполнения отвердевание может быть зависимым или независимым от нагрева. Будет очевидным, что отвердевание заполненного жидкостью канальца может достигаться рядом путей. Например, отвердевание может происходить вследствие одного один или более из следующих:
Охлаждение - начинка может быть расплавлена, когда осаждается, затем охлаждается до твердого состояния при комнатной температуре;
Нагрев - начинка может быть жидкой, когда осаждается, и нагрев экструдированного корпуса отверждает начинку (например, подача насосом яичного белка в экструдированный корпус горячий карамели будет отверждать яичный белок при контакте);
Сушка - начинка может являться раствором, который высыхает до твердого состояния (например, влага из раствора абсорбируется в экструдированный корпус);
Потеря растворителя - начинка может находиться в растворителе, посредством чего растворитель абсорбируется экструдированным корпусом, оставляя твердое вещество;
Химическая реакция - начинка может осаждаться в виде жидкости, но реагировать или “быстро переходить” в жидкость;
Сшивка - начинка может образовывать сшитый материал вследствие смешивания и/или нагрева; и
Время - начинка может просто отверждаться со временем (например, раствор сахаров и желатина будет постепенно отверждаться с течением времени).
Подходящие визуально контрастирующие материалы начинки для одного или более канальцев или множества канальцев включают, но не ограничиваются лишь ими, водные среды, жиры, шоколад, карамель, масло какао, помаду, сиропы, арахисовое масло, джем, желе, гели, трюфель, пралин, жевательные леденцы, твердую карамель или их любую комбинацию или смесь. Другие подходящие визуально контрастирующие материалы начинки будут очевидными для квалифицированного специалиста.
Если желательно, продукт может дополнительно содержать по существу прозрачную покрывающую часть для обволакивания экструдированного корпуса. Квалифицированный адресат оценит, что может использоваться ряд покрытий - например, шоколад, камедь, леденцы и сахар и т.д.
Возможно модифицировать существующие кондитерские материалы, которые по своей природе не являются прозрачными, таким образом, чтобы они могли использоваться в настоящем изобретении. Например, жевательная резинка или надувная жевательная резинка не являются по своей природе прозрачными. Однако, если корпус изготовлен из модифицированной жевательной основы, которая исключает связующие и тальки, тогда может быть получен экструдируемый прозрачный корпус. Компоненты, взятые из жевательной основы, могут быть смешаны с оставшимися компонентами жевательной/надувной жевательной резинки и включены в один или более канальцев или множество канальцев, являющихся визуально контрастирующими. Аналогичный подход может также быть предпринят, чтобы модифицировать другие существующие кондитерские материалы, которые не являются по своей природе прозрачными, такие как покрытия на жировой основе и т.д.
В некоторых вариантах выполнения канальцы распределены по существу однородно по всей экструдированной части и могут быть расположены с равномерными интервалами от смежных канальцев. В других вариантах выполнения канальцы могут быть распределены в предварительно установленных конфигурациях внутри экструдированной части, как вокруг периметра экструдированной части, или в группах, по одному или более расположениям внутри экструдированной части.
В некоторых вариантах выполнения экструдированный корпус имеет круговое, эллиптическое, в форме правильного многоугольника или полукруглое поперечное сечение. Экструдированная часть может быть сформована в виде цилиндра, жгута, нити, полоски, ленты или т.п. или может быть сформована в виде стандартного кондитерского продукта, такого как, например, шоколадная плитка или пластинка жевательной резинки, драже, шарик, палочка или лента. Экструдированная часть может быть неправильной или правильной по форме. Кроме того, экструдированная часть может быть сформована в потенциально любой форме, например в форме объекта, персонажа мультфильма или животного, как примеры многих подобных.
В варианте выполнения канальцы в экструдированной части приводят к пористости в интервале приблизительно 1-99% от экструдата или приблизительно 5-99% экструдата. Пористость может находиться в интервале приблизительно 10-60%, 20-50%, 30-45% или 35-40%. Значения пористости могут также находиться в промежуточных точках в этих интервалах, например, приблизительно 5-40%, 5-45%, 5-50%, 5-60%, 10-40%, 10-45%, 10-50%, 10-99%, 20-60%, 20-45%, 20-40%, 20-60%, 20-99%, 30-40%, 30-50%, 30-60% или 30-99%. Пористость может быть свыше приблизительно 5%, 10%, 15%, 20%, 25%, 30%, 35%, 40%, 45%, 50%, 55%, 60%, 65%, 70%, 75%, 80%, 85%, 90% или 95%.
Следует понимать, что термин "пористость" в целом относится к объемному проценту объема канальцев относительно суммарного объема канальцев и объема экструдированного корпуса. А именно, пористость (%)=100×объем канальцев/(объем канальцев+объем экструдированного корпуса). В некоторых вариантах выполнения объем экструдированного корпуса не включает какого-либо объема центральной области, созданного некоторыми головками, такими как мундштук с кольцевым соплом.
Введение канальцев, имеющих небольшие ширину или диаметр поперечного сечения, позволяет одному или более канальцев или множеству канальцев вовлекать контрастирующие или дополнительные кондитерские материалы в экструдированную часть, в то же время избегая необходимости вводить крупные области с центральным заполнением, которые имеют склонность к утечке через кондитерский продукт или из кондитерского продукта. Применение множества канальцев также преимущественным образом обеспечивает введение двух или более материалов в кондитерский продукт для получения множественных визуальных ощущений, текстур, вкусов, цветов и/или ощущений во рту на протяжении всего кондитерского продукта.
В некоторых вариантах выполнения канальцы могут иметь диаметр или ширину, равные не более чем приблизительно 3 мм, или приблизительно 2 мм, 1 мм, 0,5 мм, 0,25 мм, или даже меньше. Возможно иметь канальцы с диаметром или шириной, равными только приблизительно 100 мкм, 50 мкм или 10 мкм. Индивидуальные канальцы могут иметь разные значения ширины или диаметра, хотя обычно значения ширины или диаметра являются приблизительно одинаковыми.
Материал корпуса будет предпочтительно представлять собой жидкость во время экструзии. Следует понимать, что термин "жидкость" предназначен для обозначения того, что материал обладает способностью или имеет готовность к истечению, включая гели, пасты и пластифицированный шоколад. Кроме того, этот термин предназначен для включения, но не ограничен лишь ими, те материалы, которые могут быть "расплавлены" во время экструзии; квалифицированный адресат сможет понять, что термин "расплавленный" означает, что материал был превращен в жидкую форму или форму, которая проявляет свойства жидкости. Корпус может представлять собой, по меньшей мере, частично или по существу твердое вещество таким образом, что он более не может рассматриваться как текущий в жидкой форме. В соответствии с дополнительным вариантом выполнения изобретения предоставлен кондитерский продукт, содержащий по существу прозрачный экструдированный корпус, имеющий один или более канальцев или множество канальцев, расположенных в нем, причем каждый каналец отделен от каждого смежного канальца посредством стенки, образованной из экструдированного корпуса, при этом стенка между каждым канальцем имеет толщину не более ширины или диаметра канальцев, и один или более канальцев или указанное множество канальцев содержит материал, визуально контрастирующий с экструдированным корпусом.
В соответствии с дополнительным вариантом выполнения предоставлен способ производства кондитерского продукта, содержащего экструдированный корпус, содержащий один или более канальцев или множество канальцев, причем экструдированный корпус является по существу прозрачным, и один или более канальцев или указанное множество канальцев содержит материал, визуально контрастирующий с экструдированным корпусом, при этом способ включает стадии:
а) экструдирования экструдируемого кондитерского материала с одним или более канальцев или множеством канальцев, расположенных в нем;
b) заполнения одного или более канальцев или множества канальцев материалом, визуально контрастирующим с экструдированным корпусом; и либо
с) нарезания экструдата на два или более кусочков, имеющих один или более канальцев или множество канальцев, расположенных в них, и формование кондитерского продукта включающего кусочки; или
d) сгибания экструдата и формование кондитерского продукта, включающего складчатый экструдат.
Осаждение заполняющей начинки в одном или более канальцев или множестве канальцев может осуществляться во время стадии экструзии, но может также происходить после экструзии. В варианте выполнения начинка содержит текучую среду. Текучая среда может содержать жидкость или материал, который является жидким при температуре, большей, чем комнатная температура. Текучая среда может отверждаться после осаждения, если желательно.
Любой из способов может дополнительно включать стадию быстрого охлаждения экструдата после экструзии. При быстром охлаждении может использоваться текучая среда, такая как воздух, масло или жидкий азот, хотя другие способы быстрого охлаждения также будут легко очевидными для квалифицированного адресата.
Любой из способов может дополнительно включать стадию, после экструзии, растяжения экструдата. Растяжение экструдата может быть предпринято рядом средств, например посредством пропускания экструдата над или через ленточные транспортеры или вальцы, работающие при разных скоростях, для растяжения экструдата. Посредством использования этой дополнительной стадии могут быть предприняты экструзии, имеющие канальцы более крупного диаметра, которые могут быть уменьшены постепенно с течением времени, чтобы получить экструдат, имеющий более мелкие канальцы, которые было бы более трудно получить. Обычно канальцы, имеющие размер отверстия, равный приблизительно 2 мм или более, будут получать во время экструзии, и эти канальцы будут значительно уменьшаться посредством растяжения экструдата. В некоторых вариантах выполнения канальцы уменьшают не более чем до приблизительно 1 мм, 0,5 мм, 0,25 мм, 100 мкм, 50 мкм, 25 мкм или 10 мкм.
Любой из способов может дополнительно включать стадию завертывания кондитерского продукта в по существу прозрачное покрытие. Такое покрытие будет очевидным для квалифицированного адресата и обсуждается здесь ранее.
Способы могут использоваться для получения кондитерского материала, как описано здесь выше.
