Область техники
Примерные варианты осуществления относятся к усовершенствованным автоматическим инъекционным устройствам для инъекции вещества, например, лекарства, в тело пациента.
Уровень техники
Автоматические инъекционные устройства представляют собой альтернативу ручным шприцам для введения веществ в тело пациента и позволяют пациентам самостоятельно делать инъекции. Автоматические инъекционные устройства применяли для введения лекарственных препаратов в чрезвычайных условиях, например, для введения эфедрина для нейтрализации последствий тяжелой аллергической реакции. Автоматические инъекционные устройства описаны также применительно к введению антиаритмических лекарственных препаратов и избирательных тромболитических средств во время инфаркта (смотри, например, патенты США №№ 3,910,260; 4,004,577; 4,689,042; 4,755,169 и 4,795,433). Различные типы автоматических инъекционных устройств описаны также, например, в патентах США №№ 3,941,130; 4,261,358; 5,085,642; 5,092,843; 5,102,393; 5,267,963; 6,149,626; 6,270,479; и 6,371,939 и патентной публикации США № WO/2008/005315.
При приведении в действие, обычное автоматическое инъекционное устройство вынуждает шприц в устройстве перемещаться вперед и иглу выступать из корпусной обоймы, чтобы вещество, содержащееся в шприце, впрыскивалось в тело пациента. В некоторых случаях, перемещение шприца к коже пациента, чтобы игла вошла в кожу до нагнетания вещества из внутренней области шприца, способствует предотвращению вытекания вещества из иглы до выполнения инъекции.
Обычные автоматические инъекционные устройства иногда могут отказать из-за субоптимальных минимальных усилий (FtF - усилий спуска), необходимых для приведения в действие их рабочих механизмов. Обычные устройства могут неправильно срабатывать, даже когда их рабочие механизмы не включают значительным по величине усилием, или не срабатывать, даже когда их рабочие механизмы включают значительным по величине усилием. Например, в обычном устройстве с усилием спуска (FtF) слабее оптимального, неосторожный удар по рабочему механизму может включить рабочий механизм и вызвать неправильное срабатывание устройства и вытеснение вещества, содержащегося в устройстве. Неправильное срабатывание может приводить к непроизводительному расходу или ошибочному введению вещества прежде, чем пациент приложит автоматическое инъекционное устройство к своему телу для инъекции. Напротив, в обычном устройстве с усилием спуска (FtF) больше оптимального, даже среднего или большого усилия, прилагаемого пациентом к рабочему механизму, может не хватить для включения рабочего механизма и вытеснения вещества, содержащегося в устройстве. Данный сценарий может потребовать от пациента приложения чрезмерных по величине усилий к рабочему механизму, чтобы вытеснить вещество, что, возможно, неудобно для многих пациентов и даже невыносимо для особенно слабых пациентов. Упомянутое непостоянство усилий спуска (FtF), необходимых для приведения в действие рабочего механизма, не желательно в автоматических инъекционных устройствах.
Сущность изобретения
Примерные варианты осуществления обеспечивают автоматические инъекционные устройства, содержащие узел рабочего механизма с, по меньшей мере, одним плунжером, выполненным с возможностью оптимизации усилия спуска (FtF). Термин «усилие спуска» (или «FtF») относится к минимальному усилию, которое следует подвести к узлу рабочего механизма автоматического инъекционного устройства, чтобы вызвать перемещение плунжера. Оптимизированное усилие спуска (FtF) минимизирует возможность ненамеренного ввода в действие или включения, т.е. неправильного срабатывания узла рабочего механизма, и допускает удобное приведение пациентами в действие автоматического инъекционного устройства.
В соответствии с примерными вариантами осуществления предлагается плунжер шприца, сформированный из полимерного материала. Плунжер шприца содержит нажимной элемент, расположенный на проксимальном конце, и дистальный конец, раздвоенный на первую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, и вторую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность. Дистальный конец содержит первую контактную поверхность, заданную первой конической поверхностью первой лапки плунжера и первой конической поверхностью второй лапки плунжера, при этом, первая контактная поверхность выполнена с возможностью первоначального контакта с механизмом включения спуска, и первая контактная поверхность расположена под первым углом в пределах от приблизительно 40° до приблизительно 80° относительно продольной оси плунжера шприца. Дистальный конец содержит также вторую контактную поверхность, заданную второй конической поверхностью первой лапки плунжера и второй конической поверхностью второй лапки плунжера, при этом, вторая контактная поверхность выполнена с возможностью контакта с механизмом включения спуска после его контакта с первой контактной поверхностью.
В соответствии с примерными вариантами осуществления предлагается автоматическое инъекционное устройство, содержащее шприц, содержащий гильзу шприца для вмещения вещества и плунжер шприца, сформированный из полимерного материала. Плунжер шприца содержит нажимной элемент, расположенный на проксимальном конце, и дистальный конец, раздвоенный на первую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, и вторую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность. Дистальный конец содержит первую контактную поверхность, заданную первой конической поверхностью первой лапки плунжера и первой конической поверхностью второй лапки плунжера, при этом, первая контактная поверхность выполнена с возможностью первоначального контакта с механизмом включения спуска, и первая контактная поверхность расположена под первым углом в пределах от приблизительно 40° до приблизительно 80° относительно продольной оси плунжера шприца. Дистальный конец содержит также вторую контактную поверхность, заданную второй конической поверхностью первой лапки плунжера и второй конической поверхностью второй лапки плунжера, при этом, вторая контактная поверхность выполнена с возможностью контакта с механизмом включения спуска после его контакта с первой контактной поверхностью. Дистальный конец содержит также вторую контактную поверхность, заданную второй конической поверхностью первой лапки плунжера и второй конической поверхностью второй лапки плунжера, при этом, вторая контактная поверхность выполнена с возможностью контакта с механизмом включения спуска после его контакта с первой контактной поверхностью.
В соответствии с примерными вариантами осуществления предлагаются узлы рабочего механизма для автоматических инъекционных устройств, содержащие, каждый, по меньшей мере, один плунжер, выполненный с возможностью оптимизации усилия спуска (FtF) узла рабочего механизма. В примерном варианте осуществления, узлы рабочего механизма характеризуются оптимизированным усилием спуска (FtF) для приведения в действие.
В соответствии с примерными вариантами осуществления предлагаются способы применения автоматических инъекционных устройств, содержащих, каждое, узел рабочего механизма с, по меньшей мере, одним плунжером, выполненным с возможностью оптимизации усилия спуска (FtF) узла рабочего механизма. Примерные варианты осуществления предлагают также способы применения узлов рабочего механизма для автоматических инъекционных устройств, содержащих, каждый, по меньшей мере, один плунжер, выполненный с возможностью оптимизации усилия спуска (FtF) узла рабочего механизма.
В соответствии с примерными вариантами осуществления предлагаются способы конфигурирования плунжеров автоматических инъекционных устройств для оптимизации усилия спуска (FtF) рабочего механизма. Примерные варианты осуществления содержат идентификацию, испытание и конфигурирование факторов, имеющих отношение к автоматическим инъекционным устройствам, которые влияют на усилие спуска (FtF) рабочего механизма. Упомянутые факторы могут содержать, но без ограничения, характеристики плунжера рабочего механизма, например, по меньшей мере, одно условие режима формования, в котором формуют плунжер (например, температуру формования, время охлаждения), угол первичной контактной поверхности (ICS) плунжера, длина поверхности ICS плунжера, угол скобы основания плунжера, расстояние между лапками плунжера, модуль упругости при изгибе материала плунжера или любую комбинацию приведенных факторов. Каждый из приведенных факторов более подробно рассматривается в дальнейшем в последующих разделах.
В соответствии с примерными вариантами осуществления предлагается узел рабочего механизма для применения в автоматическом инъекционном устройстве, при этом, узел рабочего механизма содержит плунжер, содержащий две лапки плунжера, разделенные раскрытием лапок плунжера, пусковую кнопку и корпус рабочего механизма. Приведение в действие пусковой кнопки приводит к такому уменьшению раскрытия лапок плунжера, что пусковая кнопка входит в зацепление с корпусом рабочего механизма и, тем самым, вызывает срабатывание автоматического инъекционного устройства. Узел рабочего механизма сконфигурирован так, что усилие спуска (FtF), необходимое для приведения в действие узла рабочего механизма, находится в пределах от приблизительно 5 Ньютонов (Н) до приблизительно 45 Н. В примерном варианте осуществления, усилие спуска (FtF) находится в пределах от приблизительно 10 Н до приблизительно 29 Н. В другом примерном варианте осуществления, усилие спуска (FtF) находится в пределах от приблизительно 5 Н до приблизительно 25 Н. В еще одном примерном варианте осуществления, усилие спуска (FtF) находится в пределах от приблизительно 15 Н до приблизительно 30 Н, включая все значения, промежуточные между приведенными значениями.
В примерном варианте осуществления, лапки плунжера содержат поверхность ICS, которая имеет длину поверхности ICS, и которая формирует угол ICS относительно продольной оси плунжера. В примерном варианте осуществления, лапки плунжера содержат также вторичную контактную поверхность (SCS), которая имеет длину поверхности SCS, и которая формирует угол SCS относительно продольной оси плунжера.
В примерном варианте осуществления, угол ICS находится в пределах от приблизительно 40° до приблизительно 80°. В другом примерном варианте осуществления, угол ICS находится в пределах от приблизительно 40° до приблизительно 50°. В другом варианте осуществления, угол ICS составляет приблизительно 48°.
В одном варианте осуществления, длина поверхности ICS находится в пределах от приблизительно 2,44 мм до приблизительно 3,03 мм. В другом варианте осуществления, длина поверхности ICS находится в пределах от приблизительно 2,64 мм до приблизительно 3,03 мм. В другом варианте осуществления, длина поверхности ICS находится в пределах от приблизительно 2,84 мм до приблизительно 3,03 мм. В другом варианте осуществления, длина поверхности ICS составляет приблизительно 3,00 мм.
В одном варианте осуществления, раскрытие лапок плунжера находится в пределах от приблизительно 2,55 мм до приблизительно 5,15 мм. В другом варианте осуществления, раскрытие лапок плунжера находится в пределах от приблизительно 2,55 мм до приблизительно 4,25 мм. В другом варианте осуществления, раскрытие лапок плунжера составляет приблизительно 3,05 мм. В одном варианте осуществления, длина раскрытия лапок плунжера больше, чем приблизительно 3,00 мм.
В одном варианте осуществления, угол SCS находится в пределах от приблизительно 6° до приблизительно 38°. В другом варианте осуществления, угол SCS находится в пределах от приблизительно 8° до приблизительно 25°. В другом варианте осуществления угол SCS составляет приблизительно 23°. В еще одном варианте осуществления, угол SCS составляет приблизительно 9°.
В одном варианте осуществления, длина поверхности SCS находится в пределах от приблизительно 0,01 мм до приблизительно 0,59 мм. В одном варианте осуществления, длина поверхности SCS составляет приблизительно 0,40 мм.
В одном варианте осуществления, угол скобы основания плунжера находится в пределах от приблизительно 0° до приблизительно 2,0°.
В примерном варианте осуществления, плунжер состоит из материала, имеющего модуль упругости при изгибе в пределах от приблизительно 1000 МПа до приблизительно 6000 МПа. В другом примерном варианте осуществления, плунжер состоит из материала, имеющего модуль упругости при изгибе в пределах от приблизительно 2000 МПа до приблизительно 5500 МПа. В еще одном примерном варианте осуществления, плунжер состоит из материала, имеющего модуль упругости при изгибе в пределах от приблизительно 3000 МПа до приблизительно 5000 МПа. В еще одном примерном варианте осуществления, плунжер состоит из материала, имеющего модуль упругости при изгибе приблизительно 3800 МПа.
В одном варианте осуществления, плунжер состоит из термопластичного материала или термореактивного материала.
Термопластичные материалы содержат полиацеталь, поликарбонат, полиакрилат, полиамид, акрилонитрил-бутадиен-стирол (ABS), поливинилхлорид (PVC) и их сополимеры, терполимеры и их наполненные композитные материалы. Полиацеталевые материалы содержат ацеталевый гомополимер, сополимер и их наполненные материалы. Наполненные материалы могут содержать вышеупомянутые материалы, наполненные стеклянными сферами и стекловолокнами.
Термореактивные материалы содержат эпоксидные, акриловые, уретановые, сложноэфирные, виниловые сложноэфирные, эпоксиполиэфирные, акриловые уретановые и фторвиниловые полимеры. В одном варианте осуществления, акриловые материалы содержат реакционно-способную функциональную группу, например, кислотную, гидроксильную или эпоксидную группу. В одном варианте осуществления, эпоксидный материал содержит реакционно-способную функциональную группу, которую можно отверждать с использованием способа, выбранного из группы, состоящей из сшивания видимым и УФ излучением и термосшивания. В примерном варианте осуществления, термореактивный материал является эпоксидным гомополимером, сополимером или их наполненным композитным материалом.
В соответствии с примерными вариантами осуществления предлагаются способы регулирования усилия спуска (FtF) рабочего механизма, содержащего плунжер содержащий две лапки плунжера, разделенные раскрытием лапок плунжера, при этом, способ содержит этапы изменения, по меньшей мере, какого-то одного характерного свойства плунжера, выбранного из группы, состоящей из угла ICS, длины поверхности ICS, угла SCS, ширины поверхности SCS, раскрытия лапок плунжера, угла скобы основания плунжера, угла выступа (PA), высоты выступа (PH) и модуля упругости при изгибе материала, по меньшей мере, участка плунжера. В одном варианте осуществления регулируют угол ICS. В другом варианте осуществления регулируют длину поверхности ICS. В другом варианте осуществления регулируют угол SCS. В другом варианте осуществления регулируют длину поверхности SCS. В другом варианте осуществления регулируют раскрытие лапок плунжера. В другом варианте осуществления регулируют угол скобы основания плунжера. В другом варианте осуществления регулируют угол выступа плунжера. В другом варианте осуществления регулируют высоту выступа плунжера. В другом варианте осуществления регулируют модуль упругости при изгибе материала, по меньшей мере, участка плунжера. В одном варианте осуществления, усилие спуска (FtF) увеличивают. В другом варианте осуществления, усилие спуска (FtF) уменьшают.
В соответствии с примерными вариантами осуществления предлагаются также усовершенствованные отдельные компоненты примерного узла рабочего механизма или комбинации упомянутых компонентов.
В соответствии с примерными вариантами осуществления дополнительно предлагаются автоматические инъекционные устройства, содержащие любой из рабочих механизмов, представленных в настоящем описании. В одном варианте осуществления, автоматические инъекционные устройства содержат дозу ингибитора TNF, например, человеческого антитела против TNFα или антиген-связующего участка упомянутого антитела, для инъекции в тело пациента.
В соответствии с примерными вариантами осуществления предлагаются способы формирования плунжера шприца для автоматического инъекционного устройства. Способы обеспечивают формирование дистального конца плунжера шприца, проксимального конца плунжера шприца и промежуточного участка между дистальным концом и проксимальным концом. Способы обеспечивают формирование раздвоенного дистального конца с первой лапкой плунжера, имеющей первую коническую поверхность и вторую коническую поверхность, и второй лапкой плунжера, имеющей первую коническую поверхность и вторую коническую поверхность. Способы обеспечивают формирование первой контактной поверхности с первой конической поверхностью первой лапки плунжера и первой конической поверхностью второй лапки плунжера. Первая контактная поверхность выполнена с возможностью первоначального контакта с механизмом включения спуска автоматического инъекционного устройства. Первая контактная поверхность расположена под первым углом в пределах от приблизительно 40° до приблизительно 80° относительно продольной оси плунжера шприца. Способы обеспечивают формирование второй контактной поверхности со второй конической поверхностью первой лапки плунжера и второй конической поверхностью второй лапки плунжера. Вторая контактная поверхность выполнена с возможностью контакта с механизмом включения спуска после его контакта с первой контактной поверхностью.
Краткое описание чертежей
Вышеприведенные и другие цели, аспекты, признаки и преимущества примерных вариантов осуществления очевидны из нижеследующего описания, изложенного со ссылками на прилагаемые чертежи, на которых:
Фигура 1 - вид в перспективе примерного автоматического инъекционного устройства, с которого сняты колпачки, которые закрывают проксимальный и дистальный концы корпусной обоймы.
Фигура 2 - вид в перспективе примерного автоматического инъекционного устройства, изображенного на фигуре 1, но с колпачками на корпусной обойме.
Фигура 3 - схематический вид в разрезе примерного автоматического инъекционного устройства (в соответствии с известным уровнем техники) перед использованием.
Фигура 4 - схематический вид в разрезе примерного автоматического инъекционного устройства (в соответствии с известным уровнем техники), изображенного на фигуре 3, в промежуточной стадии срабатывания.
Фигура 5 - схематический вид в разрезе примерного автоматического инъекционного устройства (в соответствии с известным уровнем техники), изображенного на фигурах 3 и 4, во время дополнительной стадии срабатывания.
Фигура 6 - вид в перспективе примерного автоматического инъекционного устройства с корпусным узлом шприца и узлом рабочего механизма.
Фигура 7 - вид в перспективе узла рабочего механизма примерного автоматического инъекционного устройства, изображенного на фигуре 6.
Фигура 8 - вид в перспективе компонента привода шприца из примерного узла рабочего механизма автоматического инъекционного устройства, изображенного на фигуре 7.
Фигура 9 - вид в перспективе корпусного узла шприца примерного автоматического инъекционного устройства, изображенного на фигуре 6.
Фигуры 10A и 10B - виды в разрезе, взятые под углом 90° один к другому и представляющие примерное собранное автоматическое инъекционное устройство в соответствии с примерными вариантами осуществления, в котором корпусной узел шприца и узел рабочего механизма соединены между собой.
Фигуры 11A-11C - виды в разрезе компонента привода шприца узла рабочего механизма, показанного на фигуре 7, выполненного в соответствии с примерными вариантами осуществления, с изображением положения лапок плунжера на различных стадиях приведения в действие.
Фигура 12 - вид в разрезе примерного автоматического инъекционного устройства в соответствии с примерными вариантами осуществления.
Фигура 13A - схематичный вид в разрезе проксимального конца узла рабочего механизма, показанного на фигуре 7, в соответствии с примерными вариантами осуществления.
Фигура 13B - вид в разрезе схематической конфигурация лапки плунжера на проксимальном конце узла рабочего механизма, показанного на фигуре 13A, в соответствии с примерными вариантами осуществления.
Фигура 14A - график усилия спуска (FtF) первого компонента приведения в действие шприца после десяти срабатываний плунжера.
Фигура 14B - график усилия спуска (FtF) второго компонента приведения в действие шприца после десяти срабатываний плунжера.
Фигура 15 - график усилия спуска (FtF) компонента приведения в действие шприца после десяти срабатываний плунжера, через пять суток после сборки (т.е. пребывания под действием усилия пружины).
Фигура 16 - график усилия спуска (FtF) компонента приведения в действие шприца после десяти срабатываний плунжера, после повторной сборки на трое суток.
Фигура 17 - вид сбоку лапки плунжера компонента приведения в действие шприца, выполненной в соответствии с примерными вариантами осуществления, с изображением трех примерных углов ICS.
Фигура 18 - график среднего усилия спуска (FtF) плунжеров, имеющих различные углы ICS (28°, 38°, 48°) и состоящих из различных полимерных материалов.
Фигура 19 - график среднего усилия спуска (FtF) плунжеров, имеющих различные углы ICS (28°, 38°, 48°) и состоящих из различных полимерных материалов.
Фигура 20 - график среднего усилия спуска (FtF) плунжеров, состоящих из различных полимерных материалов.
Фигура 21 - график значений времени вытеснения, записанных для плунжеров, состоящих из различных полимерных материалов, имеющих разные модули упругости при изгибе.
Фигура 22 - график усилия спуска (FtF) плунжера, имеющего различные модули упругости при изгибе, материал поверхности которого является либо шероховатым, либо гладким.
Фигура 23 - график усилия спуска (FtF) для лапок плунжера, имеющих различные углы PBB (скобы основания плунжера).
Фигура 24 - график профилей усилий спуска (FtF) для плунжеров, длину поверхности ICS которых увеличивали на 0,2 мм, 0,4 мм и 0,6 мм до, соответственно, 2,64 мм, 2,84 мм и 3,03 мм.
Фигура 25 - столбиковая диаграмма, показывающая примерные расстояния между точкой первоначального контакта пусковой кнопки с поверхностью ICS и точкой перехода между поверхностями ICS и SCS для контрольного плунжера с углом ICS 38° (приблизительно 0,91 мм), примерного плунжера в конфигурации с фиксированной средней точкой (MPF) и углом ICS 48° (приблизительно 0,75 мм), и примерного плунжера в конфигурации с фиксированной верхней точкой (TPF) и углом ICS 48° (приблизительно 1,24 мм).
Фигура 26A - вид в перспективе контрольного плунжера с углом ICS приблизительно 38°.
Фигура 26B - вид в перспективе примерного плунжера с конфигурацией с фиксированной средней точкой (MPF) и углом ICS приблизительно 48°.
Фигура 27A - вид в перспективе контрольного плунжера с углом ICS приблизительно 38°.
Фигура 27B - вид в перспективе примерного плунжера с конфигурацией с фиксированной верхней точкой (TPF) и углом ICS приблизительно 48°.
Фигура 28A - схематическое представление примерной лапки плунжера, имеющей конфигурацию с фиксированной средней точкой (MPF) и угол ICS приблизительно 48°. В данном примере, угол SCS лапки плунжера составлял приблизительно 23°.
Фигура 28B - схематическое представление примерной лапки плунжера, имеющей конфигурацию с фиксированной верхней точкой (TPF) и углом ICS приблизительно 48°. В данном примере, угол SCS лапки плунжера составлял приблизительно 9,4°.
Фигура 29A - график профиля усилия спуска (FtF) примерного плунжера в конфигурации с фиксированной средней точкой (MPF).
Фигура 29B - график профиля усилия спуска (FtF) примерного плунжера в конфигурации с фиксированной верхней точкой (TPF).
Фигура 30 - график зависимости усилия спуска (FtF) от раскрытия лапок плунжера.
Фигура 31 - два графика, которые сравнивают усилия спуска (FtF) плунжеров с углом ICS=48° в конфигурациях MPF и TPF, выполненных из контрольной смолы в различных режимах формования, при разных значениях раскрытия лапок плунжера.
Фигура 32 - столбиковая диаграмма, которая сравнивает усилия спуска (FtF) плунжеров с углом ICS=48° в конфигурациях MPF и TPF, выполненных из разных смол в различных режимах формования.
Фигура 33 - график, который сравнивает значения времени вытеснения для плунжеров с углом ICS=48° в конфигурации MPF, выполненных из различных материалов и в различных режимах формования.
Фигура 34 - график, который сравнивает значения времени вытеснения для плунжеров с углом ICS=48° в конфигурации TPF, выполненных из различных материалов и в различных режимах формования.
Фигуры 35-40 - графики, которые показывают усилие спуска (FtF) для плунжеров, формованных в различных режимах формования, имеющих различные углы ICS и состоящих из различных материалов.
Фигура 41A - график оценок среднего усилия спуска (FtF) (т.е. оценки усилия участниками), в сравнении с фактическим средним усилием спуска (FtF) в ходе первой части исследований на пользователях.
Фигура 41B - график среднего усилия спуска (FtF) по оценке участников, в сравнении с фактическим средним усилием спуска (FtF) в конфигурациях MPF и TPF в ходе первой части исследований на пользователях.
Фигура 42 - график оценок среднего усилия спуска (FtF) (т.е. оценки усилия участниками), в сравнении с фактическим усилием спуска (FtF) устройства в ходе второй части исследований на пользователях.
Подробное описание
Примерные варианты осуществления исправляют вышеописанные недостатки обычных автоматических инъекционных устройств посредством оптимизации усилия спуска (FtF), необходимого для включения рабочего механизма. Примерные варианты осуществления предлагают, в частности, узлы рабочего механизма с оптимизированным усилием спуска (FtF), автоматические инъекционные устройства, содержащие узлы рабочего механизма с оптимизированным усилием спуска (FtF), способы оптимизации усилия спуска (FtF) в автоматических инъекционных устройствах и способы применения автоматических инъекционных устройств с оптимизированным усилием спуска (FtF) для введения вещества в тело пациента. Автоматические инъекционные устройства, предложенные в примерных вариантах осуществления, можно применять для введения веществ любого типа в тело пациента, в том числе, но без ограничения, жидких терапевтических средств, например, адалимумаба (HUMIRA®).
Автоматические инъекционные устройства удобны, причиняют меньше боли и содержат скрытую иглу для устранения опасений и страха пациентов, которым свойственна «боязнь игл». Примерные автоматические инъекционные устройства обеспечивают преимущества безопасности. В отличие от обычных шприцов, в случае автоматического инъекционного устройства отсутствует контакт с иглой. Примерные автоматические инъекционные устройства могут содержать втулку иглы, которая окружает иглу и защищает пациентов от травмы острием иглы до и после использования. Кроме того, защитный колпачок на автоматическом инъекционном устройстве может предотвратить случайное неправильное срабатывание, которое возможно с предварительно наполненными шприцами. Прослушиваемый «щелчок» может известить о начале инъекции, и отличительный индикатор в контрольном окне может показывать пациенту, что вся доза полностью введена.
Определения
В данном разделе приведены определения некоторых терминов для облегчения рассмотрения примерных вариантов осуществления.
Автоматическое инъекционное устройство, например, автоматический шприц-ручка, в соответствии с примерными вариантами осуществления может содержать «терапевтически эффективное количество» или «профилактически эффективное количество» антитела или участка антитела в соответствии с изобретением. Терапевтически эффективное количество означает количество, эффективно обеспечивающее, при введении в необходимых дозировках и в течение необходимых периодов времени, получение требуемого терапевтического результата. Терапевтически эффективное количество антитела, участка антитела или другого ингибитора фактора некроза опухоли альфа (ингибитора TNFα) могут изменяться в зависимости от таких факторов, как состояние заболевания, возраст, пол и масса пациента, и способность антитела, участка антитела или другого ингибитора TNFα вызывать требуемую реакцию у пациента. Терапевтически эффективное количество является также количеством, при котором любые токсические или вредные действия антитела, участка антитела или другого ингибитора TNFα перекрываются терапевтически полезными действиями. Термин «профилактически эффективное количество» антитела или участка антитела относится к количеству, эффективно обеспечивающему, при введении в необходимых дозировках и в течение необходимых периодов времени, получение требуемого профилактического результата. Обычно, поскольку профилактическую дозу применяют к пациентам до начала или в ранней стадии заболевания, то профилактически эффективное количество будет меньше, чем терапевтически эффективное количество.
Термин «вещество» относится к любому типу лекарства, биологически активного средства, биологического вещества, химического вещества или биохимического вещества, которое допускает введение в терапевтически эффективном количестве пациенту, применяющему примерные автоматические инъекционные устройства. Примерные вещества содержат, но без ограничения, средства в жидком состоянии. Упомянутые средства могут содержать, но без ограничения, адалимумаб (HUMIRA®) и белки, которые находятся в жидком растворе, например, слитые белки и ферменты.
Примеры белков в растворе содержат, но без ограничения, пульмозим (дорназу альфа), регранекс (бекаплермин), активазу (альтеплазу), альдуразим (ларонидазу), амевив (алефацепт), аранесп (дарбэпоэтин альфа), концентрат бекаплермина, бетазерон (интерферон бета-1b), БОТОКС (ботулин-токсина тип A), элитек (расбуриказа), элспар (аспарагиназа), эпоген (эпоэтин альфа), энбрел (этанерсепт), фарбазим (агальсидазу бета), инферген (интерферон альфакон-1), интрон A (интерферон альфа-2a), кинерет (анакинра), МИОБЛОК (ботулин-токсин тип B), нейласта (пегфилграстим), неймега (опрелвекин), нейпоген (филграстим), онтак (дифтитокс), ПЕГАСИС (пегинтерферон альфа-2a), пролейкин (альдеслейкин), пульмозим (дорназу альфа), ребиф (интерферон бета-1a), регранекс (бекаплермин), ретавазу (ретерплазу), роферон-A (интерферон альфа-2), ТНКазу (тенектеплазу) и ксигрис (дротрекогин альфа), аркалист (рилонацепт), энлейт (ромиплостим), мирцера (метоксиполиэтиленгликоль-эпоэтин бета), цинризе (ингибитор C1-эстеразы), элапразу (идурсульфазу), миозим (алглюкозидазу альфа), оренцию (абатацепт), наглазим (галсульфазу), Kepivance (палифермин) и актиммун (интерферон гамма-1b).
Белок в растворе может быть также иммуноглобулином или его антиген-связывающим фрагментом, например, антителом или его антиген-связывающим участком. Примеры антител, которые можно использовать в примерном автоматическом инъекционном устройстве, содержат, но без ограничения, химерные антитела, нечеловеческие антитела, человеческие антитела, гуманизированные антитела и домен-специфические антитела (dAb). В примерном варианте осуществления, иммуноглобулин или его антиген-связывающий фрагмент является анти-TNFα и/или анти-IL-12 антителом (например, таким может быть иммуноглобулин с двумя вариабельными доменами (DVD) Ig™). Другие примеры иммуноглобулинов или их антиген-связывающих фрагментов, которые можно использовать в способах и композициях в соответствии с примерными вариантами осуществления, содержат, но без ограничения, 1D4.7 (антитело к IL-12/IL-23; Abbott Laboratories); 2.5(E)mgl (антитело к IL-18; Abbott Laboratories); 13C5.5 (антитело к IL-13; Abbott Laboratories); J695 (антитело к IL-12; Abbott Laboratories); афелимомаб (фрагмент Fab 2 против TNF (фактора некроза опухоли); Abbott Laboratories); хумира (адалимумаб), Abbott Laboratories); кэмпас (алемтузумаб); CEA-scan арцитумомаб (арцитумомаб, меченый технецием 99) (фрагмент fab); эрбитукс (цетуксимаб); герцептин (трастузумаб); миосцинт (имциромаб пентетат); простасцинт (капромаб пендетайд); ремикейд (инфликсимаб); РеоПро (абциксимаб); ритуксан (ритуксимаб); симулект (базиликсимаб); синагис (паливизумаб); Verluma (нофетумомаб); ксолар (омализумаб); зенапакс (даклизумаб); зевалин (ибритумомаб тиуксетан); ортоклон OKT3 (муромонаб-CD3); панорекс (эдреколомаб); милотарг (гемтузумаб озогамицин); голимумаб (центокор); цимзия (цертолизумаб пегол); солирис (экулизумаб); CNTO 1275 (устекинумаб); вектибикс (панитумумаб); бексар (тозитумомаб и тозитумомаб с прикрепленным I131); и авастин (бевацизумаб).
Дополнительные примеры иммуноглобулинов или их антиген-связывающих фрагментов, которые можно использовать в способах и композициях в соответствии с примерными вариантами осуществления, содержат, но без ограничения, белки, содержащие, по меньшей мере, что-то одно из следующего: вариабельную область легкой цепи D2E7 (SEQ ID NO: 1), вариабельную область тяжелой цепи D2E7 (SEQ ID NO: 2), вариабельную область CDR3 легкой цепи D2E7 (SEQ ID NO: 3), вариабельную область CDR3 тяжелой цепи D2E7 (SEQ ID NO:4), вариабельную область CDR2 легкой цепи D2E7 (SEQ ID NO: 5), вариабельную область CDR2 тяжелой цепи D2E7 (SEQ ID NO: 6), вариабельную область CDR1 легкой цепи D2E7 (SEQ ID NO: 7), вариабельную область CDR1 тяжелой цепи D2E7 (SEQ ID NO: 8), вариабельную область легкой цепи 2SD4 (SEQ ID NO: 9), вариабельную область тяжелой цепи 2SD4 (SEQ ID NO: 10), вариабельную область CDR3 легкой цепи 2SD4 (SEQ ID NO: 11), вариабельную область CDR3 легкой цепи EP B12 (SEQ ID NO: 12), вариабельную область CDR3 легкой цепи VL10E4 (SEQ ID NO: 13), вариабельную область CDR3 легкой цепи VL100A9 (SEQ ID NO: 14), вариабельную область CDR3 легкой цепи VLL100D2 (SEQ ID NO: 15), вариабельную область CDR3 легкой цепи VLL0F4 (SEQ ID NO: 16), вариабельную область CDR3 легкой цепи L0E5 (SEQ ID NO: 17), вариабельную область CDR3 легкой цепи VLLOG7 (SEQ ID NO: 18), вариабельную область CDR3 легкой цепи VLLOG9 (SEQ ID NO: 19), вариабельную область CDR3 легкой цепи VLLOH1 (SEQ ID NO: 20), вариабельную область CDR3 легкой цепи VLLOH10 (SEQ ID NO: 21), вариабельную область CDR3 легкой цепи VL1B7 (SEQ ID NO: 22), вариабельную область CDR3 легкой цепи VL1C1 (SEQ ID NO: 23), вариабельную область CDR3 легкой цепи VL0.1F4 (SEQ ID NO: 24), вариабельную область CDR3 легкой цепи VL0.1H8 (SEQ ID NO: 25), вариабельную область CDR3 легкой цепи LOE7.A (SEQ ID NO: 26), вариабельную область CDR тяжелой цепи 2SD4 (SEQ ID NO: 27), вариабельную область CDR тяжелой цепи VH1B11 (SEQ ID NO: 28), вариабельную область CDR тяжелой цепи VH1D8 (SEQ ID NO: 29), вариабельную область CDR тяжелой цепи VH1A11 (SEQ ID NO: 30), вариабельную область CDR тяжелой цепи VH1B12 (SEQ ID NO: 31), вариабельную область CDR тяжелой цепи VH1E4 (SEQ ID NO: 32), вариабельную область CDR тяжелой цепи VH1F6 (SEQ ID NO: 33), вариабельную область CDR тяжелой цепи 3C-H2 (SEQ ID NO: 34) и вариабельную область CDR тяжелой цепи VH1-D2.N (SEQ ID NO: 35).
Термин «человеческий TNFα» (человеческий фактор некроза опухоли альфа) (сокращенно обозначаемый в настоящем описании hTNFα или просто hTNF) относится к человеческому цитокину, который существует в форме 17-кДа секретируемой формы и 26-кДа мембран-ассоциированной формы, биологически активная форма которого состоит из тримера нековалентно связанных 17-кДа молекул. Дополнительное описание структуры hTNFα приведено, например, в работах Pennica, D., et al. (1984) Nature 312:724-729; Davis, J.M., et al. (1987) Biochem. 26: 1322- 1326; и Jones, E.Y., et al. (1989) Nature 338:225-228. Предполагается, что термин человеческий TNFα включает в себя рекомбинантный человеческий TNFα (rhTNFα), который может быть приготовлен стандартными способами рекомбинантной экспрессии или закуплен на рынке (R & D Systems, Catalog No. 210-TA, Minneapolis, MN). TNFα обозначается также как TNF.
Термин «ингибитор TNFα» относится к средству, которое подавляет активность TNFα. Термин включает в себя также каждое из человеческих антител против TNFα (определение, применяемое в настоящем описании равнозначно с определением антитело к (против) TNFα) и участков антител, охарактеризованных в настоящем описании, а также антител и участков антител, описанных в патентах США №№ 6,090,382; 6,258,562; 6,509,015; 7,223,394; и 6,509,015. В одном варианте осуществления, ингибитор TNFα, применяемый в изобретении, является антителом против TNFα или фрагментом данного антитела, включая инфликсимаб (Ремикейд®, Johnson and Johnson; описанное в патенте США № 5,656,272); CDP571 (гуманизированное моноклональное антитело класса IgG4 против TNF-альфа); CDP 870 (фрагмент гуманизированного моноклонального антитела против TNF-альфа); и dAb против TNF (Peptech); CNTO 148 (голимумаб; Centocor, смотри публикацию WO 02/12502 и патенты США 7,521,206 и США 7,250,165); и адалимумаб (HUMIRA®-Abbott Laboratories, человеческое моноклональное антитело (mAb) против TNF, описанное в патенте США 6,090,382 под обозначением D2E7). Дополнительные антитела против TNF, которые можно применять в настоящем изобретении, описаны в патентах США №№ 6,593,458; 6,498,237; 6,451,983; и 6,448,380. В другом варианте осуществления, ингибитор TNFα представляет собой слитый белок на основе TNF, например, этанерсепт (Enbrel®, Amgen; смотри описание в публикациях WO 91/03553 и WO 09/406476). В другом варианте осуществления, TNFα-ингибитор является a рекомбинантный TNF-связывающий белок (r-TBP-I) (Serono).
В одном варианте осуществления, термин «ингибитор TNFα» исключает инфликсимаб. В одном варианте осуществления, термин «ингибитор TNFα» исключает адалимумаб. В другом варианте осуществления, термин «ингибитор TNFα» исключает адалимумаб и инфликсимаб.
В одном варианте осуществления, термин «ингибитор TNFα» исключает этанерсепт и, по желанию, адалимумаб, инфликсимаб и адалимумаб и инфликсимаб.
В одном варианте осуществления, термин «антитело против TNFα» исключает инфликсимаб. В одном варианте осуществления, термин «антитело против TNFα» исключает адалимумаб. В другом варианте осуществления, термин «антитело против TNFα» исключает адалимумаб и инфликсимаб.
Термин «антитело» относится к молекулам иммуноглобулина, в общем, состоящим из четырех полипептидных цепей, двух тяжелых (H) цепей и двух легких (L) цепей, соединенных между собой дисульфидными связями. Каждая тяжелая цепь состоит из вариабельной области тяжелой цепи (сокращенно обозначаемой в настоящем описании как HCVR или VH) и константной области тяжелой цепи. Константная область тяжелой цепи состоит из трех доменов, CH1, CH2 и CH3. Каждая легкая цепь состоит из вариабельной области легкой цепи (сокращенно обозначаемой в настоящем описании как LCVR или VL) и константной области легкой. Константная область легкой цепи состоит из одного домена, CL. Области VH и VL могут дополнительно подразделяться на области гипервариабельности, называемые определяющими комплементарность областями (CDR), перемеженные областями, которые являются более консервативными, так называемыми, каркасными областями (FR). Каждая VH и VL состоит из трех CDR или четырех FR, расположенных от аминоконца (в дальнейшем, N-конец) к карбоксильному концу (в дальнейшем, C-конец) в следующем порядке: FR1, CDR1, FR2, CDR2, FR3, CDR3, FR4. Дополнительное описание антител в соответствии с изобретением приведено в патентах США №№ 6,090,382; 6,258,562; и 6,509,015.
Термин «антиген-связывающий участок» антитела (или просто «участок антитела») относится к, по меньшей мере, одному фрагменту антитела, который сохраняет способность специфически связываться с антигеном (например, hTNFα). Фрагменты антитела полной длины могут выполнять антиген-связывающую функцию антитела. Примеры связывающих фрагментов, охватываемых термином «антиген-связывающий участок» антитела, содержат (i) фрагмент Fab, моновалентный фрагмент, состоящий из доменов VL, VH, CL и CH1; (ii) фрагмент F(ab')2, двухвалентный фрагмент, содержащий два фрагмента Fab, связанные дисульфидным мостиком в шарнирной области; (iii) фрагмент Fd, состоящий из доменов VH и CH1; (iv) фрагмент Fv, состоящий из доменов VL и VH одного плеча антитела, (v) фрагмент dAb (Ward et al. (1989) Nature 341:544-546), который состоит из домена VH или VL; (vi) выделенную, определяющую комплементарность область (CDR); и (vii) иммуноглобулин с двумя вариабельными доменами (DVD-Ig). Кроме того, хотя два домена VL и VH фрагмента Fv кодированы отдельными генами, они могут быть связаны рекомбинантными способами с помощью синтетического линкера, который позволяет составлять их в одну белковую цепь, в которой области VL и VH спариваются с формированием моновалентных молекул (известных как одноцепочечный Fv (scFv); смотри, например, Bird et al. (1988) Science 242:423-426; и Huston et al. (1988) Proc. Natl. Acad. Sci. USA 85:5879-5883). Упомянутые одноцепочечные антитела охватываются термином «антиген-связывающий участок» антитела. Другие формы одноцепочечных антител, например, диатела также охватываются упомянутым термином. Диатела являются двухвалентными биспецифическими антителами, в которых на одной полипептидной цепи экспрессируются домены VH и VL, но использующими линкер, который является слишком коротким, чтобы допускать спаривание двух доменов на одной и той же цепи, что вынуждает домены спариваться с комплементарными доменами другой цепи и создавать два антиген-связывающих сайта (смотри, например, Holliger et al. (1993) Proc. Natl. Acad. Sci. USA 90:6444-6448; Poljak et al. (1994) Structure 2: 1121-1123). Дополнительная информация об участках антитела в соответствии с изобретением приведена в патентах США №№ 6,090,382; 6,258,562; и 6,509,015.