Дополнительный вариант выполнения настоящего изобретения предоставляет устройство, которое приспособлено для получения кондитерского продукта в соответствии со способами, как описано здесь выше. WO2005056272 раскрывает устройство для получения экструдированного продукта, включающего множество контурных каналов. WO2008044122 раскрывает родственное устройство, которое дополнительно включает средства для быстрого охлаждения экструдата, как только он выходит из головки. Оба этих устройства могут быть использованы или приспособлены для применения при получении кондитерского изделия по изобретению.
Подробное описание изобретения
Конкретные варианты выполнения настоящего изобретения теперь будут описаны только в качестве примера, со ссылкой на сопровождающие чертежи, на которых:
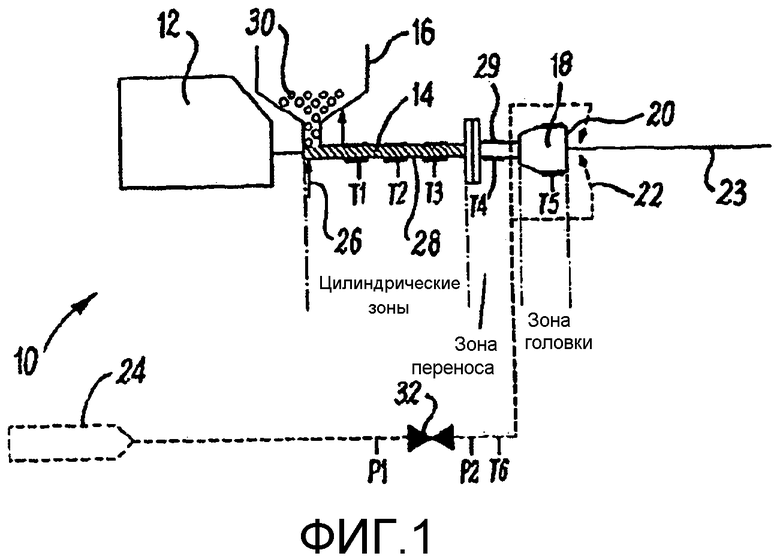
Фиг.1 - схематичный вид устройства в целом, которое может использоваться для изготовления кондитерских продуктов изобретения;
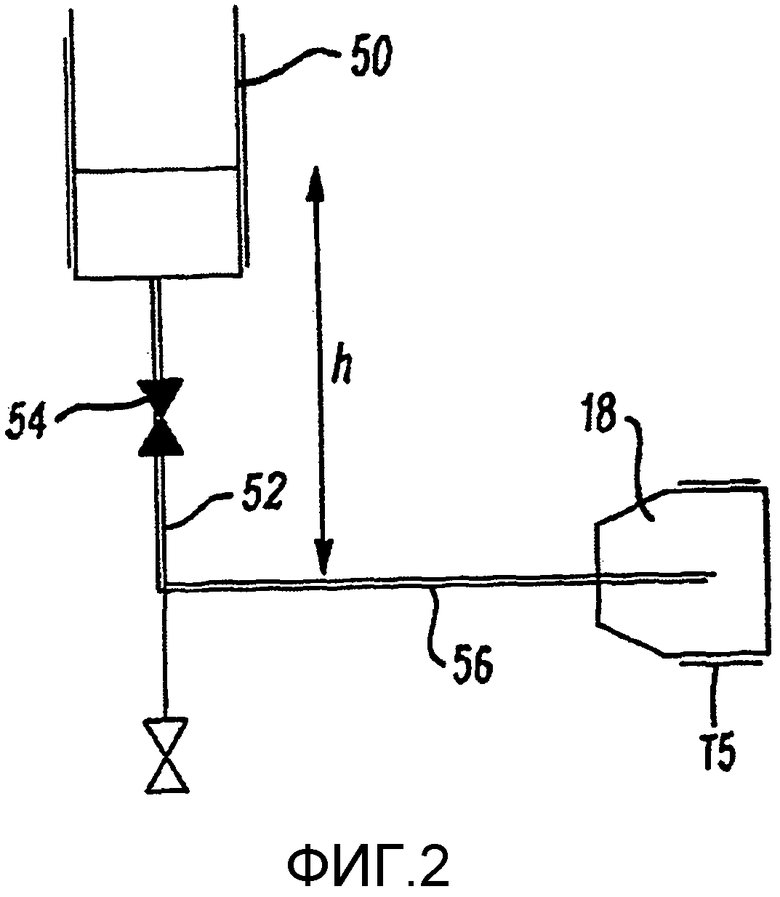
Фиг.2 - схематичный вид устройства, которое может использоваться в сочетании с устройством, показанным на Фиг.1, чтобы предоставить канальцы, заполненные жидкостью;
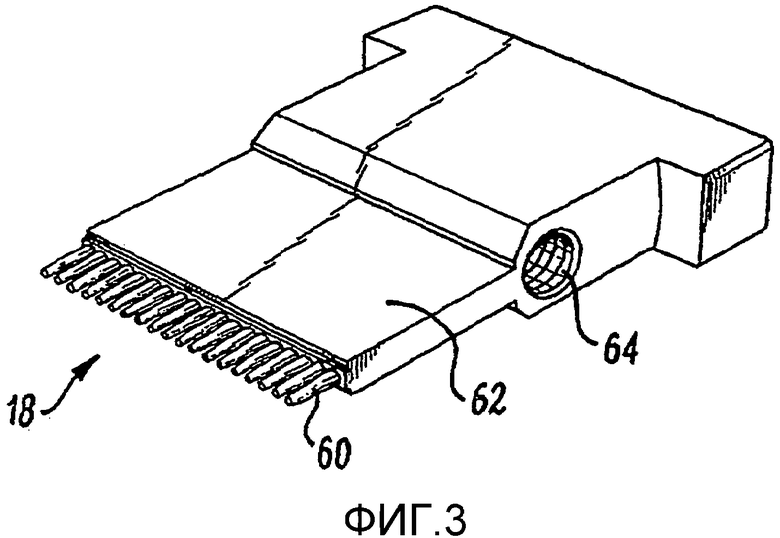
Фиг.3 - схематичный вид экструзионной головки, используемой для образования канальцев в материале экструдированного корпуса;
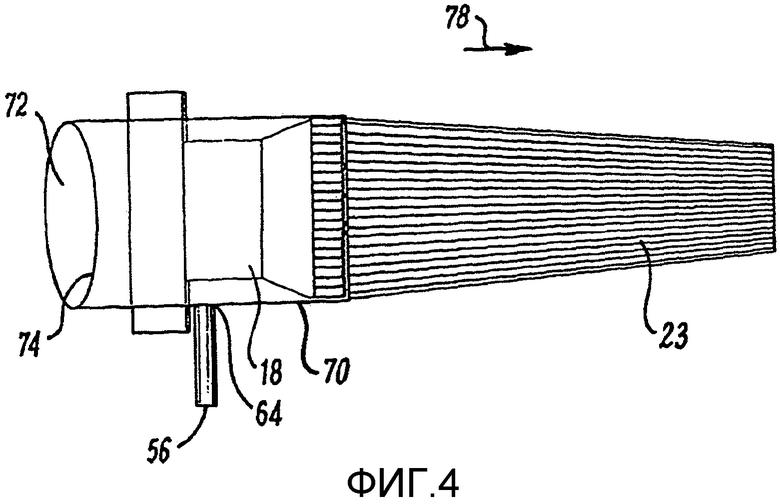
Фиг.4 - вид сверху экструзионной головки, включающей экструзионную головку по Фиг.3 в устройстве по Фиг.1 и 2;
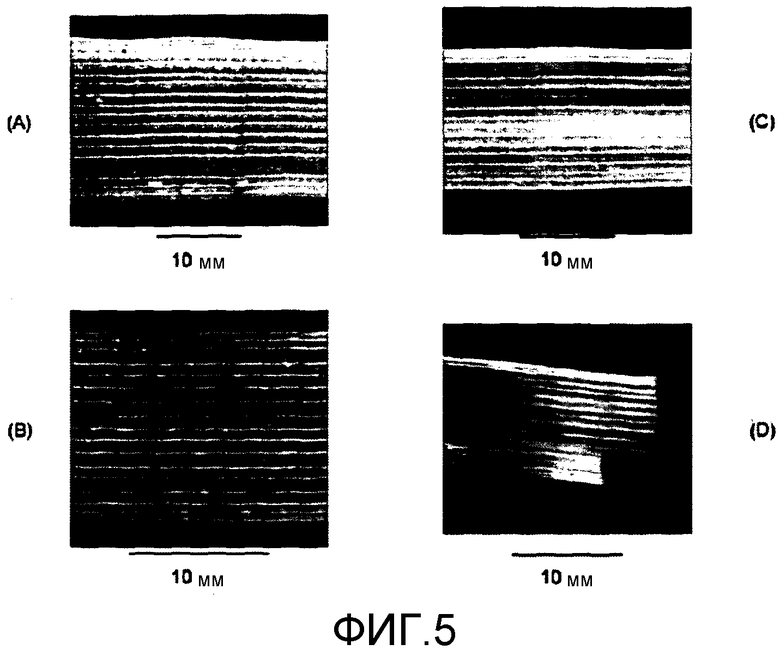
Фиг.5 - фотографии экструдатов с четырьмя канальцами, образованных из материала 1 в Примере 1, фотографии показывают: (A) низкую пористость, (B) и (C) высокую пористость и (D) очень высокую пористость;
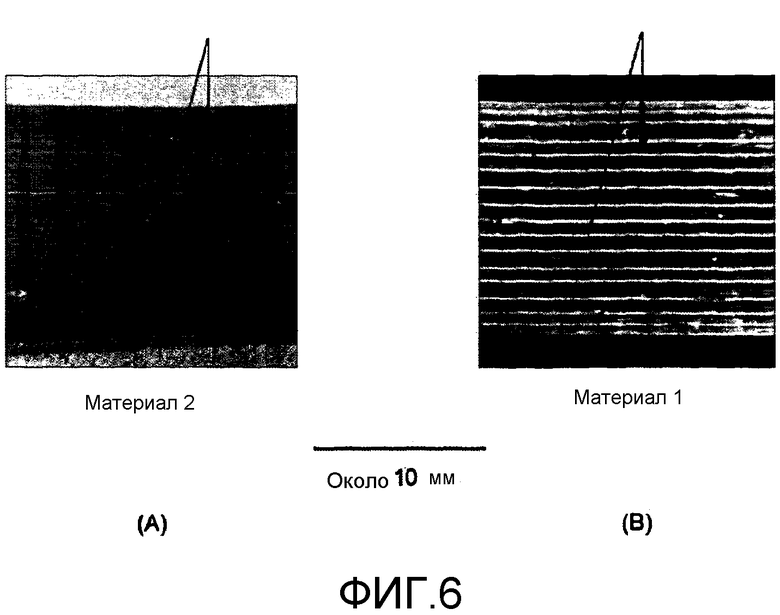
Фиг.6 - фотографии, сравнивающие экструдаты с канальцами, образованные из (A) материала 2, содержащего канальцы, полностью заполненные масло какао и (B) материала 1, образованные с канальцами, заполненными воздухом;
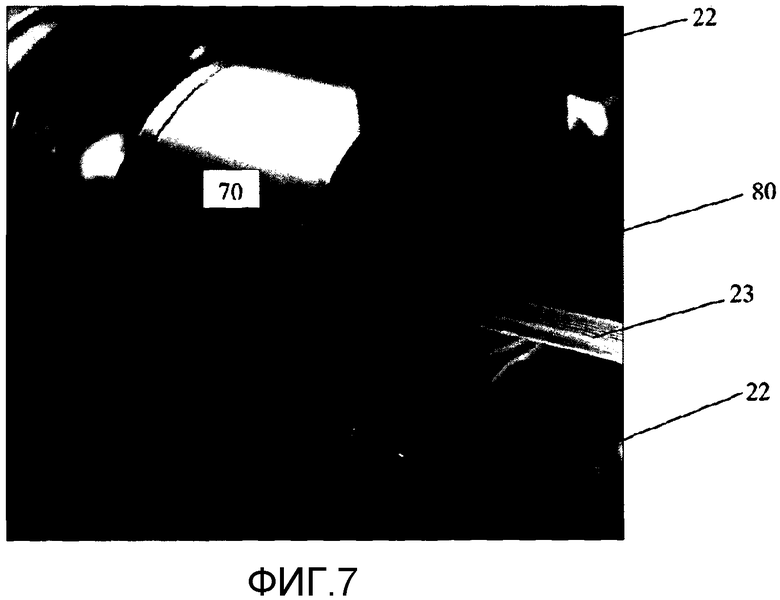
Фиг.7 - фотография наружной части экструзионного устройства по Фиг.1 и 2, показывающую воздушные ножи, используемые для охлаждения экструдата, когда он выходит из головки;
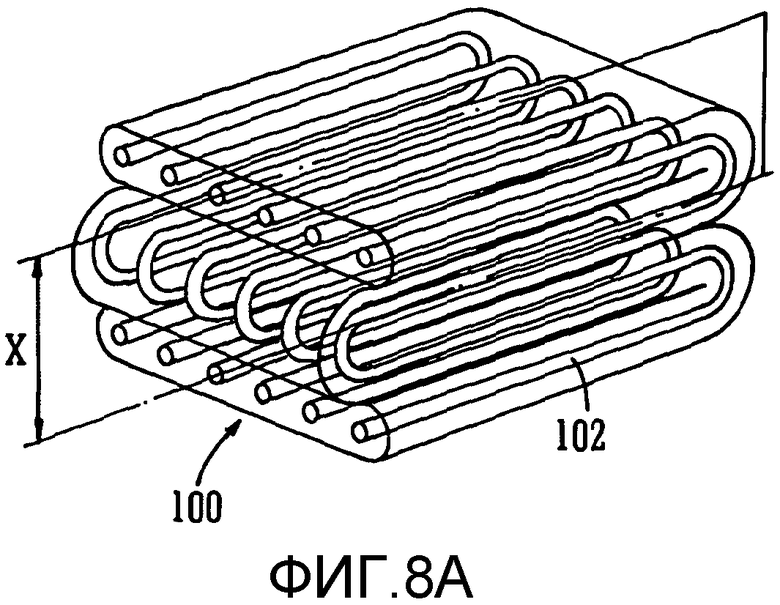
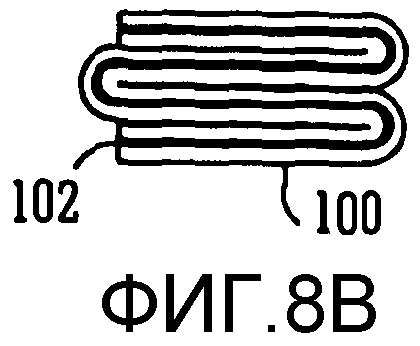
Фиг.8A - вид в перспективе экструдата, образованного по изобретению, причем экструдат согнут (складками);
Фиг.8B - вид в сечении экструдата, как показано на Фиг.8A, по линии "X";
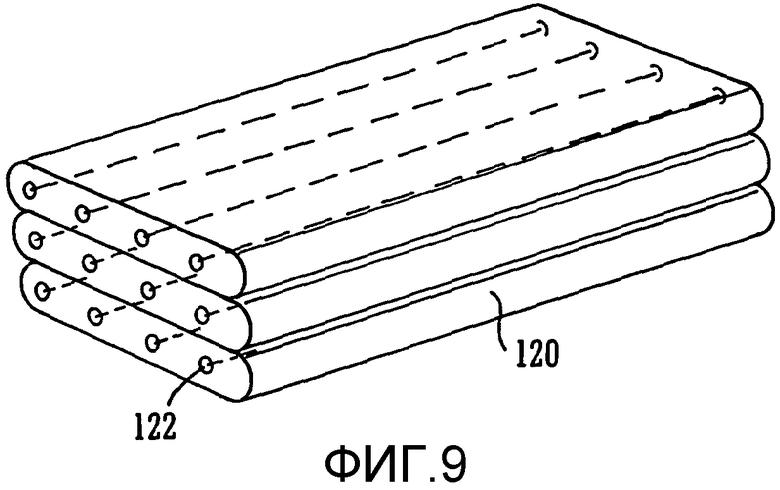
Фиг.9 - вид в перспективе экструдата, образованного по изобретению, в котором ряд экструдированных слоев уложен друг на друга;
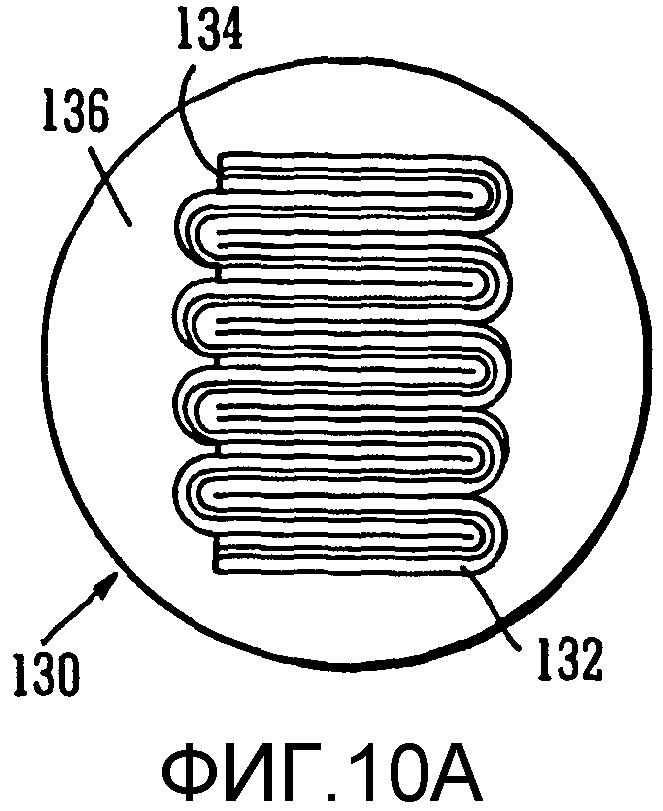
Фиг.10A - схематичный вид в сечении варианта выполнения кондитерского продукта по изобретению, в котором канальцы находятся в согнутой (складчатой) конфигурации;
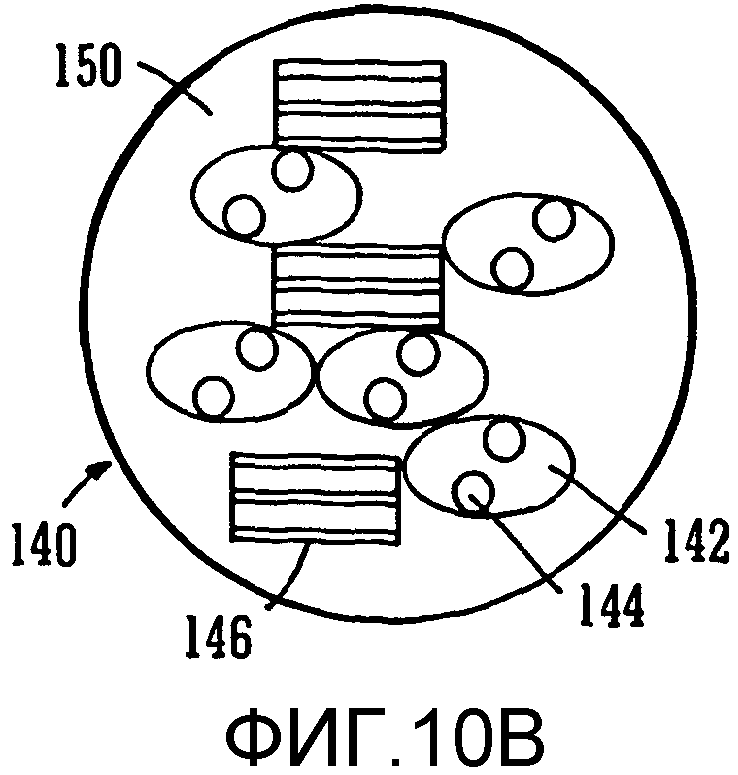
Фиг.10B - схематичный вид в сечении варианта выполнения кондитерского продукта по изобретению, в котором ряд небольших кусочков экструдированного материала включен в продукт в разных ориентациях;
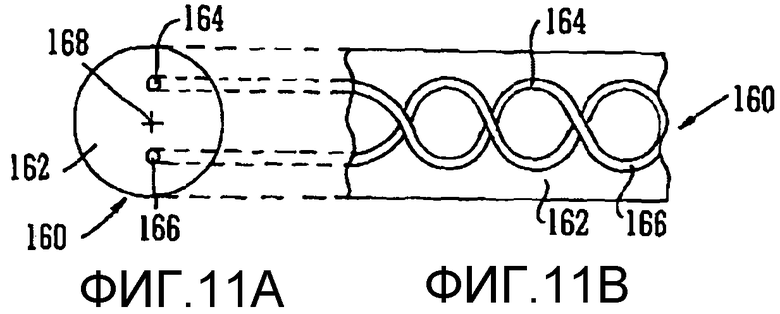
Фиг.11A и 11B - виды варианта выполнения кондитерского продукта по изобретению, в котором канальцы расположены в двойной спирали. Более конкретно, Фиг.11А - вид продукта в сечении, в то время как Фиг.11B - вид сбоку с вырезом;
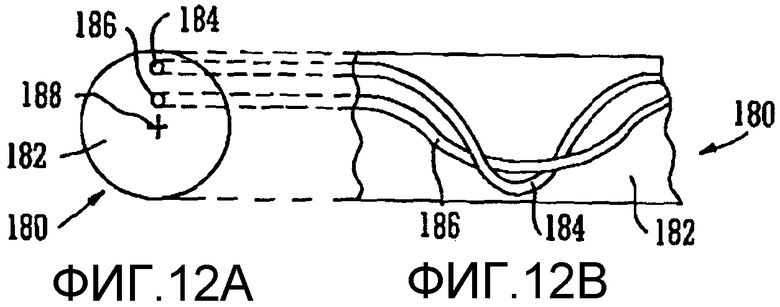
Фиг.12A и 12B - виды варианта выполнения кондитерского продукта по изобретению, в котором канальцы расположены в виде двух спиральных нитей, которые проходят близко друг к другу. Более конкретно, Фиг.12A - вид продукта в сечении, в то время как Фиг.12B - вид сбоку с вырезом; и
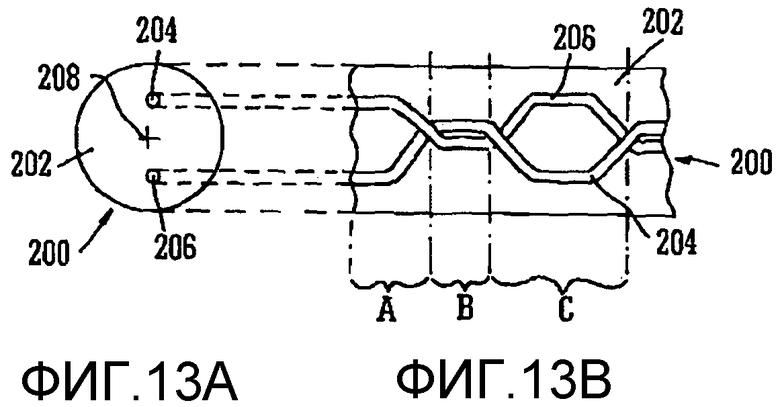
Фиг.13A и 13B - виды варианта выполнения кондитерского продукта по изобретению, в котором канальцы расположены волновым образом. Более конкретно, Фиг.13A - вид продукта в сечении, в то время как Фиг.13B - вид сбоку с вырезом.
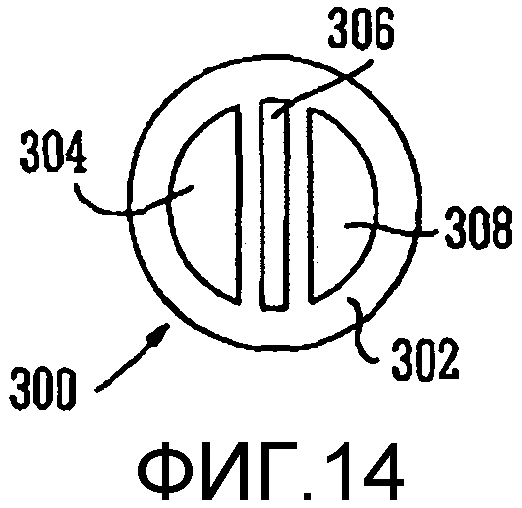
Фиг.14 - вид в сечении варианта выполнения настоящего изобретения, в котором готовый кондитерский продукт находится в формате "стеклянного шарика".
Были проведены эксперименты для получения различных кондитерских продуктов, включающих в себя канальцы. Были предприняты три фазы экструзионного действия с использованием различных материалов. Первая фаза относилась к экструзии по существу прозрачной карамели с использованием канальцевой головки, присоединенной к экструдеру небольшого размера в окружении непищевой категории для создания канальцевых леденцовых экструдатов как в низко-, так и высокопористых формах.
Вторая фаза экспериментальной работы строилась на основании первой фазы для получения леденцовых экструдатов с канальцами низкой и высокой пористости, содержащих набор канальцев, заполненных маслом какао. Первая и вторая фазы описаны ниже в Примере 1. Третья фаза была основана на первых двух и воссоздавала рабочее окружение с оборудованием для пищевых условий в окружении пищевой категории и описана ниже в Примере 2.
Пример 1
Фаза один относилась к экструзии леденцов с использованием канальцевой головки, присоединенной к экструдеру небольшого размера, чтобы подтвердить, что леденец имеющий канальцы со значениями как низкой, так и высокой пористости, может быть образован по изобретению.
Материалы, которые испытывали во время этого исследования, показаны в Таблице 1.
Сироп глюкозы (60%)
Аравийская камедь (2%); Вода (2%)
Материалы 1 и 2 поставляли в виде крупных твердых блоков. Все материалы дробили перед экструзией с получением мелких гранул, с размерами зерна в интервале между 1 мм и 5 мм. Материал 3 был поставлен в виде тубы отвержденного масла какао; требуемое количество разбивали до мелкого порошка, содержащего только небольшие комки перед подачей в нагретый резервуар для масла какао.