Термин «рекомбинантное человеческое антитело» относится ко всем человеческим антителам, которые приготовлены, экспрессированы, созданы или выделены рекомбинатными средствами, например, антителам, экспрессированным с использованием рекомбинантного экспрессирующего вектора, трансфицированного в клетку-хозяина (дополнительно описанную ниже), антителам, выделенным из библиотеки (дополнительно описанной ниже) рекомбинантных комбинаторных человеческих антител, антителам, выделенным из животного (например, мыши), которое является трансгенным в отношении генов человеческого иммуноглобулина (смотри, например, Taylor et al. (1992) Nucl. Acids Res. 20:6287), или антителам, приготовленным, экспрессированным, созданным или выделенным любыми другими средствами, которые включают в себя сплайсинг последовательностей генов человеческого иммуноглобулина в другие последовательности ДНК. Упомянутые рекомбинантные человеческие антитела содержат вариабельные и константные области, выделенные из последовательностей человеческого зародышевого иммуноглобулина. Однако, в некоторых вариантах осуществления, упомянутые рекомбинантные человеческие антитела подвергают мутагенезу in vitro (или, когда используют животное, трансгенное в отношении последовательностей человеческого Ig, соматическому мутагенезу in vivo) и, таким образом, аминокислотные последовательности областей VH и VL рекомбинантных антител являются последовательностями, которые, при том, что выделены из последовательностей зародышевых VH и VL человека и связаны с ними, не могут, в естественных условиях, существовать в наборе in vivo зародышевой линии антител человека.
Упомянутые химерные, гуманизированные, человеческие и биспецифические антитела могут быть получены известными методами рекомбинантных ДНК, например, с использованием способов, приведенных в международной заявке PCT № PCT/US86/02269; европейской патентной заявке № 184,187; европейской патентной заявке № 171,496; европейской патентной заявке № 173,494; международной публикации PCT № WO 86/01533; патенте США № 4,816,567; европейской патентной заявке № 125,023; работах Better et al. (1988) Science 240:1041-1043; Liu et al. (1987) Proc. Natl. Acad. Sci. USA 84:3439-3443; Liu et al. (1987) J. Immunol. 139:3521-3526; Sun et al. (1987) Proc. Natl. Acad. Sci. USA 84:214-218; Nishimura et al. (1987) Cancer Res. 47:999-1005; Wood et al. (1985) Nature 314:446-449; Shaw et al. (1988) J. Natl. Cancer Inst. 80:1553-1559; Morrison (1985) Science 229:1202- 1207; Oi et al. (1986) BioTechniques 4:214; патенте США № 5,225,539; работах Jones et al. (1986) Nature 321:552-525; Verhoeyan et al. (1988) Science 239:1534; и Beidler et al. (1988) J. Immunol. 141:4053-4060; Queen et al. (1989) Proc. Natl. Acad. Sci. USA 86:10029-10033 (1989); патенте США № 5,530,101; патенте США № 5,585,089; патенте США № 5,693,761; патенте США № 5,693,762; публикации WO 90/07861; и патенте США № 5,225,539.
Термин «выделенное антитело» относится к антителу, которое, по существу, не содержит других антител, обладающих отличающимися антигенными специфичностями (например, выделенному антителу, которое специфически связывает hTNFα и, по существу, не содержит антител, которые специфически связывают антигены, отличающиеся от hTNFα). Выделенное антитело, которое специфически связывает hTNFα, может, однако, иметь перекрестную реактивность к другим антигенам, например, молекулам TNFα из других видов. Более того, выделенное антитело, по существу, может не содержать другой(ие) клеточный материал и/или химические соединения.
Термин «нейтрализующее антитело» (или «антитело, которое нейтрализовало активность hTNFα») относится к антителу, связывание которого с hTNFα приводит к ингибированию биологической активности hTNFα. Упомянутое ингибирование биологической активности hTNFα можно оценить измерением одного или более индикаторов биологической активности hTNFα, например, hTNFα-индуцированной цитотоксичности (либо in vitro, либо in vivo), hTNFα-индуцированной активации клеток и связывания hTNFα с рецепторами hTNFα. Приведенные индикаторы биологической активности hTNFα можно оценить с помощью, по меньшей мере, одного из нескольких стандартных анализов in vitro и in vivo, известных в данной области(смотри патент США № 6,090,382). В предпочтительном варианте, способность антитела нейтрализовать активность hTNFα оценивают по ингибированию hTNFα-индуцированной цитотоксичности клеток L929. В качестве дополнительного или альтернативного параметра активности hTNFα, можно оценить способность антитела ингибировать hTNFα-индуцированную экспрессию ELAM-1 (селектина E) на HUVEC (клетках эндотелия человеческой пупочной вены), в качестве степени hTNFα-индуцированной активации клеток.
Термин «поверхностный плазменный резонанс» относится к оптическому явлению, которое допускает анализ в реальном времени биоспецифических взаимодействий посредством обнаружения изменений концентраций белка в матриксе биосенсора, например, с использованием системы BIAcore (Pharmacia Biosensor AB, Uppsala, Sweden and Piscataway, NJ). Дополнительное описание приведено в примере 1 в патенте США № 6,258,562 и работах Jönsson U. et al. (1993) Ann. Biol. Clin. 51:19-26; Jönsson U. et al. (1991) Biotechniques 11:620-627; Johnson В. et al. (1995) J. Mol. Recognit. 8:125-131 и Johnson В. et al. (1991) Anal. Biochem. 198:268-277.
«Koff» обозначает константу скорости диссоциации антитела из комплекса антитело/антиген.
«Кd» обозначает константу диссоциации определенного взаимодействия антитело-антиген.
«IC50» обозначает концентрацию ингибитора, необходимую для ингибирования представляющей интерес биологической конечной точки, например, нейтрализации цитотоксической активности.
Термин «доза» относится к количеству вещества, например, ингибитора TNFα, которое вводят пациенту, предпочтительно, с использованием автоматического инъекционного устройства в соответствии с изобретением. В одном варианте осуществления, доза содержит эффективное количество, например, содержащее 20 мг, 30 мг, 40 мг, 50 мг, 60 мг, 70 мг, 80 мг, 90 мг, 100 мг, 110 мг, 120 мг, 130 мг, 140 мг, 150 мг и 160 мг адалимумаба, являющегося ингибитором TNFα.
Термин «дозирование» относится к введению вещества (например, антитела против TNFα) для достижения терапевтической цели (например, лечения ревматоидного артрита).
Термин «режим дозирования» относится к графику лечения таким веществом, как, например, ингибитор TNFα, например, графику лечения в течение длительного периода времени и/или на протяжении курса лечения, например, введение первой дозы ингибитора TNFα на неделе 0, с последующей второй дозой ингибитора TNFα, при режиме дозирования один раз в две недели.
Термины «режим дозирования один раз в две недели», «дозирование один раз в две недели» и «введение один раз в две недели» относятся к периоду введения вещества (например, антитела против TNFα) пациенту для достижения терапевтической цели, например, на протяжении курса лечения. Предполагается, что режим дозирования один раз в две недели не содержит режима еженедельного дозирования. В предпочтительном варианте, вещество вводят через каждые 9-19 дней, в более предпочтительном варианте, через каждые 11-17 дней, в еще более предпочтительном варианте, через каждые 13-15 дней, и в наиболее предпочтительном варианте, через каждые 14 дней. В одном варианте осуществления, режим дозирования один раз в две недели начинают для пациента на неделе 0 лечения. В другом варианте осуществления, поддерживающую дозу вводят в режиме дозирования один раз в две недели. В одном варианте осуществления, как ударную, так и поддерживающую дозы вводят в режиме дозирования один раз в две недели. В одном варианте осуществления, дозирование один раз в две недели содержит режим дозирования, в котором дозы ингибитора TNFα вводят пациенту через неделю, начиная с недели 0. В одном варианте осуществления, дозирование один раз в две недели содержит режим дозирования, в котором дозы ингибитора TNFα вводят пациенту через неделю, последовательно, в течение заданного периода времени, например, 4 недель, 8 недель, 16 недель, 24 недель, 26 недель, 32 недель, 36 недель, 42 недель, 48 недель, 52 недель, 56 недель и т.п. Режимы дозирования один раз в две недели описаны также в заявке США № 2003/0235585.
Термин «комбинация», как, например, в выражении «первое средство в комбинации со вторым средством» содержит совместное введение первого средства и второго средства, которое, например, может быть растворено или перемешано в одном и том же фармацевтически приемлемом носителе, или введение первого средства, с последующим введением второго средства, или введение второго средства, с последующим введением первого средства.
Термин «сопутствующий», как, например, в выражении «сопутствующее терапевтическое воздействие» относится к введению вещества в присутствии второго средства. Способ сопутствующего терапевтического воздействия содержит способы, в которых первое, второе, третье или дополнительные вещества являются сопутствующими. Способ сопутствующего терапевтического воздействия содержит также способы, в которых первое или дополнительные средства вводят в присутствии второго или дополнительных веществ, при этом, второе или дополнительные вещества, например, можно вводить предварительно. Способ сопутствующего терапевтического воздействия может выполняться поэтапно разными пациентами. Например, один человек может вводить пациенту первое средство, и второй человек может вводить пациенту второе вещество, и этапы введения можно выполнять одновременно или почти одновременно, или разновременно, при условии, что первое вещество (и дополнительные вещества) присутствует(ют) после введения, при наличии второго вещества (и дополнительных веществ). Исполнитель и пациент могут быть одним и тем объектом (например, человеком).
Термин «комбинированная терапия» относится к введению, по меньшей мере, двух терапевтических веществ, например, антитела против TNFα и другого лекарства. Другое(ие) лекарство(а) можно вводить как сопутствующее средство совместно с, перед или вслед за введением антитела против TNFα.
Термин «лечение» относится к терапевтическому воздействию, а также профилактическим или сдерживающим мерам для лечения заболевания, при котором, например, TNFα оказывает вредное воздействие, например, ревматоидного артрита.
Термин «пациент» относится к любому млекопитающему, принадлежащему или не принадлежащему к человеческому роду, которому можно вводить инъекцию вещества, с использованием примерных автоматических инъекционных устройств.
Термин «автоматическое инъекционное устройство» (или «автоинъектор») относится к устройству, которое дает возможность пациенту самостоятельно вводить дозу вещества, например, жидкого лекарственного препарата, при этом, автоматическое инъекционное устройство отличается от стандартного шприца содержанием узла рабочего механизма для автоматического введения вещества в тело пациента посредством инъекции, когда включают узел рабочего механизма. В примерном варианте осуществления, автоматическое инъекционное устройство может быть носимым на теле пациента.
Термин «рабочий механизм» относится к механизму, который, при включении механизмом включения спуска, автоматически вводит вещество, содержащееся в автоматическом инъекционном устройстве, в тело пациента. Механизмом включения спуска может быть механизмом любого типа, который включает и запускает рабочий механизм, в том числе, но без ограничения, пусковой кнопкой, на которую может нажимать пациент для запуска рабочего механизма.
Термин «усилие спуска» (или «FtF») относится к минимальному усилию, которое следует подвести к механизму включения спуска автоматического инъекционного устройства, чтобы запустить рабочий механизм для того, чтобы рабочий механизм вытеснил вещество, содержащееся в устройстве. Подведение усилия, равного или большего, чем необходимое усилие спуска (FtF), к механизму включения спуска вынуждает механизм включения спуска запустить рабочий механизм, и тогда рабочий механизм вытесняет вещество из устройства. С другой стороны, подведение усилия, меньшего, чем необходимое усилие спуска (FtF), к механизму включения спуска, на запускает рабочий механизм, и поэтому рабочий механизм не вытесняет вещество из устройства. Примерное усилие спуска (FtF) для автоматического инъекционного устройства может быть в пределах от приблизительно 5 Н до приблизительно 25 Н. Другое примерное усилие спуска (FtF) для автоматического инъекционного устройства может быть в пределах от приблизительно 10 Н до приблизительно 15 Н. Еще одно примерное усилие спуска (FtF) для автоматического инъекционного устройства имеет минимальное значение приблизительно 25 Н.
Подведение усилия спуска (FtF) к механизму включения спуска может осуществляться вручную, пациентом, или автоматически, приводным механизмом. В примерном варианте осуществления, для запуска рабочего механизма может требоваться непрерывное подведение усилия спуска (FtF) в течение минимального периода времени, например, 5 секунд, 10 секунд и т.п.
«Модуль изгиба» (или «изгибный модуль», или «модуль упругости при изгибе») относится к отношению максимального напряжения к максимальной деформации материала в рамках предела упругости материала, где упомянутое отношение определяют из диаграммы зависимости деформации от напряжения, полученной при испытании на изгиб. Модуль изгиба материала является мерой упругости материала или способностью материала к деформации и к последующему возвращению к его первоначальной форме.
Термин «выступающий упор» или «опорный выступ» относится к материалу, прикрепленному к одной или обеим лапкам раздвоенного конца плунжера шприца или выступающему из упомянутых лапок, и выполнен с возможностью контакта и сцепления с механизмом включения спуска.
Термин «первичная контактная поверхность» (или «ICS») относится к участку внешней поверхности выступающего упора, сформированного на раздвоенном конце плунжера шприца. Поверхность ICS сформирована между верхней поверхностью выступающего упора и вторичной контактной поверхностью (SCS) выступающего упора и выполнена с возможностью контакта с механизмом включения спуска, например, пусковой кнопкой.
Термин «вторичная контактная поверхность» (или «SCS») относится к участку внешней поверхности выступающего упора, сформированного на раздвоенном конце плунжера шприца. Поверхность SCS сформирована между поверхностью ICS выступающего упора и нижней поверхностью выступающего упора.
Термин «угол первичной контактной поверхности» или «угол ICS» относится к углу, сформированному поверхностью ICS относительно продольной оси лапки плунжера.
Термин «длина первичной контактной поверхности» или «длина поверхности ICS» относится к длине выступающего упора до точки перехода между поверхностью ICS и поверхностью SCS, измеренной вдоль оси, поперечной продольной оси.
Термин «раскрытие лапок плунжера» относится к расстоянию между лапками раздвоенного конца плунжера шприца.
Термин «угол скобы основания плунжера» (или «угол PBB») относится к углу, сформированному между лапками раздвоенного конца плунжера шприца. Например, значение 0° для угла PBB означает, что лапки плунжера параллельны между собой. Между углом PBB и раскрытием лапок плунжера существует прямая зависимость, а именно, увеличение угла PBB увеличивает раскрытие лапок плунжера, и уменьшение угла PBB уменьшает раскрытие лапок плунжера.
Термин «предварительно наполненный(ое) шприц/устройство» означает шприц/устройство, который(ое) наполняют веществом непосредственно перед введением вещества пациенту, и шприц/устройство, который(ое) наполняют веществом и хранят в упомянутой предварительно наполненной форме в течение некоторого периода времени перед введением вещества пациенту.
Термин «термопластический материал» относится к материалу, который обладает свойством размягчения или сплавления, при нагревании, и отверждения и приобретения жесткости, при охлаждении. Термопластический материал является полимером, который превращается в жидкость, при достаточном нагревании и застывает в очень твердое стеклообразное состояние, при достаточном охлаждении. Термопластические материалы можно многократно повторно расплавлять и охлаждать, без претерпевания материалами какого-либо существенного химического изменения.
Большинство термопластических материалов представляют собой высокомолекулярные полимеры, цепи которых связаны слабыми силами Ван-дер-Ваальса (полиэтилен), более сильными диполь-дипольными взаимодействиями и водородными связями (нейлон) или даже стэкинг-взаимодействием ароматических колец (полистирол). Термопластические полимеры отличаются от термореактивных полимеров (вулканизированного каучука), так как, в отличие от термореактивных полимеров, могут быть подвергнуты повторному расплавлению и формованию. Многие термопластичные материалы являются ступенчато полимеризованными полимерами, например, полимерами цепной полимеризация мономеров винильного типа, например, полиэтилен и полипропилен.
Термин «термореактивный материал» относится к полимерному материалу, который размягчается при первоначальном нагревании и затем конденсируется (часто, со сшиванием) в постоянную твердую форму. Термореактивный материал нельзя размягчать или повторно обрабатывать посредством последующего подведения тепла.
Термореактивные материалы являются полимерными материалами, которые отверждаются необратимо. Отверждение можно выполнять нагреванием (как правило, выше 200° Цельсия), проведением химической реакции (например, с двухкомпонентными эпоксидными смолами) или облучением (например, воздействием электронным пучком). Термореактивные материалы образованы полимерами с длинными цепями, которые сшиваются между собой после того, как отверждены тепловым излучением, ультрафиолетовым (УФ) излучением и/или видимым излучением, и/или после их нагревания. Процесс отверждения придает материалу постоянную твердость. Термореактивные пластики являются полимерными материалами, которые, обычно, являются жидкими или деформируемыми до отверждения и предназначены для формования до их окончательной формы или применения в виде адгезивов. Некоторые термореактивные пластики являются твердыми веществами, например, формовочными массами, обычно применяемыми в полупроводниках и интегральных схемах.
Примерные автоматические инъекционные устройства
Описание примерных вариантов осуществления приведено ниже со ссылкой на некоторые наглядные варианты осуществления. Хотя описание примерных вариантов осуществления приведено в отношении применения автоматического инъекционного устройства для обеспечения инъекции дозы жидкого лекарственного препарата, специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что примерные варианты осуществления не ограничены наглядными вариантами осуществления, и что примерные автоматические инъекционные устройства можно применять для инъекции любого подходящего вещества пациенту. Кроме того, компоненты примерных автоматических инъекционных устройств и способы изготовления и применения примерных автоматических инъекционных устройств не ограничены нижеописанными наглядными вариантами осуществления.
Определение «дистальный» относится к участку или концу компонента примерного автоматического инъекционного устройства, который наиболее удален от места инъекции на теле пациента, когда устройство прикладывают к пациенту для инъекции или для имитации инъекции.
Определение «проксимальный» относится к участку или концу компонента примерного автоматического инъекционного устройства, который находится ближе всего к месту инъекции на теле пациента, когда устройство прикладывают к пациенту для инъекции или для имитации инъекции.
На фигурах 1 и 2 показано примерное автоматическое инъекционное устройство 10, подходящее для инъекции дозы вещества, например, жидкого лекарства, пациенту. На фигуре 1 приведен вид в перспективе примерного автоматического инъекционного устройства 10, с которого сняты колпачки, которые закрывают проксимальный и дистальный концы корпусной обоймы. На фигуре 2 приведен вид в перспективе примерного автоматического инъекционного устройства 10, представленного на фигуре 1, у которого проксимальный и дистальный концы корпусной обоймы закрыты колпачками.
Как показано на фигуре 1, автоматическое инъекционное устройство 10 содержит корпусную обойму 12 для вмещения контейнера, например, шприца, содержащего дозу вещества, подлежащего инъекции в тело пациента. В предпочтительном варианте, корпусная обойма 12 имеет трубчатую конфигурацию, однако, специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что корпусная обойма 12 может иметь любые соответствующие размеры, форму и конфигурацию, подходящие для вмещения шприца или другого контейнера. Хотя описание примерных вариантов осуществления приведено ниже в отношении шприца, установленного в корпусе 12, специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что автоматическое инъекционное устройство 10 может использовать любой подходящий контейнер для хранения и выдачи вещества.
В предпочтительном варианте осуществления, примерный шприц установлен с возможностью сдвига в корпусной обойме 12, как подробно поясняется ниже. Когда устройство находится в незадействованном положении, шприц укрыт и отведен в корпусную обойму 12. Когда устройство 10 приводят в действие, игла шприца выступает из первого проксимального конца 20 корпусной обоймы 12 для создания возможности вытеснения вещества из шприца в тело пациента. Как показано, первый проксимальный конец 20 корпусной обоймы 12 содержит отверстие 28, через которое игла шприца выступает в процессе приведения в действие устройства 10.
Как также показано на фигуре 1, второй дистальный конец 30 корпусной обоймы 12 содержит механизм включения спуска, например, пусковую кнопку 32, для приведения в действие рабочего механизма. Корпусная обойма 12 вмещает также рабочий механизм, например, по меньшей мере, один приводной элемент, который перемещает шприц из укрытого положения в корпусной обойме 12 в выступающее положение и, затем, вытесняет вещество из шприца в тело пациента.
Примерное автоматическое инъекционное устройство 10 может также содержать первый съемный колпачок 24 (или колпачок иглы) для укрытия первого конца 20 корпусной обоймы 12, чтобы не допускать внешнего воздействия на иглу до инъекции. В наглядном варианте осуществления, первый колпачок 24 может содержать выступ 26 для фиксации и/или присоединения колпачка 24 устройства 10, пока пациент не станет готов к приведению в действие устройства 10. В альтернативном варианте, первый колпачок 24 может содержать резьбовой участок, и внутренняя поверхность корпусной обоймы 12 в отверстии 28 может содержать винтовую резьбу. В соответствии с принципами примерного варианта осуществления, можно применить любой подходящий механизм сопряжения.
Корпусная обойма 12 и колпачки 24, 34 могут дополнительно содержать графические изображения, символы и/или числа для облегчения применения автоматического инъекционного устройства 10. Например, корпусная обойма 12 содержит стрелку 125 на внешней поверхности, направленную к первому концу 20 устройства 10 для указания, как следует держать устройство 10 относительно пациента (т.е. первым концом 20 вплотную к месту инъекцию), как показано на фигуре 2. Кроме того, первый колпачок 24 маркирован цифрой «1» для указания, что, сначала, пациент должен снять первый колпачок 24 устройства, и второй колпачок маркирован цифрой «2» для указания, что второй колпачок 34 следует снять после того, как снимают первый колпачок 24, во время подготовки к инъекции и последующей инъекции с применением показанного автоматического инъекционного устройства 10. Специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что автоматическое инъекционное устройство 10 может содержать любые подходящие графические изображения, символы и/или числа для облегчения руководства пациентом, или автоматическое инъекционное устройство может не содержать упомянутых графических изображений, символов и/или чисел.
Как показано на фигуре 2, первый конец 20 корпусной обоймы 12 может иметь диаметр больше, чем второй конец 30. В месте перехода между двумя диаметрами может быть сформирован уступ 29 для размещения второго колпачка 34 и для облегчения посадки второго колпачка 34 на второй конец 30 корпусной обоймы.
В предпочтительном варианте, корпусная обойма 12 может также содержать наблюдательное окно 130, что пациент мог видеть содержимое шприца, помещенного внутрь корпусной обоймы 12. Окно 130 может содержать отверстие в боковой стенке корпусной обоймы 12 или может содержать прозрачный материал в корпусной обойме 12, чтобы можно было видеть внутреннюю область устройства 10.
Корпусная обойма 12 может быть сформирована из любого подходящего материала для хирургического применения, включая, но без ограничения, пластиковые и другие известные материалы.
На фигурах 3-5 (известный уровень техники) представлены схематические виды внутренних компонентов примерного автоматического инъекционного устройства 10. На фигуре 3 представлен схематический вид в разрезе примерного автоматического инъекционного устройства (в соответствии с известным уровнем техники) перед использованием. На фигуре 4 представлен схематический вид в разрезе примерного автоматического инъекционного устройства (в соответствии с известным уровнем техники), показанного на фигуре 3, в промежуточной стадии срабатывания. На фигуре 5 представлен схематический вид в разрезе примерного автоматического инъекционного устройства (в соответствии с известным уровнем техники), показанного на фигурах 3 и 4, в стадии срабатывания после инъекции.
Как дополнительно показано на фигурах 3-5, шприц 50 или другой подходящий контейнер для вещества расположен во внутренней области корпусной обоймы 12. Примерный шприц 50 может содержать полый гильзовый участок 53 для вмещения дозы жидкого вещества, подлежащего инъекции в тело пациента. Примерный гильзовый участок 53 имеет, по существу, цилиндрическую форму, хотя специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что гильзовый участок 53 может иметь любую подходящую форму или конфигурацию. Уплотнение, показанное в виде пробки 54, герметизирует дозу внутри гильзового участка 53. Шприц 50 может также содержать полую иглу 55, соединенную и сообщающуюся по текучей среде с гильзовым участком 53, по которой можно вытолкнуть дозу посредством приложения давления к пробке 54. Полая игла 55 продолжается от первого проксимального конца 53a гильзового участка 53. Второй дистальный конец 53b гильзового участка 53 содержит фланец 56 или другой подходящий механизм для примыкания к упору (обозначенному на схеме позицией 123) на корпусной обойме 12, чтобы ограничивать перемещение шприца 50 внутри корпусной обоймы 12, как поясняется ниже. Специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что примерные варианты осуществления не ограничены наглядным вариантом осуществления шприца 50, и что, в соответствии с принципами примерных вариантов осуществления, возможно применение любого подходящего контейнера для вмещения дозы вещества, подлежащего инъекции.
В примерном варианте осуществления, игла 55 может быть фиксированной полуторадюймовой (38-мм) иглой двадцать седьмого калибра. Наконечник примерной полой иглы 55 может содержать несколько скосов, например, пять скосов, для облегчения введения. Однако, игла 55 может иметь любые соответствующие размеры, форму и конфигурацию, подходящие для прокалывания кожи пациента и, тем самым, для введения вещества в тело пациента, и не ограничено наглядным вариантом осуществления. Подходящие типы игл общеизвестны в данной области техники.
Автоматическое инъекционное устройство 10, представленное на фигурах 3-5, может содержать примерный привод 70 шприца, показанный в виде плунжера, для выборочного перемещения и приведения в действие шприца 50 и, тем самым, инъекции дозы, содержащейся в шприце 50, в тело пациента. Примерный плунжер 70 может содержать участок 71 штока, имеющий первый конец 71a, составляющий одно целое, например, соединенный и/или сообщающийся по текучей среде, с пробкой 54, для выборочного приложения давления к пробке 54, чтобы вытеснять дозу из иглы 55. Плунжер 70 может содержать снабженный фланцем второй конец 72. В примерном варианте осуществления, плунжер 70 может содержать более сложные компоненты, чем показанные на фигурах 3-5. В примерном варианте осуществления, устройство 10 может содержать больше или меньше приводных элементов, чем показано на фигурах 3-5.
Плунжер 70 может быть поджат к первому концу 20 устройства 10 первым поджимным механизмом, показанным в виде цилиндрической пружины 88, расположенной вокруг или над снабженным фланцем вторым концом 72 плунжера 70. Проксимальный конец 88a цилиндрической пружины 88 может упираться во снабженный фланцем второй конец 72 плунжера 70 для выборочного приложения давления на плунжер 70 и перемещения плунжера 70 в проксимальном направлении. В альтернативном варианте, плунжер 70 может продолжаться по центру пружины 88.
Как показано на фигуре 3, перед использованием устройства 10, цилиндрическая пружина 88 (или другой подходящий механизм) может быть сжата между плунжером 70 и корпусной обоймой 12 и, тем самым, содержит запас энергии. Спусковой элемент 91, который можно приводить в действие любым подходящим приводным средством, например, пусковой кнопкой 32, может удерживать плунжер 70 и первый поджимной механизм 88 в отведенном застопоренном положении до приведения в действие пусковой кнопки 32. Спусковой элемент 91 может фиксировать снабженный фланцем второй конец 72 плунжера 70. Когда пусковую кнопку 32 или другое приводное средство приводят в действие, спусковой элемент 91 может деблокировать снабженный фланцем второй конец 72 плунжера 70, что позволяет цилиндрической пружине 88 продвинуть плунжер 70 к первому концу устройства 10.
Второй поджимной механизм, показанный в виде цилиндрической пружины 89, может фиксировать шприц 50 в отведенном положении внутри корпусной обоймы 12 перед использованием, как показано на фигуре 3. В отведенном положении, игла 55, предпочтительно, может быть полностью укрыта внутри корпусной обоймы 12. Примерная цилиндрическая пружина 89 шприца может располагаться вокруг проксимального участка гильзового участка 53 и может быть посажена на полку 121, сформированную внутри корпусной обоймы. Верхний конец цилиндрической пружины 89 может упираться в снабженный фланцем второй конец 56 шприца 50. Упругое усилие второго поджимного механизма 89 может отжимать снабженный фланцем второй конец 56 шприца 50 от первого конца 20 корпусной обоймы 12, с удерживанием, тем самым, шприца 50 в отведенном положении до приведения в действие. Местоположение шприца 50 относительно корпусной обоймы 12 могут также определять другие компоненты устройства 10.
Первый поджимной механизм 88 и второй поджимной механизм 89 могут иметь любую подходящую конфигурацию и усилие напряжения, пригодное для использования при поджиме некоторых компонентов устройства. Например, первый поджимной механизм 88 может обладать любыми соответствующими размерами, формой, энергией и свойствами, подходящими для перемещения вперед плунжера 70 и шприца 50, при деблокировании. Второй поджимной механизм 89 может обладать любыми соответствующими размерами, формой, энергией и свойствами, подходящими для отвода назад шприца 50 до приведения в действие. Возможно также использование других подходящих средств для облегчения перемещения плунжера 70 и/или шприца 50.
Как также видно из наглядного варианта осуществления, показанного на фигурах 3-5, плунжер 70 может содержать примерный, радиально сжимаемый расширенный участок 76, например, в центре плунжера 70. В наглядном варианте осуществления, шток 71 может быть разрезным, например, на центральном участке, и расширенным для формирования пары выступающих изогнутых участков 78, которые определяют границы радиально сжимаемого расширенного участка 76. Выступающие изогнутые участки 78 могут быть предварительно сформированы в виде части формованного плунжера 70 или, в альтернативном варианте, могут быть отдельно закрепленными к плунжеру 70. Выступающие изогнутые участки 78 могут сжиматься так, что их можно сдвигать радиально внутрь, чтобы вынуждать данный участок штока 71 принимать окружной размер, аналогичный размеру остальной части штока 71. Сжимаемый расширенный участок 76 облегчает перемещение шприца 50, с последующим выталкиванием дозы в две, по существу, стадии, как поясняется ниже.
Как показано на фигуре 4, когда средство 320 включения приводит в действие спусковой элемент 91 для деблокирования плунжера 70, упругое усилие цилиндрической пружины 88 выталкивает плунжер 70 вперед (в проксимальном направлении). Во время первой стадии срабатывания, движущийся плунжер 70 выдвигает шприц 50 вперед настолько, что наконечник иглы 55 выступает из первого конца 20 корпусной обоймы 12. Первоначальное поджимное усилие, развиваемое первой цилиндрической пружиной 88, достаточно для преодоления поджимного усилия второй цилиндрической пружины 89, чтобы обеспечивать возможность перемещения шприца 50 против направленного назад поджимного усилия второй цилиндрической пружины 89. На первой стадии срабатывания, расширенная область 76 плунжера 70, сформированная выступающими изогнутыми участками 78, упирается во второй конец 56 гильзового участка 53. Данный упор препятствует перемещению плунжера 70 внутри гильзового участка 53 шприца. При этом, полное поджимное усилие первой цилиндрической пружины 88 направлено на перемещение шприца 50 вперед к первому концу 20 устройства 10.
Средство 320 включения может иметь любые соответствующие размеры, форму, конфигурацию и местоположение, подходящие для деблокирования плунжера 70 или приведения в действие устройства 10 другим способом. Например, средство 320 включения может содержать пусковую кнопку 32, сформированную на дистальном конце 30 корпусной обоймы 12, и/или может содержать другое подходящее устройство, например, поворотный переключатель с фиксацией и другие устройства, известные в данной области техники. Хотя изображенное средство 320 включения расположено около дистального конца 30 устройства 10, специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что средство 320 включения может находиться в любом подходящем месте на устройстве 10.
Движение шприца 50 вперед к проксимальному концу 20 устройства 10 может продолжаться против поджимного усилия цилиндрической пружины 89, пока снабженный фланцем участок 56 гильзового участка 53 не придет в контакт с упором 123, например, выступом или фланцем, на корпусной обойме 12, как показано на фигуре 4, с образованием, тем самым, механизма 56, 123 останова. Специалисту со средним уровнем компетентности в данной области техники должно быть понятно, что возможно применение альтернативных механизмов останова, и что примерные варианты осуществления не ограничены представленным механизмом останова.
Как дополнительно показано на фигуре 4, первая стадия срабатывания может приводить к выдвижению вперед наконечника иглы 55 через отверстие 28 на первом конце 20 устройства 10, чтобы игла 55 могла проколоть кожу пациента. На данной стадии, гильзовый участок 53 шприца может оставаться, предпочтительно, герметизированным, без вытеснения вещества через иглу 55. Препятствие, созданное механизмом 56, 123 останова может поддерживать иглу 55 в выбранном положении продолжения от проксимального открытого конца 28 устройства 10 в течение последующих этапов. Пока механизм 56, 123 останова не остановит перемещение шприца 50, сжимаемый расширенный участок 76 плунжера 70 может предотвращать перемещение плунжера 70 относительно гильзового участка 53. Механизм 56, 123 останова может располагаться в любом подходящем местоположении относительно первого открытого конца 20, чтобы допускать проникновение шприца 50 в кожу на любую соответствующую глубину, подходящую для инъекции.
Вторая стадия срабатывания начинается после того, как упор 123 корпусной обоймы 12 захватывает снабженный фланцем участок 56, что останавливает дальнейшее перемещение гильзового участка 53. В течение данной стадии, остающееся поджимное усилие цилиндрической пружины 88 может продолжать продвижение плунжера 70 относительно корпусной обоймы 12, как показано на фигуре 5. Поджимное усилие может вынуждать изогнутые участки 78 плунжера 70 сжиматься радиально внутрь и сдвигаться вовнутрь гильзового участка 53. В то время, как взаимное воздействие компонентов 123 и 56 может удерживать гильзовый участок 53 в выбранном положении (с выдвинутой иглой 55) и с изогнутыми участками 78 в сжатом состоянии, цилиндрическая пружина 88 может проталкивать плунжер 70 внутри гильзового участка 53. После того, как плунжер 70 преодолевает необходимое усилие для того, чтобы изогнутые участки 78 можно было сжать и ввести в гильзовый участок 53, плунжер 70 может прикладывать давление к пробке 54, производящей вытеснение вещества, содержащегося в шприце 50, через выступающую иглу 55. Поскольку игла 55 внедрена в кожу пациента на первой стадии срабатывания, то вещество, содержащееся в гильзовом участке 53 шприца 50, впрыскивается непосредственно в участок тела пациента.
На фигуре 6 представлен вид в перспективе примерного автоматического инъекционного устройства 10, содержащего корпусной узел шприца и узел рабочего механизма. В примерном варианте осуществления, автоматическое инъекционное устройство 10 может содержать два взаимно зацепляющихся компонента: корпусной узел 121 шприца, содержащий проксимальные компоненты устройства 10 (например, гильзу 53 шприца, цилиндрическую пружину 89, иглу 55 и другие проксимальные компоненты), и узел 122 рабочего механизма, содержащий дистальные компоненты устройства 10 (например, средство для приведения в действие шприца 50). Корпусной узел 121 шприца и узел 122 рабочего механизма могут быть соединены любым подходящим средством. В примерном варианте осуществления, проксимальный конец 122a узла 122 рабочего механизма может быть выполнен в размер и по конфигурации с возможностью вставки в дистальный конец 121b корпусного узла 121 шприца. Кроме того, по меньшей мере, один выступ 127 на проксимальном конце 122a узла 122 рабочего механизма может защелкиваться в соответствующие отверстия 126 на дистальном конце 121b узла 122 рабочего механизма, чтобы обеспечивать правильное относительное расположение и соединение двух узлов 121, 122 и заключенных в них компонентов.
На фигуре 7 представлен вид в перспективе узла рабочего механизма примерного автоматического инъекционного устройства, изображенного на фигуре 6. Узел 122 рабочего механизма может содержать примерную пусковую кнопку 32, примерный приводной колпачок 34, примерный дистальный корпусной компонент 12b (корпус рабочего механизма) и примерную цилиндрическую пружину 88 или другой поджимной механизм. Узел 122 рабочего механизма может также содержать привод шприца, показанный в виде компонента 700' привода шприца, который продолжается от проксимального конца 122a дистального корпусного компонента 12b для выдвижения шприца 50 внутри корпусной обоймы 12 на первой стадии и для приведения в действие шприца 50, чтобы выталкивать его содержимое на второй стадии.
Компонент 700' привода шприца, изображенный на фигурах 2 и 8 дополнительно может содержать индикатор 190 на монолитном участке 70 штока, дистальном относительно изогнутых участков 78. Индикатор 190 сконфигурирован с возможностью совмещения с окном 130 на корпусной обойме 12 в процессе срабатывания устройства 10 и по окончании инъекции, чтобы показывать, по меньшей мере, частичное окончание инъекции. В предпочтительном варианте, индикатор 190 имеет отличительный цвет или конструктивное оформление, чтобы отражать окончание инъекции.
Как показано на фигуре 8, наглядный компонент 700' привода шприца дополнительно содержит удерживающий фланец 720' для удержания приводной цилиндрической пружины 88 в сжатом положении до приведения в действие. Удерживающий фланец 720' имеет такие размеры и сформирован из такого материала, которые, в предпочтительном варианте, позволяют компоненту 700' привода шприца легко сдвигаться внутри корпусной обоймы 12, когда устройство 10 приводят в действие. Дистальное продолжение компонента 700' привода шприца от удерживающего фланца 720' формирует опорную часть 788' для приводной цилиндрической пружины 88. Опорная часть 788' заканчивается участком 789' фиксации спускового элемента. Изображенная опорная часть 788' может содержать гибкие лапки 788a', 788b', на которые намотана пружина 88. Участок 789' фиксации спускового элемента может содержать выступающие упоры 7891', продолжающиеся от опорной части 788' и выполненные с возможностью выборочного зацепления за фиксирующий колпачок 12c и/или дистальный корпусной компонент 12b. Пусковая кнопка 32, соединенная с дистальным концом дистального корпусного компонента 12b, выполнена с возможностью удерживания участка 789' фиксации спускового элемента до приведения в действие. При приведении в действие, пусковая кнопка 32 деблокирует участок 789' фиксации спускового элемента и, тем самым, дает возможность цилиндрической пружине 88 продвигать компонент 700' привода шприца к проксимальному концу 20 устройства 10 в процессе вышеописанного срабатывания.
В отведенном зафиксированном положении, показанном на фигурах 7 и 8 (соответствующем схематическому изображению на фигуре 3), участок 789' фиксации спускового элемента взаимодействует с корпусной обоймой 12, которая удерживает выступающие упоры 7891' в застопоренном положении, несмотря на поджимное усилие цилиндрической пружины 88, чтобы поддерживать компонент 700' привода шприца в отведенном положении. В данном положении, фланец 720' оттягивает пружину 88 к задней, дистальной стенке 712' дистального корпусного компонента 12b. Отверстие 713' в фиксирующем колпачке 12c позволяет пусковой кнопке 32 иметь доступ к участку 789' фиксации. В отведенном положении, нажимной элемент 754' компонента 700' привода шприца продолжается из отверстия 228 на проксимальном конце 122a дистального корпусного компонента 12b. Как показано также на фигуре 9, когда дистальный корпусной компонент 12b соединяется с соответствующим механизмом 121 привода шприца, нажимной элемент 754' продолжается в гильзовый участок шприца, содержащийся в нем. Нажимной элемент 754' может быть нераздельным, идентичным, соединенным или иначе связанным с пробкой 54 шприца 50, вмещенной в устройство 10, и может иметь любые соответствующие размеры, форму и конфигурацию, подходящие для приложения давления к пробке 54. В одном варианте осуществления, нажимной элемент 754' имеет сечение, соответствующее форме гильзового участка 53, соответствующего шприцу 50, чтобы, по существу, герметизировать гильзовый участок 53, и нажимной элемент 754' выполнен с возможностью скользящего сдвига внутри гильзового участка 53, чтобы прилагать давление к пробке 54 и приводить в действие шприц 50.
В наглядном варианте осуществления, показанном на фигурах 7 и 8, компонент 700' привода шприца составляет единый объединенный механизм для фиксации соответствующего шприца 50, пружины 88 и других компонентов, приведения в действие и перемещения шприца 50 в выдвинутое положение и, отдельного выталкивания содержимого шприца 50.
На фигуре 9 представлен вид с пространственным разделением компонентов корпусного узла 121 шприца в соответствии с наглядным вариантом осуществления изобретения, который сконфигурирован с возможностью соединения и взаимодействия с узлом 122 рабочего механизма, показанным на фигурах 7 и 8. Представленный корпусной узел 121 шприца содержит проксимальный корпусной компонент 12a, проксимальный колпачок 24, проксимальный, второй поджимной механизм 89, оправу 500 шприца и ступенчатый бандаж 12d, формирующий проксимальный участок 20 корпусной обоймы 12, в собранном состоянии, и содержащий проксимальное отверстие 28, показанное также на фигуре 1. Компоненты 12a, 12d, 89, 500 и 24 совместно вмещают шприц 50, содержащий вещество, подлежащее инъекции, и способствуют срабатыванию устройства 10 в две вышеописанные различающиеся стадии срабатывания.