Экструзионное оборудование состояло из одношнекового экструдера Бетоля, с диаметром шнека, равным приблизительно 12 мм, и отношением L/D шнека, равного приблизительно 22,5:1. Экструдер имел четыре различных температурных зоны (обозначенных T1-T4 на Фиг.1, как описано ниже), каждая из которых может независимо управляться с использованием PID контроллеров, соединенных с ленточными нагревателями. Экструзионная головка Mk 3 MCF, содержащая матрицу уноса, состоящую из 17 гиподермальных игл, была соединена с концевой пластиной экструдера. Две противоположные форсунки, используемые для быстрого охлаждения экструдата, выходящего из экструзионной головки, помещали сверху и снизу от выхода из головки; эти форсунки были соединены через клапан с линией сжатого воздуха при 6 бар избыточного давления. Блок-схема, показывающая общий внешний вид линии экструзии, показана на Фиг.1 и схематический чертеж канальцевой головки показан на Фиг.2.
Со ссылкой на Фиг.1, показана блок-схема экструзионного устройства 10, применяемого в экспериментах. Вкратце, устройство содержит электродвигатель 12, который вращательно связан с экструзионным шнеком 14. Подача в шнек 14 происходит по одному концу посредством питателя 16, и противоположный конец соединен с экструзионной головкой 18, имеющей выход 20 экструдата. Форсунки быстрого охлаждения 22 направлены в сторону выхода 20 головки таким образом, чтобы охлаждать экструдированный материал 23, который производится, и эти форсунки питает сжатый воздух 24. Если желательно, область устройства, в которой питатель 16 соединен с шнеком 14, может охлаждаться посредством охлаждающей подачи 26. Шнек 14 окружает цилиндр 28, который образован, с тремя цилиндрическими температурными зонами, обозначенными Tl - T3 - температуру каждой зоны, можно регулировать. Цилиндр 28 соединен с головкой 18 посредством канальца подачи 29, который также имеет температурную зону T4, которая может регулироваться.
При использовании питатель 16 заполнен материалом 30 (таким как леденец в растворе), который может нагреваться таким образом, чтобы придать ему (или поддерживать как таковые) свойства жидкости (что-либо отличное от твердого вещества или твердого вещества в виде частиц). Перед тем как материал проходит в шнек 14, он может охлаждаться посредством холодной подачи 26, таким образом, чтобы гарантировать, что материал находится при корректной температуре для входа в шнековый экструдер. Поскольку шнек вращается, жидкий материал вытягивается вдоль шнека 14, внутри цилиндра 28 и температура зон T1-T3 регулируется соответственно. Материал затем проходит через подающий каналец 29, и температура регулируется снова (если требуется) посредством контроля температуры T4 перед поступлением в головку 18. Головка 18 (показана на Фиг.3) имеет ряд игл (не показаны), расположенных внутри корпуса уноса таким образом, что материал проходит над иглами и вокруг игл. В то же время, что материал является экструдированным, сжатый воздух 24 нагнетается через иглы таким образом, что экструдат содержит ряд канальцев. Экструдат 23 охлаждают посредством форсунок быстрого охлаждения 22 по мере того, как он высвобождается из головки 18. Клапан 32 управляет потоком сжатого воздуха в устройство, и устройства давления P1 и P2 управляют давлением сжатого воздуха 24 до и после клапана. Линия сжатого воздуха также имеет температурный контроль T6 таким образом, чтобы управлять температурой воздуха перед поступлением в головку.