Далее, как показано на фигурах 1, 2 и 9, оправа 500 шприца в соответствии с наглядным вариантом осуществления охватывает дистальную половину шприца 50, применяемого в устройстве 10. Шприц 50 неподвижно расположен в оправе 500, и как шприц, так и оправа содержатся в корпусной обойме 12. В процессе срабатывания, шприц 50 и оправа 500 выдвигаются (например, в проксимальном направлении) внутри корпусной обоймы 12. Корпусная обойма 12 останавливает и ограничивает перемещение оправы 500 шприца, и оправа 500 шприца, в свою очередь, останавливает и ограничивает перемещение шприца 50. Представленная оправа 500 шприца имеет, по существу, трубчатую конструкцию, содержащую смотровые вырезы 501, предпочтительно совмещенные с окном 130 в корпусной обойме 12a? чтобы пациент мог осмотреть содержимое шприца 50 перед работой. Оправа 500 шприца может содержать снабженный фланцем дистальный конец 562, выполненный с возможностью сопряжения со снабженным фланцем дистальным концом 56 (показанным на фигуре 3) шприца 50. Как показано на фигуре 9, снабженный фланцем дистальный конец 562 может служить демпфером для шприца 50. Оправа 500 шприца может дополнительно содержать промежуточный фланец 563, который в наглядном варианте осуществления формирует упор для шприца 50, который взаимодействует с внутренним упором 256 (показанным на фигурах 10A и 10B) на проксимальном корпусном компоненте 12a, чтобы ограничивать выдвижение шприца 50. Как также показано на фигуре 9, представленная оправа 500 шприца может дополнительно содержать проксимальный участок 503 фиксации, который ограничивает перемещение шприца 50 в дистальном, заднем направлении. В наглядном варианте осуществления, проксимальный участок 503 фиксации содержит радиальную канавку, выполненную с возможностью зацепления с внутренним упором 256. Соединитель 504 оправы шприца продолжается вперед за проксимальный участок 503 фиксации, чтобы способствовать соединению оправы 500 шприца с дистальным концом пружины 89 и ступенчатым бандажом 12d. В одном варианте осуществления, оправа 500 шприца является неподвижной в корпусной обойме 12, и шприц 50 выборочно и управляемо сдвигается внутри и относительно оправы 500 шприца. В альтернативном варианте осуществления, оправа 500 шприца расположена с возможностью скользящего сдвига внутри корпусной обоймы 12 и выборочно транспортирует шприц 50 внутри корпусной обоймы 12. Оправа 500 шприца может иметь любые соответствующие конфигурацию и размеры, подходящие для транспортировки или направления шприца 50 внутри корпусной обоймы 12.
Как также показано на фигуре 9, представленный ступенчатый бандаж 12d формирует проксимальный конец 20 корпусной обоймы 12. Представленный ступенчатый бандаж 12d имеет, по существу, трубчатый корпус, содержащий проксимальный выступ 112, ограничивающий проксимальное отверстие 28 устройства 10, через которое игла 55 шприца выступает в процессе срабатывания устройства 10. Ступенька 113 на основном участке 116 трубчатого корпуса формирует проксимальный выступ 112 меньшего диаметра, в сравнении с основным участком 116 трубчатого корпуса ступенчатого бандажа 12d. Как показано на фигуре 10A, ступенька 113 формирует передний упор для пружины 89, чтобы удерживать пружину 89 и не допускать перемещения пружины 89 вперед, к проксимальному концу 20 устройства 10. В наглядном варианте осуществления, показанном на фигуре 10A, дистальная кромка 115 ступенчатого бандажа 12d упирается в проксимальную сторону упора 256 проксимального корпусного компонента 12a. Как также показано на фигуре 9, из ступенчатого бандажа 12d продолжаются дистальные лапки 114 для фиксации ступенчатого бандажа 12d, чтобы предотвращать случайные уколы иглой.
На фигурах 10A и 10B представлены виды в разрезе под углом 90° один к другому, изображающие собранное автоматическое инъекционное устройство 10, в котором корпусной узел 121 шприца и узел 122 рабочего механизма, показанные на фигуре 6, соединены между собой таким образом, что нажимной элемент 754' компонента 700' привода шприца продолжается в гильзовый участок 53 шприца 50, вмещенный в корпусной узел 121 шприца, и связан с пробкой 54 шприца 50. Как также показано на фигурах 8 и 10B, компонент 700' привода шприца содержит, на своем проксимальном конце 700a', нажимной конец 754' для приложения давления к пробке 54, участок 70 плунжерного штока со сжимаемым расширенным участком 76 (показанным в виде изогнутых участков 78 плунжера), а также другие компоненты, например, компоненты для фиксации цилиндрической пружины 88 к компоненту 700' привода шприца, как поясняется ниже. Сжимаемый расширенный участок 76 способствует перемещению соответствующего шприца 50 в выдвинутое положение и вытеснению содержимого шприца 50 в два раздельных этапа, как изложено в настоящем описании. В альтернативном варианте осуществления, компонент 700' привода шприца может содержать несколько приводных элементов для перемещения и/или ускорения выталкивания шприца 50.
Как показано на фигуре 10B, участок 789' фиксации спускового элемента компонента 700' привода шприца зафиксирован к дистальному концу корпусной обоймы 12 пусковой кнопкой 32. Когда пациент нажимает пусковую кнопку 32, приводные лапки 32a, соединенные с пусковой кнопкой 32, сжимают внутрь выступающие упоры 7891' участка 789' фиксации спускового элемента, что уменьшает расстояние (раскрытие лапок плунжера) между выступающими упорами лапок 788a', 788b' плунжера, деблокирует механизм 700' привода шприца и деблокирует пружину 88. Перед срабатыванием, сжимаемый расширенный участок 76, показанный в виде изогнутых участков 78, компонента 700' привода шприца опирается сверху на фланец 56 шприца 50, чтобы обеспечивать для сжимаемого расширенного участка 76, под нажимом деблокированной цилиндрической пружины 88, возможность оказывать давление на гильзовый участок 53 шприца для выдвижения, тем самым, шприца 50 вперед внутри корпусной обоймы 12, при приведении в действие. Как изложено выше, как только упор, например, упор 256 на проксимальном корпусном компоненте 12a, показанном на фигуре 10B, захватывает шприц 50 и останавливает дальнейшее движение вперед выступающего шприца 50, остающееся поджимное усилие пружины 88 продолжит продвигать вперед компонент 700' привода шприца, что вынуждает сжимаемый расширенный участок 76 сжиматься и перемещаться в гильзовый участок 53 шприца 50. Продвижение вперед компонента 700' привода шприца внутри гильзового участка 53 вынуждает нажимной элемент 754' оказывать давление на пробку 54, что приводит к вытеснению содержимого шприца в место инъекции.
Как также показано на фигурах 10A и 10B, приводной колпачок 34 может содержать стабилизирующий выступ 340, который продолжается через пусковую кнопку 32 и между выступающими упорами 7891' компонента 700' привода шприца для стабилизации компонентов устройства перед приведением в действие.
На фигурах 11A-11C представлены виды в разрезе компонента привода шприца узла рабочего механизма, показанного на фигуре 7 и выполненного в соответствии с примерными вариантами осуществления, с изображением положения лапок плунжера на различных стадиях приведения в действие. На фигуре 11A показано, что компонент 700' привода шприца предварительно нагружен первым поджимным механизмом 88, перед приведением пусковой кнопки в действие. Лапки плунжера разведены, при этом, раскрытие лапок плунжера равно первому, большему раскрытию. На фигуре 11B показано, что, в начале приведения пусковой кнопки в действие, лапки плунжера сдвинуты. На фигуре 11C показано, что, при приведении пусковой кнопки в действие, плунжер деблокируется. Лапки плунжера сдвигаются ближе одна к другой, при этом, раскрытие лапок плунжера равно второму, меньшему раскрытию.
На фигуре 12 представлен вид в разрезе собранного автоматического инъекционного устройства 10' в соответствии с наглядным вариантом осуществления изобретения. Наглядный вариант осуществления автоматического инъекционного устройства 10' содержит два сопрягающихся, проксимальный и дистальный, корпусных компонента 12a, 12b. Проксимальный и дистальный корпусные компоненты 12a, 12b сопрягаются с формированием полной корпусной обоймы 12. Как показано, проксимальный корпусной компонент 12a, формирующий проксимальный конец корпусной обоймы 12, вмещает проксимальный конец дистального корпусного компонента 12b. Взаимодействие выступа 312 и канавки 313 или множества взаимодействующих выступов 312 и канавок 313, облегчает сопряжение проксимального и дистального корпусных компонентов 12a, 12b в наглядном варианте осуществления. В альтернативном варианте осуществления возможно использование других подходящих механизмов сопряжения. Полка 29, сформированная на внешней поверхности дистального корпусного компонента 12b, может формировать упор для второго съемного колпачка 34.
Как показано, пусковая кнопка 32' может быть колпачком, закрывающим дистальный конец дистального корпусного компонента 12b. Показанная пусковая кнопка 32' сдвигается относительно дистального корпусного компонента 12b для приведения в действие привода шприца, например, плунжера 70. Показанная пусковая кнопка 32' удерживает, с возможностью деблокирования, гибкие фиксирующие лапки 172 плунжера 70'. При нажатии, пусковая кнопка 32' деблокирует гибкие фиксирующие лапки 172, чтобы дать возможность первому поджимному механизму, показанному в виде пружины 88', продвинуть плунжер 70' к проксимальному концу устройства 10'.
В варианте осуществления, показанном на фигуре 12, плунжер 70' дополнительно содержит фланец 72', расположенный между сжимаемым расширенным участком 78' и дистальным концом плунжерного штока 71'. Первый поджимной механизм 88' расположен между внутренним дистальным концом корпусной обоймы 12 и фланцем 72', чтобы поджимать плунжер 70 к проксимальному концу корпусной обоймы 12'. Как изложено выше, когда пусковая кнопка 32' деблокирует фиксирующие лапки 172, цилиндрическая пружина 88' или другой подходящий поджимной механизм продвигает плунжер 70' к проксимальному концу 20 устройства 10.
Наглядный вариант осуществления 10' дополнительно содержит индикатор 190, сформированный на промежуточном участке плунжерного штока 71' между фланцем 72' и сжимаемым расширенным участком 76, показанным в виде гибких изогнутых участков 78'.
Шприц 50', представленный на фигуре 12, может содержать выступы или другой подходящий компонент для поддержки контролируемого перемещения шприца внутри корпусной обоймы 12'. Например, как показано на фигуре 12, шприц 50' содержит втулку 157, формирующую проксимальный выступ 158 для упора в проксимальную сторону первого выступа 168, сформированного на внутренней поверхности корпусной втулки 12', для ограничения перемещения шприца 50' в дистальном направлении внутри корпусной обоймы 12'. Втулка 157 может также формировать фланец 159, который может упираться в дистальную сторону первого выступа 168 для ограничения перемещения шприца 50' в проксимальном направлении в процессе инъекции.
В варианте осуществления, показанном на фигуре 12, второй поджимной механизм, показанный в виде цилиндрической пружины 89', расположенной вокруг проксимального участка шприца 50'. Полка 169, сформированная на проксимальной внутренней поверхности корпусной обоймы 12', вмещает проксимальный конец цилиндрической пружины 89'. Проксимальный выступ 158 втулки 157 шприца или другой соответственно расположенный механизм вмещает дистальный конец цилиндрической пружины 89'. Как изложено выше, второй поджимной механизм 89' поджимает шприц 50' в отведенное положение внутри корпусной обоймы 12' до приведения в действие устройства 10.
Как показано на фигурах 10A, 10B и 12, автоматическое инъекционное устройство 10' содержит индикатор 190 для указания пациенту, использующему устройство 10', когда доза из шприца 50 вытеснена полностью или, по существу, полностью. В наглядном варианте осуществления, индикатор 190 сформирован на участке плунжерного штока 71' между сжимаемым расширенным центральным участком 76 и фланцем 72'. Когда плунжерный шток 71' перемещается в процессе срабатывания, индикатор 190 продвигается к окну 130 и совмещается с ним, по мере того, как доза выпускается из шприца. Индикатор 190, который, предпочтительно, отличается по цвету или рисунку от инъецируемого вещества, целиком заполняет окно 130 для показания, что доза вытеснена. Применим любой подходящий индикатор.
После инъекции дозы из устройства 10' через иглу 55, защитная трубка 112 для иглы, которая может быть сформирована проксимальным концом 20 бандажа 12d, может автоматически выдвинуться поверх выдвинутой иглы 55, продолжающейся из проксимального конца 20 корпусной обоймы, для предотвращения случайных уколов иглой.
Компонент 700' привода шприца или его дистальный конец может быть сформирован, по меньшей мере, частично, из любого подходящего материала, например, пластика на основе полиацеталей, однако, возможно также применение других подходящих материалов. В примерных вариантах осуществления, компонент 700' привода шприца может быть изготовлен, по меньшей мере, частично, из термопластичного материала или термореактивного материала.
Термопластичные материалы содержат полиацеталь, поликарбонат, полиакрилат, полиамид, акрилонитрил-бутадиен-стирол (ABS), поливинилхлорид (PVC) и их сополимеры, терполимеры и их наполненные композитные материалы. Полиацеталевые материалы содержат ацеталевые гомополимеры, сополимеры и их наполненные материалы. Сополимер Hostaform C является примерным полиоксиметилен-ацеталевым (POM) сополимером. Ацеталевые сополимеры, например, сополимер Hostaform C, могут быть наполненными материалами, и могут быть выполненными из них материалами, наполненными стеклянными сферами и стекловолокнами.
Термореактивные материалы содержат эпоксидные, акриловые, уретановые, сложноэфирные, виниловые сложноэфирные, эпоксидные сложноэфирные, акриловые уретановые и фторвиниловые полимеры. В примерных вариантах осуществления, акриловые материалы могут содержать реакционно-способную функциональную группу, например, кислотную и гидроксильную. В одном варианте осуществления, эпоксидный материал содержит реакционно-способную функциональную группу, которую можно отверждать с использованием способа, выбранного из группы, состоящей из сшивания видимым и УФ излучением и термосшивания. Примерные термореактивные материалы содержат, но без ограничения, разные типы стереолитографических смол, которые могут быть фотополимерами (например, Somos 9420, protoGen O-XT 18420, Watershed 11120, DMX-SLlOO, Prototherm 12120, Nanoform 15120, Waterclear Ultra 10122 и ProtoCast AF 19120). В одном варианте осуществления, термореактивный материал является эпоксидным гомополимером, сополимером или их наполненным композитным материалом.
В примерном варианте осуществления, материал, формирующий компонент 700' привода шприца, может иметь модуль упругости при изгибе от приблизительно 1000 МПа до приблизительно 6000 МПа. В другом примерном варианте осуществления, материал может иметь модуль упругости при изгибе от приблизительно 2000 МПа до приблизительно 5500 МПа. В другом примерном варианте осуществления, материал может иметь модуль упругости при изгибе от приблизительно 3000 MПа до приблизительно 5000 МПа. В еще одном примерном варианте осуществления, материал может иметь модуль упругости при изгибе приблизительно 3800 MПа.
На фигуре 13A представлен вид в разрезе дистального конца 700b' компонента 700' привода шприца, т.е. конца, расположенного дальше от пробки 54. Дистальный конец 700b' компонента 700' привода шприца может быть раздвоен в виде пары лапок 788a' и 788b' плунжера. Каждая лапка 788a', 788b' плунжера может содержать выступающий упор 7891' на дистальном конце, ближайшем к пусковой кнопке 32. Вдоль продольной оси Y компонента 700' привода шприца, каждый выступающий упор 7891' может иметь дистальный конец 211, ближайший к пусковой кнопке 32, и проксимальный конец 213, наиболее удаленный от пусковой кнопки 32. Каждый выступающий упор 7891' может иметь верхнюю поверхность 215, расположенную на дистальном конце 211, который является, по существу, плоским вдоль поперечной оси X компонента 700' привода шприца, и нижнюю поверхность 219, расположенную на проксимальном конце 213, который является, по существу, плоским вдоль поперечной оси X.
Каждый выступающий упор 7891' может иметь первую внешнюю коническую поверхность, а именно, первичную контактную поверхность (ICS) 216, сформированную между верхней поверхностью 215 и вторичной контактной поверхностью (SCS) 218 выступающего упора 7891', которая выполнена с возможностью первоначального контакта с пусковой кнопкой 32. Поверхность ICS может формировать угол, а именно, угол первичной контактной поверхности (угол ICS), относительно продольной оси Y компонента 700' привода шприца. В примерном варианте осуществления, угол ICS находится в пределах от приблизительно 0° до приблизительно 90°. В другом примерном варианте осуществления, угол ICS находится в пределах от приблизительно 40° до приблизительно 80°. В другом примерном варианте осуществления, угол ICS составляет приблизительно 28°. В еще одном примерном варианте осуществления, угол ICS составляет приблизительно 38°. В еще одном примерном варианте осуществления, угол ICS составляет приблизительно 48°. Выступающий упор 7891' может иметь первую переходную кромку 217, сформированную между верхней поверхностью 215 и поверхностью ICS 216.
Выступающий упор 7891' может иметь вторую внешнюю коническую поверхность SCS (вторичную контактную поверхность) 218, расположенную между поверхностью ICS 216 и нижней поверхностью 219 выступающего упора 7891', которая выполнена с возможностью последующего контакта с пусковой кнопкой 32 после того, как пусковая кнопка 32 вошла в контакт с поверхностью ICS 216. Поверхность SCS 218 может формировать угол, а именно, угол вторичной контактной поверхности (угол SCS), относительно продольной оси Y. В примерном варианте осуществления, угол SCS находится в пределах от приблизительно 0° до приблизительно 90°. В другом примерном варианте осуществления, угол SCS находится в пределах от приблизительно 6° до приблизительно 38°. В другом примерном варианте осуществления, угол SCS находится в пределах от приблизительно 8° до приблизительно 25°. Выступающий упор 7891' может иметь вторую переходную кромку 221, расположенную между поверхностью ICS 216 и поверхностью SCS 218, и третью переходную кромку 223, расположенную между поверхностью SCS 218 и нижней поверхностью 219.
В примерном варианте осуществления, первая контактная поверхность сформирована первыми внешними коническими поверхностями ICS 216 двух выступающих упоров 7891' двух лапок 788a' и 788b' плунжера. Первая контактная поверхность содержит, по меньшей мере, один открытый сегмент между двумя лапками 788a' и 788b' плунжера, так что две поверхности ICS 216 не непрерывны. Коническая контактная поверхность сформирована вторыми внешними коническими поверхностями SCS 218 двух выступающих упоров 7891' двух лапок 788a' и 788b' плунжера. Вторая контактная поверхность содержит, по меньшей мере, один открытый сегмент между двумя лапками 788a' и 788b' плунжера, так что две поверхности SCS 218 не непрерывны. Первая и вторая контактные поверхности выполнены с возможностью контакта с пусковой кнопкой 32. Первоначально, с пусковой кнопкой 32 контактирует первая контактная поверхность, и, затем, после того, как с пусковой кнопкой 32 сначала контактировала первая контактная поверхность, с пусковой кнопкой 32 контактирует вторая контактная поверхность.
В примерном варианте осуществления, углы ICS и SCS могут различаться. В другом примерном варианте осуществления, углы ICS и SCS могут быть одинаковыми.
В примерном варианте осуществления, выступающий упор 7891' может иметь третью внешнюю поверхность 225, которая может или не может быть конической. В примерных вариантах осуществления, содержащих третью внешнюю поверхность 225, поверхность SCS 218 расположена между поверхностью ICS 216 и третьей поверхностью 225, и третья поверхность расположена между поверхностью SCS 218 и нижней поверхностью 29 выступающего упора 7891'. Третья поверхность 225 может быть выполнена с возможностью контакта с корпусом 12b рабочего механизма. Третья поверхность 225 может формировать угол, а именно, угол выступа, относительно продольной оси Y. В примерном варианте осуществления, угол выступа может быть в пределах от приблизительно 0° до приблизительно 90°. В примерном варианте осуществления, угол выступа может быть в пределах от приблизительно 62° до приблизительно 82°. В другом примерном варианте осуществления, угол выступа может быть в пределах от приблизительно 65° до приблизительно 79°. В другом примерном варианте осуществления, угол выступа может быть в пределах от приблизительно 68° до приблизительно 76°.
Третья поверхность 225 может выступать из поверхности SCS 218 и продолжаться за нее на определенную высоту, а именно, высоту выступа, измеренную вдоль продольной оси Y. В примерном варианте осуществления, высота выступа находится в пределах от приблизительно 0,17 мм до приблизительно 0,47 мм. В другом примерном варианте осуществления, высота выступа находится в пределах от приблизительно 0,20 мм до приблизительно 0,42 мм. В другом примерном варианте осуществления, высота выступа находится в пределах от приблизительно 0,23 мм до приблизительно 0,37 мм.
Корпус 12b рабочего механизма может содержать коническую поверхность 212 корпуса рабочего механизма (FBCS), которая выполнена с возможностью контакта с третьей внешней поверхностью 225. Когда пусковую кнопку 32 нажимают вниз, контакт между третьей внешней поверхностью 225 и конической поверхностью 212 корпуса рабочего механизма (FBCS) вынуждает плунжер немного подняться.
На фигуре 13B изображена в разрезе схематическая конфигурация лапки 788a'/788b' плунжера, находящейся на дистальном конце 700b' компонента 700' привода шприца. Кроме того, на фигуре 13B графически изображены угол ICS, угол SCS и длина L поверхности ICS, которая является длиной выступающего упора 7891' вдоль поперечной оси до второй переходной кромки 221 упомянутой поверхности (переходная кромка между поверхностью ICS и поверхностью SCS).
В процессе приведения в действие узла 122 рабочего механизма, пружина 88, которая удерживает плунжер 70 на месте, не перемещается, когда нажимают кнопку 32. Угол корпуса 12b рабочего механизма и нижняя поверхность плунжера 70 взаимодействуют в то время, когда взаимодействуют пусковая кнопка 32 и поверхность ICS 216. Пусковая кнопка 32 перемещается вниз вдоль продольной оси Y узла рабочего механизма, и выступающий упор 7891' отгибается внутрь. Когда выступающий упор 7891' входит в пусковую кнопку 32, плунжер 70 сжимается в процессе изгибного движения.
В примерном варианте осуществления, угол ICS находится в пределах от приблизительно 40° до приблизительно 58°, от приблизительно 38° до приблизительно 48°, от приблизительно 38° до приблизительно 54°, от приблизительно 38° до приблизительно 50° или от приблизительно 48° до приблизительно 58°. В другом примерном варианте осуществления, угол ICS составляет приблизительно 38°, приблизительно 48° или приблизительно 58°. В другом варианте осуществления, угол ICS составляет приблизительно 45°. Изобретение включает в себя также численные значения в промежутках между упомянутыми предельными значениями.
В примерном варианте осуществления, длина поверхности ICS находится в пределах от приблизительно 2,64 мм до приблизительно 3,03 мм. В другом примерном варианте осуществления, длина поверхности ICS находится в пределах от приблизительно 2,84 мм до приблизительно 3,03 мм. В другом примерном варианте осуществления, длина поверхности ICS составляет приблизительно 3,00 мм.
В примерном варианте осуществления, угол SCS находится в пределах от приблизительно 9° до приблизительно 25°. В другом примерном варианте осуществления, угол SCS составляет приблизительно 9°. В другом примерном варианте осуществления, угол SCS составляет приблизительно 23°.
В примерном варианте осуществления, по меньшей мере, один параметр компонента 700' привода шприца сконфигурирован по отдельности или совместно с другими параметрами, чтобы оптимизировать усилие спуска (FtF). В примерном варианте осуществления, для термореактивных материалов, усилие спуска (FtF) можно оптимизировать модификацией, по меньшей мере, одного из следующих параметров: a) модуль упругости при изгибе материала плунжера, b) угол ICS, c) длина поверхности ICS, d) угол PBB (угол скобы основания плунжера) и e) раскрытие лапок плунжера. В другом примерном варианте осуществления, для термопластичных материалов, усилие спуска (FtF) можно оптимизировать модификацией, по меньшей мере, одного из следующих параметров: a) модуль упругости при изгибе материала плунжера и b) режима формования. В другом примерном варианте осуществления, усилие спуска (FtF) можно оптимизировать модификацией высоты выступа и/или угла выступа.
В другом примерном варианте осуществления, по меньшей мере, один из следующих параметров сконфигурирован по отдельности или совместно с другими параметрами в различных комбинациях, чтобы увеличить усилие спуска (FtF): a) модуль упругости при изгибе материала плунжера, b) угол выступа (PA) или высота выступа (PH), c) угол ICS, d) длина поверхности ICS и d) угол PBB (угол скобы основания плунжера). Например, упомянутые комбинации могут содержать изменение таких двух факторов, как: a) модуль упругости при изгибе и угол выступа (PA), b) модуль упругости при изгибе и угол ICS, c) модуль упругости при изгибе и длина поверхности ICS, d) модуль упругости при изгибе и угол PBB (угол скобы основания плунжера), e) угол выступа (PA) и угол ICS, f) угол выступа (PA) и длина поверхности ICS, g) угол выступа (PA) и угол PBB (угол скобы основания плунжера), h) угол ICS и длина поверхности ICS, i) угол ICS и угол PBB (угол скобы основания плунжера) и j) длина поверхности ICS и угол PBB (угол скобы основания плунжера).
В другом примерном варианте осуществления, упомянутые комбинации могут содержать изменение таких трех факторов, как: a) модуль упругости при изгибе, угол выступа (PA) и угол ICS, b) модуль упругости при изгибе, угол выступа (PA) и длина поверхности ICS, c) модуль упругости при изгибе, угол выступа (PA) и угол PBB (угол скобы основания плунжера), d) модуль упругости при изгибе, угол ICS и длина поверхности ICS, e) модуль упругости при изгибе, угол ICS и угол PBB (угол скобы основания плунжера), f) модуль упругости при изгибе, длина поверхности ICS и угол PBB (угол скобы основания плунжера), g) угол выступа (PA), угол ICS и длина поверхности ICS, h) угол выступа (PA), угол ICS и угол PBB (угол скобы основания плунжера), i) угол выступа (PA), длина поверхности ICS и угол PBB (угол скобы основания плунжера) и j) угол ICS, длина поверхности ICS и угол PBB (угол скобы основания плунжера).
В другом примерном варианте осуществления, упомянутые комбинации могут содержать изменение, например, таких четырех факторов, как a) модуль упругости при изгибе, угол выступа (PA), угол ICS и длина поверхности ICS, b) модуль упругости при изгибе, угол выступа (PA), угол ICS и угол PBB (угол скобы основания плунжера), c) модуль упругости при изгибе, угол ICS, длина поверхности ICS и угол PBB (угол скобы основания плунжера) и d) угол выступа (PA), угол ICS, длина поверхности ICS и угол PBB (угол скобы основания плунжера).
В другом примерном варианте осуществления, упомянутые комбинации могут содержать изменение таких пяти факторов, как: модуль упругости при изгибе, угол выступа (PA), угол ICS, длина поверхности ICS и угол PBB (угол скобы основания плунжера). Примерные пределы изменения упомянутых параметров приведены в таблице 1.
Таблица 1 содержит пять примерных факторов, относящихся к плунжеру, которые можно изменять по отдельности или в комбинации, чтобы изменять усилие спуска (FtF): модуль упругости при изгибе, угол выступа (PA), угол ICS, длину поверхности ICS и угол PBB (угол скобы основания плунжера). В таблицу 1 сведены примерные пределы, предпочтительные пределы и наиболее предпочтительные пределы изменения пяти факторов.
Факторы, допускающие конфигурацию для оптимизации усилия спуска (FtF)
В примерном варианте осуществления, ширина 220 между лапками 788a', 788b' плунжера (раскрытие лапок плунжера) находится в пределах от приблизительно 2,55 мм до приблизительно 3,45 мм. В другом примерном варианте осуществления, раскрытие 220 лапок плунжера находится в пределах от приблизительно 2,55 мм до приблизительно 5,15 мм. В другом примерном варианте осуществления, раскрытие 220 лапок плунжера находится в пределах от приблизительно 2,55 мм до приблизительно 4,25 мм. В другом примерном варианте осуществления, раскрытие 220 лапок плунжера находится в пределах от приблизительно 2,85 мм до приблизительно 3,45 мм. В другом примерном варианте осуществления, раскрытие 220 лапок плунжера составляет приблизительно 3,05 мм.
Вещества для применения в примерных автоматических инъекционных устройствах
С автоматическими инъекционными устройствами, которые вводят, по существу, любое(ой) вещество или лекарственный препарат, которые пригодны для введения посредством инъекции, можно применять способы и композиции в соответствии с изобретением. Обычно, вещество или лекарственный препарат будет в текучей, например, жидкой форме, хотя, подходящими для применения могут быть также лекарственные препараты в других формах, например, гели или полутвердые вещества, суспензии, дисперсии и т.п., если автоматическое инъекционное устройство конструктивно выполнено с возможностью введения упомянутых форм лекарственных препаратов.
Предпочтительные лекарственные препараты являются биологическими средствами, например, антителами, цитокинами, вакцинами, слитыми белками и факторами роста. Способы получения антител приведены выше.
Неограничивающие примеры других биологических средств, которые можно применять в качестве лекарственного препарата в автоматическом инъекционном устройстве, содержат, но без ограничения, антитела против или антагонисты человеческих цитокинов или факторов роста, например, TNF, LT, IL-I, IL-2, IL-3, IL-4, IL-5, IL-6, IL-7, IL-8, IL-15, IL-16, IL-18, IL-21, IL-23, интерферонов, EMAP-II, GM-CSF, FGF и PDGF; антитела к молекулам клеточной поверхности, например, CD2, CD3, CD4, CD8, CD25, CD28, CD30, CD40, CD45, CD69, CD80 (B7.1), CD86 (B7.2), CD90, CTLA или их лигандам, содержащим CD154 (gp39 или CD40L); ингибиторы TNFα-конвертирующего фермента (TACE); ингибиторы IL-I (ингибиторы интерлейкин-1-конвертирующего фермента, IL-1RA и т.п.); интерлейкин 11; антагонисты IL-18, включая антитела к IL-18 или растворимые рецепторы IL-18, или IL-18-связывающие белки; неистощающие ингибиторы CD4; антагонисты ко-стимулирующего пути CD80 (B7.1) или CD86 (B7.2), включая антитела, растворимые рецепторы или антагонистические лиганды; средства, которые блокируют обмен сигналами провоспалительными цитокинами, например, TNFα или IL-I (например, ингибиторы IRAK, NIK, IKK, p38 или MAP-киназы); ингибиторы IL-1β-конвертирующего фермента (ICE); ингибиторы передачи сигналов T-клеток (стволовых клеток), например, ингибиторы киназ; ингибиторы металлопротеиназ; ингибиторы ангиотензин-конвертирующих ферментов; растворимые рецепторы цитокинов и их производные (например, растворимые рецепторы TNF типа p55 или p75 и производные p75TNFRIgG (Enbrel™ и p55TNFRIgG (Lenercept)), sIL-1RI, sIL-1RII, sIL-6R); противовоспалительные цитокины (например, IL-4, IL-10, IL-11, IL-13 и TGF-бета); ритуксимаб; IL-1 TRAP; MRA; CTLA4-Ig; IL-18 BP; антитело к IL-18; антитело к IL15; IDEC-CE9.1/SB 210396 (неистощающее приматизированное антитело против CD4; IDEC/SmithKline; смотри, например, Arthritis & Rheumatism (1995) Vol. 38; S185); DAB 486-IL-2 и/или DAB 389-IL-2 (слитые белки IL-2; Seragen; смотри, например, Arthritis & Rheumatism (1993) Vol. 36; 1223); анти-Tac (гуманизированное антитело против IL-2Ra; Protein Design Labs/Roche); IL-4 (противовоспалительный цитокин; DNAX/Schering); IL-10 (SCH 52000; рекомбинатный IL-10, противовоспалительный цитокин; DNAX/Schering); агонисты IL-10 и/или IL-4 (например, агонистические антитела); IL-1RA (агонист рецептора IL-1; Synergen/Amgen); анакинра (Kineret®/Amgen); TNF-bp/s-TNF (растворимый TNF=-связывающий белок; смотри, например, Arthritis & Rheumatism (1996) 39(9, supplement); S284; Amer. J. Physiol. - Heart and Circulatory Physiology (1995) 268:37-42); R973401 (ингибитор фосфодиэстеразы типа IV; смотри, например, Arthritis & Rheumatism (1996) 39(9, supplement); S282); MK-966 (ингибитор COX-2; смотри, например, Arthritis & Rheumatism (1996) 39(9, supplement); S81); илопрост (смотри, например, Arthritis & Rheumatism (1996) 39(9, supplement); S82); ингибитор zap-70 и/или 1ck (ингибитор тирозинкиназы zap-70 или 1ck); ингибитор VEGF и/или ингибитор VEGF-R (ингибиторы фактора роста сосудистых эндотелиальных клеток или рецептора фактора роста сосудистых эндотелиальных клеток; ингибиторы ангиогенеза); ингибиторы TNF-конвертазы; антитела против IL-12; антитела против IL-18; интерлейкин-11 (смотри, например, Arthritis & Rheumatism (1996) 39(9, supplement), S296); интерлейкин-13 (смотри, например, Arthritis & Rheumatism (1996) 39(9, supplement), S308); ингибиторы интерлейкина-17 (смотри, например, Arthritis & Rheumatism (1996) 39(9, supplement), S120); антитимоцитарный глобулин; антитела против CD4; CD5-токсины; антисмысловые фосфоротиоат олигодеоксинуклеотиды ICAM-1 (ISIS 2302; Isis Pharmaceuticals, Inc.); растворимый комплементарный рецептор 1 (TP10; T Cell Sciences, Inc.); и антитела против IL2R.
Ингибиторы TNFα для применения в примерных вариантах осуществления
В соответствии с одним вариантом осуществления изобретения, показанное автоматическое инъекционное устройство можно использовать для введения дозы ингибитора TNF, применяемого для лечения артрита и других заболеваний. В одном варианте осуществления, раствор, содержащийся в шприце, содержит 40 или 80 миллиграммов лекарственного продукта (блокатора или ингибитора TNFα)/1 мл, например, 40 или 80 мг адалимумаба, 4,93 мг хлорида натрия, 0,69 мг дигидрата одноосновного фосфата натрия, 1,22 мг дигидрата двухосновного фосфата натрия, 0,24 мг цитрата натрия, 1,04 мг моногидрата лимонной кислоты, 9,6 мг маннитола, 0,8 мг полисорбата 50 и воду для инъекций, с гидроксидом натрия по USP (Фармации США), при необходимости доведения уровня pH до приблизительно 5,2.
Настоящее изобретение можно применять для введения дозы вещества, например, жидкого лекарства, например, ингибитора TNFα, пациенту. В одном варианте осуществления, доза, вводимая автоматическим инъекционным устройством в соответствии с изобретением, содержит человеческое антитело против TNFα или антиген-связывающий участок упомянутого антитела.
В одном варианте осуществления, ингибитор TNF, используемый в способах и композициях в соответствии с изобретением, содержит выделенные человеческие антитела или их антиген-связывающие участки, которые связываются с человеческим TNFα, с высокой аффинностью и низкой скоростью диссоциации, и обладают высокой нейтрализующей способностью. В предпочтительном варианте, человеческие антитела в соответствии с изобретением являются рекомбинантными, нейтрализующие человеческие антитела против hTNFα, например, рекомбинантное нейтрализующее антитело, получившее обозначение D2E7, известное также под названием HUMIRA® или адалимумаб (Abbott Laboratories; аминокислотная последовательность области VL D2E7 показана в SEQ ID NO: 1 в патенте США 6,090,382, аминокислотная последовательность области HL D2E7 показана в SEQ ID NO: 2 в патенте США 6,090,382). Свойства D2E7 описаны авторами SaIfeld et al. в патентах США 6,090,382, 6,258,562 и 6,509,015. Другие примеры ингибиторов TNFα содержат химерные и гуманизированные мышиные антитела против hTNFα, которые прошли клинические испытания по лечению ревматоидного артрита (смотри, например, Elliott et al. (1994) Lancet 344:1125-1127; Elliot et al. (1994) Lancet 344:1105-1110; и Rankin et al. (1995) Br. J. Rheumatol. 34:334-342).
Антитело против TNFα (называемое также в настоящем описании антителом к TNFα) или его антиген-связующий фрагмент, содержит химерные, гуманизированные и человеческие антитела. Примеры антител к TNFα, которые могут быть применимы в настоящем изобретении, содержат, но без ограничения, инфликсимаб (Ремикейд®, Johnson and Johnson; описанное в патенте США № 5,656,272, включенном в настоящую заявку путем отсылки), CDP571 (гуманизированное моноклональное антитело класса IgG4 против TNF-альфа), CDP 870 (фрагмент гуманизированного моноклонального антитела против TNF-альфа), dAb (домен-специфическое антитело) против TNF (Peptech) и CNTO 148 (голимумаб; Medarex and Centocor, смотри публикацию WO 02/12502). Дополнительные антитела против TNF, которые можно применять в настоящем изобретении, описаны в патентах США №№ 6,593,458; 6,498,237; 6,451,983; и 6,448,380.
Другие примеры ингибиторов TNFα, которые можно использовать в способах и композициях в соответствии с настоящим изобретением, содержат этанерсепт (Enbrel, описанный в публикациях WO 91/03553 и WO 09/406476), растворимый рецептор TNF типа I, пегилированный (соединенный с полиэтиленгликолем) растворимый рецептор TNF типа I (PEG TNF-R1), p55TNFR1gG (ленерцепт) и рекомбинатный TNF-связывающий белок (r-TBP-I) (Serono).
В одном варианте осуществления, примерные варианты осуществления обеспечивают оптимизацию применений и композиций для лечения заболевания, при котором TNFα оказывает вредное воздействие, например, ревматоидного артрита, с помощью ингибитора TNFα, например, человеческого антитела к TNFα или антиген-связывающего участка упомянутого антитела, при посредстве автоматического инъекционного устройства.
Ингибитор TNFα содержит любое средство (или вещество), которое подавляет активность TNFα. В предпочтительном варианте осуществления, ингибитор TNFα может нейтрализовать активность TNFα, в частности, вредную активность TNFα, которую связывают с заболеваниями, при которых TNFα оказывает вредное воздействие, включая, но без ограничения, ревматоидный артрит, ювенильный ревматоидный артрит, анкилозирующий спондилит, гранулематозную болезнь (Крона), псориаз и псориазный артрит.
Фармацевтические композиции
В автоматическое инъекционное устройство в соответствии с изобретением можно заправлять фармацевтические композиции для введения пациенту. В одном варианте осуществления, антитела, участки антител, а также другие ингибиторы TNFα можно включать в фармацевтические композиции, подходящие для введения пациенту, с использованием устройства в соответствии с изобретением. Как правило, фармацевтическая композиция содержит антитело, участок антитела или другой ингибитор TNFα и фармацевтически приемлемый носитель. «Фармацевтически приемлемый носитель» содержит всевозможные растворители, диспергирующие среды, покрытия, антибактериальные и противогрибковые средства, изотонические и замедляющие всасывание средства и т.п., которые являются физиологически совместимыми. Примеры фармацевтически приемлемых носителей содержат, по меньшей мере, что-то одно из воды, физиологического раствора, фосфатный буферный раствор, декстрозу, глицерин, этанол и т.п., а также их комбинации. Во многих случаях, целесообразно вводить в композицию изотонические средства, например, сахарозы, многоатомные спирты, например, маннитол, сорбитол или хлорид натрия. Фармацевтически приемлемые носители могут дополнительно содержать в небольших концентрациях вспомогательные вещества, например, смачивающие или эмульгирующие средства, консерванты или буферные средства, которые увеличивают срок хранения или эффективность антитела, участка антитела или другого ингибитора TNFα.
Композиции для использования в способах и композициях в соответствии с изобретением могут быть в различных формах, в зависимости от введения с помощью устройства в соответствии с изобретением, включая, например, жидкие растворы (например, инъекционные и инфузионные растворы), дисперсии или суспензии. В предпочтительном варианте осуществления, антитело или другой ингибитор TNFα вводят путем подкожной инъекции, с использованием устройства в соответствии с изобретением. В одном варианте осуществления, пациент вводит себе ингибитор TNFα, включая, но без ограничения, антитело против TNFα или антиган-связывающий участок упомянутого антитела, с использованием устройства в соответствии с изобретением.
Обычно, терапевтические композиции должны быть стерильны и стабильны в условиях изготовления и хранения. Композиция может быть составлена в виде раствора, микроэмульсии, дисперсии, липосомы или другой упорядоченной структуры, пригодной для высокой концентрации лекарства. Стерильные инъекционные растворы можно приготавливать посредством объединения активного соединения (т.е. антитела, участка антитела или другого ингибитора TNFα) в требуемом количестве в соответствующем растворителе, с одним из вышеперечисленных ингредиентов или их комбинацией, согласно требованиям, с последующей стерилизацией путем фильтрации. В общем, дисперсии приготавливают посредством введения активного соединения в стерильную основу, которая содержит основную диспергирующую среду и другие требуемые ингредиенты из вышеприведенного списка. В случае стерильных порошков для приготовления стерильных инъекционных растворов, предпочтительные способы приготовления представляют собой вакуумную сушку и лиофилизацию, которые обеспечивают порошок из активного ингредиента с любым дополнительным требуемым ингредиентом из его предварительно стерильно фильтрованного раствора. Надлежащую текучесть раствора можно обеспечить, например, применением покрытия, например, лецитинового, соблюдением требуемого размера частиц, в случае дисперсии, и применением поверхностно-активных веществ. Длительность всасывания инъекционных композиций можно обеспечить включением в композицию средства, которое замедляет всасывание, например, моностеаратов и желатина.
В соответствии с одним вариантом осуществления, примерные варианты осуществления обеспечивают автоматическое инъекционное устройство, например, автоматический шприц-ручку, содержащий эффективный ингибитор TNFα и фармацевтически приемлемый носитель. Таким образом, изобретение обеспечивает предварительно наполненное автоматическое инъекционное устройство, содержащее ингибитор TNFα.
В одном варианте осуществления, антитело или участок антитела для использования в способах в соответствии с изобретением вводится в фармацевтический препарат, предложенный в документе PCT/IB03/04502 и патентной публикации США № 004/0033228. Упомянутая рецептура содержит антитело D2E7 (адалимимаб) в концентрации 50 мг/мл, при этом, автоматическое инъекционное устройство содержит 40 мг антитела для подкожной инъекции. В одном варианте осуществления, автоматическое инъекционное устройство в соответствии с изобретением (или, конкретнее, шприц устройства) содержит препарат адалимумаба, имеющий следующую формулу: адалимумаб, хлорид натрия, дигидрат одноосновного фосфата натрия, дигидрат двухосновного фосфата натрия, цитрат натрия, моногидрат лимонной кислоты, маннитол, полисорбат 80 и воду, например, воду для инъекции. В другом варианте осуществления, автоматическое инъекционное устройство содержит объем адалимумаба, содержащий 40 мг адалимумаба, 4,93 мг хлорида натрия, 0,69 мг дигидрата одноосновного фосфата натрия, 1,22 мг дигидрата двухосновного фосфата натрия, 0,24 мг цитрата натрия, 1,04 мг моногидрат лимонной кислоты, 9,6 мг маннитола, 0,8 мг полисорбата 80 и воду, например, воду для инъекции. В одном варианте осуществления дополнительно вводят гидроксид натрия, при необходимости регулирования уровня pH.
Величина дозы ингибитора TNFα в автоматическом инъекционном устройстве может изменяться в зависимости от заболевания, для лечения которого применяют ингибитор TNFα. В одном варианте осуществления, изобретение содержит автоматическое инъекционное устройство, содержащее дозу адалимумаба, равную приблизительно 20 мг адалимумаба; 40 мг адалимумаба; 80 мг адалимумаба; и 160 мг адалимумаба. Следует отметить, что, для всех пределов, приведенных в настоящем описании, включая пределы изменения доз, все численные значения, промежуточные по отношению к указанным значениям, содержатся в настоящем изобретении, например, 36 мг адалимумаба, 48 мг адалимумаба и т.п. Кроме того, изобретение включает в себя также пределы, указанные упомянутыми численными значениями, например, 40-80 мг адалимумаба. Численные значения, указанные в настоящем описании не предполагают ограничения объема изобретения.
Антитела против и ингибиторы TNFα, применяемые в настоящем изобретении, можно также вводить в форме кристаллических препаратов белков, которые содержат комбинацию из белковых кристаллов, инкапсулированных в полимерном носителе для формирования частиц с покрытием. Снабженные покрытием частицы кристаллических препаратов белков могут иметь сферическую морфологию и представлять собой микросферы до 500 микрометров в диаметре или могут иметь некоторую другую морфологию и представлять собой микродисперсные частицы. Повышенная концентрация белковых кристаллов допускает подкожное введение антитела в соответствии с изобретением. В одном варианте осуществления, антитела против TNFα в соответствии с изобретением вводят посредством системы введения белков, в которой вводят, по меньшей мере, один кристаллический препарат белка или одну композицию с белковыми кристаллами вводят пациенту с заболеванием, связанным с TNFα. Композиции и способы для приготовления стабилизированных препаратов, кристаллических структур полных антител или кристаллических фрагментов антител описаны также в документе WO 02/072636, который включен в настоящую заявку путем отсылки. В одном варианте осуществления, препарат, содержащий кристаллические фрагменты антител, описанные в документе PCT/IB03/04502 и патентной публикации США № 2004/0033228, применяют для лечения ревматоидного артрита с использованием способов в соответствии с настоящим изобретением.
В композиции можно также включать дополнительные активные соединения. В некоторых вариантах осуществления, антитело или участок антитела для использования в способах в соответствии с настоящим изобретением включают в один состав и/или вводят совместно с, по меньшей мере, одним дополнительным терапевтическим средством, включая ингибитор или антагонист к ревматоидному артриту. Например, антитело или участок антитела против hTNFα можно включать в один состав и/или вводить совместно с, по меньшей мере, одним дополнительным антителом, которое связывает другие объекты, сопутствующие заболеваниям, связанным с TNFα, (например, антителами, которые связывают другие цитокины, или которые связывают молекулы клеточной поверхности), по меньшей мере, одним цитокином, растворимым рецептором TNFα (смотри, например, публикацию PCT № WO 94/06476) и/или, по меньшей мере, одним химическим средством, которое ингибирует продуцирование или активность hTNFα (например, илиденовыми производными циклогексана, описанными в публикации PCT № WO 93/19751), или любой их комбинацией. Кроме того, по меньшей мере, одно антитело в соответствии с изобретением можно использовать в комбинации с, по меньшей мере, двумя из вышеприведенных терапевтических средств. Упомянутые методы комбинированной терапии могут обеспечивать преимущество применения меньших доз вводимых терапевтических средств, что исключает возможные побочные эффекты, осложнения или ослабленную реакцию пациента, соответствующую различным методам монотерапии. Дополнительные средства, которые можно использовать в комбинации с антителом или участком антитела против TNFα, описаны в патентной заявке США № 11/800531, которая целиком включена в настоящее описание путем отсылки.
В нижеследующих примерах приведено более подробное описание устройств в соответствии с настоящим изобретением и способов изготовления и применения упомянутых устройств.
Примеры
Плунжеры, предлагаемые в примерных вариантах осуществления, сравнивали с различными контрольными плунжерами, чтобы определить структурные, функциональные и рабочие характеристики плунжеров, которые влияют на усилие срабатывания (FtF) автоматического инъекционного устройства. Примерные варианты осуществления обеспечивают способы определения усилия спуска (FtF) автоматического инъекционного устройства, тестирования факторов, которые влияют на усилие спуска (FtF) автоматического инъекционного устройства, определения, как следует регулировать усилие спуска (FtF) посредством конфигурирования упомянутых параметров, и оптимизации усилия спуска (FtF) в устройстве посредством конфигурирования упомянутых параметров. Примерные варианты осуществления обеспечивают также системы для определения усилия спуска (FtF) автоматического инъекционного устройства, тестирования факторов, которые влияют на усилие спуска (FtF) автоматического инъекционного устройства и оптимизации усилия спуска (FtF) в устройстве посредством конфигурирования упомянутых параметров. Примерные варианты осуществления обеспечивают автоматические инъекционные устройства, содержащие, по меньшей мере, одно характерное свойство, которое сконфигурировано, по отдельности или в комбинации с другими, с возможностью оптимизации усилия спуска (FtF), необходимого для спуска устройств.
Способы и материалы
Примерные плунжеры, представленные в настоящем описании, состоят, по меньшей мере, частично, из полиоксиметилен-ацеталевых (POM) сополимеров, например, Hostaform C 13031 компании Ticona, если не оговаривается иное. Примерные плунжеры могут также состоять из других термопластичных и термореактивных материалов, которые представлены ниже в таблицах 2 и 3 настоящего описания.
Таблица 2 содержит сводку разных термопластичных материалов, которые можно применить для изготовления примерных плунжеров, поставщиков материалов, марок материалов, плотностей материалов, объемных текучестей расплавов, модулей упругости при растяжении и модулей упругости при изгибе. Модуль упругости при растяжении является мерой жесткости материала, и модуль упругости при изгибе является мерой склонности материала к изгибу.
Примерные термопластичные материалы
МПа) (ISO 527-2/1°)
(ISO 178)
3000
3500
3200
3000
Дополнительные марки полиацеталей Hostaform, кроме марок в таблице 2, полученные из источников: http://tools.ticona.com/tools/mcbasei/product-tools.php?sPolymer=POM&sProduct=HOSTAFORM и http://love8ff.diytrade.com/sdp/450410/4/pd-2493053/3735737-1249560.html, содержат, но без ограничения, HOSTAFORM AM90S, HOSTAFORM AM90S Plus, HOSTAFORM C 13021, HOSTAFORM C 13021 RM, HOSTAFORM C 13031, HOSTAFORM C 13031 K, HOSTAFORM C 13031 XF, HOSTAFORM C 2521, HOSTAFORM C 2521 G, HOSTAFORM C 2552, HOSTAFORM C 27021, HOSTAFORM C 27021 AST, HOSTAFORM C 27021 GV3/30, HOSTAFORM C 52021, HOSTAFORM C 9021. HOSTAFORM C 9021 10/1570, HOSTAFORM C 9021 AW, HOSTAFORM C 9021 G, HOSTAFORM C 9021 GV1/10, HOSTAFORM C 9021 GV1/20, HOSTAFORM C 9021 GV1/20 XGM, HOSTAFORM C 9021 GV1/30, HOSTAFORM C 9021 GV1/30 GT, HOSTAFORM C 9021 GV3/10, HOSTAFORM C 9021 GV3/20, HOSTAFORM C 9021 GV3/30, HOSTAFORM C 9021 GV3/30 TF2, HOSTAFORM C 9021 K, HOSTAFORM C 9021 M, HOSTAFORM C 9021 SW, HOSTAFORM C 9021 TF, HOSTAFORM C 9021 TF5, HOSTAFORM C 9021 XAP®, HOSTAFORM CP15X, HOSTAFORM EC140CF10, HOSTAFORM EC140XF (POM), HOSTAFORM EC270TX, HOSTAFORM FK 1:25, HOSTAFORM FK 2:25, HOSTAFORM LM140LG, HOSTAFORM LM140LGZ, HOSTAFORM LM25, HOSTAFORM LM90, HOSTAFORM LU-02XAP®, HOSTAFORM LW15EWX, HOSTAFORM LW90BSX, HOSTAFORM LW90EWX, HOSTAFORM M15HP, HOSTAFORM M25AE, HOSTAFORM M90XAP®, HOSTAFORM MR130ACS, HOSTAFORM MT12R01, HOSTAFORM MT12U01, HOSTAFORM MT12U03, HOSTAFORM MT24F01, HOSTAFORM MT24U01, HOSTAFORM MT8F01, HOSTAFORM MT8F02, HOSTAFORM MT8R02, HOSTAFORM MT8U01, HOSTAFORM S 27063, HOSTAFORM S 27064, HOSTAFORM S 27072 WS 10/1570, HOSTAFORM S 9063, HOSTAFORM S 9064, HOSTAFORM S 9243, HOSTAFORM S 9244, HOSTAFORM S 9364, HOSTAFORM TF-10XAP® и HOSTAFORM WR140LG.
Таблица 3 содержит сводку разных термореактивных материалов, которые можно применить для изготовления примерных плунжеров и модули упругости при изгибе данных материалов, измеренные, например, по ASTM D790M (смотри www.DSMS0M0S.com). Модуль упругости при изгибе является мерой склонности материала к изгибу. Модули упругости при изгибе плунжеров, изготовленных из смол, приведенных в таблице 3, зависят, в частности, от производственного решения, а также типа и уровня отверждения и, поэтому, могут изменяться и отражаться в приведенных пределах.
Примерные термореактивные материалы
Для определения усилия спуска (FtF) автоматического инъекционного устройства можно применить тестер усилия. Перед определением усилия спуска (FtF), можно разобрать подузел рабочего механизма (FM) автоматического инъекционного устройства и снять оригинальный плунжер. Примерный плунжер можно установить в рабочий механизм (FM) с другими компонентами из разобранного рабочего механизма (FM). Поршень можно вставить в шприц с помощью полой металлической трубки (при этом, поршень находится внутри полой трубки и, затем, выталкивается) в требуемое положение для посадки в предварительно заданном месте (высоте) в шприце. Шприц можно вставить в корпусной подузел шприца. Корпусной подузел и подузел рабочего механизма (FM) можно собрать в автоматическом инъекционном устройстве. Таким образом, автоматическое инъекционное устройство в целом можно собрать с примерным плунжером, вместо оригинального плунжера.
Для измерения усилия спуска (FtF) можно воспользоваться тестером усилия, например, тестером усилия Zwick. Сначала можно выполнить испытание, например, испытание на пригодность с нажимом, для подтверждения, что тестер усилия точно измеряет усилие. Затем можно выполнить испытание для определения фактического усилия спуска (FtF). Для данного испытания, в тестере усилия можно применить два специальных приспособления. Одно приспособление может фиксировать автоматическое инъекционное устройство в вертикальном положении. Другое приспособление может представлять собой диск, который можно использовать для нажима на пусковую кнопку автоматического инъекционного устройства. Приспособление для фиксации автоматического инъекционного устройства можно крепить к нижней части испытательной установки для определения усилий, а диск можно закреплять к верхней части. После того, как упомянутые приспособления собраны на испытательной установке для определения усилий, автоматическое инъекционное устройство и тестер усилия можно считать подготовленными к испытанию для определению усилия спуска (FtF).
В процессе испытания для определения усилия, колпачки 24 и 34 можно снять с автоматического инъекционного устройства 10, и автоматическое инъекционное устройство можно установить в приспособление для фиксации автоматического инъекционного устройства, с пусковой кнопкой 32, обращенной вверх. Устройство 10 можно фиксировать в заданном положении в упомянутом приспособлении таким образом, чтобы каждое испытываемое автоматическое инъекционное устройство можно было устанавливать на одном и том же уровне в приспособлении. Автоматическое инъекционное устройство 10 можно устанавливать с пусковой кнопкой 32, обращенной вверх, в упомянутом приспособлении.
Когда испытание для определения усилия спуска (FtF) начинают, диск может начинать перемещение вниз и толкать пусковую кнопку 32. В одном примере, расстояние, на которое толкают вниз пусковую кнопку, может быть установлено, обычно, равным 2,4 мм. Когда программа включается, испытательная установка для определения усилий может начать запись усилия, которое действовало на тензометрические датчики установки. График усилия можно строить относительно расстояния, на которое продвигается вниз пусковая кнопка. Минимальное усилие, необходимое для спуска автоматического инъекционного устройства, может быть снято с графика усилия и определяется как усилие спуска (FtF).
Способ может выполняться автоматически, и данные могут отображаться на экране тестера. После выполнения способа, автоматическое инъекционное устройство можно извлечь из приспособлений. При анализе нескольких шприцов за одну серию испытаний, вышеописанные этапы можно повторять для каждого испытываемого автоматического инъекционного устройства.
Обычные автоматические инъекционные устройства могут приводиться в действие (срабатывать) преждевременно, если усилие спуска (FtF) ниже первого оптимального уровня. Некоторые пациенты не могут привести в действие обычные автоматические инъекционные устройства, когда усилие спуска (FtF) выше второго оптимального уровня. Примерные устройства и способы справляются с данной проблемой благодаря созданию автоматических инъекционных устройств с оптимизированным усилием спуска (FtF) и способов их изготовления и применения, предложенных в настоящей заявке.
Примерные варианты осуществления устанавливают, по меньшей мере, один параметр, который можно конфигурировать, отдельно или в комбинации, в плунжере, который применяют в рабочем механизме автоматического инъекционного устройства. Увеличение усилия спуска (FtF) (например, выше 5 Н) можно обеспечивать конфигурированием, например, угла ICS, режима формования или полимерного материала, или любой их комбинации. В одном варианте осуществления, усилие спуска (FtF) рабочего автоматического инъекционного устройства изменяется в пределах от более, чем 5 Н, от приблизительно 10 Н до приблизительно 25 Н или от приблизительно 10 Н до приблизительно 20 Н, при применении модифицированного плунжера. Следует отметить, что все численные значения, содержащиеся в пределах усилий спуска (FtF), приведенных в настоящем описании, также считаются охватываемыми рамками примерных вариантов осуществления, например, 6 Н, 7 Н, 8 Н, 9 Н, 10 Н, 11 Н, 12 Н, 13 Н, 14 Н, 15 Н, 16 Н, 17 Н, 18 Н, 19 Н, 20 Н, 21 Н, 22 Н, 23 Н, 24 Н, 25 Н и т.д. Пределы, содержащие численные значения, упомянутые в настоящем описании, также содержатся в рамках примерных вариантов осуществления для усилия спуска (FtF), например, от приблизительно 6 Н до приблизительно 19 Н. Для увеличения или уменьшения усилия спуска (FtF) можно конфигурировать несколько дополнительных регулируемых факторов, например, режима формования плунжера (температуру пресс-формы и время охлаждения).
Каждый из вышеприведенных регулируемых факторов может иметь свою собственную весовую функцию в отношении повышения усилия спуска (FtF). Весовая функция влияния данного фактора на усилие спуска (FtF) может зависеть от модуля упругости при изгибе материала плунжера. Например, влияние угла ICS на усилие спуска (FtF) может быть более выраженным, когда плунжер выполнен из более высокомодульного материала, чем влияние угла ICS плунжера, выполненного из низкомодульного материала. Весовые функции могут иметь, например, вид: усилие спуска (FtF)=a(угол ICS)+b(длина поверхности ICS), где «a» является весовой функцией угла ICS, и «b» является весовой функцией длины поверхности ICS, где как «a», так и «b» зависят от модуля упругости материала плунжера.
Пример 1: Зависимость усилия спуска (FtF) от раскрытия лапок плунжера
Примерный плунжер в примерном узле рабочего механизма может раздваиваться на две лапки плунжера. В процессе приведения в действие рабочего механизма, пусковую кнопку можно перемещать вниз. По мере того, как пусковая кнопка перемещается вниз, пусковая кнопка может оказывать давление на участки лапок плунжера, которые контактируют с пусковой кнопкой, и, тем самым, вынуждает лапки плунжера деформироваться и перемещаться одна к другой.
Раскрытие лапок плунжера представляет собой расстояние между лапками плунжера. Раскрытие лапок плунжера может влиять на минимальное усилие, необходимое для приведения в действие рабочего механизма таким образом, чтобы вещество вытеснялось из шприца в тело пациента. По существу, раскрытие лапок плунжера может влиять на усилие спуска (FtF) узла рабочего механизма.
Для определения зависимости усилия спуска (FtF) от раскрытия лапок плунжера было подготовлено исследование. В контрольном плунжере, раскрытие лапок плунжера составляло приблизительно 3,05 мм. С десятью контрольными плунжерами, которые были установлены в корпусные обоймы рабочего механизма и шприца, было выполнено базовое исследование. Результаты показывают, что контрольные плунжеры имеют усилие спуска (FtF) в пределах от приблизительно 8,3 Н до приблизительно 11,7 Н, при среднем усилии спуска (FtF), приблизительно равном 10,2 Н.
Раскрытие лапок плунжера регулировали с использованием разных способов. Проверяли влияние изменения числа многократно повторяемых срабатываний на усилие спуска (FtF). Целью следующего исследования было изучение вопроса, повлияет ли изменение раскрытия лапок плунжера на усилие спуска (FtF), при изменении числа многократно повторяемых срабатываний. На фигуре 14A приведен график усилия спуска (FtF) первого компонента приведения в действие шприца после десяти срабатываний плунжера. На фигуре 14B приведен график усилия спуска (FtF) второго компонента приведения в действие шприца после десяти срабатываний плунжера. Результаты показывают, что, для данного плунжера, усилие спуска (FtF) становится меньше при повторном срабатывании.
Целью следующего исследования было изучение вопроса, повлияет ли изменение раскрытия лапок плунжера на усилие спуска (FtF). Некоторые плунжеры повторно установили в узел рабочего механизма и хранили в течение пяти суток (т.е. в условиях воздействия натяжного усилия пружины устройства). Затем рабочий механизм пускали в действие десять раз. На фигуре 15 приведен график усилия спуска (FtF) компонента приведения в действие шприца после десяти срабатываний плунжера, через пять суток после сборки (т.е. пребывания под действием усилия пружины). Результаты показывают, что усилие спуска (FtF) становится меньше после 5 суток пребывания под действием усилия пружины и остается небольшим после повторной сборки (от приблизительно 4,1 Н до приблизительно 6,5 Н), при среднем значении приблизительно 5,1 Н.
Влияние модификации режима формования при формовании плунжера на усилие спуска (FtF) проверяли путем испытаний. Целью следующего исследования было изучение вопроса, повлияет ли изменение раскрытия лапок плунжера путем изменения режима формования на усилие спуска (FtF) плунжера. Формование плунжера при некоторых условиях увеличивает расстояние между лапками плунжера, которое, как оказалось, увеличивает усилие спуска (FtF).
Влияние изменения раскрытия лапок плунжера на усилие спуска (FtF) проверяли путем испытаний. Раскрытие лапок плунжера увеличивали от начального значения приблизительно 2,55-3,05 мм до приблизительно 5 мм во время нагревания в печи при 60°C в течение трех суток. Другие компоненты рабочего механизма (например, корпус рабочего механизма и пусковую кнопку) не нагревали. После нагревания, две лапки плунжера были не параллельны и раскрывались наружу после извлечения из печи. Измеренное расстояние между лапками составляло приблизительно 5 мм (при этом, контрольный плунжер, не подвергнутый нагреву, имел раскрытие лапок плунжера приблизительно 3 мм). Результаты показывают, что усилие спуска (FtF) увеличивалось до приблизительно 8,3-9,6 Н, при среднем значении приблизительно 9,0 Н, когда раскрытие лапок плунжера увеличивалось до приблизительно 5 мм, по сравнению с контрольным плунжером.
Некоторые плунжеры выдерживали в печи, повторно устанавливали в рабочий механизм и выдерживали в условиях действия усилия пружины на плунжеры в течение трех суток перед испытанием для определения усилия спуска (FtF). Замечено, что расстояние между лапками плунжера уменьшалось до приблизительно 3,5 мм от приблизительно 5 мм. На фигуре 16 представлен график усилия спуска (FtF) компонента приведения в действие шприца после десяти срабатываний плунжера, после повторной сборки на трое суток. Результаты показывают, что вышеописанная подготовка уменьшала раскрытие лапок и имела следствием уменьшение усилия спуска (FtF) (от приблизительно 5,8 Н до приблизительно 6,9 Н).
Примерные варианты осуществления предлагают способ конфигурирования плунжера в узле рабочего механизма для получения оптимизированного усилия спуска (FtF) посредством модификации раскрытия лапок плунжера. В примерном варианте осуществления, плунжер конфигурируют, чтобы получить более широкое раскрытие лапок плунжера для получения большего усилия спуска (FtF). В другом примерном варианте осуществления, плунжер конфигурируют, чтобы получить менее широкое раскрытие лапок плунжера для получения уменьшенного усилия спуска (FtF). Раскрытие лапок плунжера можно расширять для увеличения усилия спуска (FtF) и уменьшать для ослабления усилия спуска (FtF).
В соответствии с примерными вариантами осуществления предлагаются автоматические инъекционные устройства, в которых раскрытие лапок плунжера в узле рабочего механизма конфигурируют отдельно или в комбинации с другими факторами, чтобы оптимизировать усилие спуска (FtF). В примерном варианте осуществления, раскрытие лапок плунжера составляет приблизительно 5,0 мм.
Целью следующего исследования было изучение вопроса, будет ли расширение раскрытия лапок плунжера посредством изменения режима формования и/или применения материала с более высоким модулем упругости при изгибе увеличивать усилие спуска (FtF). Кроме того, целью исследования было получение оптимизированного усилия спуска (FtF), без изменения, при этом, общей конструкции устройства. Для достижения упомянутой цели использовали модифицированный набор параметров формования и/или материал с более высоким модулем упругости при изгибе на основе смол новых марок. Посредством изменения параметров формования и/или применения разнотипных марок смол был создан усовершенствованный плунжер с оптимизированным усилием спуска (FtF).
Исследовали две разных марки полиацеталевых (POM) смол, т.е. марку ненаполненной смолы (3050 МПа; контрольный плунжер) и марку наполненной смолы (наполненную стеклянными сферами, марку с 30% содержанием сфер; 3800 МПа). Режим формования примерных плунжеров содержал такие условия, как 100°Ф (37,8°C)/25 секунд (температура формования/время охлаждения), при использовании наполненной смолы (3800 МПа). Контрольный режим формования, взятый для испытания, содержал такие условия как 200°Ф (75,6°C)/10 секунд (температура формования/время охлаждения), при использовании ненаполненной смолы (3050 МПа). После формования измеряли раскрытие лапок плунжера. В процессе данного исследования не вносили никаких конструктивных изменений, касающихся угла ICS, который выдерживали приблизительно 38°.
Анализ различных смол и режима формования показал, что раскрытие лапок плунжера увеличивалось, когда время охлаждения увеличивалось, а температура формования уменьшалась. Усилие спуска (FtF) плунжера увеличивается с увеличением раскрытия лапок плунжера, а также увеличивается с увеличением температуры охлаждения, при снижении температуры формования. Результаты показывают также, что усилие спуска (FtF) плунжера увеличивается с повышением модуля упругости материала смолы. Значения усилия спуска (FtF) увеличиваются на 76%, от приблизительно 7,68 Н до приблизительно 13,52 Н, при сочетании как повышения модуля упругости материала смолы, так и модификации параметров технологического процесса формования.
В таблице 4 сведены усилия спуска (FtF), полученные для разных комбинаций марок материалов смол материала плунжера и режима формования плунжера. В частности, таблица 4 сравнивает контрольный плунжер (сополимер Hostaform C 13031) с плунжером из материала на основе смолы с 30% наполнением сферами, как в контрольном режиме формования, так и в альтернативном режиме формования, т.е. 100°Ф (37,8°C)/25 секунд. Как видно из таблицы 4, усилие спуска (FtF) увеличивается при увеличении раскрытия лапок плунжера. Кроме того, плунжер из наполненной смолы обеспечивал большее усилие спуска (FtF) (вследствие повышения модуля упругости материала плунжера (наполненная марка)), чем контрольный плунжер с меньшим модулем упругости.
Зависимость
усилия спуска (FtF) от комбинаций марки материала смолы и режима формования
13031 (контрольный)
27021 (30% наполнение сферами)
13031 (контрольный)
27021 (30% наполнение сферами)
Смола с десятипроцентным наполнением стекловолокном (модуль упругости приблизительно 4800 МПа), формованная в двух режимах, приведенных в таблице 4, увеличивает усилие спуска (FtF) по сравнению с контрольным образцом при данных параметрах формования (приблизительно 8,1 Н, при 200°Ф (75,6°C)/10 секундах, и приблизительно 10,4 Н, при 110°Ф (41,6°C)/25 секундах). Два других режима формования, т.е. приблизительно 100°Ф (37,8°C)/25 секунд (температура формования/время охлаждения) и приблизительно 200°Ф (75,6°C)/25 секунд (температура формования/время охлаждения), при использовании наполненной смолы (3800 МПа) также дают, в результате, увеличение усилия спуска (FtF).
В общем, усилие спуска (FtF) можно увеличить путем конфигурирования режима формования и модуля упругости при изгибе материала плунжера. Вышеописанные эксперименты обнаруживают также, что раскрытие лапок плунжера можно увеличить соответственно некоторым режимам формования и/или модулям упругости при изгибе. Таким образом, усилие спуска (FtF) можно модифицировать без изменения угла ICS плунжера.
Пример 2: Зависимость усилия спуска (FtF) от угла ICS
Примерная лапка плунжера в примерном узле рабочего механизма может иметь передний участок, который содержит выступающий упор. Поверхность ICS является участком передней части лапки плунжера, которая выполнена с возможностью контакта с механизмом включения спуска, например, пусковой кнопкой. Угол ICS является углом, сформированным поверхностью ICS с продольной осью плунжера.
В процессе приведения в действие рабочего механизма, пусковая кнопка может перемещаться вниз. По мере перемещения вниз, пусковая кнопка может оказывать давление на поверхность ICS и, тем самым, вынуждать лапки плунжера деформироваться и перемещаться одна к другой. Угол ICS может влиять на минимальное усилие, необходимое для приведения в действие рабочего механизма, чтобы вещество вытеснялось из шприца в тело человека. По существу, угол ICS может влиять на усилие спуска (FtF) узла рабочего механизма.
Для определения зависимости усилия спуска (FtF) от угла ICS было подготовлено исследование. В ходе первой серии экспериментов, на верхнюю поверхность выступающего упора наносили объем клея в различных количествах и в различных положениях, с таким расчетом, чтобы изменять угол ICS (конической поверхности с обратным уклоном). Уклон выступающего упора изменяли от уклона контрольного плунжера с углом ICS, равным 38°, до четырех разных углов ICS. Полученные уклоны выступающего упора составили следующую последовательность: покрытый клеем плунжер (d) (минимальный угол ICS)<оригинальный плунжер (a)<покрытый клеем плунжер (e)<покрытый клеем плунжер (b)<покрытый клеем плунжер (c) (максимальный угол ICS). На фигуре 17 представлен вид сбоку лапки плунжера компонента приведения в действие плунжера, выполненной в соответствии с примерными вариантами осуществления, с изображением трех примерных углов ICS (28°, 38° как в контрольном плунжере, 48°). Усилие спуска (FtF) для каждого плунжера измеряли тестером усилия.
Таблица 5 содержит сводку результатов измерения усилия спуска (FtF) для примерных плунжеров.
Результаты измерения усилия спуска (FtF) для разных покрытых клеем плунжеров
Результаты показывают, что усилие спуска (FtF) было минимальным, приблизительно 3,7 Н, для покрытого клеем плунжера (d) с минимальным углом ICS, вторым по малости, в среднем приблизительно 4,8 Н, для контрольного плунжера (a) со вторым по малости углом ICS, третьим по малости, приблизительно 21,5 Н, для покрытого клеем плунжера (e) с третьим по малости углом ICS, вторым по величине, приблизительно 29,4 Н, для покрытого клеем плунжера (b) со вторым по величине углом ICS и максимальным, в среднем приблизительно 42,3 Н, для покрытого клеем плунжера c) с максимальным углом ICS.
В общем, результаты показывают, что, чем больше угол ICS выступающего упора, тем больше усилие спуска (FtF). Следовательно, для регулирования усилия спуска (FtF) и для получения оптимального усилия спуска (FtF) можно выбирать конфигурацию угла ICS выступающего упора.
В ходе второй серии экспериментов, конструкцию плунжеров дорабатывали с использованием программного обеспечения, например, программного обеспечения 3D CAD (системы 3-мерного автоматизированного проектирования - 3-мерной САПР) (Solidworks, Concord, MA), для получения разных углов ICS. Примерные углы ICS составляли приблизительно 28° и приблизительно 48°, при этом, для сравнения, контрольный плунжер имел угол ICS приблизительно 38°. Плунжеры формировали с использованием термореактивных материалов 11120 и 12120. Усилие спуска (FtF) FtF измеряли в сравнении с контрольным плунжером с углом ICS 38°, состоящим из полиацеталевого (полиоксиметиленового; POM) сополимера, например, Hostaform C 13031. Плунжер из материала марки 11120 имел модуль упругости при изгибе приблизительно 2200 МПа, и плунжер из материала марки 12120 имел модуль упругости при изгибе приблизительно 3320 МПа, при этом, для сравнения, контрольный плунжер имел модуль упругости при изгибе 3000 МПа.
На фигуре 18 представлен график среднего усилия спуска (FtF) плунжеров, имеющих различные углы ICS (28°, 38°, 48°) и состоящих из различных полимерных материалов (POM (полиоксиметиленового полимера), марок 11120 и 12120). Усилие спуска (FtF) увеличивается с увеличением угла ICS, а также с увеличением модуля упругости при изгибе, независимо от марок материалов, используемых для изготовления плунжера (например, марок 11120 и 12120). Для полиацеталевого (POM (полиоксиметиленового)) плунжера, имеющего угол ICS, равный 38°, усилие спуска (FtF) было приблизительно 10,8 Н. Для плунжера из материала марки 11120, усилие спуска (FtF) было приблизительно 14,8 Н, 27,4 Н и 38,1 Н для углов ICS, составлявших приблизительно 28°, 38° и 48°, соответственно. Для плунжера из материала марки 12120, усилие спуска (FtF) было приблизительно 14,9 Н, 39,3 Н и 49,2 Н для углов ICS, составлявших приблизительно 28°, 38° и 48°, соответственно.
На фигуре 19 представлен график среднего усилия спуска (FtF) плунжеров, имеющих различные углы ICS (28°, 38°, 48°) и состоящих из различных полимерных материалов (POM (полиоксиметиленового полимера), марок 11120 и 12120). Усилие спуска (FtF) для плунжера из материала марки 12120 увеличили на 24 Н, при изменении угла ICS от приблизительно 28° до 38°, и увеличили еще на 10 Н, при увеличении угла ICS еще на 10°. Аналогично, усилие спуска (FtF) для плунжера из материала марки 11120 увеличили приблизительно на 13 Н, при изменении угла ICS от 28° до 38°, и увеличили еще на 10 Н, при увеличении угла ICS еще приблизительно на 10°. Таким образом, материал (марки 12120) с высоким модулем упругости при изгибе обладал усилием спуска (FtF), превосходящим усилие спуска (FtF) низкомодульного материала (марки 11120), при одинаковых углах ICS. Увеличение становилось более выраженным, когда угол ICS был больше 38°. Кроме того, весовая функция влияния угла ICS на усилие спуска (FtF) изменяется в зависимости от модуля упругости материала плунжера.
Следовательно, для регулирования усилия спуска (FtF) и для получения оптимального усилия спуска (FtF) можно выбирать конфигурацию угла ICS.
В соответствии с примерными вариантами осуществления предлагается способ конфигурирования плунжера в узле рабочего механизма для оптимизации усилия спуска (FtF) посредством модификации угла ICS. В примерном варианте осуществления, плунжер сконфигурирован для обеспечения большого угла ICS (например, больше, чем 38°) для увеличения усилия спуска (FtF). В другом примерном варианте осуществления, плунжер сконфигурирован для обеспечения небольшого угла ICS (например, меньше, чем 38°) для уменьшения усилия спуска (FtF). Угол ICS можно увеличивать для увеличения усилия спуска (FtF) и уменьшать для уменьшения усилия спуска (FtF). Примерные варианты осуществления предлагают также способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации комбинации угла ICS и модуля упругости при изгибе материала плунжера.
В соответствии с примерными вариантами осуществления предлагаются автоматические инъекционные устройства, в которых угол ICS сконфигурирован для оптимизации усилия спуска (FtF). В примерном варианте осуществления, угол ICS составляет приблизительно 48°.
Пример 3: Зависимость усилия спуска (FtF) от материала плунжера
Плунжер в примерном узле рабочего механизма может состоять, по меньшей мере, частично из специального материала плунжера. В примерном варианте осуществления, материал плунжера может быть термопластичным материалом. В другом примерном варианте осуществления, материал плунжера может быть термореактивным материалом.
В процессе приведения в действие рабочего механизма, пусковую кнопку можно перемещать вниз. По мере того, как пусковая кнопка перемещается вниз, пусковая кнопка может оказывать давление на участки лапок плунжера, которые контактируют с пусковой кнопкой, и, тем самым, вынуждает лапки плунжера деформироваться и перемещаться одна к другой. Модуль упругости материала при изгибе является отношением напряжения к величине изгибной деформации материала и определяет склонность материала к изгибу под напряжением. Модуль упругости при изгибе может регулировать особенности деформации лапок плунжера в процессе приведения в действие рабочего механизма и, тем самым, оказывать влияние на минимальное усилие, необходимое для приведения в действие рабочего механизма, чтобы вещество вытеснялось из шприца в тело пациента. В частности, если плунжер состоит из материала с более высоким модулем упругости при изгибе, то, для изгиба лапок плунжера может потребоваться большее усилие, увеличивающее усилие спуска (FtF).
Для определения зависимости усилия спуска (FtF) от модуля упругости при изгибе материала плунжера было подготовлено исследование. Испытание проводили с разными материалами плунжера, имеющие разные модули упругости при изгибе (марки 9420, 18420, 11120, 12120, 15120, которые приведены в таблице 3). Все плунжеры имели постоянный угол ICS, составлявший приблизительно 38°. На фигуре 20 представлен график среднего усилия спуска (FtF) плунжеров. Результаты исследования показывают, что усилие спуска (FtF) увеличивается с увеличением модулей упругости при изгибе материала плунжера. Плунжеры, которые были выполнены из смол с более высокими модулями упругости при изгибе, характеризуются более высокими усилиями спуска (FtF), чем плунжеры, которые были выполнены из смол с меньшими модулями упругости при изгибе.
В соответствии с примерными вариантами осуществления предлагается способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации модуля упругости при изгибе материала плунжера. В примерном варианте осуществления, плунжер состоит из материала с высоким модулем упругости при изгибе для обеспечения более высокого усилия спуска (FtF). В другом примерном варианте осуществления, плунжер состоит из материала с низким модулем упругости при изгибе для обеспечения сниженного усилия спуска (FtF). Материал плунжера можно изменять переходом на материал с более высоким модулем упругости при изгибе для увеличения усилия спуска (FtF) и переходом на материал с низким модулем упругости при изгибе для уменьшения усилия спуска (FtF). Примерные варианты осуществления обеспечивают также автоматические инъекционные устройства, в которых модуль упругости при изгибе материала плунжера конфигурируют отдельно или в комбинации с другими факторами, чтобы оптимизировать усилие спуска (FtF).
Для определения, влияло ли изменение модуля упругости при изгибе материала плунжера на время, необходимое для вытеснения всего вещества из шприца, выполнили дополнительное исследование. В процессе исследования, шприцы, наполненные 0,8 мл буферного раствора, устанавливали в корпусные подузлы шприца. Корпусные подузлы шприца, содержащие шприцы, и подузлы рабочего механизма, содержащие плунжеры, устанавливали в автоматические инъекционные устройства. Для имитации кожи для инъекции использовали ленту. Для каждого устройства, иглу устройства помещали на ленту для имитации инъекции. Пусковую кнопку и секундомер нажимали одновременно в начале имитируемой инъекции. Время, необходимое для инъекции всего вещества из шприца, регистрировали.
На фигуре 21 представлен график значений времени вытеснения, записанных для плунжеров, состоящих из различных полимерных материалов, имеющих разные модули упругости при изгибе (марка 11120, DMX-SL100, POM (полиоксиметилен), и Prototherm марки 12120). Все примерные плунжеры (обладающие широким диапазоном изменения модуля упругости) характеризовались, по существу, одинаковым временем вытеснения. Результаты показывают, что время дозирования, вытеснения или инъекции 0,8 мл вещества оставалось, по существу, одним и тем же, независимо от модуля упругости при изгибе материала плунжера.
Пример 4: Зависимость усилия спуска (FtF) от текстуры поверхности плунжера
Передние поверхности лапок плунжера в примерном узле рабочего механизма могут иметь определенную текстуру поверхности. В примерном варианте осуществления, поверхность передней части плунжера может иметь, по существу, гладкую текстуру. В другом примерном варианте осуществления, поверхность передней части плунжера может иметь, по существу, шероховатую текстуру.
В процессе приведения в действие рабочего механизма, пусковую кнопку можно перемещать вниз. По мере того, как пусковая кнопка перемещается вниз, пусковая кнопка может оказывать давление на участки лапок плунжера, которые контактируют с пусковой кнопкой, и, тем самым, вынуждает лапки плунжера деформироваться и перемещаться одна к другой. Текстура поверхностей лапок плунжера может обеспечивать статическое фрикционное сопротивление. Следовательно, текстура может влиять на минимальное усилие, необходимое для приведения в действие рабочего механизма, чтобы вещество вытеснялось из шприца в тело пациента. По существу, текстура поверхности передних поверхностей лапок плунжера может влиять на усилие спуска (FtF) узла рабочего механизма.
Для определения зависимости усилия спуска (FtF) от текстуры поверхности плунжера было подготовлено исследование. Изготовили плунжеры, имеющие разные модули упругости при изгибе и имеющие либо, по существу, гладкую, либо, по существу, шероховатую поверхность ICS и/или поверхность SCS, которые контактируют с пусковой кнопкой в процессе приведения в действие.
На фигуре 22 представлен усилия спуска (FtF) плунжера, имеющего различные модули упругости при изгибе, материал поверхности которого является либо шероховатым, либо гладким. Результаты показывают, что шероховатый плунжер характеризуется более высоким усилием спуска (FtF), и что упомянутое влияние было более выраженным в случае материалов плунжера с более высоким модулем упругости при изгибе.
В соответствии с примерными вариантами осуществления предлагается способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации текстуры поверхности лапок плунжера. В примерном варианте осуществления, поверхность плунжера выполнена, по существу, шероховатой, чтобы обеспечить более высокое усилие спуска (FtF). В другом примерном варианте осуществления, поверхность плунжера выполнена, по существу, гладкой, чтобы обеспечить уменьшение усилия спуска (FtF). Поверхность плунжера можно выполнять более шероховатой, чтобы обеспечить увеличение усилия спуска (FtF) или выполнять более гладкой, чтобы обеспечить уменьшение усилия спуска (FtF). Следовательно, для регулирования усилия спуска (FtF) и оптимизации усилия спуска (FtF) можно выбирать конфигурацию текстуры поверхности лапок плунжера. Примерные варианты осуществления обеспечивают также автоматические инъекционные устройства, в которых текстуру поверхности ICS и/или поверхности SCS конфигурируют отдельно или в комбинации с другими факторами, чтобы оптимизировать усилие спуска (FtF).