Со ссылкой на Фиг.2 показана адаптация устройства, показанного на Фиг.1. Вместо нагнетания сжатого воздуха 24 через иглы, иглы соединяют с резервуаром 50, содержащим масло какао. Резервуар 50 нагревают таким образом, чтобы масло какао поддерживалось при корректной температуре так, чтобы поддерживать его в жидком состоянии. Резервуар 50 соединен с канальцем 52, имеющим изолирующий клапан 54 для управления потоком жидкости. Каналец 52 помещают в оболочку трубки обогрева 56, которая поддерживает температуру канальца таким образом, что жидкость оставалась в жидком состоянии во время ее движения внутри канальца. Каналец 52 соединен с вводом в головку 18, имеющую ряд игл, таким образом, что, когда материал является экструдированным, канальцы образуются вокруг и иглы могут быть одновременно заполнены маслом какао. Несомненно, канальцы могут быть заполнены другими типами визуально контрастирующего жидкого материала, если желательно.
Фиг.3 показывает головку 18 более детально. В частности, данная Фиг.3 показывает, что металлическая головка 18 имеет, по одному концу, множество игл 60, которые объединены с полостью 62, которая находится в жидкостном сообщении с впускным каналом 64 для закачки материала текучей среды в канальцы экструзии.
Со ссылкой на Фиг.4 показана головка 18 на месте в корпусе уноса 70. Расплавленный материал 72 поступает в отверстие 74 корпуса уноса 70, и материал нагнетается над иглами 60 и вокруг игл 60 головки 18. В то же время либо воздух, либо жидкое масло какао поступает в ввод головки посредством канальца 56 жидкостной подачи. Во время эксплуатации расплавленный материал экструдируют через корпус уноса 70 над иглами 60 головки 18. Либо воздух, либо масло какао затем подаются насосом через иглы в то же самое время таким образом, чтобы производить экструдат 23 (в направлении 78), который либо имеет канальцы без какого-либо наполнения, либо канальцы, заполненные маслом какао.
Фиг.7 показывает корпус уноса 70, имеющий отверстие 80, через которое формуется экструдат, а также показывает две форсунки быстрого охлаждения 22, расположенные выше и ниже отверстия таким образом, чтобы охлаждать экструдат после его получения.
При использовании поток расплавленного материала над кончиками сопел уноса (гиподермальных игл) вызывал появление небольшой области низкого давления с образованием по каждому кончику иглы. Каждое сопло было соединено вместе с другими посредством внутреннего каналирования внутри корпуса уноса. Они в свою очередь соединялись снаружи экструзионной головки либо с воздухом при комнатной температуре и давлении или с резервуаром расплавленного масла какао, с гидравлической головкой h на Фиг.2. Трубопровод, соединяющий головку с резервуаром масла какао, и резервуар масла какао нагревали снаружи, чтобы поддерживать масло какао в жидкой фазе. Набор изолирующих клапанов применяли для переключения между либо использованием подачи воздуха в корпус уноса или подачей расплавленного масла какао. Это показано схематически на Фиг.2.
Форсунки быстрого охлаждения применяли для генерации высокопористого материала.
Дифференциальную сканирующую калориметрию (ДСК) применяли для исследования термического поведения материалов таким образом, чтобы могла быть получена информация, относящаяся к температурам фазового перехода.
Материал 1 был сформован в крупный твердый блок. Блок разбивали механически, таким образом, что он становился гранулированным материалом с размерами гранул между 1 мм и 5 мм.
Температурный профиль экструзии был установлен так, как показано в Таблице 2.
Температурный профиль экструзии для материала 1
Гранулированные кусочки материала 1 загружали с точной дозировкой в экструдер, причем скорость шнека экструдера была установлена на 40 об/мин. Гранулы материала 2 хорошо перемещались в экструдере первоначально в твердой фазе, но вследствие липкой природы материала наблюдали умеренное сводообразование и слипание в зоне подачи. Это преодолевали посредством осторожного проталкивания измельченного материала к шнеку экструдера с помощью полиэтиленового стержня.
С использованием этой методики легко добивались удачных экструдатов с канальцами. Материал имел хорошую прочность расплава и легко отделялся от головки в расплавленном состоянии, перед тем как застывал в виде ломкого, стеклообразного материала. Стеклообразное состояние материала означало, что он являлся непригодным для применения в паре зажимных валков, поскольку сжатие, испытываемое данным материалом в этом устройстве, вызывало разлом. Вследствие этого экструдаты с канальцами из материала 1 вытягивали вручную, с канальцами, имеющими средний диаметр (ширину) менее чем 4 мм.
Низкопористый MCF из материала 1 легко получали без быстрого охлаждения экструдата с использованием форсунок быстрого охлаждения; это иллюстрируется на фотографии на Фиг.5(A). Улучшенное ручное вытягивание экструдата из выхода головки в сочетании с применением форсунок быстрого охлаждения приводило к экструдированию канальцев с высокой пористостью. Окончательная пористость зависела от скорости, при которой материал вытягивался из головки; различные формы высокопористого экструдата с канальцами, образованные из материала 1, показаны на Фиг.5(B), (C) и (D). Приблизительный оптический анализ поперечного сечения материала аналогичного с результатами, показанными на Фиг.10(B) и (C), показал, что создавалась пористость между 35% и 40%. Очень вероятно, что высокопористый материал, показанный на Фиг.10(D), имел превышение значения 35% или 40%.
Вторую фазу экспериментов по экструзии проводили с материалом 1, используя масло какао, нагретое до температуры между 35°C и 40°C. Головная часть, h, резервуара масла какао была первоначально установлена на 8 см, и материал два подавался в экструдер, как описано ранее. Первоначальный решающий эксперимент был успешным и приводил к частичному заполнению канальцев расплавленным маслом какао. Наблюдали, однако, что вследствие увеличенной вязкости масла какао по сравнению с воздухом скорость, при которой масло какао могло быть вовлечено в экструдат, была низкой. Эту проблему, по-видимому, можно решить посредством увеличения головной части резервуара до 21,5 см. Также качественно наблюдали, что в низкопористой форме канальцы, заполненные маслом какао, выглядели в некоторой степени меньше, чем их заполненные воздухом аналоги (менее чем 3 мм по сравнению с менее чем 4 мм). Также было возможно создавать высокопористые экструдаты с канальцами, заполненными маслом какао, что относится к головной части с маслом какао, являющейся достаточно высокой для подачи расплавленного масло какао с увеличенной скоростью.
Материал 1 успешно формовали в экструдаты с канальцами, как с высокой, так и низкой пористостью, с канальцами, заполненными либо воздухом, либо маслом какао. Изменяя различные пористости, получали пленки, и наблюдали, что увеличение уровней пористости приводило к увеличению хрупкости. Показательное числовое значение для одной из пленок с высокой пористостью и сердцевиной из воздуха составляло между 35% и 40%, и оценивали, что для очень хрупких пленок с очень высокой пористостью это значение было превышено.
Материал 2 был образован из смеси 96% мальтитного сиропа, 2% аравийской камеди и 2% воды. Было показано, что материал 2 действует аналогично материалу 1, в том, что его поставляли в крупном блоке, что требовало его механического измельчения на более мелкие гранулы перед тем, как он мог быть подан в линию экструзии. Перед началом экспериментов по экструзии, экструзионную головку отсоединяли и промывали, и в экструдер подавали горячую воду для растворения какого-либо материала 1, оставшегося внутри цилиндрических частей экструдера или на шнеке. После удаления воды из экструдера, экструдер нагревали до 130°C в течение периода между пятью и десятью минутами для испарения любой оставшейся воды. Проведенный ранее предварительный эксперимент показал, что для материала 2 требовались более высокие температуры экструзии, чем для материала 1; окончательный температурный профиль линии экструзии показан в Таблице 3.
Температурный профиль экструдера для материала 2
Как и материал 1, материал 2 загружали с точной дозировкой в экструдер. Как и для материала 1, скорость шнека экструдера была установлена на 40 об/мин. Материал 2 оказался легким для экструдирования, и экструдаты с канальцами, заполненными воздухом, получали как в формах с низкой, так и с высокой пористостью. Материал 2 проявлял хорошую прочность расплава, хорошие характеристики при вытягивании перед отверждением и появлением хрупкости и стекловидности при отвердевании. Повторно, это препятствовало применению зажимных валков для вытягивания материала из головки и управления количеством достигнутого вытяжения, следовательно, вытягивание вручную применяли аналогично, как для материала 1. С позиций повторного запуска линии экструзии после периода простоя материал 2 не оказался заметно отличным от материала 1, и линия повторно запускалась относительно просто. Вследствие простоты, с которой добивались экструдатов с канальцами, фаза один была завершена относительно быстро, чтобы обеспечить переход к фазе два.