Пример 5: Зависимость усилия спуска (FtF) от угла PBB (угла скобы основания плунжера) и раскрытия лапок плунжера
Примерный плунжер в примерном узле рабочего механизма может быть раздвоен на две лапки плунжера. Угол PBB является углом, сформированным между лапками плунжера. В примерном варианте осуществления, угол PBB составляет приблизительно 0°, и лапки плунжера, по существу, параллельны между собой. В другом примерном варианте осуществления, угол PBB больше, чем 0°, и лапки плунжера не параллельны между собой.
В процессе приведения в действие рабочего механизма, пусковая кнопка может перемещаться вниз. По мере перемещения вниз, пусковая кнопка может оказывать давление на участки лапок плунжера и, тем самым, вынуждать лапки плунжера деформироваться и перемещаться одна к другой. Угол PBB, сформированный между лапками плунжера, может влиять на минимальное усилие, необходимое на приведение в действие рабочего механизма, чтобы вещество вытеснялось из шприца в тело человека. По существу, угол PBB, сформированный между лапками плунжера, может влиять на усилие спуска (FtF) узла рабочего механизма.
Проведено испытание зависимости между углом PBB и раскрытием лапок плунжера. Плунжеры изготавливали с переменными углами PBB (0°, 1°, 2°, 3°, 4°). Конфигурация плунжеров с углами PBB, составляющими 1°, 2°, 3°, 4°, дает, в результате, следующие раскрытия лапок плунжера, выбранные из файлов конфигурации 3-мерной САПР и измеренные на образцах плунжеров. Упомянутые раскрытия сведены в таблицу 6. Таблица 6 содержит углы PBB, равные 0°, 1°, 2°, 3° и 4°, соответствующее раскрытие лапок плунжера, выбранные из файлов конфигурации 3-мерной САПР, соответствующее измеренное среднее раскрытие образцов плунжера Rapid Prototype Plunger (RPT) из материала марки Watershed 11120 и соответствующее измеренное среднее раскрытие образцов плунжера Rapid Prototype Plunger (RPT) из материала марки Prototherm 12120 RPT. Из таблицы 6 можно видеть, что разные материалы RPT дают, в результате, разные раскрытия лапок плунжера, при том, что конфигурации плунжеров для каждого угла PBB были одинаковыми.
Зависимость усилия спуска (FtF) от угла PBB и раскрытия лапок плунжера
Для определения зависимости усилия спуска (FtF) от угла PBB (угла скобы основания плунжера) выполнено исследование. Испытания проводили с разными плунжерами, выполненными из разных материалов (марок 11120 или 12120, описанных в таблице 3) и имеющими разные углы PBB (0°, 0,5°, 1°, 1,5°, 2°). На фигуре 23 представлен график усилия спуска (FtF) для лапок плунжера, выполненного из материала марки 11120 или марки 12120 и имеющего различные углы PBB. Результаты показывают, что усилие спуска (FtF) увеличивается с увеличением угла PBB. Кроме того, высокомодульный материал плунжера, например, марки 12120, проявлял более выраженное увеличение усилия спуска (FtF), при увеличении угла PBB, чем низкомодульный материал, например, 11120.
Результаты исследования показывают, что увеличение угла PBB увеличивает раскрытие лапок плунжера, что, в свою очередь, увеличивает усилие спуска (FtF). При увеличении углов PBB, материал с более высоким модулем упругости (ProtoTherm 12120) проявлял более выраженное увеличение усилия спуска (FtF), чем материал с меньшим модулем упругости (Watershed 11120). То есть, усилие спуска (FtF) зависело как от раскрытия лапок плунжера, так и от модуля упругости материала при изгибе. В ходе данного исследования установлено, что модуль упругости при изгибе материала ProtoTherm 12120 был главным фактором, влияющим на усилие спуска (FtF). Хотя раскрытие лапок плунжера в плунжерах, изготовленных из материала ProtoTherm 12120, было меньше, чем в плунжерах, изготовленных из материала Watershed 11120, при одинаковом угле PBB, плунжеры, изготовленные из материала ProtoTherm 12120, обеспечивали более высокое усилие спуска (FtF).
В соответствии с примерными вариантами осуществления предлагается способ конфигурирования плунжера в узле рабочего механизма для получения оптимизированного усилия спуска (FtF) посредством модификации угла PBB, сформированного между лапками плунжера. В примерном варианте осуществления, угол PBB увеличивают для получения более высокого усилия спуска (FtF). В другом примерном варианте осуществления, угол PBB уменьшают для получения пониженного усилия спуска (FtF). Следовательно, для регулирования усилия спуска (FtF) и для получения оптимального усилия спуска (FtF) можно выбирать конфигурацию угла PBB для регулирования усилия спуска (FtF) и оптимизации усилия спуска (FtF).
В соответствии с примерными вариантами осуществления предлагается также способ конфигурирования плунжера в узле рабочего механизма для получения оптимизированного усилия спуска (FtF) посредством модификации комбинации угла PBB, сформированного между лапками плунжера, и модуля упругости при изгибе материала плунжера.
В соответствии с примерными вариантами осуществления предлагаются автоматические инъекционные устройства, в которых угол PBB сконфигурирован отдельно или в комбинации с другими факторами, для оптимизации усилия спуска (FtF).
Пример 6: Зависимость усилия спуска (FtF) от длины поверхности ICS
Примерная лапка плунжера в примерном узле рабочего механизма содержит передний участок, который может содержать выступающий упор. Поверхность ICS является участком передней части лапки плунжера, который сконфигурирован для контакта с механизмом включения спуска, например, пусковой кнопкой. Длина поверхности ICS является длиной поверхности ICS, которая находится в контакте с механизмом включения спуска.
В процессе приведения в действие рабочего механизма, пусковую кнопку можно перемещать вниз. По мере того, как пусковая кнопка перемещается вниз, пусковая кнопка может оказывать давление на участки лапок плунжера, которые контактируют с пусковой кнопкой, и, тем самым, вынуждает лапки плунжера деформироваться и перемещаться одна к другой. В процессе приведения в действие рабочего механизма, пусковую кнопку перемещают вниз. По мере того, как пусковая кнопка перемещается вниз, пусковая кнопка оказывает давление на поверхность ICS и, тем самым, вынуждает лапки плунжера деформироваться и перемещаться одна к другой. Пусковая кнопка перемещается вдоль поверхности ICS по длине поверхности ICS. Длина поверхности ICS влияет на минимальное усилие, необходимое для приведения в действие рабочего механизма, чтобы вещество вытеснялось из шприца в тело пациента. По существу, длина поверхности ICS влияет на усилие спуска (FtF) узла рабочего механизма.
Для определения зависимости усилия спуска (FtF) от длины поверхности ICS было подготовлено исследование. В ходе исследования применяли контрольный плунжер с углом ICS приблизительно 38° и углом SCS приблизительно 23°. В примерных плунжерах, угол ICS выдерживали равным приблизительно 38°, и длину поверхности ICS изменяли от приблизительно 2,44 мм до приблизительно 2,64 мм, 2,84 мм и 3,03 мм (т.е. увеличивали, соответственно, на приблизительно 0,2 мм, 0,4 мм и 0,6 мм). Кроме того, проводили испытания с плунжером, у которого как угол ICS, так и угол SCS составляли приблизительно 38° (т.е. поверхность ICS и поверхность SCS формировали одну непрерывную поверхность, без переходной зоны). Приведенная конфигурация позволяла пусковой кнопке контактировать с поверхностью ICS по зоне большего размера (которая, в данном случае, охватывала как поверхность ICS, так и поверхность SCS) перед тем, как плунжер расцеплялся с корпусом рабочего механизма.
На фигуре 24 представлен график профилей усилий спуска (FtF) для плунжеров, состоящих из разных материалов (контрольного плунжера из POM (полиоксиметилена) с оригинальной длиной поверхности ICS, плунжера из материала марки 11120 с оригинальной длиной поверхности ICS, плунжера из материала марки 11120 с длиной поверхности ICS, увеличенной на приблизительно 0,2 мм, плунжера из материала марки 11120 с длиной поверхности ICS, увеличенной на приблизительно 0,4 мм, и плунжера из материала марки 11120 с длиной поверхности ICS, увеличенной на приблизительно 0,6 мм), длину поверхности ICS которого увеличивали на приблизительно 0,2 мм, 0,4 мм и 0,6 мм до, соответственно, приблизительно 2,64 мм, 2,84 мм и 3,03 мм. Результаты показывают, что усилие спуска (FtF) увеличивалось с увеличением длины поверхности ICS. По мере того, как увеличивалась длина поверхности ICS, максимумы профиля усилия спуска (FtF) сдвигались вправо.
В соответствии с примерными вариантами осуществления предлагается способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации длины поверхности ICS. В примерном варианте осуществления, длину поверхности ICS увеличивают для обеспечения более высокого усилия спуска (FtF). В другом примерном варианте осуществления, длину поверхности ICS уменьшают для обеспечения сниженного усилия спуска (FtF). Следовательно, для регулирования усилия спуска (FtF) и оптимизации усилия спуска (FtF) можно выбирать конфигурацию длины поверхности ICS.
В соответствии с примерными вариантами осуществления предлагается также способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации комбинации длины поверхности ICS и угла ICS.
В соответствии с примерными вариантами осуществления предлагается также способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации комбинации длины поверхности ICS и модуля упругости при изгибе материала плунжера.
В соответствии с примерными вариантами осуществления предлагается также способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации комбинации длины поверхности ICS с углом ICS и модулем упругости при изгибе материала плунжера.
В соответствии с примерными вариантами осуществления дополнительно предлагаются автоматические инъекционные устройства, в которых длину поверхности ICS конфигурируют отдельно или в комбинации с другими факторами, для оптимизации усилия спуска (FtF).
Пример 7: Зависимость усилия спуска (FtF) от режима формования плунжера
Примерную лапку плунжера в примерном узле рабочего механизма можно формовать в разных режимах. Упомянутые режимы могут содержать, но без ограничения, температуру формования, время охлаждения и т.п. Режим формования плунжера можетт влиять на физические свойства плунжера и может, в свою очередь, влиять на минимальное усилие, необходимое для приведения в действие рабочего механизма, чтобы вещество вытеснялось из шприца в тело пациента. По существу, режим формования может влиять на усилие спуска (FtF) узла рабочего механизма.
Для определения зависимости усилия спуска (FtF) от режима формования плунжера было подготовлено исследование. В ходе исследования, плунжеры, изготовленные из термопластичных материалов трех полиацеталевых марок, формовали с использованием разных температур формования и значений времени охлаждения. Нормальная температура формования для полиацеталевых термопластичных сополимеров (например, марок Hostaform C 13031, Hostaform C 27021 GV 3/30 и Hostaform C 9021 GVl/10) составляла 200°Ф (75,6°C), при 1-секундном времени охлаждения. Режим формования изменяли с 200°Ф (75,6°C), при 10-секундном времени охлаждении, на 100°Ф (37,8°C), при 25-секундном времени охлаждения.
Таблица 7 содержит сводку усилий спуска (FtF), обеспечиваемых плунжерами из разных материалов, формованных в разных режимах формования.
Зависимость усилия спуска (FtF) от режима формования для плунжеров из разных материалов
Усилие спуска (FtF) для материала Hostaform C 13031 увеличивалось от приблизительно 5,22-7,68 Н до приблизительно 6,44-10,68 Н, когда плунжер формовали при температуре формования приблизительно 100°Ф (37,8°C) и времени охлаждения приблизительно 25 секунд. Усилие спуска (FtF) для материала Hostaform C 27021 GV 3/30 увеличивалось от приблизительно 9,83-12,06 Н до приблизительно 10,71-13,52 Н, когда плунжер формовали при температуре формования приблизительно 100°Ф (37,8°C) и времени охлаждения 25 секунд. Усилие спуска (FtF) для материала Hostaform C 9021 GVl/10 увеличивалось от 7,84-8,09 Н до приблизительно 9,12-10,43 Н, когда плунжер формовали при температуре формования приблизительно 100°Ф (37,8°C) и времени охлаждения 25 секунд.
Плунжер, формованный из материала с 10% наполнением стекловолокном (например, материала Hostaform C 9021 GV1/10), развивал меньшее усилие спуска (FtF), чем плунжер, формованный из материала с 10% наполнением стеклянными сферами, даже когда оба плунжера формовали в одинаковых режимах формования. Следует отметить, что плунжер из материала с 10% наполнением изгибался внутрь и обладал меньшим разнесением между двумя лапками. Упомянутый направленный внутрь изгиб приводил, в результате, к уменьшению усилия спуска (FtF), при использовании материала с 10% наполнением.
Плунжеры, изготовленные из термопластичных материалов, проявляли такие же тенденции, которые наблюдались для термореактивных материалов, по отношению к модулю упругости материала. Кроме того, результаты показывают, что усилие спуска (FtF) зависело как от свойств самого материала плунжера (например, модуля упругости при изгибе), так и от параметров формования. Следовательно, усилие спуска (FtF) может быть неотъемлемой частью как свойств самого материала плунжера, так и параметров формования.
В соответствии с примерными вариантами осуществления предлагается способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации режима формования для формования плунжера (например, температуры формования, температуры охлаждения и т.п.). В примерном варианте осуществления, для обеспечения более высокого усилия спуска (FtF) можно снижать температуру формования и увеличивать время охлаждения. В другом примерном варианте осуществления, для обеспечения ослабления усилия спуска (FtF) можно повышать температуру формования и уменьшать время охлаждения. Следовательно, для регулирования усилия спуска (FtF) и оптимизации усилия спуска (FtF) можно конфигурировать температуру формования и время охлаждения.
В соответствии с примерными вариантами осуществления предлагается также способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации комбинации режима формования (например, температуры формования, времени охлаждения) с модулем упругости при изгибе материала плунжера.
В соответствии с примерными вариантами осуществления дополнительно предлагаются автоматические инъекционные устройства, в которых, по меньшей мере, одно условие режима формования плунжера конфигурируют отдельно или в комбинации с другими факторами, для оптимизации усилия спуска (FtF).
Пример 8: Зависимость усилия спуска (FtF) от высоты выступа и угла выступа
Для определения зависимости усилия спуска (FtF) от высоты выступа и зависимости усилия спуска (FtF) от угла выступа было подготовлено исследование. Для определения влияния упомянутых параметров на усилие спуска (FtF) изменяли высоту выступа и угол выступа и измеряли усилие спуска (FtF). Высота и угол выступа являются взаимозависимыми. Увеличение высоты выступа будет автоматически уменьшать угол выступа. Данная взаимозависимость обусловлена тем, что линия базовой плоскости площадки выступа на внутренней плоскости оставалась неизменной, когда увеличивали высоту.
Таблица 8 содержит результаты зависимости усилия спуска (FtF) от изменения высоты выступа и угла выступа.
Зависимость усилия спуска (FtF) от комбинации высоты выступа с углом выступа
Угол выступа плунжера уменьшали от приблизительно 82° (в конфигурации № 1) до приблизительно 79° (в конфигурации № 2), и высоту выступа увеличивали от приблизительно 0,17 мм (в конфигурации № 1) до приблизительно 0,22 мм (в конфигурации № 2). Результаты показывают, что усилие спуска (FtF) значительно увеличивалось, при упомянутых изменениях, от приблизительно 5-8 Н (в конфигурации № 1) до приблизительно 8-10 Н (в конфигурации № 2).
Следовательно, для регулирования усилия спуска (FtF) и обеспечения оптимального усилия спуска (FtF) можно конфигурировать высоту выступа и угол выступа.
Пример 9: Зависимость усилия спуска (FtF) от конфигурации плунжера
Для определения зависимости усилия спуска (FtF) от конфигурации плунжера было подготовлено исследование. В частности, испытания проводили с двумя конфигурациями плунжера, а именно, с фиксированной средней точкой (конфигурацией MPF) и фиксированной верхней точкой (конфигурацией TPF), при этом, в обоих случаях с углом ICS 48°, чтобы определить влияние упомянутых конфигураций на усилие спуска (FtF). В конфигурации MPF, между поверхностью ICS и поверхностью SCS выдерживали фиксированную точку перехода по мере того, как изменяли угол ICS. В конфигурации TPF, между верхней плоской поверхностью и плоскостью ICS выдерживали фиксированную точку перехода по мере того, как изменяли угол ICS.
Расстояние, проходимое пусковой кнопкой вдоль плоскости ICS в процессе спуска автоматического инъекционного устройства, в конфигурации TPF было больше, чем в конфигурации MPF. Упомянутое расстояние, обычно, равнялось расстоянию от точки первоначального контакта между пусковой кнопкой и поверхностью ICS до точки перехода между поверхностями ICS и SCS. На фигуре 25 представлена столбиковая диаграмма, показывающая примерные расстояния между точкой первоначального контакта пусковой кнопки с поверхностью ICS и точкой перехода между поверхностями ICS и SCS для контрольного плунжера с углом ICS 38° (приблизительно, 0,91 мм), примерного плунжера в конфигурации MPF и углом ICS 48° (приблизительно, 0,75 мм), и примерного плунжера в конфигурации TPF и углом ICS 48° (приблизительно, 1,24 мм).
На фигуре 26A представлен вид в перспективе контрольного плунжера с углом ICS приблизительно 38°. На фигуре 26B представлен вид в перспективе примерного плунжера с конфигурацией MPF и углом ICS приблизительно 48°. На фигуре 27A представлен вид в перспективе контрольного плунжера с углом ICS приблизительно 38°. На фигуре 27B представлен вид в перспективе примерного плунжера с конфигурацией TPF и углом ICS приблизительно 48°.
На фигуре 28A схематически представлена примерная лапка плунжера, имеющая конфигурацию MPF и углом ICS приблизительно 48°. В данном примере, угол SCS лапки плунжера составлял приблизительно 23°. На фигуре 28B схематически представлена примерная лапка плунжера, имеющая конфигурацию TPF и углом ICS приблизительно 48°. В данном примере, угол SCS лапки плунжера составлял приблизительно 9,4°, так как диаметр лапки плунжера выдерживали одинаковым в конфигурациях MPF и TPF. Примерный диаметр лапки плунжера составлял приблизительно 8,9 мм.
Для определения влияния конфигураций MPF и TPF на усилие спуска (FtF) проводили испытание плунжеров, выполненных из разных материалов и формованных в разных режимах. Примерные плунжеры содержали плунжеры, выполненные из материалов: Hostaform C 13031 (формование в режиме 200°Ф (75,6°C)/10 секунд, 200°Ф (75,6°C)/25 секунд, 100°Ф (37,8°C)/10 секунд, 100°Ф (37,8°C)/25 секунд), Hostaform C 27021 GV 3/30 (формование в режиме 200°Ф (75,6°C)/10 секунд, 200°Ф (75,6°C)/25 секунд, 100°Ф (37,8°C)/10 секунд, 100°Ф (37,8°C)/25 секунд), Hostaform C 9021 GV 1/10 (формование в режиме 200°Ф (75,6°C)/10 секунд, 200°Ф (75,6°C)/25 секунд, 100°Ф (37,8°C)/10 секунд, 100°Ф (37,8°C)/25 секунд). Результаты показывают, что усилия спуска (FtF) плунжеров с конфигурацией TPF были постоянно выше, чем усилия спуска (FtF) плунжеров с конфигурацией MPF, для каждой комбинации материала плунжера и режима формования. Неожиданно установленным результатом перехода от конфигурации MPF к конфигурации TPF оказалось постоянное увеличение усилия спуска (FtF) для плунжеров, формованных из разных смол в разных режимах формования. Среднее значение усилия спуска (FtF) плунжеров в конфигурации MPF, формованных из материала Hostaform C 13031 в режиме 200°Ф (75,6°C)/10 секунд, составляло приблизительно 11,33 Н, и среднее значение усилия спуска (FtF) плунжеров в конфигурации TPF, формованных из той же смолы в том же режиме формования, составляло приблизительно 14,55 Н.
Профили усилия спуска (FtF) определяли для конфигураций MPF и TPF плунжеров из материала Hostaform C 13031, формованного при 200°Ф (75,6°C)/10 секунд. На фигуре 29A графически представлен профиль усилия спуска (FtF) (Н) в конфигурации MPF. На фигуре 29B графически представлен профиль усилия спуска (FtF) (Н) в конфигурации TPF. На фигуре 29A (конфигурация MPF) показаны два максимума, а на фигуре 29B (конфигурация TPF) показан один максимум. Отсутствие второго максимума в конфигурации TPF обусловлено более крутым углом SCS приблизительно 9,4°, по сравнению с углом SCS приблизительно 23° в конфигурации MPF.
На фигуре 29A (конфигурация MPF) показано, что профиль усилия начинается с приблизительно 1,00 мм, а на фигуре 29B (конфигурация TPF) показано, что профиль усилия начинается с приблизительно 0,6 мм. Данное различие обусловлено тем, что, в конфигурации MPF, пусковая кнопка находится ниже на поверхности ICS плунжера, по сравнению с конфигурацией TPF. Кроме того, на фигуре 29B (конфигурация TPF), расстояние между начальной точкой на диаграмме усилия и первым максимумом больше, чем на фигуре 29A (конфигурация MPF), поскольку пусковая кнопка проходит по поверхности ICS в конфигурации TPF большее расстояние, чем в конфигурации MPF.
Неожиданный результат, представленный на фигурах 29A и 29B, состоит в том, что плунжер в конфигурации TPF, обычно, обеспечивает более высокие усилия спуска (FtF), чем плунжер в конфигурации MPF, при каждом угле ICS плунжеров, состоящих из одинакового материала. То есть, плунжер в конфигурации TPF с определенным углом ICS, обычно, обеспечивает более высокое усилие спуска (FtF), чем плунжер в конфигурации MPF, имеющий такой же угол ICS и состоящий из такого же материала плунжера. По существу, при каждом угле ICS для плунжеров, состоящих из одинакового материала, применение конфигурации TPF плунжера позволяет обеспечить более высокие усилия спуска (FtF), чем конфигурация MPF плунжера.
В соответствии с примерными вариантами осуществления предлагается способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации конфигурации плунжера. В примерном варианте осуществления, для увеличения усилия спуска (FtF), конфигурацию плунжера изменяют с конфигурации MPF на конфигурацию TPF. В другом примерном варианте осуществления, для уменьшения усилия спуска (FtF), конфигурацию плунжера изменяют с конфигурации TPF на конфигурацию MPF.
В примерном варианте осуществления применяют плунжер в конфигурации TPF с углом ICS приблизительно 48°. В другом примерном варианте осуществления применяют плунжер в конфигурации MPF с углом ICS приблизительно 48°.
В соответствии с примерными вариантами осуществления предлагается также способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации комбинации конфигурации плунжера (TPF или MPF) с материалом плунжера.
В соответствии с примерными вариантами осуществления предлагается также способ конфигурирования плунжера в узле рабочего механизма для обеспечения оптимизированного усилия спуска (FtF) посредством модификации комбинации конфигурации плунжера (TPF или MPF) с материалом плунжера и режимом формования для формования плунжера.
В соответствии с примерными вариантами осуществления предлагаются также автоматические инъекционные устройства, в которых конфигурация плунжера подобрана отдельно или в комбинации с другими факторами, чтобы оптимизировать усилие спуска (FtF).
Пример 10: Зависимость усилия спуска (FtF) от комбинаций материала плунжера с конфигурациями выступа
Для определения зависимости усилия спуска (FtF) от комбинаций материала плунжера с конфигурациями выступа было подготовлено исследование. Модуль упругости при изгибе материала плунжера, высоту выступа и угол выступа изменяли, и усилие спуска (FtF) измеряли, чтобы определить влияние приведенных параметров на усилие спуска (FtF).
Таблица 9 содержит комбинации модулей упругости при изгибе с высотами выступа, которые являются предпочтительными и наиболее предпочтительными для получения оптимизированного усилия спуска (FtF).
Изменение модуля упругости при изгибе материала и высоты выступа
Таблица 10 содержит комбинации модулей упругости при изгибе с углами выступа, которые являются предпочтительными и наиболее предпочтительными для получения оптимизированного усилия спуска (FtF).
Изменение модуля упругости при изгибе материала и угла выступа
Пример 11: Зависимость усилия спуска (FtF) от комбина Between ICS Angle, Flex Modulus, Molding Parameter Combinations and FtF
Целью следующего исследования было определение, можно ли получить еще большее усилие спуска (FtF) посредством изменения угла ICS в дополнение к модификации факторов материала плунжера и технологического процесса формования. Угол ICS увеличивали от приблизительно 38° до приблизительно 48°.
Таблица 11 содержит результаты измерений усилия спуска (FtF), полученные с плунжерами, выполненными из смол двух марок с разными модулями упругости материала и в двух режимах формования. Таблица 11 содержит также сводку усилий спуска (FtF), полученных для разных комбинаций углов поверхности первоначального контакта (углов ICS) с материалом плунжера и режимом формования плунжера. В таблице 11 показано также, что усилие спуска (FtF) увеличивается для каждой комбинации материала плунжера с режимом формования, при увеличении углов ICS.
Зависимость усилия спуска (FtF) от углов ICS для разных материалов плунжеров
Усилие спуска (FtF) увеличивалось с увеличением угла ICS (от 38° до 48°). Увеличение угла ICS (от 38° до 48°) оказывало большее влияние на увеличение усилия спуска (FtF), чем увеличение модуля упругости и режима формования исследуемого материала смолы. Тем не менее, установлено, что все три параметра влияли на усилие спуска (FtF) и, следовательно, могут быть использованы, по отдельности или в комбинации, для оптимизации усилия спуска (FtF) плунжера.
Результаты свидетельствуют, что усилие спуска (FtF) с углом ICS, приблизительно равным 48°, было выше, чем усилие спуска (FtF) с углом ICS, приблизительно равным 38°, для каждой комбинации материала и режима формования плунжера. Например, для плунжера из контрольной смолы (Hostaform C 13031), формованного при температуре формования приблизительно 200°Ф (75,6°C) в течение 10 секунд, усилие спуска (FtF) составляло, приблизительно, 5,7 Н и 14,2 Н при углах ICS приблизительно 38° и 48°, соответственно. Для плунжера из контрольной смолы (Hostaform C 13031), формованного при температуре формования приблизительно 100°Ф (37,8°C) и охлаждаемого в течение 25 секунд, усилие спуска (FtF) составляло приблизительно 8,3 Н и 13,2 Н при углах ICS приблизительно 38° и 48°, соответственно. Для плунжера из смолы с 30% наполнением сферами (Hostaform C 27021), формованного при температуре формования приблизительно 200°Ф (75,6°C) и охлаждаемого в течение 10 секунд, усилие спуска (FtF) составляло приблизительно 10,4 Н и 21,8 Н при углах ICS приблизительно 38° и 48°, соответственно. Для плунжера из смолы с 30% наполнением сферами (Hostaform C 27021), формованного при температуре формования приблизительно 100°Ф (37,8°C) и охлаждаемого в течение 25 секунд, усилие спуска (FtF) составляло приблизительно 10,7 Н и 23,8 Н при углах ICS приблизительно 38° и 48°, соответственно.
Кроме того, значения усилия спуска (FtF) при угле ICS приблизительно 48°, в случае с наполненной смолой были выше, чем в случае с ненаполненной смолой, и значения усилия спуска (FtF) плунжеров с углом ICS приблизительно 48°, в случае с модулем упругости материала приблизительно 3800 МПа были выше, чем в случае с модулем упругости материала 3050 МПа. Значения увеличения усилия спуска (FtF), обусловленные увеличением угла ICS приблизительно на 10°, были больше, чем значения увеличения усилия спуска (FtF), обусловленные изменениями модулей упругости материала смолы от 3000 МПа до 4000 МПа, хотя, изменения как угла ICS, так и модуля упругости материала смолы обеспечивали оптимизацию усилия спуска (FtF). Аналогично, значения увеличения усилия спуска (FtF), обусловленные увеличением угла ICS приблизительно на 10°, были больше, чем значения увеличения усилия спуска (FtF), обусловленные либо снижением температуры формования с 200°Ф (75,6°C) до 100°Ф (37,8° C), либо увеличением времени охлаждения при формовании с 10 секунд до 25 секунд, хотя, как угол ICS, так и режим формования обеспечивают, при изменении, увеличение усилия спуска (FtF).
Плунжеры, изготовленные из смолы с 10% наполнением стекловолокном (4800 МПа), также испытывали на предмет увеличения угла ICS в двух режимах формования. Для плунжера из смолы с 10% наполнением стекловолокном, формованного с углом ICS приблизительно 48° в режиме 200°Ф (75,6°C)/10 секунд, полученное среднее усилие спуска (FtF) было таким же, как для контрольного плунжера с углом ICS 48° (т.е. 14,2 Н для контрольного плунжера и 14,2 Н для плунжера из смолы с 10% наполнением стекловолокном). Однако, интересно, что среднее усилие спуска (FtF) для контрольного плунжера (48°), формованного в модифицированном режиме (110°Ф (41,6°C)/25 секунд), составляло, в среднем, 13,2 Н, а среднее усилие спуска (FtF) для плунжера из смолы с 10% наполнением, составляло 21,7 Н.
В общем, усилие спуска (FtF) можно увеличивать изменением угла ICS, режима формования или материала смолы, а также любой комбинации данных параметров. Вышеупомянутые параметры увеличивают усилие спуска (FtF) от приблизительно 5 Н до приблизительно 24 Н. Следует отметить, что материалы, использованные в вышеописанных исследованиях, являются примерными и неограничивающими, так как в настоящем изобретении предполагается также возможность применения материалов других типов.
Пример 12: Зависимость усилия спуска (FtF) от комбинаций модуля упругости при изгибе материала, режима формования и угла ICS
Целью следующего исследования было определение, можно ли получить еще большее усилие спуска (FtF) посредством изменения угла ICS в дополнение к факторам материала и технологического процесса. Усилие спуска (FtF) измеряли с материалами Hostaform C GV 3/30 и Hostaform C 13031, формованными с использованием разных условий формования и с изменениями углов ICS, которые приведены в таблице 12.
Таблица 12 содержит сводку усилий спуска (FtF), полученных при изменении модуля упругости при изгибе материала плунжера, режима формования при формовании плунжера и угла ICS плунжера.
Зависимость усилия спуска (FtF) от комбинаций модулей упругости при изгибе материалов, режима формования и углов ICS
Следовательно, для регулирования усилия спуска (FtF) и для получения оптимального усилия спуска (FtF) можно выбирать конфигурацию комбинации материала плунжера, режима формования и угла ICS.
Пример 13: Зависимость усилия спуска (FtF) от комбинаций конфигурации плунжера, материала плунжера и режима формования
В ходе работ по оптимизации усилия спуска (FtF) исследовали различные условия, связанные с плунжером, (включая конфигурацию плунжера, материалы плунжера и параметры формования). Исследовали также три смолы с различными модулями упругости (из семейства полиацеталевых смол), включая контрольную смолу Hostaform C 13031 и смолы 27021 GV3/30 (материал с 30% наполнением сферами) и 9021 CV1/10 (материал с 10% наполнением стекловолокном). Испытываемые режимы формования включали в себя 200°Ф (75,6°C)/10 секунд (контрольный); 200°Ф (75,6°C)/25 секунд; 100°Ф (37,8°C)/10 секунд; и 100°Ф (37,8°C)/25 секунд. Исследовали также влияние конфигурации (TPF в сравнении с MPF) плунжера на время вытеснения.
Усилие спуска (FtF) определяли для различных плунжеров с конфигурацией TPF, формованных в одном из четырех вышеописанных режимов формования, с использованием контрольной смолы (Hostaform C 13031). На фигуре 30 представлен график зависимости значений усилия спуска (FtF) от раскрытия (мм) лапок плунжеров, выполненных из контрольной смолы (13031) с углом ICS 48°, в конфигурации с фиксированной верхней точкой (TPF), в различных режимах формования. Большинство плунжеров обеспечивало усилие спуска (FtF) 10-20 Н, в общих пределах 9,2 - 23,9 Н. Комбинация контрольной смолы с конфигурацией TPF и углом ICS 48° оказалась не чувствительной к изменениям режима формования, как видно из нижеприведенной таблицы 12.
Таблица 13 содержит усилия спуска (FtF), полученные при использовании смолы Hostaform 13031, формованной в четырех разных режимах формования: при 200°Ф (75,6°C) в течение 10 секунд, при 100°Ф (37,8°C) в течение 10 секунд, при 200°Ф (75,6°C) в течение 25 секунд и при 100°Ф (37,8°C) в течение 25 секунд. Для всех четырех режимов формования было получено усилие спуска (FtF) от 10 до 20 Н. Однако, при разных режимах формования наблюдались разные полученные усилия спуска (FtF). Усилие спуска (FtF) было, по существу, одинаковым, 14,6 Н и 14,7 Н, соответственно, при формовании в режиме 200°Ф (75,6°C) с охлаждением в течение 10 секунд и 100°Ф (37,8°C) с охлаждением в течение 10 секунд. Усилие спуска (FtF) было выше и составляло приблизительно 16,8 Н, при формовании в режиме 100°Ф (37,8°C) с охлаждением в течение 25 секунд и значительно выше и составляло 19,2 Н, при формовании в режиме 200°Ф (75,6°C) с охлаждением в течение 25 секунд.
Усилие спуска (FtF) (угол ICS=48°) в случае с контрольной смолой (например, Hostaform 13031) в разных режимах формования
Затем, усилие спуска (FtF) плунжера в конфигурации TPF с углом ICS=48°, выполненного из контрольной смолы в четырех режимах формования, сравнивали с усилием спуска (FtF) (Н) плунжера в конфигурации MPF с углом ICS=48°, изготовленного из контрольной смолы в четырех режимах формования. На фигуре 31 представлены два графика, которые сравнивают усилия спуска (FtF) плунжеров с углом ICS=48° в конфигурациях MPF и TPF, выполненных из контрольной смолы в различных режимах формования. Результаты исследования, приведенные на фигуре 31, показывают, что конфигурация TPF с более длинной плоскостью ICS обеспечивала, в результате, немного большие значения усилия спуска (FtF), хотя большинство вычисленных значений усилия спуска (FtF) были в пределах 10-20 Н.
Для определения влияния разных полиацеталевых материалов на усилие спуска (FtF) в конфигурациях как TPF, так MPF (угол ICS=48°), материалы 27021GV 3/30 и 9021 GV 1/10 испытывали в сравнении с контрольным материалом (смола 13031). Кроме разных материалов, испытания выполняли для двух разных режимов формования (100°Ф (37,8°С)/25 секунд и 200°Ф (75,6°С)/10 секунд) испытываемых плунжеров из смол 27021 и 9021. Результаты исследования представлены на фигуре 32. Плунжеры в конфигурациях как TPF, так и MPF, выполненные из контрольной смолы (13031), имели значения усилия спуска (FtF) в пределах 10-20 Н, тогда как, при других комбинациях, обычно, получали, в среднем, более высокие значения усилий спуска (FtF).
На фигурах 33 и 34 представлены значения времени вытеснения для плунжеров в конфигурациях как MPF, так и TPF, выполненных с использованием различных режимов формования и состоящих из разных материалов. Время вытеснения является временем, затрачиваемым автоматическим инъекционным устройством для вытеснения дозы терапевтического средства, содержащейся в шприце. На фигуре 33 представлен график, который сравнивает значения времени вытеснения для плунжеров с углом ICS=48° в конфигурации MPF, а на фигуре 34 представлен график, который сравнивает значения времени вытеснения для плунжеров с углом ICS=48° в конфигурации TPF. В случае фигуры 33, режим формования для контрольного плунжера изменяли подобно тому, как для испытываемого плунжера из смолы с 30% наполнением сферами и для испытываемого плунжера из смолы с 10% наполнением стекловолокном. На фигурах 33 и 34 показано, что изменение режима формования и материала плунжера не оказывает существенного влияния на значения времени вытеснения.
Дополнительные результаты для различных материалов, конфигураций и режимов формования представлены на фигурах 35-40. На фигурах 35-40 представлены графики, которые отражают исследование усилия спуска (FtF) для плунжеров, формованных в разных условиях формования, имеющих разные углы ICS и состоящих из различных материалов.
В общем, конфигурация плунжера влияет на значения усилия спуска (FtF). Конфигурация с фиксированной верхней точкой (TPF) характеризовалась более высокими значениями усилия спуска (FtF), чем конфигурация с фиксированной средней точкой (MPF). Конфигурация TPF имела также большую длину поверхности ICS, чем конфигурация MPF. Изменение конфигурации (при угле ICS приблизительно 48°) было достаточным для обеспечения усилия спуска (FtF) приблизительно 10-20 Н. Следовательно, усилие спуска (FtF) приблизительно 10-20 Н обеспечивали без изменения материала и/или технологического процесса формования. Усилие спуска (FtF) увеличивали также изменением режима формования и/или материала плунжера.
Пример 14: Зависимость времени вытеснения от контролируемых параметров
Для определения, влияет ли изменение некоторых контролируемых параметров на время, необходимое для вытеснения всего вещества из шприца, проведено исследование. Примерные плунжеры имели угол ICS 48° и были изготовлены в разных режимах формования. Плунжеры испытывали для определения времени вытеснения, при использовании в автоматическом инъекционном устройстве.
Таблица 14 содержит результаты исследования вытеснения для разных комбинаций материалов плунжеров и режимов формования плунжеров. Плунжеры выполнены из материалов, содержащих контрольную смолу (Hostaform C 13031), с углом ICS 48°, смолу с 30% наполнением сферами (Hostaform C 27021 GV3/30), с углом ICS 48°, смолу с 10% наполнением стекловолокном (Hostaform C 9021 GV3/30), с углом ICS 48°, и контрольную смолу (Hostaform C 13031), с углом ICS 38°. Режимы формования плунжеров содержат формование при температуре формования 200°Ф (75,6°C) и охлаждение в течение 10 секунд, формование при температуре формования 100°Ф (37,8°C) и охлаждение в течение 25 секунд и контрольный режим формования.
Сравнение значений времени вытеснения
Результаты, приведенные в таблице 14, показывают, что среднее время вытеснения не изменялось, когда плунжер формовали из смол разных марок и/или в разных режимах формования. Для плунжеров с углом ICS приблизительно 48°, время вытеснения изменяется в очень узких пределах между разными комбинациями материалов плунжеров и режимов формования плунжеров. Пределы изменения времени вытеснения были от приблизительно 3,63 секунд до приблизительно 3,80 секунд. Кроме того, результаты в таблице 14 показывают, что увеличение усилия спуска (FtF) посредством увеличения угла ICS до 48° оказывало незначительное влияние на суммарное время вытеснения, при этом, среднее время вытеснения составляло приблизительно 3,65 секунд, в сравнении с контрольным плунжером с углом ICS 38°, для которого среднее время вытеснения составляло приблизительно 3,17 секунд. Аналогичные результаты получали при использовании плунжеров, имеющих угол ICS приблизительно 38°.
Исследование усилия спуска (FtF) на пациентах
Разные конфигурации примерных автоматических инъекционных устройств были испытаны пациентами для определения оптимальных пределов изменения усилия спуска (FtF), которые были бы достаточно высокими для минимизации числа неправильных срабатываний и достаточно низкими для удобства применения пациентами. Восемь разных конфигураций были испытаны в ходе проведения трех частей исследования на пациентах, при этом, конфигурации изменяли как в отношении конфигурации плунжера (с фиксированной средней точкой (MPF) и фиксированной верхней точкой (TPF)), так и в отношении усилия спуска (FtF), необходимого для вытеснения вещества из устройства (с изменением усилия спуска (FtF) в пределах приблизительно 14-29 Н).
В ходе исследования на пациентах, участников просили выполнять имитацию инъекции с использованием испытываемых конфигураций устройства. Конфигурация плунжера и фактическое усилие спуска (FtF) устройств были известны. Участников просили оценить усилие спуска (FtF), необходимое для приведения в действие пусковой кнопки устройств. Участников также просили оценить необходимое усилие спуска (FtF), при превышении которого участники ощущали бы дискомфорт при работе с устройством, и необходимое усилие спуска (FtF), при превышении которого участники ощущали бы невыносимый дискомфорт при работе с устройством.
В исследовании участвовали всего 33 пациента (28 женщин и 5 мужчин). Возраст участников был в пределах от 28 до 66 лет, при среднем возрасте 49,5 лет. Пятьдесят восемь процентов участников были в возрасте, по меньшей мере, 50 лет. Все участники болели ревматоидным артритом (RA), диагностированным ревматологом, при этом, от RA страдали руки участников.
Пробная имитация инъекции считалась успешной, если участник был в состоянии установить устройство на место инъекции и привести в действие пусковую кнопку за приблизительно тридцать секунд или быстрее. Пробная имитация инъекции считалась неудавшейся, если участник был не в состоянии привести в действие пусковую кнопку в течение приблизительно тридцати секунд.
Часть 1: В ходе первой части исследования на пациентах испытывали четыре конфигурации автоматического инъекционного устройства: устройство с конфигурацией MPF плунжера и усилием спуска (FtF) приблизительно 14-16 Н, устройство с конфигурацией MPF плунжера и усилием спуска (FtF) приблизительно 21 Н, устройство с конфигурацией TPF плунжера и усилием спуска (FtF) приблизительно 14-16 Н и устройство с конфигурацией TPF плунжера и усилием спуска (FtF) приблизительно 21 Н. Цели первой части исследования состояли в том, чтобы определить, в случае с пациентами с тяжелым поражением рук ревматоидным артритом: (a) надежно ли замечается пациентами различие между конфигурациями MPF и TPF, когда необходимое усилие спуска (FtF) выдерживалось постоянным на уровне 14-16 Н или 21 Н; (b) надежно ли замечается пациентами различие между усилиями спуска (FtF), необходимыми для приведения в действие пусковых кнопок испытываемых конфигураций, независимо от конфигурации плунжера; (c) будут ли пациенты испытывать дискомфорт в результате использования любой из испытываемых конфигураций для выполнения инъекции дважды в месяц; или (d) будут ли пациенты считать усилие, необходимое для приведения в действие пусковых кнопок в любых испытываемых конфигурациях, невыносимым для инъекции, выполняемой дважды в месяц.
В данном наборе из четырех инъекционных устройств с пусковыми кнопками, которые нуждаются в усилии приблизительно 14-16 Н и приблизительно 21 Н для приведения в действие, и с применением конфигураций MPF или TPF плунжеров, пациенты с тяжелым поражением рук ревматоидным артритом (RA) могли надежно идентифицировать устройство с усилием 14-16 Н и конфигурацией MPF, как «наиболее легко» приводимое в действие. Однако, упомянутые пациенты не могли надежно различать инъекционные устройства с усилием 14-16 Н и конфигурацией TPF, усилием 21 Н и конфигурацией TPF и усилием 21 Н и конфигурацией MPF. Иначе говоря, различие между конфигурациями MPF и TPF плунжера обнаруживалось участникам, когда усилие спуска (FtF), необходимое для приведения в действие пусковой кнопки, составляло приблизительно 14-16 Н, но не обнаруживалось при фактическом усилии приблизительно 21 Н. Кроме того, различие между инъекционными устройствами, нуждающимися в усилии приблизительно, 14-16 Н или приблизительно 21 Н для приведения в действие пусковой кнопки, отмечалось участниками в ходе использования устройств с конфигурациями MPF плунжера, но не обнаруживалось для конфигураций TPF плунжера.
Для анализа данных части 1 исследования применили метод ANOVA повторных измерений 2 Ч 2, в котором внутриобъектными переменными факторами были усилие спуска (FtF) (14-16 Н, 21 Н) и конфигурация (MPF, TPF) плунжера. Целью данного анализа было определение, в состоянии ли были участники различать усилия спуска (FtF), необходимые для приведения в действие пусковой кнопки каждого устройства, и различались ли или нет оценки участников для устройств, которые нуждались в одинаковых усилиях спуска (FtF), необходимых для приведения в действие пусковой кнопки, но использовали разные конфигурации плунжера. Исследование обнаружило значимый главный эффект, относящийся к усилию спуска (FtF) (F1,30=31,05, p<0,001) и заключающийся в том, что, по оценкам участников, усилие спуска (FtF) 14-16-Н пусковых кнопок (M=7,65) было меньше, чем усилие спуска (FtF) 21-Н пусковых кнопок (M=9,80), независимо от конфигурации плунжера. Исследование обнаружило также значимый главный эффект, относящийся к конфигурации плунжера (F1,30=25,94, p<0,001) и заключающийся в том, что, по оценкам участников, усилие спуска (FtF), необходимое для приведения в действие пусковых кнопок с плунжерами в конфигурации MPF (M=7,87), было меньше, чем усилие спуска (FtF), необходимое для приведения в действие пусковых кнопок с плунжерами в конфигурации TPF (M=9,59), независимо от фактической величины усилия, необходимого для приведения в действие пусковых кнопок.
Оба приведенных главных эффекта ослаблялись значительным взаимным влиянием усилия спуска (FtF) и конфигурации плунжера (F1,30=36,80, p<0,001), заключающимся в том, что, по оценкам участников, усилие спуска (FtF), необходимое для приведения в действие пусковых кнопок с плунжерами в конфигурации TPF было больше, чем усилие спуска (FtF), необходимое для приведения в действие пусковых кнопок с плунжерами в конфигурации MPF, для 14-16-Н устройств (Mdifference=3,48), но для 21-Н устройств упомянутое различие не замечалось (Mdifference=0,07).
Сводка вышеописанных результатов представлена на фигуре 41A, где приведен график оценок среднего усилия спуска (FtF) (т.е. оценки усилия участниками), в сравнении с фактическим средним усилием спуска (FtF). При фактическом усилии спуска (FtF) 14-16 Н, участники оценивали усилие спуска (FtF) равным приблизительно 9,39 Н для конфигурации TPF и приблизительно 5,91 Н для конфигурации MPF. При фактическом усилии спуска (FtF) 21 Н, участники оценивали усилие спуска (FtF) равным приблизительно 9,84 Н для конфигурации TPF и 9,77 Н для конфигурации MPF. Иначе говоря, выполнение инъекции с плунжерами в конфигурации TPF требовало от участников большего усилия при использовании 14-16-Н устройств, но не при использовании 21-Н устройств.
То есть, участники надежно идентифицировали устройство с фактическим усилием 14-16 Н и конфигурацией MPF, как устройство, нуждающееся в наименьшем усилии спуска (FtF) для приведения в действие пусковой кнопки. Однако, участники не могли установить различие между усилием спуска (FtF), необходимым для приведения в действие пусковых кнопок других устройств. Иначе говоря, участники могли надежно установить различие между конфигурациями MPF и TPF плунжеров, когда усилие спуска (FtF) составляло приблизительно 14-16 Н, но не в том случае, когда усилие спуска (FtF) составляло приблизительно 21 Н.
Оценочная точка дискомфорта является, по оценке участника, усилием, при превышении которого участник ощущает дискомфорт в процессе приведения в действие пусковой кнопки. Оценочная точка невыносимости является, по оценке участника, усилием, при превышении которого участник ощущает невыносимый дискомфорт в процессе приведения в действие пусковой кнопки.
Метод ANOVA повторных измерений выполнен с шестью уровнями внутриобъектного манипулирования усилием спуска (FtF): с четырьмя конфигурациями устройства из части 1, плюс оценками участников в отношении дискомфорта и невыносимости. Суммарная оценка участниками точки, в которой усилие спуска (FtF), необходимое для приведения в действие пусковой кнопки устройства, будет вызывать дискомфорт, (M=14,79) была значительно больше (p<0,01), чем оценка усилия спуска (FtF) каждой из четырех конфигураций. Оценка дискомфорта также была значительно (p<0,001) ниже, чем оценка точки, в которой усилие, необходимое для приведения в действие пусковой кнопки устройства, будет невыносимым (M=23,11).
Сводка вышеописанных результатов представлена на фигуре 41B, где приведен график среднего усилия спуска (FtF) по оценке участников, в сравнении с фактическим средним усилием спуска (FtF) в конфигурациях MPF и TPF. График показывает, что дискомфорт ощущается, когда оценка усилия спуска (FtF) становится выше, чем приблизительно 14,79 Н, и приведение в действие пусковой кнопки становится невыносимо неудобным, когда оценка усилия спуска (FtF) становится выше, чем приблизительно 23,11 Н. Ни одна из четырех конфигураций (MPF и 14-16 Н, TPF и 14-16 Н, MPF и 21 Н, TFP и 21 Н) не порождает средней оценки усилия, которая находится в пределах «дискомфорта» или «невыносимости», т.е. все оценки оказываются ниже 14,79 Н. Иначе говоря, усилие спуска (FtF), необходимое для приведения в действие пусковых кнопок каждой из конфигураций из части 1, было значительно меньше, чем величина усилия, которое впервые вызывает у участников заметное ощущение дискомфорта.
Хотя, по оценкам участников, точки дискомфорта и невыносимости, в среднем, были значительно больше, чем усилие спуска (FtF), необходимое для приведения в действие пусковой кнопки в любой конфигурации из части 1, по оценке тринадцати процентов (четырех участников), точки как дискомфорта, так и невыносимости были меньше, чем или равными усилию спуска (FtF), необходимому для приведения в действие, по меньшей мере, одной из пусковых кнопок устройств. По оценке дополнительных двадцати трех процентов (семи участников), только точка дискомфорта была меньше, чем или равной усилию спуска (FtF), необходимому для приведения в действие, по меньшей мере, одной из пусковых кнопок устройств.
В среднем, оценки участниками усилия спуска (FtF), необходимого для приведения в действие всех конфигураций, были значительно ниже, чем их оценки точки дискомфорта и точки невыносимости. То есть, в среднем, участники не ощущали дискомфорта или невыносимого дискомфорта в процессе приведения в действие пусковых кнопок всех конфигураций из части 1. Однако, одиннадцать из тридцати одного участника нашли, по меньшей мере, одно из устройств дискомфортным, включая, четырех участников, которые нашли, по меньшей мере, одно устройство невыносимо дискомфортным. Участники расходились в оценках относительно того, каким устройствам следовало назначать уровень точки дискомфорта или невыносимости или выше данной точки. Участники расходились в оценках относительно того, каким конфигурациям следовало назначать уровень точки дискомфорта или невыносимости или выше данной точки. Однако, по оценкам всех участников, устройство с усилием 14-16 Н и конфигурацией MPF всегда было ниже их уровня дискомфорта.
На основании результатов части 1 исследования можно сделать вывод, что обе конфигурации MPF и TPF плунжеров, с пусковыми кнопками, нуждающимися в усилии до 21 Н для приведения в действие, должны быть приемлемыми для большинства пациентов с тяжелым поражением рук ревматоидным артритом (RA). Однако, изготовление устройств с конфигурацией MPF, с пусковыми кнопками, нуждающимися в усилии до 16 Н для приведения в действие, будет более консервативным решением. В примерном варианте осуществления, автоматическое инъекционное устройство имеет конфигурацию MPF плунжера с усилием спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 16 Н. В другом примерном варианте осуществления, автоматическое инъекционное устройство имеет конфигурацию MPF плунжера с усилием спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 21 Н. В еще одном примерном варианте осуществления, автоматическое инъекционное устройство имеет конфигурацию TPF плунжера с усилием спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 21 Н.