Эксперименты с фазой два проводили с материалом 2, используя масло какао, нагретое до температуры между 35°C и 40°C. Головную часть, h, резервуара масла какао устанавливали на 21,5 см, и материал 2 загружали с точным дозированием в экструдер, как описано в предыдущем разделе. Достигали успешной экструзии экструдата из материала 2 с микроканальцами как низкой, так и высокой пористости, содержащего канальцы, полностью заполненные маслом какао. Фотография, сравнивающая канальцы, заполненные маслом какао, материала 2 с канальцами, заполненными воздухом, материала 1 показана на Фиг.6. Приблизительный оптический анализ поперечного сечения кусочка высокопористого материала 2 показал, что минимальная пористость приблизительно составляла 35%. Вероятно, это значение может быть легко увеличено посредством оптимизации методики.
Наблюдения для материала 2 являются аналогичными наблюдениям для материала 1. Были образованы низко- и высокопористые экструдаты с канальцами, содержащие либо канальцы с маслом какао, либо канальцы, заполненные воздухом. Приблизительный оптический анализ умеренно высокопористого экструдата показал, что доля свободного объема составляла приблизительно 35%, несмотря на то, что полагают, что действительное значение могло быть выше. Увеличение пористости продукта снова приводило к увеличению хрупкости продукта, вследствие того, что стенки канальцев становились очень тонкими.
Задачей экспериментов с первой и второй фазами было продемонстрировать экструдирование по изобретению экструдатов с канальцами из различных карамельных материалов. Это оказалось успешным с обоими материалами (материалом 1=40% сахара и 60% глюкозы и материалом 2=96% мальтитного сиропа, 2% аравийской камеди и 2% воды). Были образованы низко- и высокопористые экструдаты с канальцами, содержащими как канальцы, заполненные воздухом, так и канальцы, заполненные маслом какао. Было оценено, что обычный высокопористый экструдат содержал приблизительно от 35% до 40% пористости, независимо от того, было ли заполнение воздухом или заполнение маслом какао.
Пример 2
Третья фаза была основана на первых двух фазах, описанных в Примере 1, и проводилась на пищевом оборудовании в окружении, соответствующем пищевому производству. Эта пищевая установка экструдировала карамель, шоколад и жевательную резинку с воздухом, жидкими и твердыми центрами. Этот диапазон наполненных экструдатов был получен в окружении, соответствующем пищевому производству, и экструдаты потребляли для исследования их съедобных свойств.
В этих экспериментах использовали следующие съедобные материалы: жевательная резинка (пластинки без покрытия с сильным ароматом перечной мяты-кудрявой мяты); карамель, мятный леденец (Extra Strong Mints®, Jakemans® Old Favourites), фруктовый леденец (Summer Fruits, Jakemans® Old Favourites), шоколад (молочный шоколад (с 0, 1/2, 1, 2% добавленной воды), Cadbury® Dairy Milk® Buttons - когда применяют расплав, 2% PGPR добавляли для снижения вязкости расплава для простоты применения (c.f. разрешенный предел ½%)), шоколадная глазурь (Plain Belgian Chocolate, SuperCook®), 72% Cook's Шоколад, Green & Black's®. Жидкие наполнители, используемые в этих экспериментах включали: монопропиленгликоль (Пропан-1,2-диол, BP, EP, USP, Fisher scientific® - выбранный из-за низкой вязкости, нулевой влажности, низкого аромата, и BP, EP & USP категории для перорального применения), Золотой Сироп (частично инвертированный очищенный сироп - Tate & Lyle® - выбранный из-за высокой вязкости, пищевой категории, стабильности при хранении и сладкого аромата), красный пищевой краситель (SuperCook®, UK), синий пищевой краситель (SuperCook®, UK). Окончательно, твердый наполнитель из масла какао, полученный внутренним образом от сайта Cadbury Pic., также применяли в этих экспериментах и его выбрали, поскольку он является твердым при комнатной температуре и имеет низкую вязкость при нагреве.
В этих экспериментах применяли стандартный HPE-075 ¾" 24:1 одношнековый экструдер Дэвиса. Экструдер также включал воздушные ножи и напорный резервуар. Шнек имел конструкцию простого транспортирующего-сдавливающего-закачивающего вперед элемента, без секций смешивания или обратного хода. Двигатель имел мощность 3 кВт, приспособленную для производства вращения 0-100 об/мин шнека. Отверстие питателя имело рубашку и снабжалось проточной водой из водопровода для предотвращения теплопереноса от цилиндра, вызывающего проблемы с подачей в случае липкого сырья. Цилиндрическая часть имела три зоны нагрева, каждая с нагревателем мощностью 1 кВт и охладителем с принудительной подачей окружающего воздуха. Стандартный экструдер имел контроллер Eurotherm 3216 на цилиндрическую зону и один в запасе для головки (контроллер головки соединялся с вводом термопары и стандартной электрической розеткой с 16A 240В для обеспечения выходной мощности нагревателя 1 кВт).
В месте продажи было специально оговорено приобретение двух дополнительных контроллеров головки, вводов термопары и выводов нагревателя для обеспечения интегрированного управления напорным резервуаром, содержащим материал наполнителя, и трубопроводом, соединяющим этот напорный резервуар с головкой. Головка представляла собой сборную конструкцию из частей, содержащую корпус с основной выходной частью оформляющего мундштука головки экструдера с длинной узкой прямоугольной формой, через которую также проходили 19 взаимосвязанных сопел (сходных по размеру с гиподермической иглой). Основной корпус нагревали и сопла вели к наружной обвязке, которая могла быть открыта для окружающего воздуха или могла соединяться с нагретым, находящимся под давлением напорным резервуаром. Фланец в форме катушки был установлен для монтажа сборной конструкции головки на концевом фланце экструдера.
Головку нагревали с помощью 4×100 Вт ¼" патронных нагревателей, и регистрацию проводили посредством зонда термопары K-типа. Первоначально ими управляли посредством Eurotherm 3216 в сделанном на заказ корпусе, до тех пор, пока управление и проводку для подвода питания не перенесли в Eurotherm, интегрированный в экструдер. Сборную конструкция головки заземляли через сетевую розетку от экструдера.
Напорный резервуар и трубопровод, соединяющий напорный резервуар с головкой, нагревали с помощью двух 100 Вт ленточных нагревателей, первоначально управляемых из единичного аналогового контроллера в сделанном на заказ корпусе, и регистрацию проводили с помощью простой термопары K-типа. Их позднее разделяли с двумя Eurotherm 3216, интегрированными в экструдер, с помощью двух термопар и двух подводов энергии. Напорный резервуар заземляли через сетевую розетку, в то время как трубопровод был из пластика и не нуждался в заземлении.
Сжатый воздух, BOC®, UK регулировали газовым регулятором серии 8000 и значения используемого давления составляли 0-10 бар. Основным применением сжатого воздуха являлось снабжение воздушных ножей.
Применяли смазку Food Safe High-Tech Grease и масло Food Safe Penetrating Oil от Solent Lubricants, Leicester, UK.
Канальцевую головку присоединяли к концевой пластине экструдера. Применяли два противоположно расположенных воздушных ножа для быстрого охлаждения экструдата, выходящего из экструзионной головки, их размещали выше и ниже выхода из головки; эти форсунки были соединены через клапан с линией сжатого воздуха при давлении 10 бар. Блок-схема, показывающая общее изображение линии экструзии, показана на Фиг.1.
При использовании поток расплавленного материала над кончиками сопел уноса (гиподермальных игл) вызывал появление небольшой области низкого давления с образованием по каждому кончику иглы. Каждое сопло было соединено вместе с другими посредством внутреннего каналирования внутри корпуса уноса. Они в свою очередь соединялись снаружи экструзионной головки либо с воздухом при комнатной температуре и давлении, либо с напорным резервуаром, содержащим жидкость, который находился при температуре и давлении окружающей среде или повышенных температуре и давлении, гидравлической головкой h. Напорный резервуар и соединение трубопровода с головкой нагревали снаружи. Набор изолирующих клапанов применяли для переключения между либо использованием подачи воздуха в корпус уноса, либо подачи расплавленного масла какао. Это показано схематически на Фиг.2.
Форсунки быстрого охлаждения применяли для генерации высокопористостого материала. Во время предыдущего исследования было обнаружено, что, если выходящий экструдат охлаждали очень быстро и подвергали высокому усилию вытяжения, могло быть получено поперечное сечение с более высокой пористостью. Регуляция полимера и условий процесса давала на выходе значения пористости до и, возможно, превышающие 60%.
Карамель предварительно измельчали перед введением в экструдер. Размер частиц был не важен - было обнаружено, что экструдер принимает цельные леденцы или пыль. Было обнаружено, что измельченные леденцы подавались более равномерно, чем целые кусочки. Все цилиндрические части и головка были установлены на 95°C для фруктовых леденцов. Мятный леденец обладал переносимостью широкого диапазона температур и мог проходить через цилиндрические части и головку при 95°-110°C.
В экспериментах применяли скорости шнека, равные 15-100 об/мин. Различия по продукту были минимальными (за исключением производительности). Непрерывные, полностью прозрачные пленки с хорошо сформированными канальцами могут быть получены при оптимизации методики. Пленки могут быть заполненными и/или вытянутыми без утечки. Было обнаружено, что морфология продукта изменялась вместе со скоростью вытягивания и степенью охлаждения в линии. Быстрое вытягивание без охлаждения могло утончать пленки до ширины 1 мм с микроскопическими шириной и канальцами. Вытягивание с сильным охлаждением увеличивало пористость в пленках.
В еще одном эксперименте непокрытые гранулы из камеди уменьшали в размере до приблизительно 3 мм, чтобы способствовать подаче в экструдер. Это осуществляли с помощью замораживания и бытового кухонного комбайна. Температуры цилиндра и головки, равные 58°C, приводили к наиболее сплошному продукту. Это продукт имел достаточную целостность для заполнения несколькими загрузками. Возможно, что при использовании жевательной основы, особенно расплавленной жевательной основы, в большей степени, чем для цельной камеди, будут получаться пленки с даже более высокой целостностью.