Часть 2: Во второй части исследования на пациентах, конфигурацию плунжера выдерживали неизменной с фиксированной средней точкой (MPF) и с углом ICS 48°. Испытывали четыре разных конфигурации автоматического инъекционного устройства 10, каждая из которых нуждалась в отличающемся по величине усилии для приведения в действие пусковой кнопки устройства 10: приблизительно 12 Н, приблизительно 18 Н, приблизительно 23 Н и приблизительно 29 Н. Цели второй части исследования состояли в том, чтобы определить, в случае с пациентами с тяжелым поражением рук ревматоидным артритом: (a) надежно ли замечается пациентами различие между усилиями спуска (FtF), необходимыми для приведения в действие пусковых кнопок испытываемых конфигураций MPF; (b) будут ли пациенты испытывать дискомфорт в результате использования любой из испытываемых конфигураций для выполнения инъекции дважды в месяц; или (c) будут ли пациенты считать усилие спуска (FtF), необходимое для приведения в действие пусковых кнопок в любых испытываемых конфигурациях, невыносимым для инъекции, выполняемой дважды в месяц.
Участники надежно идентифицировали 12-Н устройство как устройство, нуждающееся в наименьшем усилии спуска (FtF) для приведения в действие пусковой кнопки. Однако, участники были не в состоянии установить различие между усилиями спуска (FtF), необходимыми для приведения в действие пусковых кнопок в 18-Н, 23-Н и 29-Н устройствах.
Для анализа данных части 2 исследования выполнили метод ANOVA повторных измерений с четырьмя уровнями внутриобъектного манипулирования усилием спуска (FtF): 12 Н, 18 Н, 23 Н и 29 Н. Все конфигурации в части использовали конфигурации MPF плунжера. Целью анализа было определение, в состоянии ли были пациенты различать усилия спуска (FtF), необходимые для приведения в действие пусковой кнопки каждого устройства.
Исследование обнаружило значимый главный эффект, относящийся к усилию спуска (FtF) (F2.40,71.90=31,71, p<0,001) и заключающийся в том, что, по оценкам участников, усилие спуска (FtF), необходимое для приведения в действие 12-Н пусковой кнопки, (M=5,53) было меньше, чем усилие спуска (FtF), необходимое для приведения в действие 18-Н, 23-Н и 29-Н пусковых кнопок (M=9,97, 10,14, 11,26, соответственно). Однако, участники не были способны надежно устанавливать различие между усилиями спуска (FtF), необходимыми для приведения в действие 18-Н, 23-Н или 29-Н пусковых кнопок.
Метод ANOVA повторных измерений выполнен с шестью уровнями внутриобъектного манипулирования усилием спуска (FtF): с четырьмя конфигурациями из части 2, плюс оценками участников в отношении дискомфорта и невыносимости. Суммарная оценка участниками точки, в которой усилие спуска (FtF), необходимое для приведения в действие пусковой кнопки устройства, будет вызывать дискомфорт, (M=16,98) была значительно больше (p<0,005), чем оценка усилия спуска (FtF) каждой из четырех конфигураций. Оценка дискомфорта также была значительно (p<0,001) ниже, чем оценка точки, в которой усилие спуска (FtF), необходимое для приведения в действие пусковой кнопки устройства, будет невыносимым (M=25,48).
Сводка вышеописанных результатов представлена на фигуре 42, где приведен график оценок среднего усилия спуска (FtF) (т.е. оценки усилия участниками), в сравнении с фактическим усилием спуска (FtF) устройства. График показывает, что дискомфорт ощущается, когда оценка усилия спуска (FtF) становится выше, чем приблизительно 16,98 Н, и приведение в действие пусковой кнопки становится невыносимо неудобным, когда оценка усилия спуска (FtF) становится выше, чем приблизительно 25,48 Н. Ни одна из четырех конфигураций (12 Н, 18 Н, 23 Н и 29 Н) не требует средней оценки усилия, которая находится в пределах «дискомфорта» или «невыносимости», т.е. все оценки оказываются ниже 16,98 Н. Иначе говоря, усилие спуска (FtF), необходимое для приведения в действие пусковых кнопок каждой из конфигураций в части 2, было значительно меньше, чем усилие спуска (FtF), которое впервые вызывает у участников заметное ощущение дискомфорта.
Хотя, по оценкам участников, точки дискомфорта и невыносимости, в среднем, были значительно больше, чем усилие спуска (FtF), необходимое для приведения в действие пусковой кнопки в любой конфигурации из части 2, по оценке шестнадцати процентов (пяти участников), точки как дискомфорта, так и невыносимости были меньше, чем или равными величине усилия, необходимого для приведения в действие, по меньшей мере, одной из пусковых кнопок устройств. По оценке дополнительных девятнадцати процентов (шести участников), только точка дискомфорта была меньше, чем или равной величине усилия, необходимого для приведения в действие, по меньшей мере, одной из пусковых кнопок устройств.
В данном наборе из четырех устройств с пусковыми кнопками, которые нуждаются в усилии спуска (FtF) 12 Н, 18 Н, 23 Н и 29 Н для приведения в действие, и которые используют конфигурации MPF плунжеров, пациенты с тяжелым поражением рук ревматоидным артритом (RA) могли надежно идентифицировать 12-Н устройство как «наиболее легкое». Однако, упомянутые пациенты не могли надежно устанавливать различие между 18-Н, 23-Н и 29-Н инъекционными устройствами. По оценкам участников, все устройства, включая 29-Н устройство, находились, в среднем, ниже порогов замечаемого ощущения дискомфорта или невыносимости. Однако, одиннадцать участников нашли, по меньшей мере, одно из устройств дискомфортным, включая, пять участников, которые нашли, по меньшей мере, одно устройство невыносимо дискомфортным. Хотя участники расходились в оценках относительно того, каким устройствам следовало назначать уровень точки дискомфорта или невыносимости или выше данной точки, все участники всегда считали 12-Н устройство с конфигурацией MPF находящимся ниже их уровня дискомфорта.
На основании результатов части 2 данного исследования можно сделать вывод, что конфигурации MPF плунжеров с усилиями спуска (FtF) до приблизительно 29 Н должны быть приемлемыми для большинства пациентов с тяжелым поражением рук ревматоидным артритом (RA). Однако, изготовление устройств с конфигурацией MPF, с пусковыми кнопками, нуждающимися в усилии спуска (FtF) до приблизительно 12 Н, будет более консервативным решением. В примерном варианте осуществления, автоматическое инъекционное устройство имеет конфигурацию MPF плунжера с усилием спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 29 Н. В другом примерном варианте осуществления, автоматическое инъекционное устройство имеет конфигурацию MPF плунжера с усилием спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 12 Н.
Часть 3: В третьей части исследования на пациентах проводили испытание обеих конфигураций MPF и TPF плунжеров, с усилием спуска (FtF) 14-16 Н в каждой конфигурации. В третьей части исследования применили более качественный подход для дополнительного исследования способности участников идентифицировать и охарактеризовать различия между конфигурациями MPF и TPF плунжеров. Цели третьей части исследования состояли в том, чтобы определить, в случае с пациентами с тяжелым поражением рук ревматоидным артритом: (a) способны ли пациенты охарактеризовать различие между конфигурациями MPF и TPF плунжеров, когда необходимое усилие спуска (FtF) выдерживалось неизменным и приблизительно равным 14-16 Н; (b) отдавали ли пациенты предпочтение конфигурации MPF или TPF плунжера, когда необходимое усилие спуска (FtF) выдерживалось неизменным и приблизительно равным 14-16 Н; и (c) будут ли пациенты находить невыносимым необходимое усилие спуска (FtF) для конфигурации, которую не сочли предпочтительной, если участник ставил предпочтение на первое место.
Большинство участников независимо замечали разницу двумя конфигурациями плунжеров, предпочитали конфигурацию MPF и характеризовали устройства с плунжерами в конфигурации MPF, как «легче нажимаемые» устройства в сравнении с устройствами с плунжерами в конфигурации TPF. Однако, после дополнительного опроса, почти все участники говорили, что воспринимаемое различие было незначительным, и что они не были бы недовольны, если бы им назначили инъекционное устройство с плунжером в конфигурации TPF.
В ходе первого сравнения конфигураций MPF и TFP, проводимого прежде, чем участников информировали о существовании различия между двумя устройствами, когда участники выполняли имитацию инъекций с использованием конфигураций MPF и TPF и усилием 14-16 Н, почти все (16 из 19) участники определили, что пусковую кнопку на устройстве с конфигурацией MPF нажимать легче, чем пусковую кнопку на устройстве с конфигурацией TPF. Перед вторым сравнением устройств с конфигурациями MPF и TFP, незаинтересованные лица информировали участников о том, что между двумя устройствами существовало различие. После получения упомянутой информации и выполнения второй серии инъекций, все участники определили, что пусковую кнопку на устройстве с конфигурацией MPF нажимать легче, чем пусковую кнопку на устройстве с конфигурацией TPF.
Как до, так и после того, как участников информировали о различии между устройствами, большинство участников предпочли конфигурацию MPF плунжера. Однако, по оценкам участников, различие усилий спуска (FtF), необходимых для приведения в действие устройств с плунжерами в конфигурации MPF и плунжерами в конфигурации TPF, было незначительным, и только три участника выразили недовольство усилием спуска (FtF), необходимым для приведения в действие пусковой кнопки на устройстве с конфигурацией TPF, из которых двое дали упомянутый ответ только в ходе одного из двух испытаний.
На основании результатов части 3 данного исследования можно сделать вывод, что, хотя пациенты с тяжелым поражением рук ревматоидным артритом (RA) замечают различие между конфигурациями MPF и TPF плунжеров для устройства с усилием 14-16 Н, упомянутые пациенты едва ли выразят недовольство конфигурацией TPF плунжера, когда им назначат устройство с данной конфигурацией. Приведенный вывод согласуется с результатами, полученными в части 1 настоящего исследования.
Из приведенных данных настоящего исследования на пациентах следует вывод, что усовершенствованные автоматические инъекционные устройства должны использовать конфигурацию MPF плунжера и иметь усилие спуска (FtF) до приблизительно 16 Н. Однако, 21-Н устройства с конфигурацией TPF и 29-Н устройства с конфигурацией MPF все же будут приемлемыми для большинства пациентов с тяжелым поражением рук ревматоидным артритом (RA). Ожидается, что увеличение усилия спуска (FtF), а также возможное применение конфигурации TPF плунжера сократят число неправильных срабатываний (в сравнении с конфигурацией MPF и усилием 9 Н), но, все же, сохранят оценку участников ниже точки, в которой необходимое усилие спуска (FtF) будет вызывать дискомфорт. В примерном варианте осуществления, автоматическое инъекционное устройство содержит плунжер в конфигурации MPF, при усилии спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 16 Н. В другом примерном варианте осуществления, автоматическое инъекционное устройство содержит плунжер в конфигурации MPF, при усилии спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 21 Н. В еще одном примерном варианте осуществления, автоматическое инъекционное устройство содержит плунжер в конфигурации MPF, при усилии спуска (FtF) в пределах от приблизительно 10 Н до приблизительно 29 Н.