В дополнительном эксперименте шоколад применяли в качестве материала для экструзии. Чтобы получить стабильные условия прохождения, нагреватели и вентиляторы экструдера были отсоединены от электроснабжения. Непосредственное управление температурой исключали, полагаясь на кондиционирование воздуха в лаборатории. С этими модификациями цилиндрическая зона экструдера имела температуру ровно 22°C и было просто экструдировать шоколад с канальцами в устойчивом состоянии, используя расплавленный темперированный шоколад Cadbury's Dairy Milk®.
Что касается экструзии карамели, было возможно вытягивать шоколадный экструдат таким образом, чтобы изменять геометрию поперечного сечения и производить канальцы, имеющие диаметры или ширину между 0,5 мм и 4 мм.
Заполнения воздухом достигали посредством простого отбора окружающего воздуха в сопла в головке, и поперечное сечение экструдата показано на Фиг.8.
Заполнения монопропиленгликолем достигали при температуре и давлении окружающей среды, при глубине жидкости, равной приблизительно 5 см, в напорном резервуаре, который находился в свою очередь приблизительно на 10 см выше, чем головка. Краску добавляли непосредственно в напорный резервуар, как и когда требуется.
Заполнения Золотым Сиропом достигали посредством нагрева напорного резервуара и трубопровода до 78°C для заполнения карамелью, и 58°C для заполнения камедью. Создание давления в напорном резервуаре требовалось при более низкой температуре для генерации потока сиропа. Повторно краску добавляли непосредственно в напорный резервуар, как и когда требуется.
Кондитерские продукты и способы изобретения были показаны для шоколада, карамели и камеди. Эксперименты с третьей фазой показали диапазон пищевых материалов, которые также могут использоваться. Следовательно, можно заключить, что любой продукт, обычно твердый при комнатной температуре, все еще является экструдируемым при повышенных температуре и давлении, может быть формован в канальцевый продукт, такой как, например, жевательные, мармеладные или желейные леденцы. Продукты, которые показывают высокую объемную вязкость в тепле, могут быть вытянуты для изменения их геометрии и их отношения внешнего размера к внутреннему.
Также было показано, что жидкие и твердые центры могут вводиться в экструзии канальцев при условии, что твердый центр может быть подвергнут ожижению и является текучим.
Экструдаты настоящего изобретения могут быть конфигурированы различным образом. Например, Фиг.8А и 8B показывают прозрачный леденцовый экструдат 100, имеющий окрашенные канальцы 102 с заполнением по центру, причем экструдат согнут на себя несколько раз. Такая конфигурация сделает возможным продолжительное высвобождение окрашенной центральной начинки во время жевания.
Фиг.9 показывает множественные слои прозрачного экструдата 120, уложенные поверх друг друга в стопку, и каждая стопка имеет множество окрашенных канальцев 122, содержащих центральную начинку. Такое расположение может также использоваться в жевательных кондитерских изделиях, если это желательно.
Фиг.10A показывает поперечное сечение варианта выполнения кондитерского продукта 130, в котором канальцы находятся в согнутой (складчатой) конфигурации. Кондитерский продукт образован из складчатой экструдированной прозрачной части 132, имеющей ряд окрашенных канальцев 134, продлевающих длину экструдированной части. Канальцы 134 заполняют во время экструзии визуально контрастирующим жидким наполняющим материалом. Экструдированную часть покрывают прозрачным сахарным покрытием 136. Когда продукт потребляют, жидкий заполненный материал постепенно высвобождается из канальцев 134, по мере того, как они прокалываются, и/или материал, применяемый для кондитерского изделия и покрытия, разрушается.
Фиг.10B показывает поперечное сечение варианта выполнения кондитерского продукта 140, в котором ряд небольших кусочков экструдированного материала был введен в продукт в различных ориентациях. Кондитерский продукт образован с рядом индивидуальных кусочков экструдированных частей, являющихся разупорядоченно ориентированными во всем продукте. Показан кондитерский продукт 140, имеющий три различно ориентированных экструдированных части: первая экструдированная часть 142 показана "фронтально", где можно видеть контрастирующие канальцы 144; вторая экструдированная часть 146 показана "сбоку", где можно видеть контрастирующие канальцы. Канальцы 144 являются заполненными жидким наполнителем, и кусочки расположены внутри прозрачного матрикса 150 твердого сахарного леденца. Повторно, когда продукт потребляют, жидкий заполненный материал постепенно высвобождается из канальцев 144 по мере того, как они прокалываются, и/или материал, применяемый для кондитерского изделия и матрикса из леденца разрушается.
Со ссылкой на Фиг.11А и 11B показан кондитерский продукт 160, который образован из прозрачного экструдированного карамельного корпуса 162, имеющего, в целом, цилиндрическую конфигурацию. Два канальца 164 и 166, содержащие съедобный блеск 167 в прозрачном сиропе, предоставлены внутри корпуса 162, и они проходят в продольном направлении через корпус, следуя спиральной траектории. В то время как оба канальца 164,166 проходят вдоль двух раздельных спиральных путей, их поддерживают равноудаленными друг от друга во время спиральных поворотов, и они смещены точно на полоборота друг от друга. Спиральный путь канальцев образуют посредством либо вращения экструдата относительно экструзионной головки с матрицей, либо вращения головки с матрицей для канальца вокруг оси 168 во время экструзии. Канальцы 164,166 расположены напротив друг друга в противоположных плоскостях, вытянутых от оси 168. Блеск 167 в канальцах приводит в результате к привлекательному кондитерскому продукту, который "переливается" на свету. Если желательно, продукт может быть сформован в продукт типа "леденец в форме посоха".
Со ссылкой на Фиг.12A и 12B показан кондитерский продукт 180, образованный из прозрачного экструдированного карамельного корпуса 182, имеющего, в целом, цилиндрическую конфигурацию. Два канальца, 184 и 186, проходят в продольном направлении через корпус, следуя спиральной траектории. Обе спирали следуют сходным путям вокруг центральной оси 188, и канальцы расположены на одной и той же плоскости, отходя от оси 188. Канальцы 184, 186 содержат разноокрашенные помады, которые можно ясно видеть через прозрачный леденцовый корпус 182. Первый каналец 184 содержит зеленую помаду, в то время как второй каналец 186 содержит красную помаду. Визуально контрастирующие жидкие помады могут быть введены в канальцы во время экструзии.
Наконец, со ссылкой на Фиг.13A и 13B, показан кондитерский продукт 200, который образован из прозрачного экструдированного карамельного корпуса 202, имеющего, в целом, цилиндрическую конфигурацию. Два канальца 204 и 206 предоставлены внутри корпуса 202, которые проходят в продольном направлении через корпус, следуя волновой картине, образованной из частей спиральных поворотов (обозначенных А и C), которые перемежаются боковыми плоскими секциями (обозначенными B). Канальцы 204, 206 содержат разные окрашенные сиропы, которые, в то время как являются прозрачными до некоторой степени, являются визуально контрастирующими и могут быть легко видны через прозрачный корпус леденца 202. Первый каналец 204 содержит розовый сироп, в то время как второй каналец 206 содержит синий сироп.В то время как оба канальца проходят вдоль двух раздельных путей, их поддерживают равноудаленными друг от друга во время спиральных поворотов и плоских секций, и они смещены точно на полоборота друг от друга. Канальцы расположены напротив друг друга и отходят от центральной оси 208 в противоположных направлениях. Спиральные части (A и C) образованы посредством либо вращения экструдата относительно экструзионной головки с матрицей, либо вращения головки с матрицей во время экструзии, в то время как плоские секции (B) образованы посредством предотвращения вращения. Визуально контрастирующий жидкий сироп может быть введен в канальцы во время экструзии.
Со ссылкой на Фиг.14, показан кондитерский продукт 300, который выглядит аналогично "стеклянному шарику". Продукт 300 образован с прозрачной экструдированной оболочкой 302, имеющей три канальца 304, 306 и 308. Каждый каналец содержит разноокрашенную помаду. Первый каналец 304 содержит зеленую помаду, второй каналец 306 содержит синюю помаду и третий каналец 308 содержит красную помаду. Продукт 300 изготовлен посредством экструдирования длинного жгута материала, имеющего три канальца, и нарезки жгута на небольшие секции перед пропусканием кусочков в штамповочное устройство для шариков. Действие нарезания жгута сжимает канальцы таким образом, что экструдированный корпус 302 удлиняется полностью вокруг концов канальцев для предотвращения любой утечки. Несмотря на то, что корпус и канальцы могут изображаться как однородные по форме и взаимному расположению в некоторых вариантах выполнения, описанных здесь, следует понимать, что корпус и/или канальцы могут быть неоднородными в некоторых вариантах выполнения. Могут существовать вариации в общих размерах продукта, таких, к примеру, как размеры корпуса, канальцев, толщин стенки между каждым канальцем и толщины наружной стенки продукта. Например, в некоторых вариантах выполнения механический процесс экструзии и необязательная дополнительная манипуляция с экструдатом, такая, как растяжение, могут создавать неоднородности в размерах продукта. Такие процессы также могут создавать статистические вариации в позиционировании канальцев. Канальцы, соответственно, могут быть нерегулярно позиционированы в некоторых вариантах выполнения. Дополнительно, капилляры могут быть симметрично расположены в корпусе или асимметрично распложены в корпусе. В некоторых вариантах выполнения одна группа канальцев может располагаться симметрично, а еще одна группа канальцев может асимметрично располагаться в корпусе.
Несомненно, следует понимать, что настоящее изобретение не подразумевается как ограниченное вышеуказанными примерами, которые описаны лишь посредством примера.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2500173C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2522528C2 |
| КОНДИТЕРСКИЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2009 |
|
RU2518882C2 |
| СЪЕДОБНЫЕ ПРОДУКТЫ, УСТРОЙСТВО И СПОСОБЫ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2576453C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ, СОДЕРЖАЩИЙ АКТИВНЫЕ И/ИЛИ РЕАКЦИОННЫЕ КОМПОНЕНТЫ, И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2524534C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ, СОДЕРЖАЩИЙ АКТИВНЫЕ И/ИЛИ РЕАКЦИОННЫЕ КОМПОНЕНТЫ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2572306C2 |
| ЖЕВАТЕЛЬНАЯ РЕЗИНКА И СПОСОБЫ ЕЕ ПРОИЗВОДСТВА | 2009 |
|
RU2503244C2 |
| КОНДИТЕРСКИЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2507861C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ | 2011 |
|
RU2556990C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ | 2011 |
|
RU2544637C2 |
Изобретение относится к кондитерской промышленности. Кондитерский продукт содержит экструдированный корпус и множество капилляров внутри корпуса. Экструдированный корпус является прозрачным. Указанное множество капилляров содержит материал, визуально контрастирующий с экструдированным корпусом. Соответственно множество капилляров являются видимыми через экструдированный корпус. При этом разные капилляры индивидуально содержат вещества, которые могут различаться по цвету вдоль длины капилляров. В одном из вариантов вещество капилляров является, по меньшей мере, частично люминесцентным и/или способно изменять цвет при изменениях рН и/или температуры. Также предложены варианты способа получения этих кондитерских продуктов. Изобретение позволяет получить кондитерский продукт с улучшенной защищенностью начинки и улучшенными органолептическими характеристиками, позволяя потребителю получить представление о сложном составе и ожидаемом вкусе продукта за счет прозрачности корпуса. 4 н. и 33 з.п. ф-лы, 14 ил., 3 табл., 2 пр.
1. Кондитерский продукт, содержащий экструдированный корпус, содержащий множество капилляров, расположенных в нем, причем экструдированный корпус является прозрачным, и указанное множество капилляров содержит материал, визуально контрастирующий с экструдированным корпусом, при этом разные капилляры индивидуально содержат вещества, которые могут различаться по цвету вдоль длины капилляров, и множество капилляров являются видимыми через экструдированный корпус.
2. Кондитерский продукт по п.1, в котором экструдированный корпус содержит жевательную резинку, включающую жевательную основу, исключающую связующие или тальки, или ее компонент.
3. Кондитерский продукт по п.2, в котором экструдированный корпус содержит жевательную основу, исключающую связующие или тальки, или ее компоненты, и один или более капилляров содержат другие и/или остальные компоненты жевательной резинки.
4. Кондитерский продукт по п.1, в котором экструдированный корпус содержит кондитерскую оболочку из карамельного материала, включающего твердую, жевательную, мармеладную, желейную или ирисную карамель.
5. Кондитерский продукт по любому из пп.1-4, в котором множество капилляров являются непрерывными или прерывистыми внутри экструдированного корпуса кондитерского продукта.
6. Кондитерский продукт по любому из пп.1-4, в котором визуально контрастирующий материал содержит отражающий материал.
7. Кондитерский продукт по п.6, в котором отражающий материал содержит частицы или крупинки, которые являются металлическими или покрытыми металлическим материалом.
8. Кондитерский продукт по любому из пп.1-4, в котором множество капилляров содержит один или более спиральных поворотов вдоль длины капилляра.
9. Кондитерский продукт по любому из пп.1-4, в котором экструдированный корпус и/или указанное множество капилляров содержит вещество, которое является, по меньшей мере, частично люминесцентным.
10. Кондитерский продукт по любому из пп.1-4, в котором указанное множество капилляров является заполненным материалом, содержащим камедь.
11. Кондитерский продукт по любому из пп.1-4, в котором множество капилляров содержит материал, который способен изменять цвет при изменениях pH и/или температуры.
12. Кондитерский продукт по любому из пп.1-4, в котором, когда экструдированный корпус представляет собой материал, содержащий камедь, указанное множество капилляров в нем содержит пузырьки, которые являются заполненными визуально контрастирующим материалом.
13. Кондитерский продукт по любому из пп.1-4, в котором, когда экструдированный корпус содержит просвечивающий материал, содержащий камедь, указанное множество капилляров является заполненным темно окрашенным или черным съедобным веществом.
14. Кондитерский продукт по любому из пп.1-4, в котором капилляры продолжаются параллельно друг к другу в корпусе.
15. Кондитерский продукт по любому из пп.1-4, в котором каждый капилляр отделен от каждого смежного капилляра посредством стенки, образованной из экструдированного корпуса, при этом стенка между каждым капилляром имеет толщину не более ширины или диаметра капилляров.
16. Кондитерский продукт, содержащий экструдированный корпус, содержащий один или более капилляров, расположенных в нем, причем экструдированный корпус является прозрачным, и один или более капилляров содержат материал, визуально контрастирующий с экструдированным корпусом,
при этом экструдированный корпус и/или один или более капилляров содержат вещество, которое является, по меньшей мере, частично люминесцентным;
и/или один или более капилляров содержат материал, который способен изменять цвет при изменениях pH и/или температуры,
при этом один или более капилляров являются видимыми через экструдированный корпус.
17. Кондитерский продукт по п.16, в котором экструдированный корпус содержит жевательную резинку, включающую жевательную основу, исключающую связующие или тальки, или ее компонент.
18. Кондитерский продукт по п.16, в котором экструдированный корпус содержит кондитерскую оболочку из карамельного материала, включающего твердую, жевательную, мармеладную, желейную или ирисную карамель.
19. Кондитерский продукт по любому из пп.16-18, в котором один или более капилляров являются непрерывными или прерывистыми внутри экструдированного корпуса кондитерского продукта.
20. Кондитерский продукт по любому из пп.16-18, в котором отражающий материал содержит частицы или крупинки, которые являются металлическими или покрыты металлическим материалом.
21. Кондитерский продукт по любому из пп.16-18, в котором один или более капилляров содержат один или более спиральных поворотов вдоль длины капилляра.
22. Кондитерский продукт по любому из пп.16-18, в котором один или более капилляров являются заполненными материалом, содержащим камедь.
23. Кондитерский продукт по любому из пп.16-18, в котором, когда экструдированный корпус представляет собой материал, содержащий камедь, один или более капилляров в нем содержат пузырьки, которые являются заполненными визуально контрастирующим материалом.
24. Кондитерский продукт по любому из пп.16-18, в котором, когда экструдированный корпус содержит просвечивающий материал, содержащий камедь, то один или более капилляров являются заполненными темно окрашенным или черным съедобным веществом.
25. Кондитерский продукт по любому из пп.16-18, в котором существует множество капилляров.
26. Кондитерский продукт по п.25, в котором разные капилляры индивидуально содержат разные окрашенные вещества и/или содержат вещества, которые могут различаться по цвету вдоль длины капилляров.
27. Кондитерский продукт по любому из пп.17, 18, 26, в котором экструдированный корпус содержит жевательную основу или ее компоненты, и один или более капилляров содержат другие и/или остальные компоненты жевательной резинки.
28. Способ производства кондитерского продукта по любому из пп.1-15, включающий стадии
i) экструдирования способного экструдироваться кондитерского материала, имеющего множество капилляров, расположенных в нем,
ii) заполнения множества капилляров материалом, визуально контрастирующим с материалом корпуса,
причем экструдированный корпус является прозрачным и разные капилляры индивидуально содержат вещества, которые могут различаться по цвету вдоль длины капилляров; и
либо iii) разрезание экструдата на два или более кусков, имеющих один или более капилляров, расположенных в нем, и образование кондитерского продукта, включающего указанные куски;
либо iv) сгибание экструдата и образование кондитерского продукта, включающего указанный согнутый экструдат.
29. Способ по п.28, в котором стадии экструдирования корпуса и экструдирования множества капилляров внутри корпуса являются последовательными.
30. Способ по п.28, в котором стадии экструдирования корпуса и экструдирования множества капилляров внутри корпуса являются параллельными.
31. Способ по п.28, в котором стадии экструдирования корпуса и экструдирования одного или более капилляров или множества капилляров внутри корпуса осуществляют на одной и той же машине.
32. Способ по п.28, в котором экструдированный корпус, или один или более капилляров, или множество капилляров вращают во время экструзии.
33. Способ производства кондитерского продукта по любому из пп.16-27, включающий стадии
i) экструдирования способного экструдироваться кондитерского материала, имеющего один или более капилляров, расположенных в нем,
ii) заполнения одного или более капилляров материалом, визуально контрастирующим с экструдированным корпусом;
причем экструдированный корпус является прозрачным, и экструдированный корпус и/или один или более капилляров содержат вещество, которое является, по меньшей мере, частично люминесцентным; и/или один или более капилляров содержит материал, способный изменять цвет при изменениях pH и/или температуры; и
либо iii) разрезание экструдата на два или более кусков, имеющих один или более капилляров, расположенных в нем, и образование кондитерского продукта, включающего указанные куски;
либо iv) сгибание экструдата и образование кондитерского продукта, включающего указанный согнутый экструдат.
34. Способ по п.33, в котором стадии экструдирования корпуса и экструдирования одного или более капилляров внутри корпуса являются последовательными.
35. Способ по п.33, в котором стадии экструдирования корпуса и экструдирования одного или более капилляров внутри корпуса являются параллельными.
36. Способ п.33, в котором стадии экструдирования корпуса и экструдирования одного или более капилляров внутри корпуса осуществляют на одной и той же машине.
37. Способ по п.33, в котором экструдированный корпус или один или более капилляров вращают во время экструзии.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Эпоксидная композиция | 1975 |
|
SU537096A1 |
| СПОСОБ ОТСАДКИ БРУСКА ПОЛОСАТОГО ПИЩЕВОГО МАТЕРИАЛА И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2283007C2 |