Включение путем отсылки
Содержимое всех упомянутых документов для ссылки (включая ссылочную литературу, патенты, патентные заявки и web-сайты), которые могли быть приведены в настоящей заявке, в полном объеме включено в прямой форме путем отсылки в настоящую заявку с любой целью. При практическом применении примерных вариантов осуществления будут использованы, если не указано иное, обычные методы формования и измерения усилия спуска (FtF), которые широко известны в данной области техники.
Эквиваленты
Примерные варианты осуществления могут быть реализованы в других конкретных формах, не выходящих за пределы их существа или неотъемлемых характеристик. Поэтому, вышеприведенные примерные варианты осуществления следует считать во всех отношениях наглядными, а не ограничивающими изобретение, предложенное в настоящей заявке. Следовательно, объем изобретения определяется прилагаемой формулой изобретения, а не вышеприведенным описанием, и поэтому предполагается, все изменения, которые находятся в пределах значения и пределов эквивалентности формулы изобретения, должны быть в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННАЯ ПУСКОВАЯ КНОПКА ДЛЯ АВТОМАТИЧЕСКОГО ИНЪЕКЦИОННОГО УСТРОЙСТВА | 2010 |
|
RU2582401C2 |
| АВТОМАТИЧЕСКИЕ ИНЪЕКЦИОННЫЕ УСТРОЙСТВА, ИМЕЮЩИЕ НАФОРМОВАННЫЕ ПОВЕРХНОСТИ ЗАХВАТА | 2012 |
|
RU2727040C2 |
| АВТОМАТИЧЕСКИЕ ИНЪЕКЦИОННЫЕ УСТРОЙСТВА, ИМЕЮЩИЕ НАФОРМОВАННЫЕ ПОВЕРХНОСТИ ЗАХВАТА | 2012 |
|
RU2602039C2 |
| АВТОИНЪЕКТОР | 2012 |
|
RU2620353C2 |
| АВТОМАТИЧЕСКОЕ ИНЪЕКЦИОННОЕ УСТРОЙСТВО | 2007 |
|
RU2438721C2 |
| АВТОМАТИЧЕСКИЙ ИНЪЕКТОР | 2012 |
|
RU2607529C2 |
| АВТОМАТИЧЕСКОЕ ИНЪЕКЦИОННОЕ УСТРОЙСТВО | 2007 |
|
RU2575906C2 |
| АВТОМАТИЧЕСКИЙ ИНЪЕКТОР | 2012 |
|
RU2607939C2 |
| АВТОМАТИЧЕСКИЙ ИНЪЕКТОР | 2012 |
|
RU2607926C2 |
| АВТОМАТИЧЕСКИЙ ИНЪЕКТОР | 2012 |
|
RU2607528C2 |
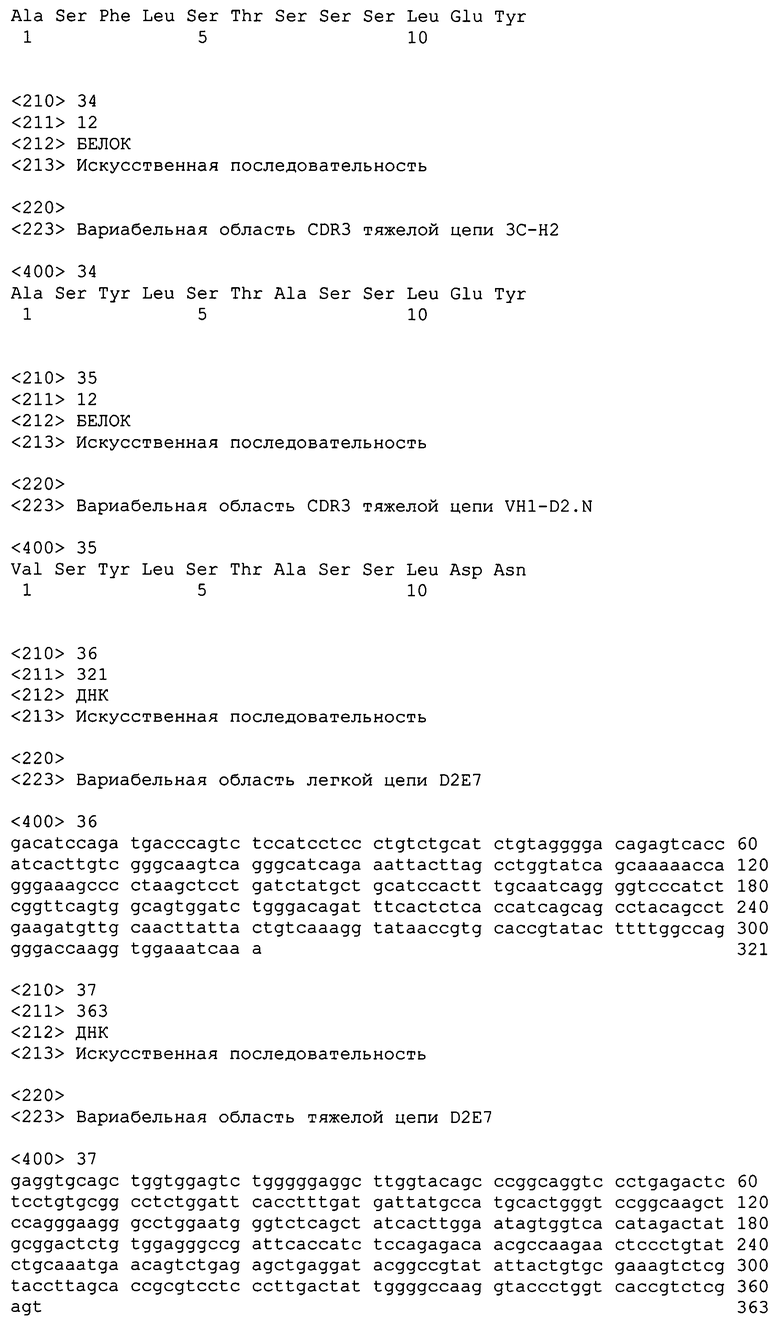
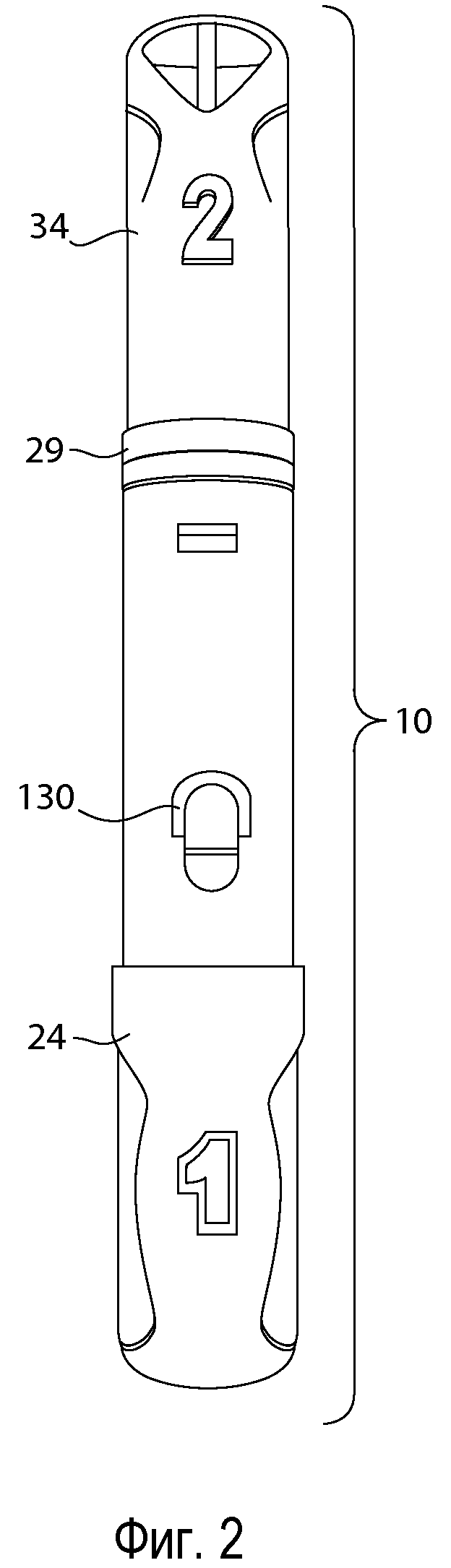
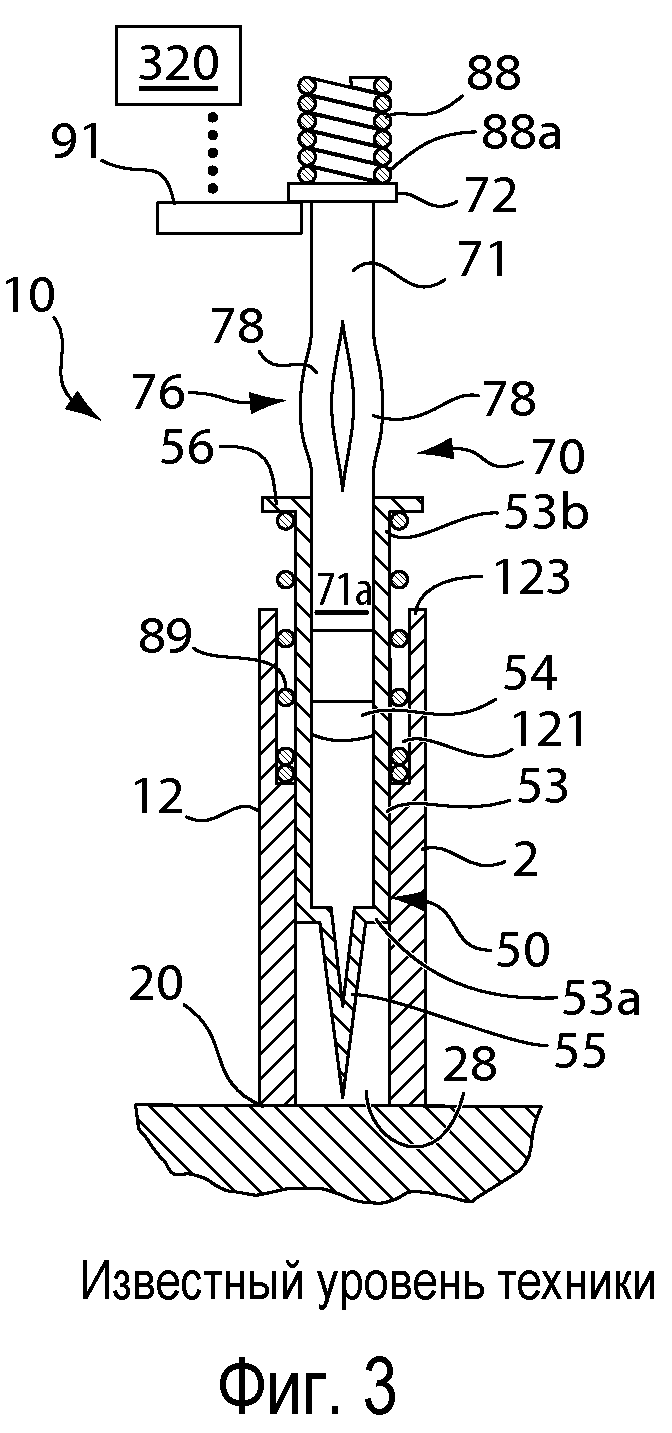
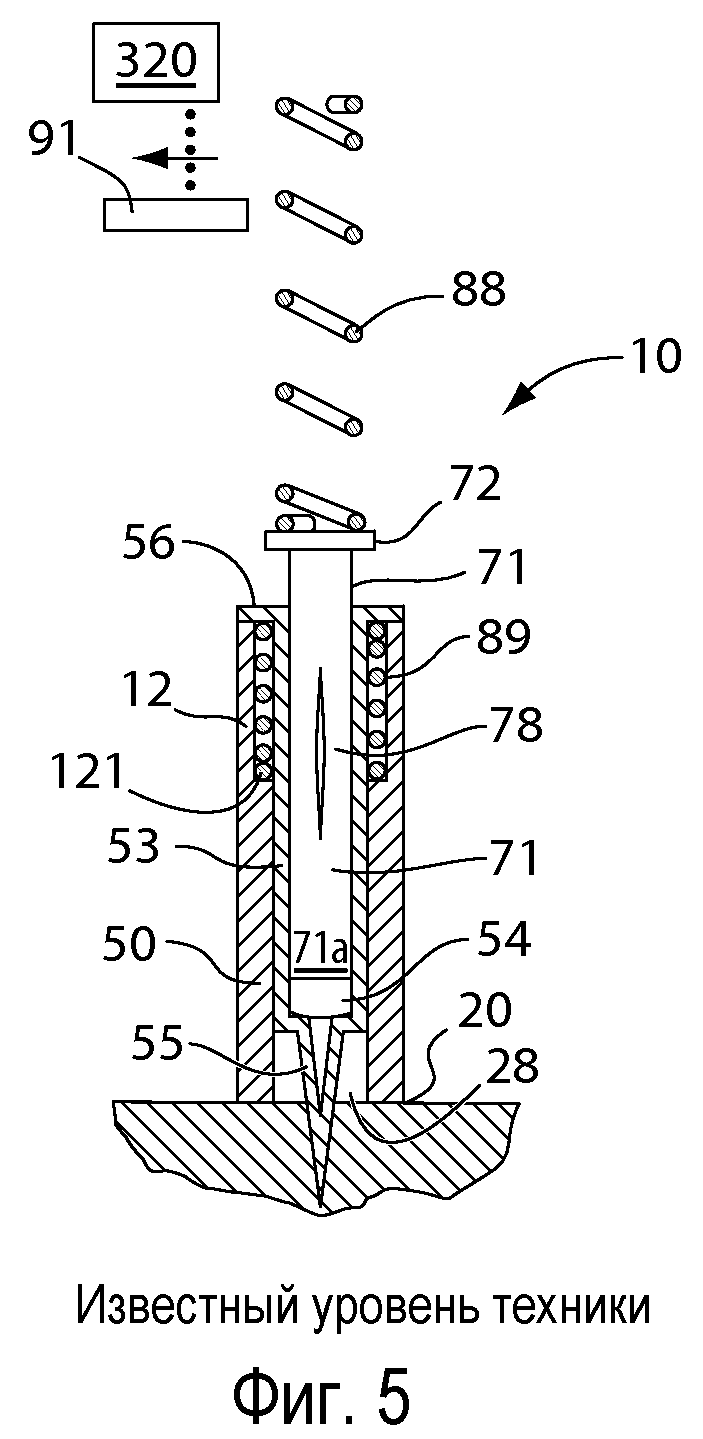
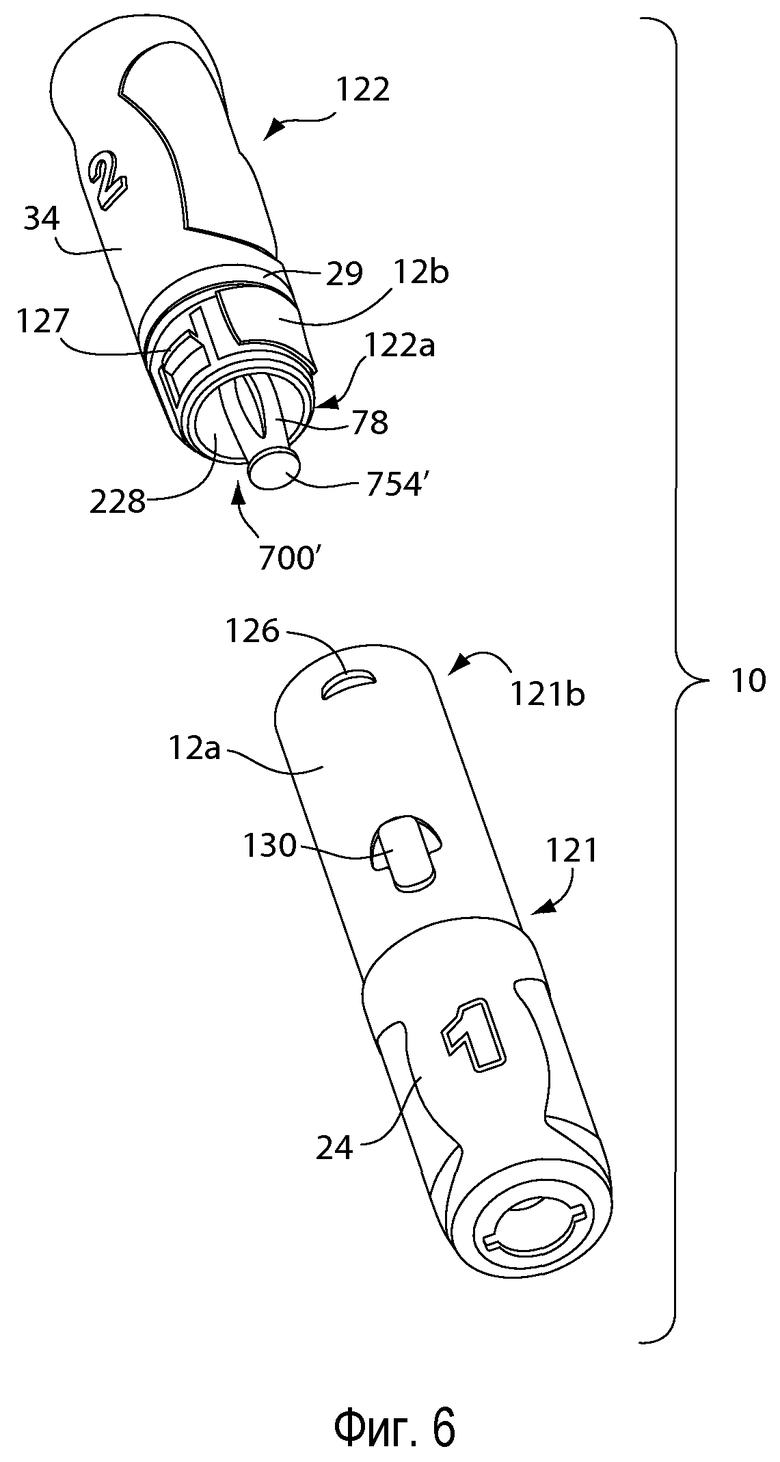
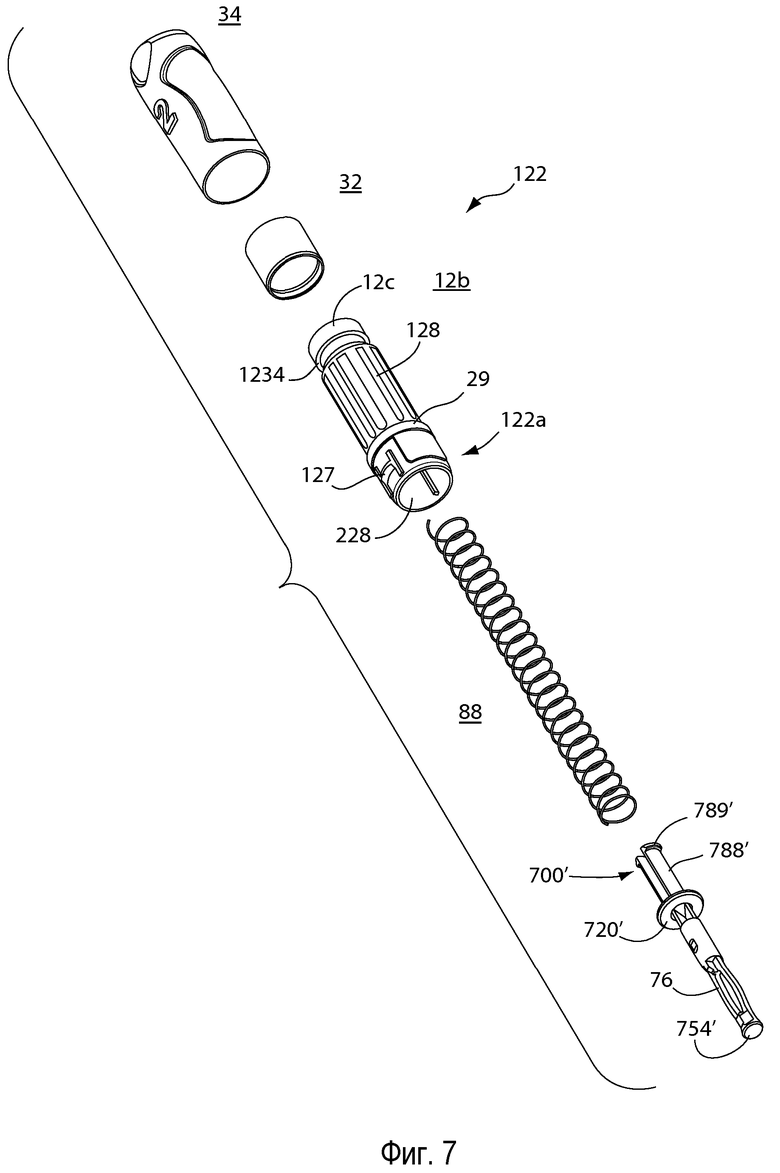
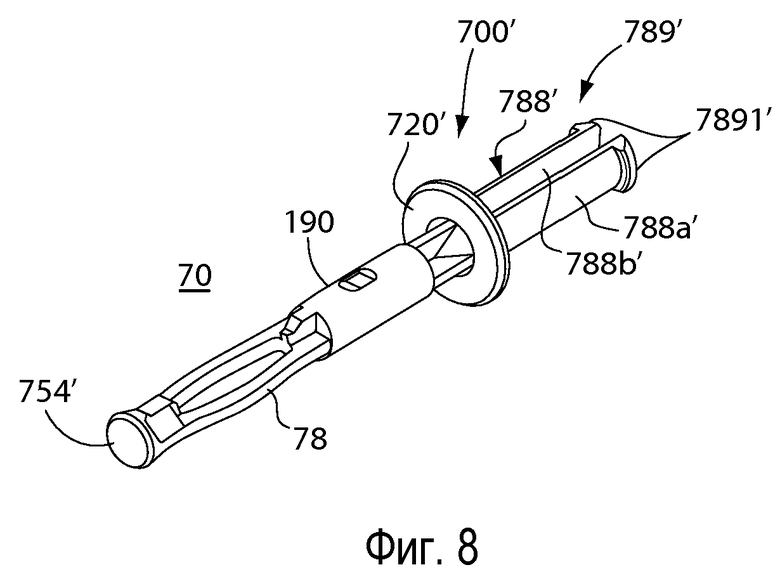
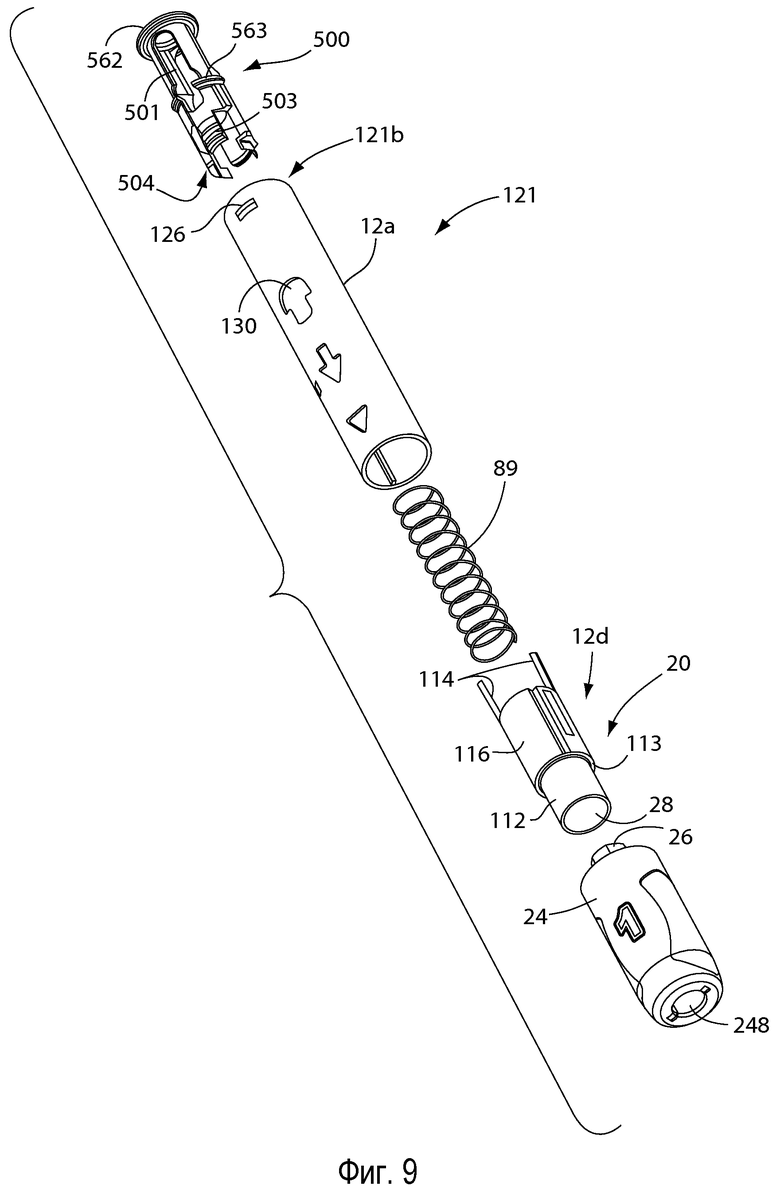
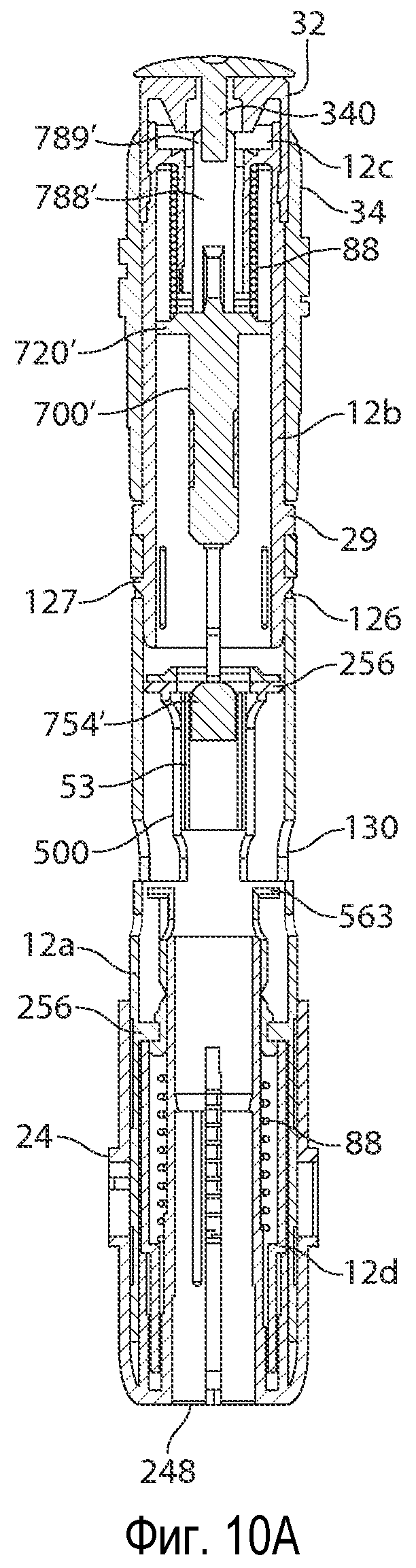
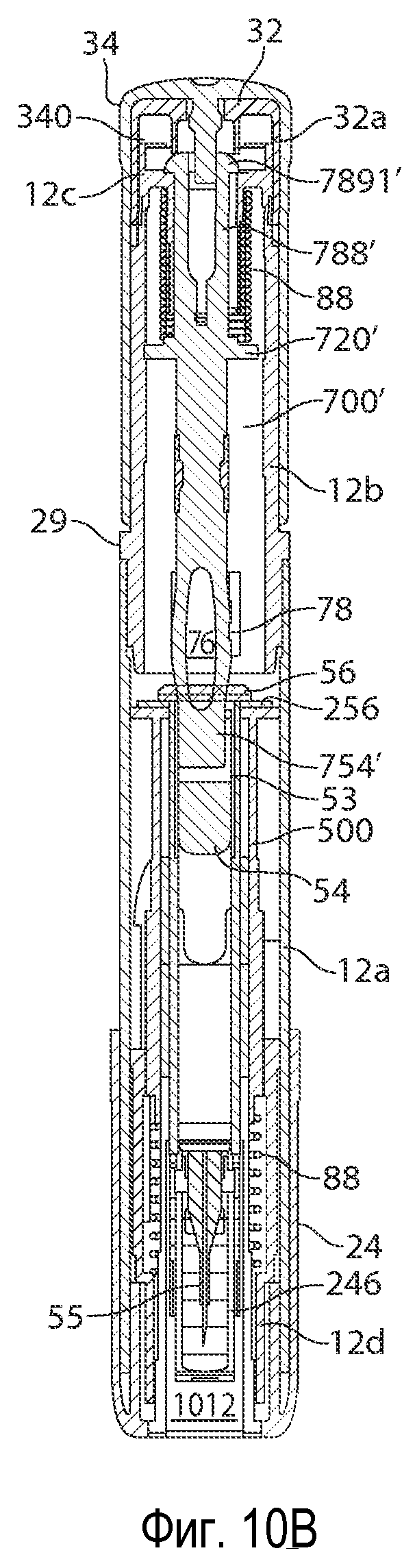
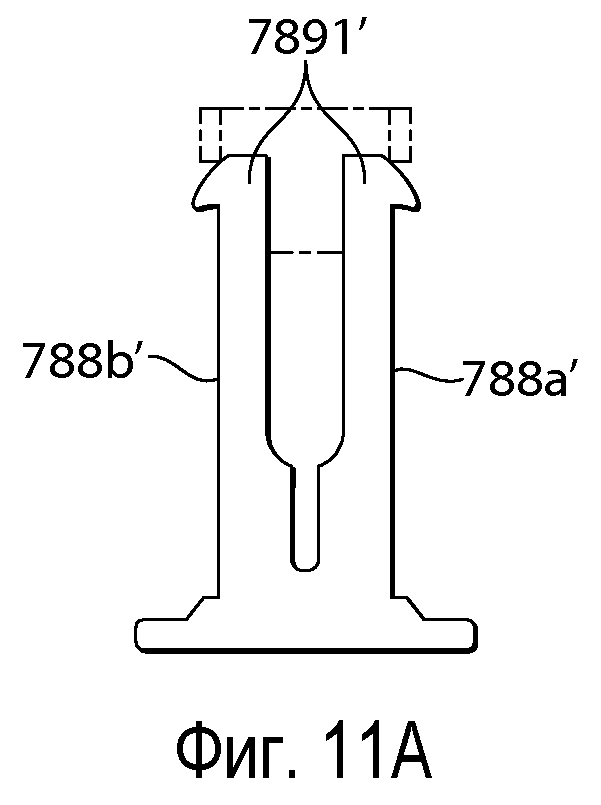
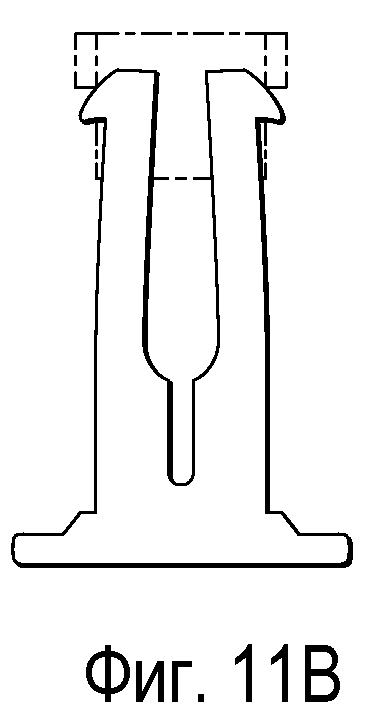
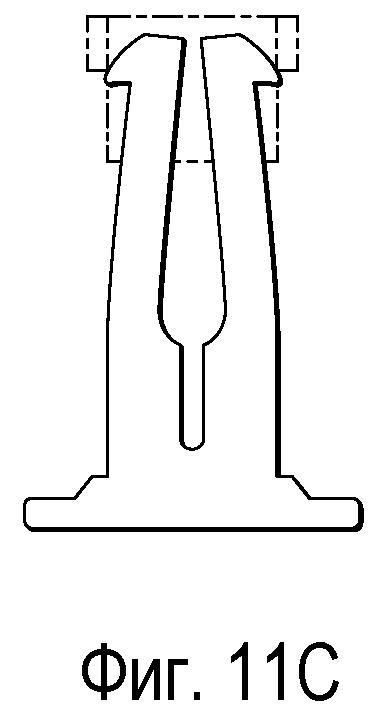
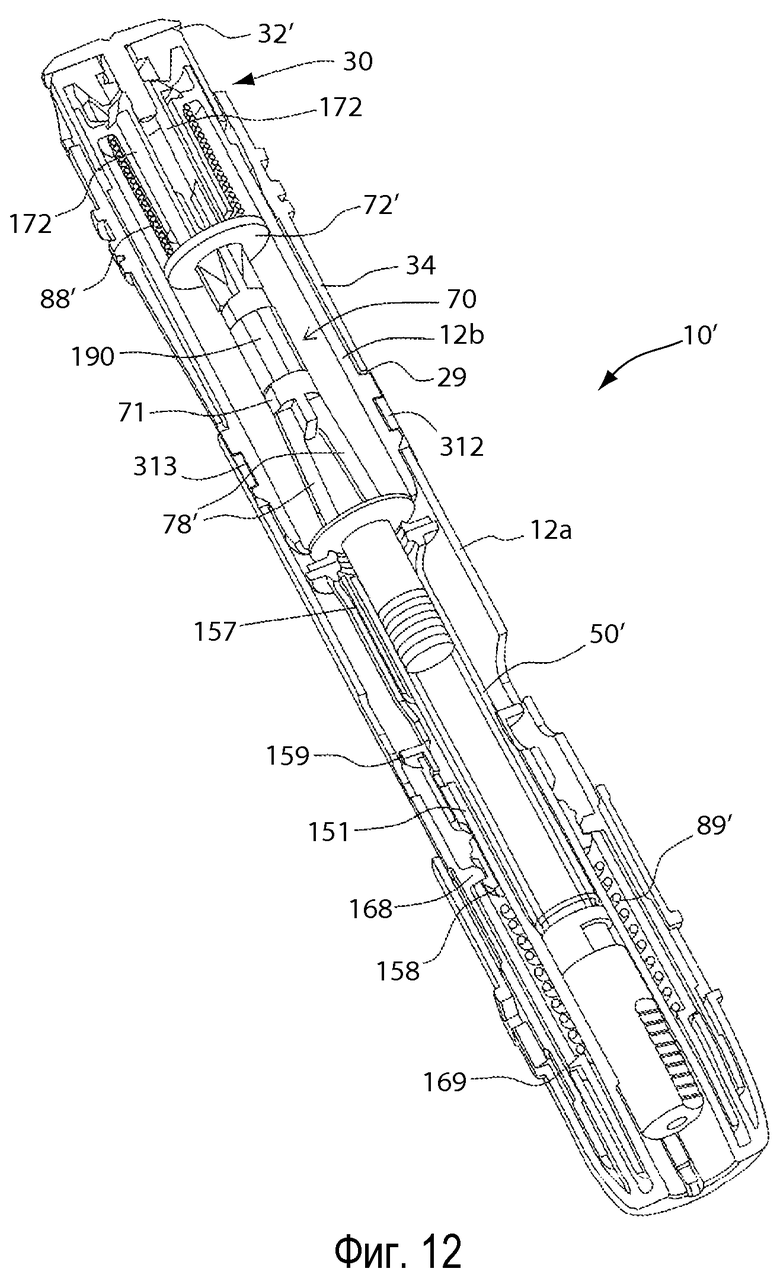
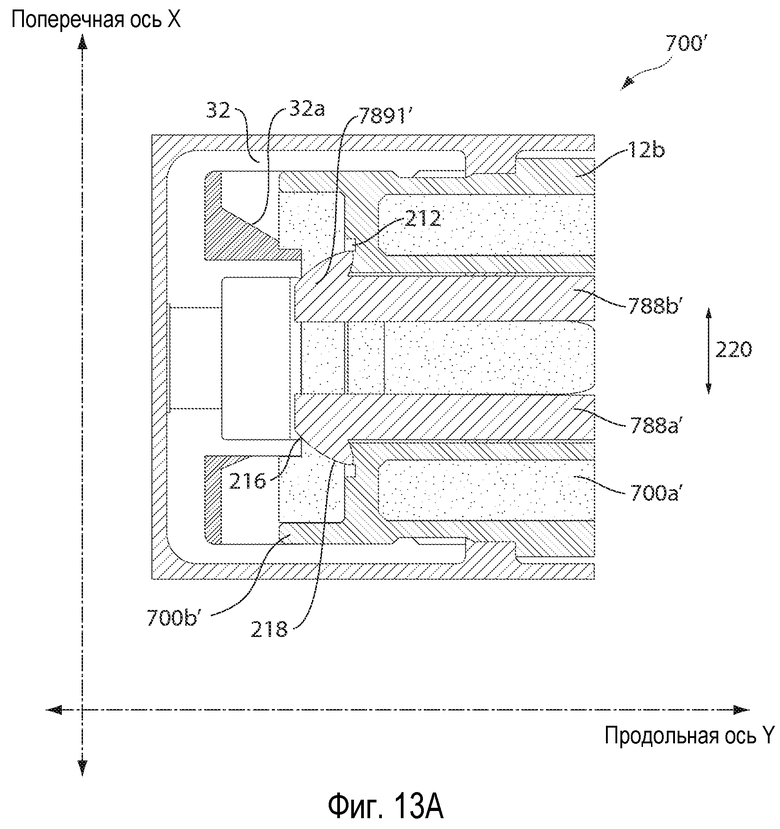
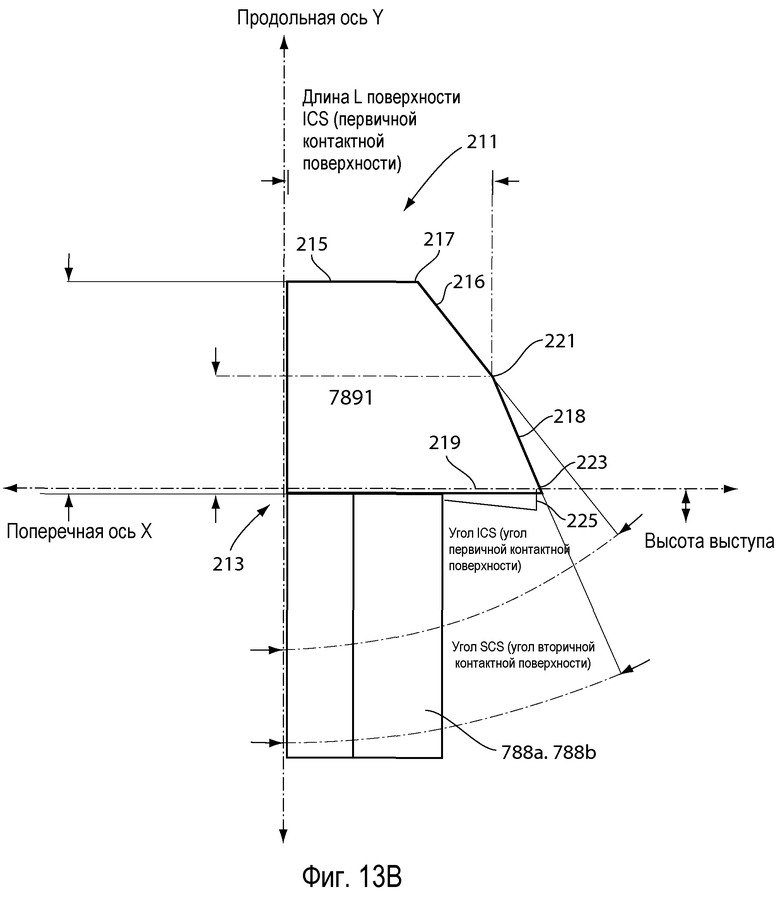
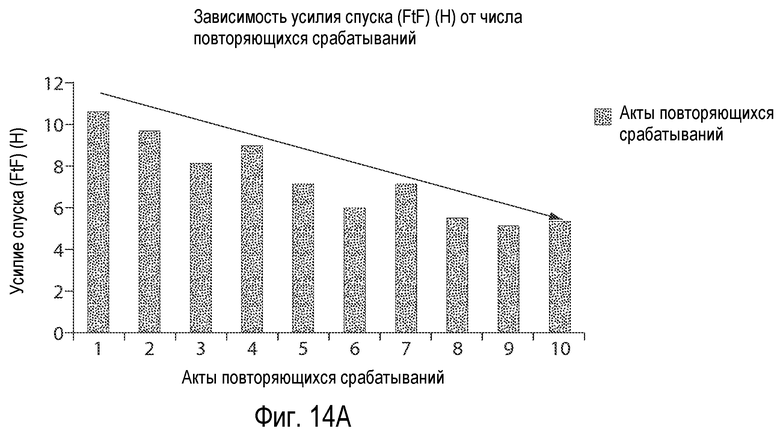
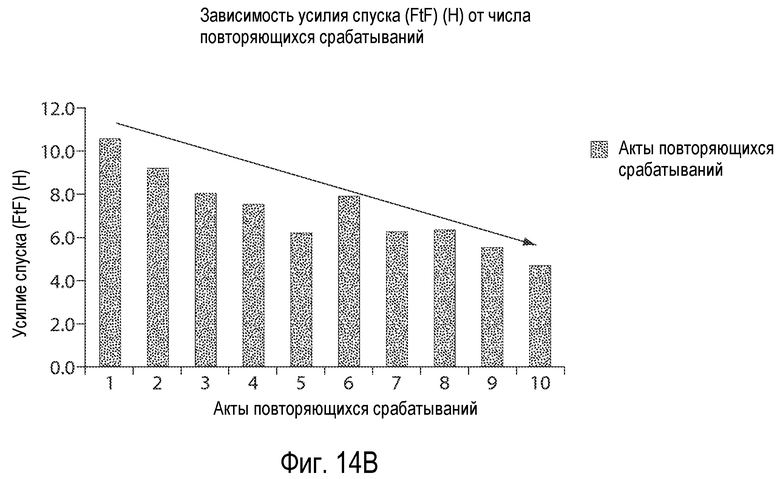
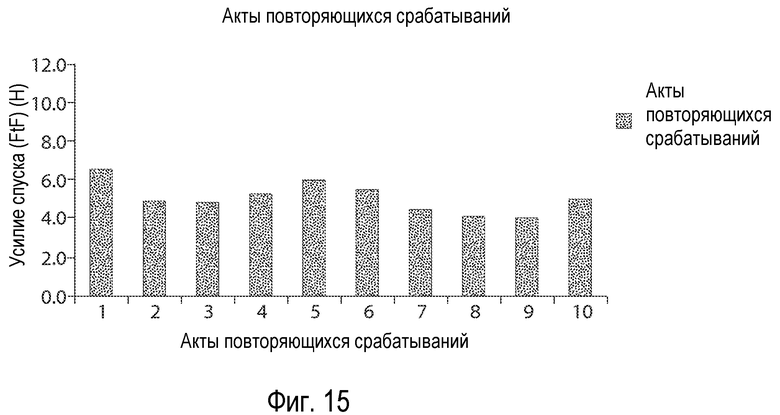
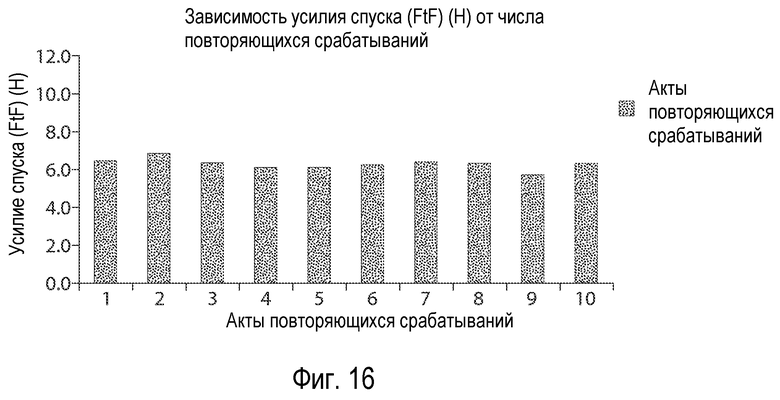
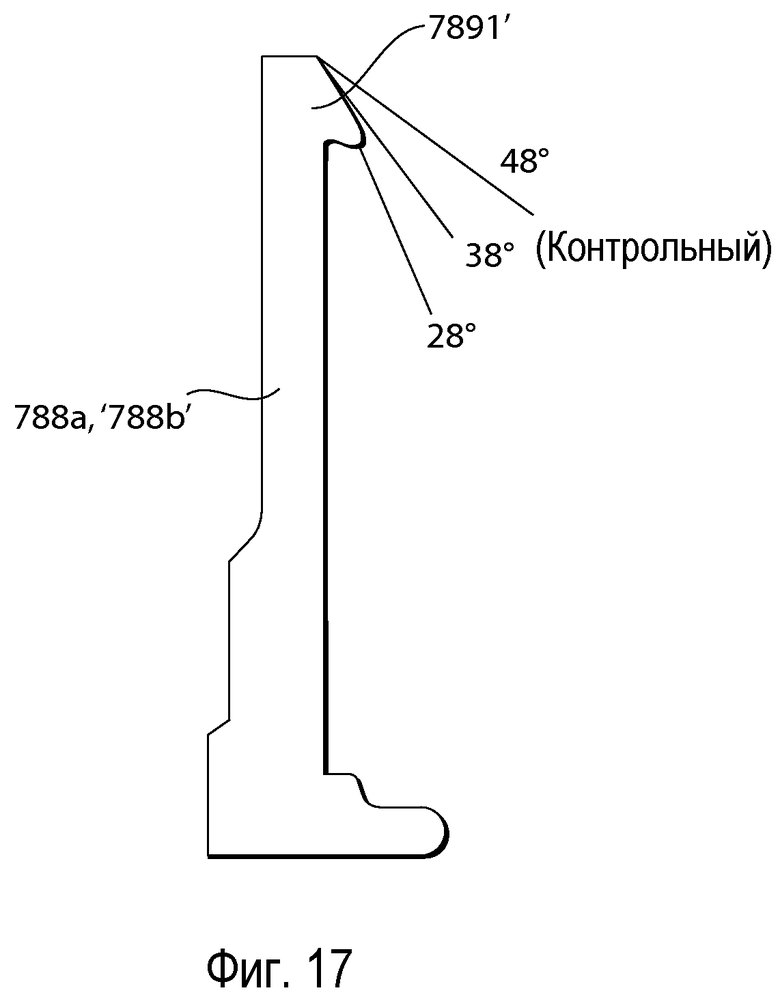
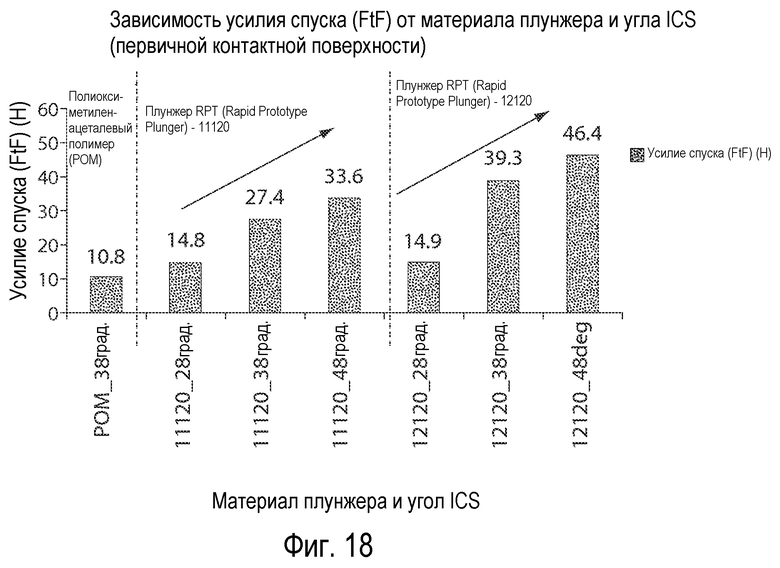
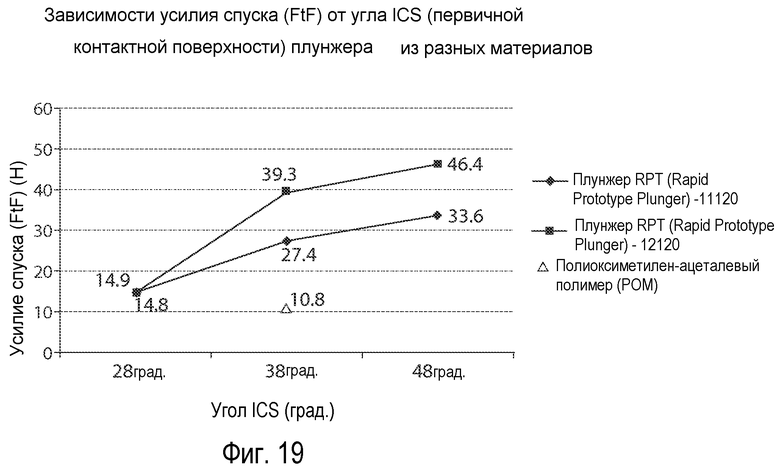
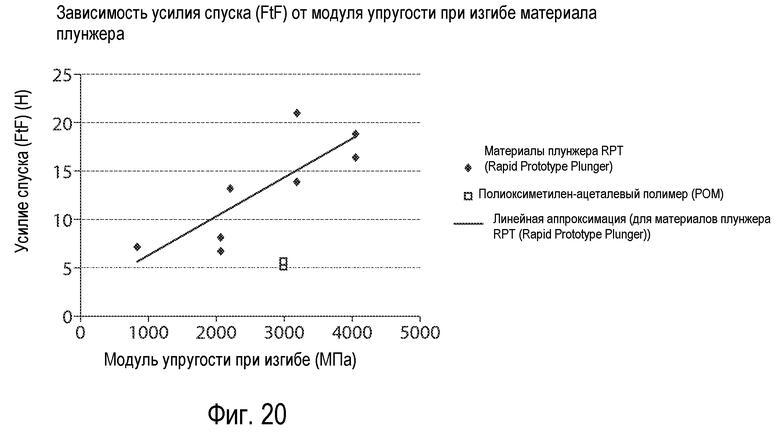
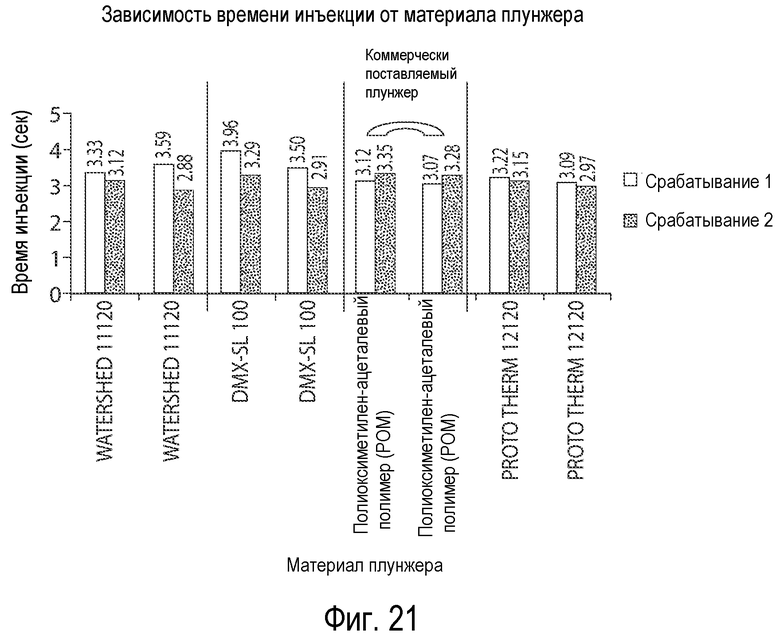
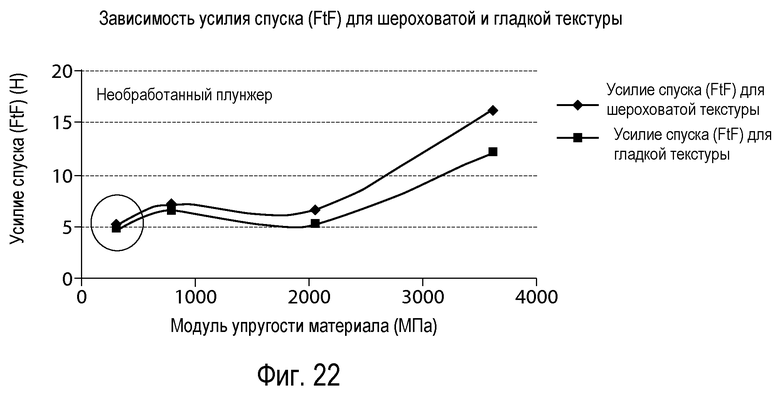
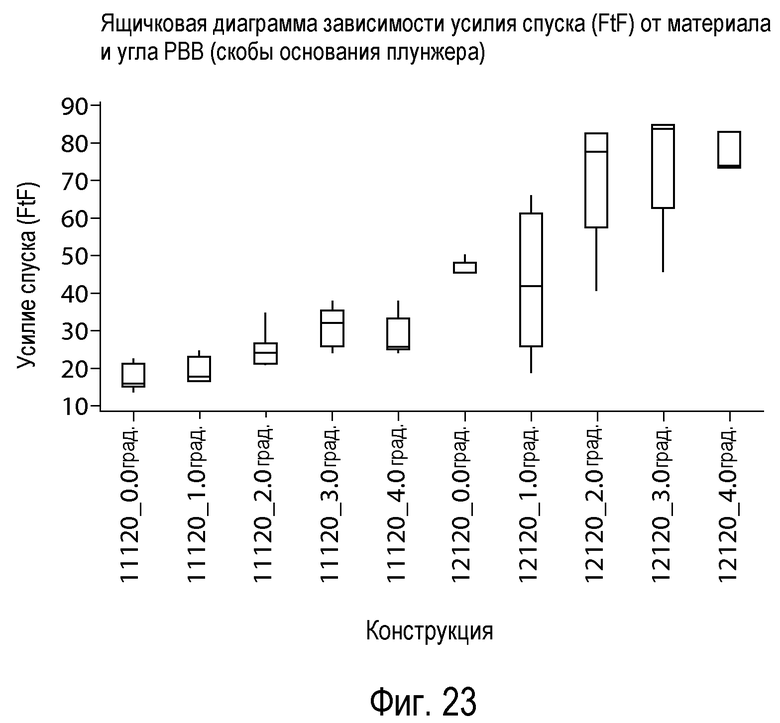
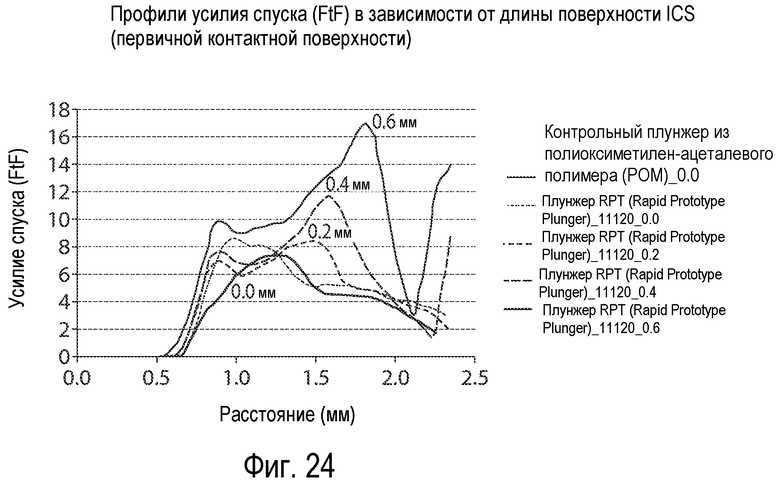
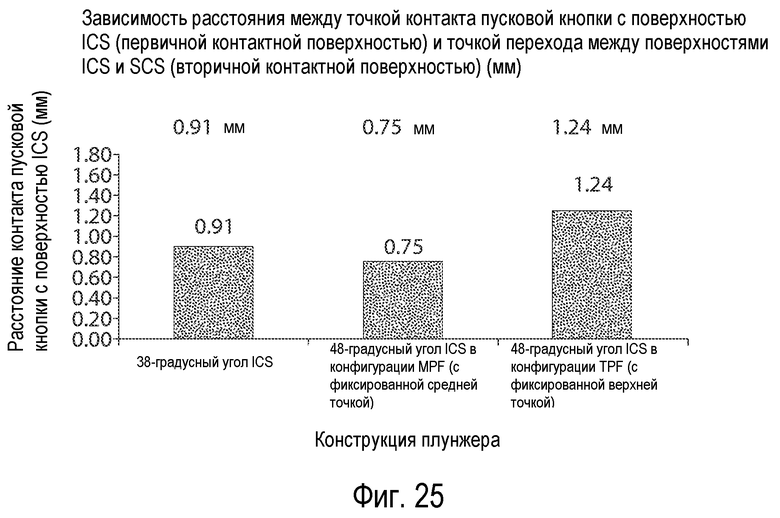
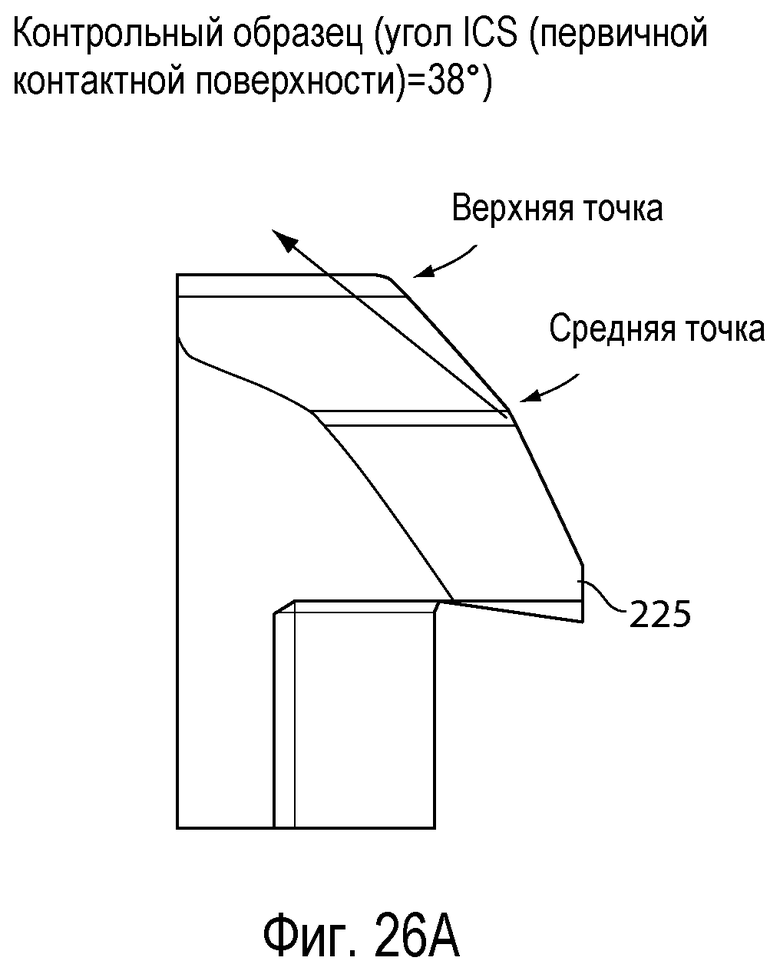
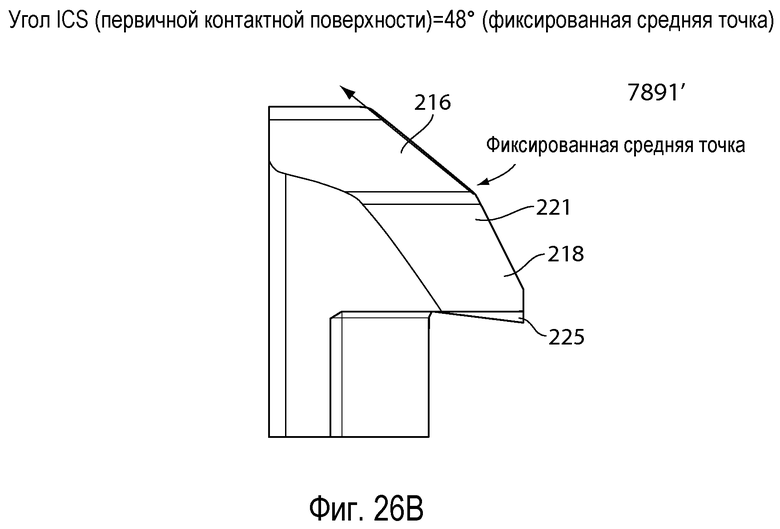
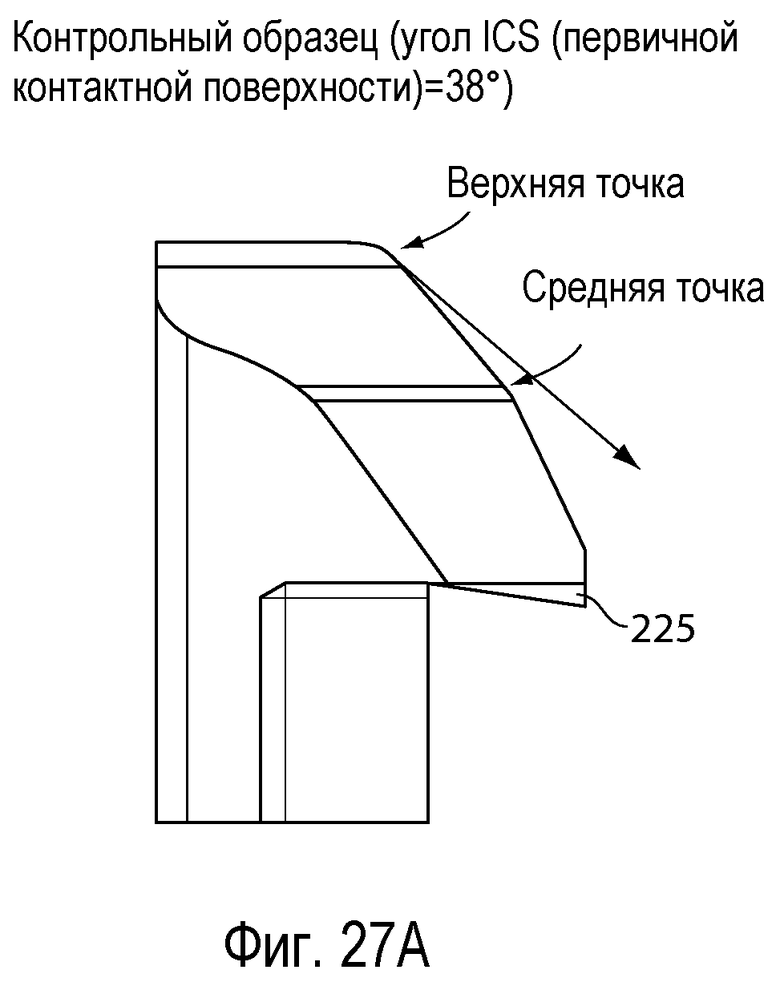
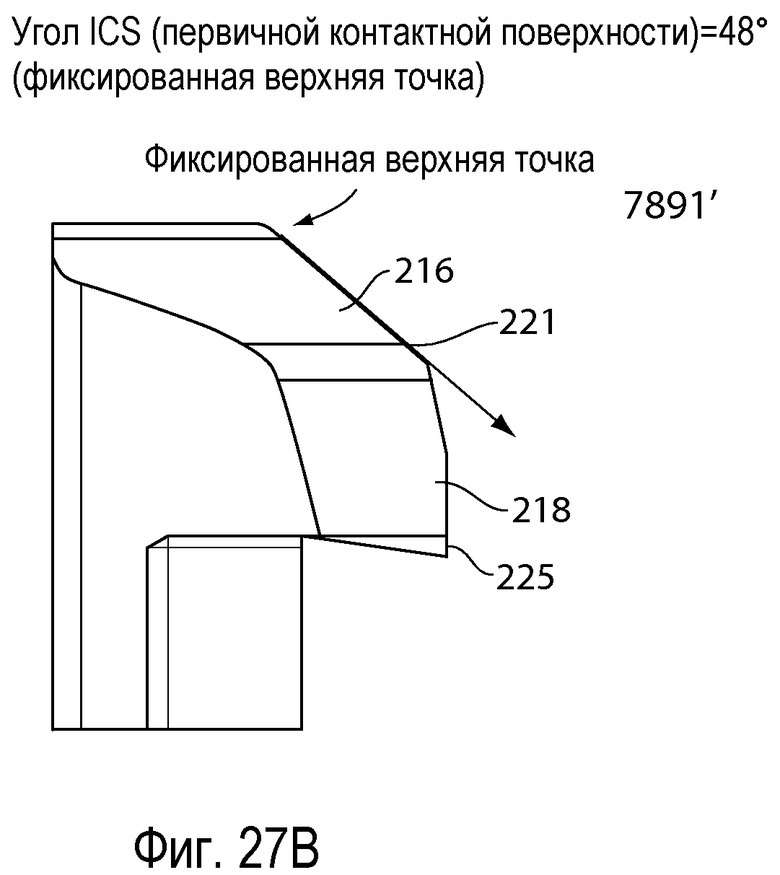
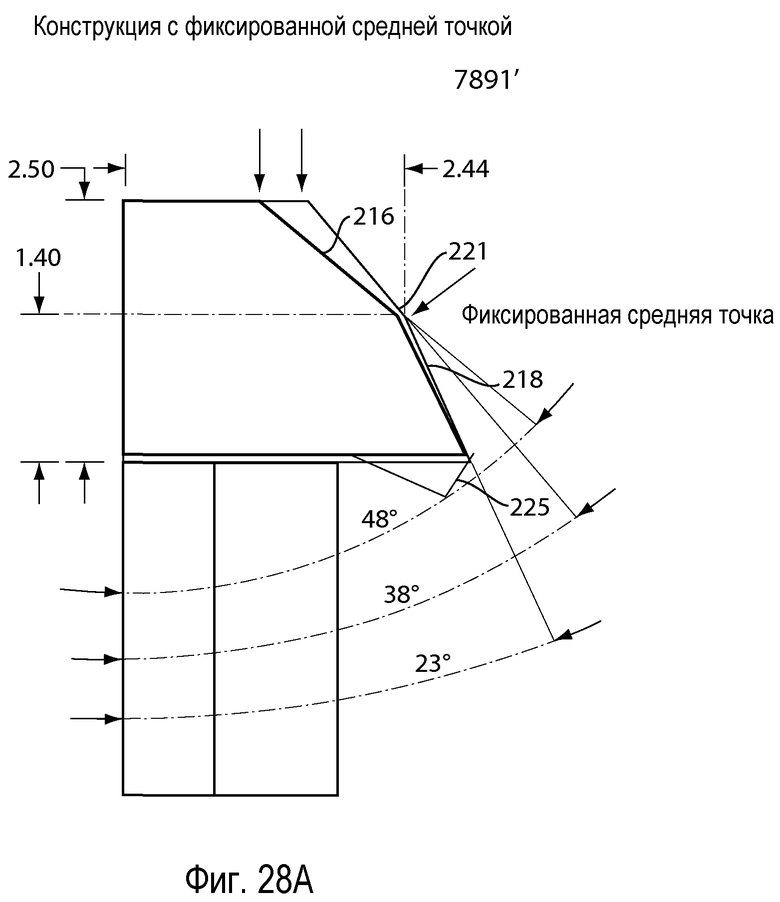
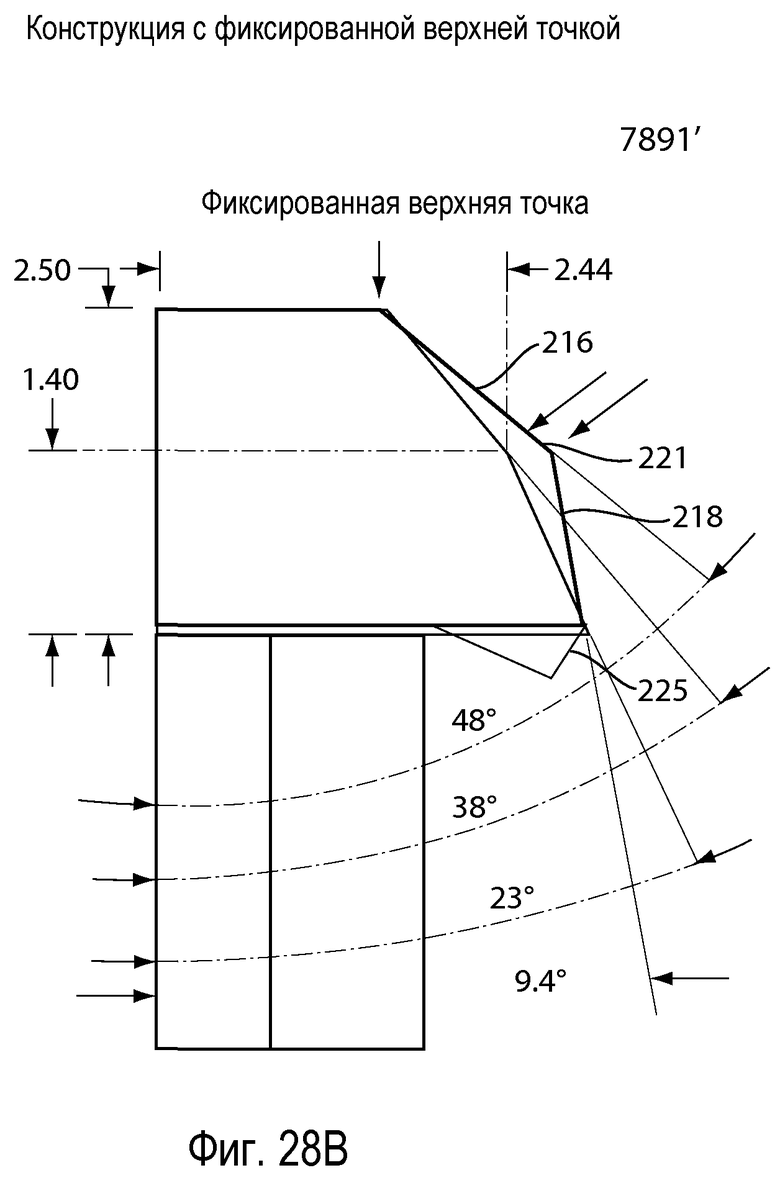
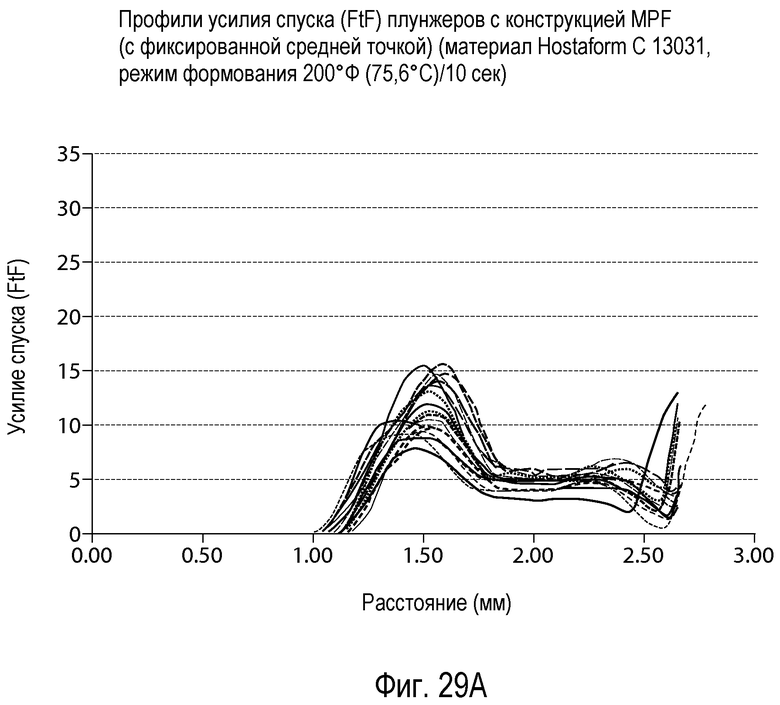
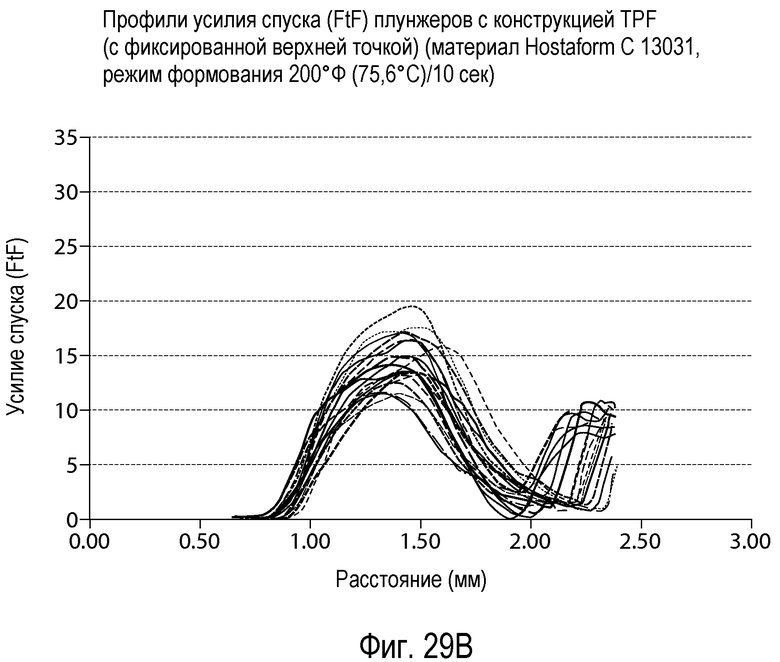
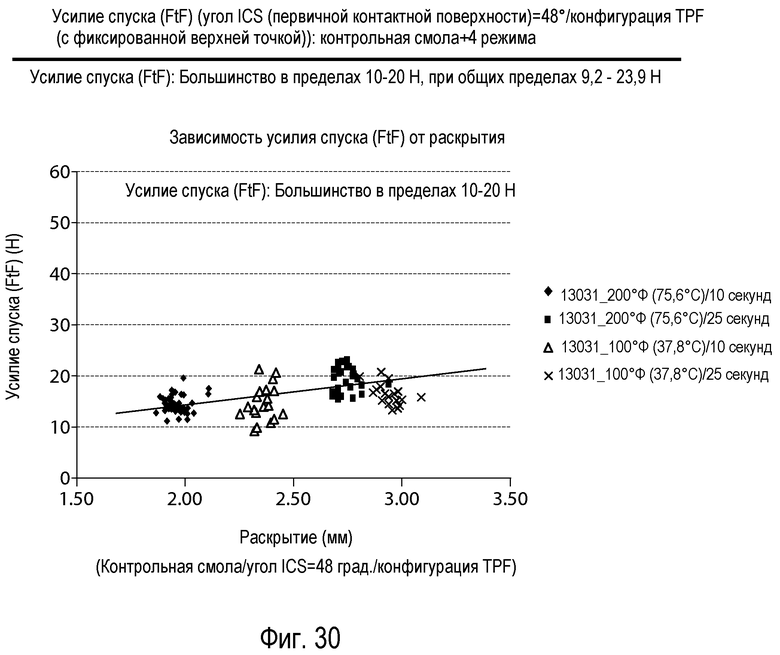
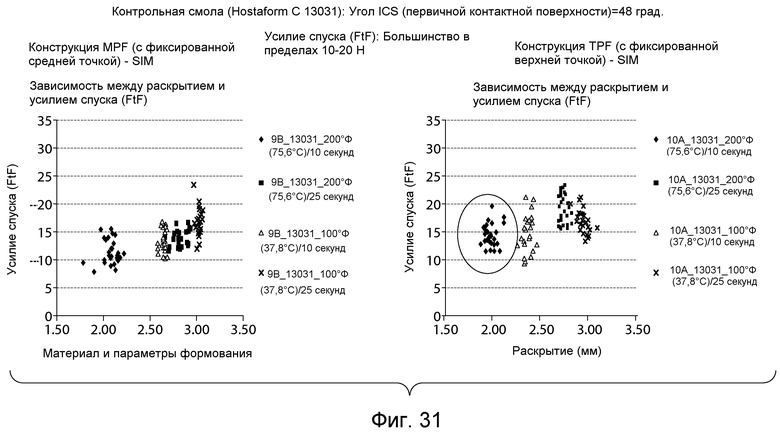
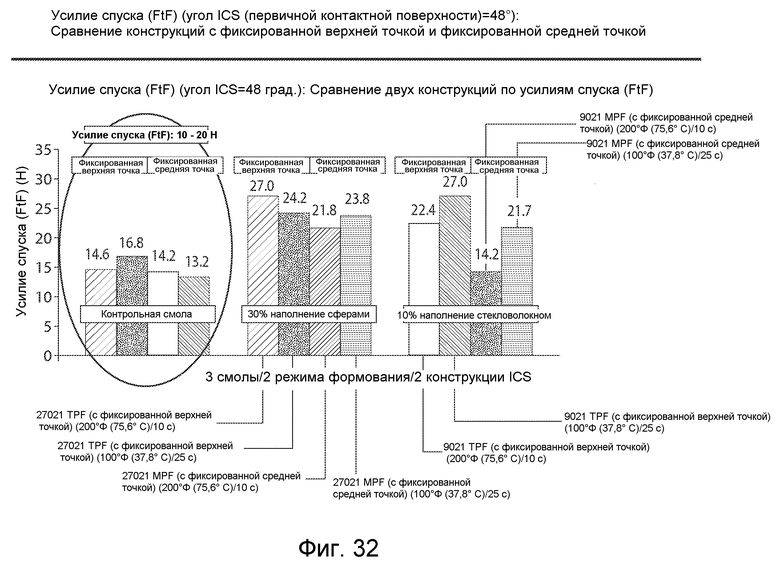
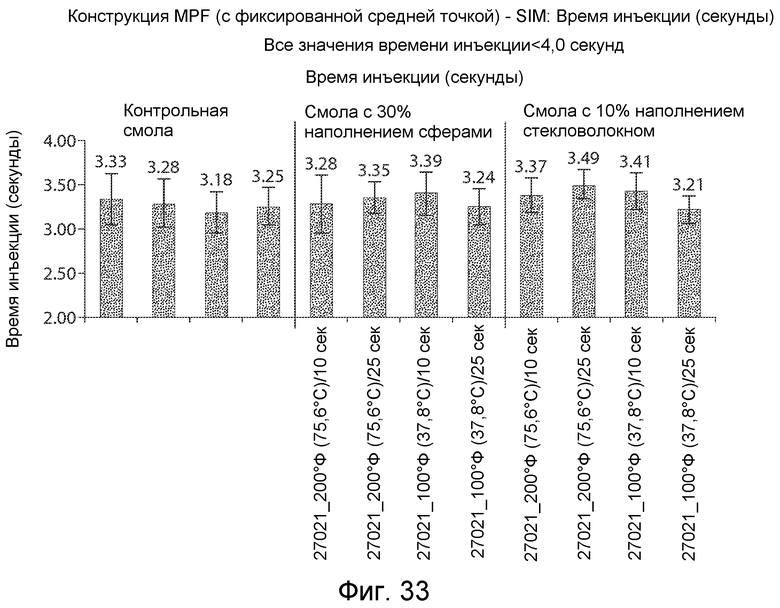
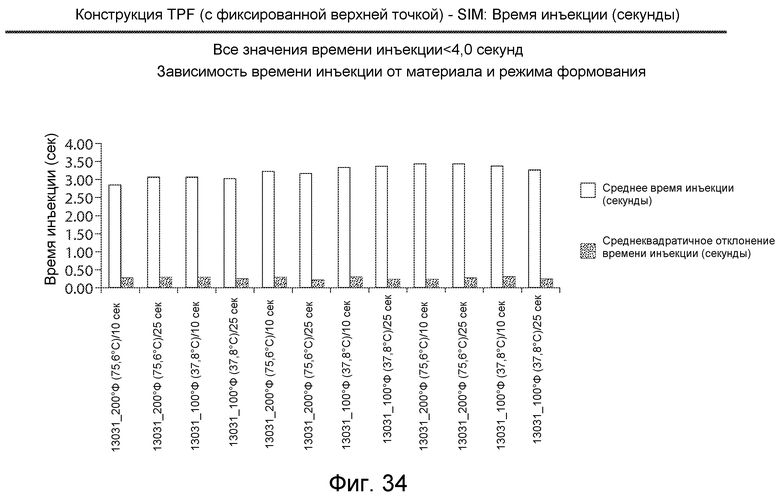
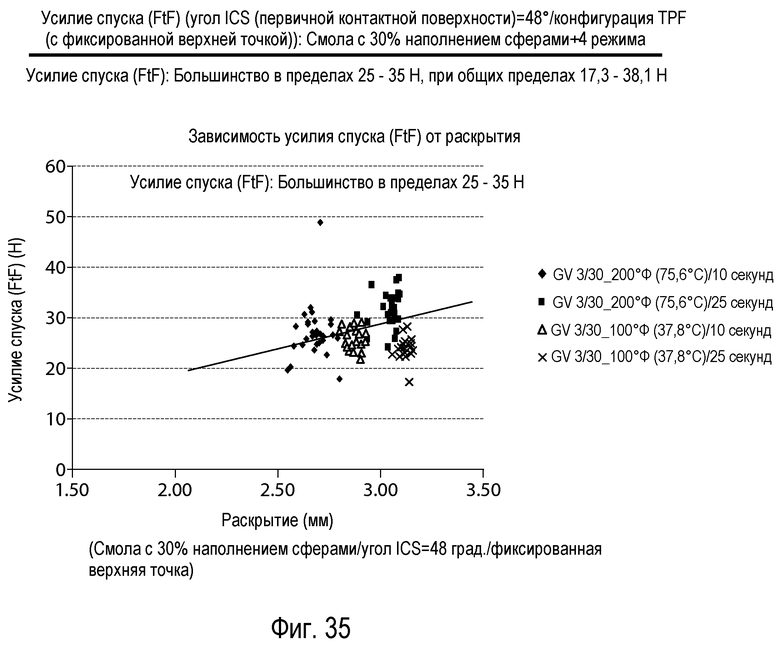
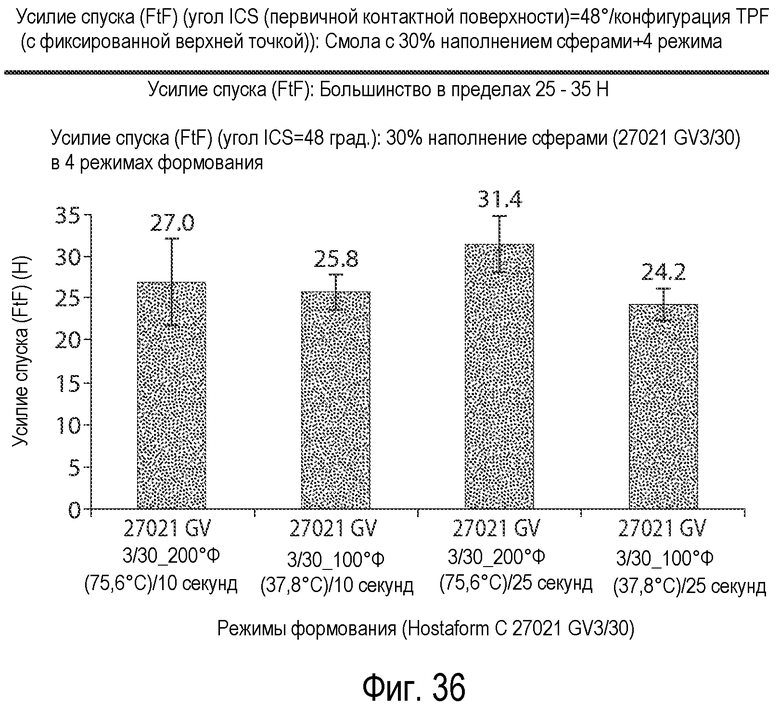
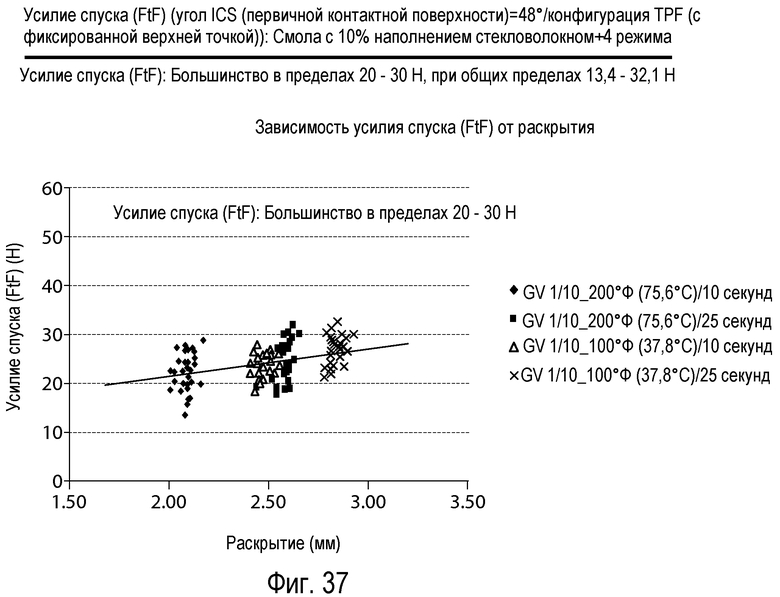
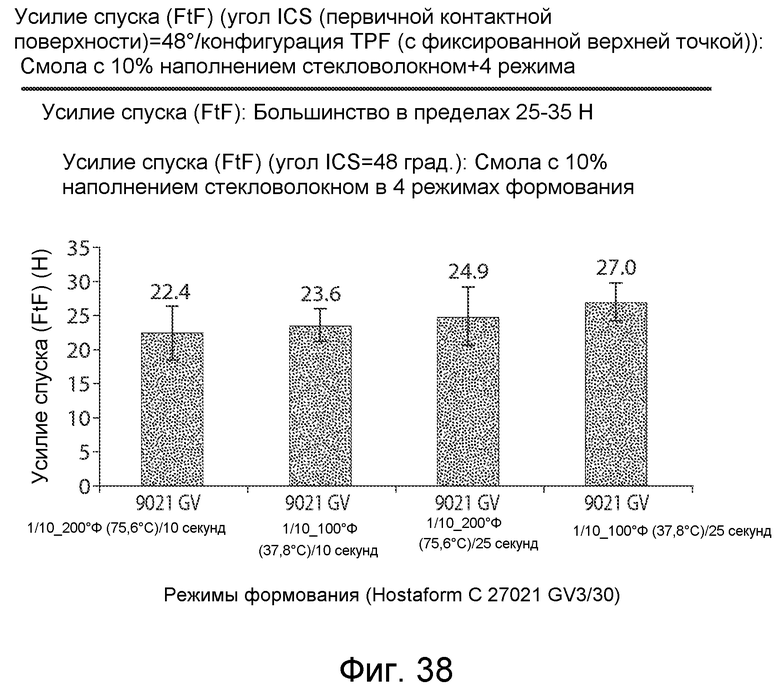
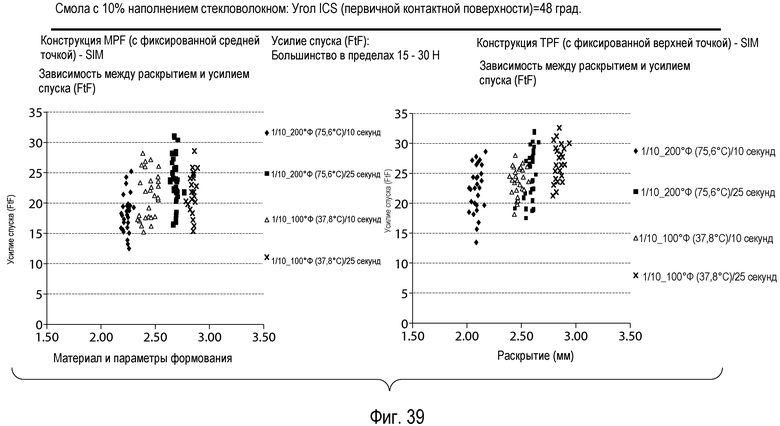
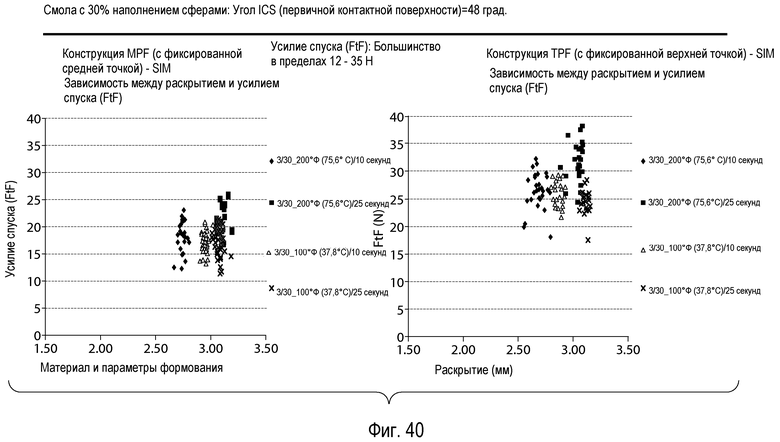
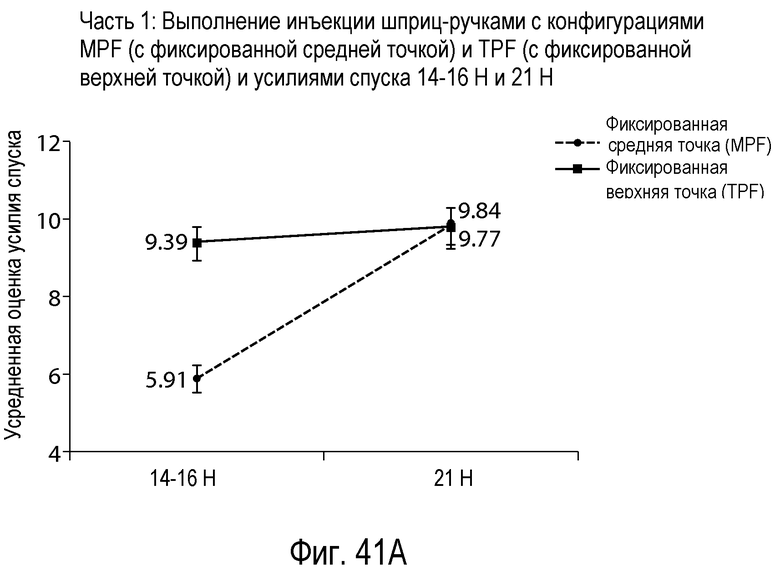
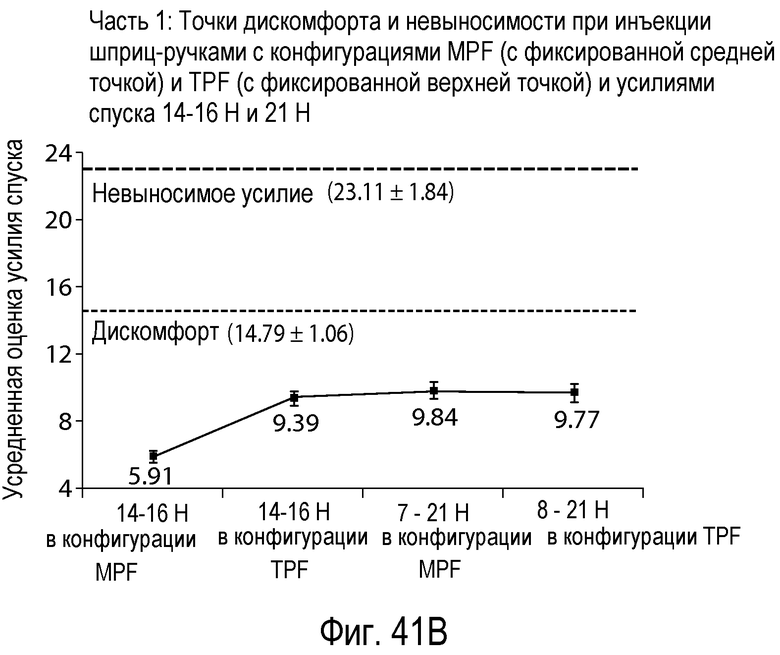
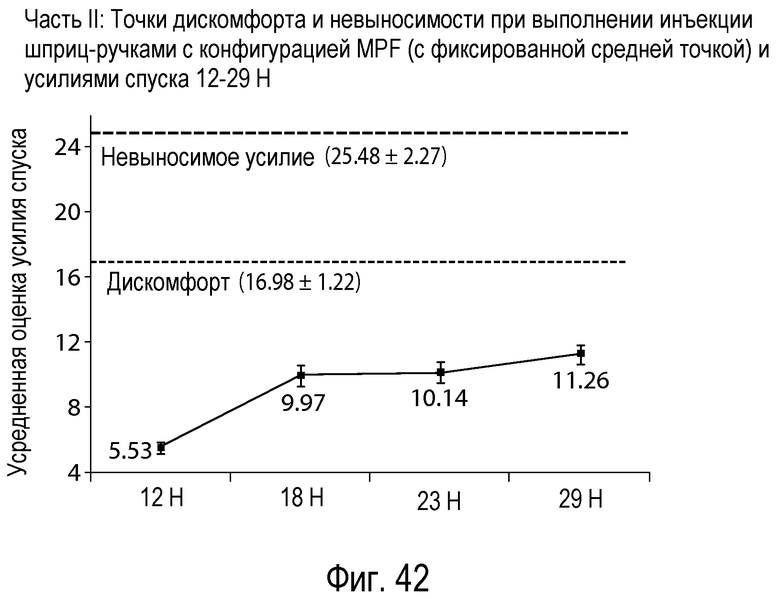
Группа изобретений относится к автоматическому инъекционному устройству, плунжеру шприца для него, выполненному из полимерного материала, и способу его изготовления. Плунжер шприца содержит нажимной элемент, расположенный на проксимальном конце, и дистальный конец, раздвоенный на первую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, и вторую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность. Дистальный конец содержит первую контактную поверхность, заданную первой конической поверхностью первой лапки плунжера и первой конической поверхностью второй лапки плунжера, причем первая контактная поверхность выполнена с возможностью первоначального контакта с механизмом включения спуска и первая контактная поверхность расположена под первым углом в пределах от приблизительно 40° до приблизительно 80° относительно продольной оси плунжера шприца. Технический результат заключается в исключении возможности ненамеренного перемещения плунжера. 3 н. и 53 з.п. ф-лы, 14 пр., 14 табл., 42 ил.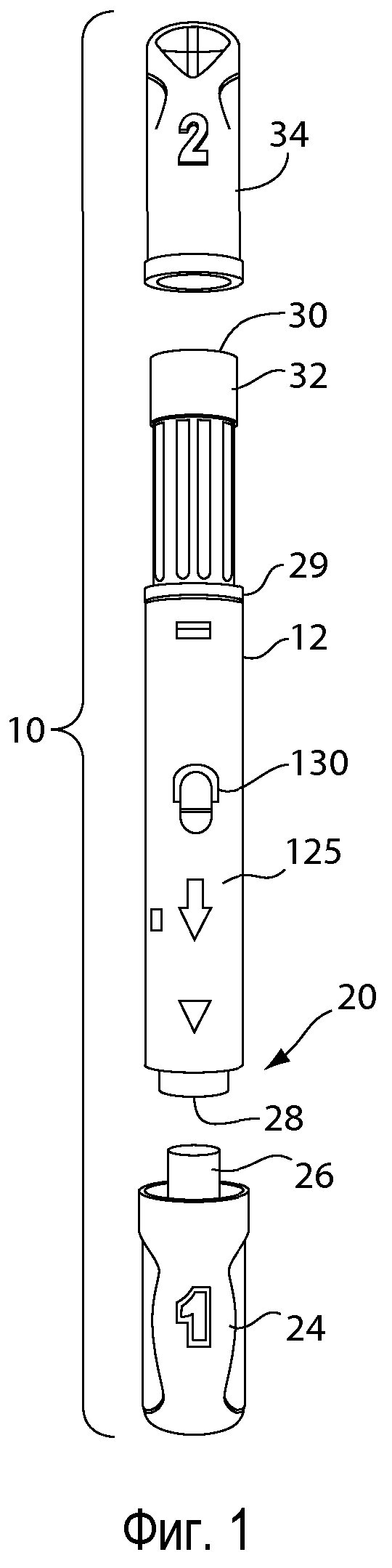
1. Плунжер шприца, выполненный из полимерного материала, содержащий нажимной элемент, расположенный на проксимальном конце, и дистальный конец, раздвоенный на первую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, и вторую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, причем дистальный конец содержит первую контактную поверхность, заданную первой конической поверхностью первой лапки плунжера и первой конической поверхностью второй лапки плунжера, причем первая контактная поверхность выполнена с возможностью первоначального контакта с механизмом включения спуска и первая контактная поверхность расположена под первым углом в пределах от приблизительно 40° до приблизительно 80° относительно продольной оси плунжера шприца, и вторую контактную поверхность, заданную второй конической поверхностью первой лапки плунжера и второй конической поверхностью второй лапки плунжера, причем вторая контактная поверхность выполнена с возможностью контакта с механизмом включения спуска после его контакта с первой контактной поверхностью.
2. Плунжер шприца по п.1, в котором механизм включения спуска выполнен с возможностью зацепления первой и второй контактных поверхностей лапок плунжера при приведении механизмом включения спуска в движение плунжера шприца, когда механизм включения спуска приведен в действие с минимальным усилием в пределах от приблизительно 5 Н до приблизительно 25 Н.
3. Плунжер шприца по п.2, в котором для приведения в движение плунжера шприца нажимной элемент плунжера шприца выполнен с возможностью нагнетания давления вещества в гильзе шприца и вытеснения вещества из гильзы шприца.
4. Плунжер шприца по п.1, в котором он выполнен из полимерного материала, имеющего модуль упругости при изгибе в пределах от приблизительно 2000 МПа до приблизительно 5500 МПа.
5. Плунжер шприца по п.1, в котором первая и вторая контактные поверхности имеют текстуру поверхности, которая является, по существу, шероховатой.
6. Плунжер шприца по п.1, в котором первая и вторая контактные поверхности имеют текстуру поверхности, которая является, по существу, гладкой.
7. Плунжер шприца по п.1, в котором вторая контактная поверхность расположена под вторым углом приблизительно 6°-38° относительно продольной оси плунжера шприца.
8. Плунжер шприца по п.1, в котором вторая контактная поверхность расположена под вторым углом приблизительно 8°-25° относительно продольной оси плунжера шприца.
9. Плунжер шприца по п.1, в котором первая и вторая лапки плунжера разведены на третий угол в пределах от приблизительно 0,5° до приблизительно 2,0°.
10. Плунжер шприца по п.1, в котором первая и вторая лапки плунжера разведены на расстояние в пределах от приблизительно 2,55 мм до приблизительно 4,25 мм.
11. Плунжер шприца по п.1, в котором первая и вторая лапки плунжера разведены на расстояние приблизительно 3,05 мм.
12. Плунжер шприца по п.1, в котором он выполнен из полимерного материала, выбранного из группы, состоящей из термопластичных материалов и термореактивных материалов.
13. Плунжер шприца по п.12, в котором термопластичные материалы выбраны из группы, состоящей из полиацеталя, поликарбоната, полиакрилата, полиамида, сложного полиэфира, акрилонитрил-бутадиен-стирола (ABS), поливинилхлорида (PVC) и их сополимеров, терполимеров и их наполненных композитных материалов.
14. Плунжер шприца по п.13, в котором полиацеталевые материалы выбраны из группы, состоящей из ацеталевых гомополимеров, сополимеров и их наполненных материалов.
15. Плунжер шприца по п.14, в котором наполненные материалы наполнены стеклянными сферами или наполнены стекловолокнами.
16. Плунжер шприца по п.12, в котором термореактивные материалы выбраны из группы, состоящей из эпоксидных, акриловых, уретановых, сложноэфирных, виниловых сложноэфирных, эпоксиполиэфирных, акриловых уретановых и фторвиниловых материалов.
17. Плунжер шприца по п.16, в котором акриловый материал содержит реакционно-способную функциональную группу, выбранную из группы, состоящей из кислотной, гидроксильной группы и эпоксидной группы.
18. Плунжер шприца по п.16, в котором эпоксидный материал содержит реакционно-способную функциональную группу, которую можно отверждать способом, выбранным из группы, состоящей из сшивания видимым и УФ излучением и термосшивания.
19. Плунжер шприца по п.12, в котором термореактивные материалы выбраны из группы, состоящей из эпоксидного гомополимера, сополимера или их наполненного композитного материала.
20. Плунжер шприца по п.1, в котором первая контактная поверхность содержит открытый сегмент между первой и второй лапками плунжера.
21. Плунжер шприца по п.1, в котором первая и вторая лапки плунжера имеют конфигурацию с фиксированной средней точкой.
22. Плунжер шприца по п.1, в котором первая и вторая лапки плунжера имеют конфигурацию с фиксированной верхней точкой.
23. Автоматическое инъекционное устройство, включающее шприц, содержащий гильзу шприца для вмещения вещества, и плунжер шприца, выполненный из полимерного материала, при этом плунжер шприца содержит нажимной элемент, расположенный на проксимальном конце, и дистальный конец, раздвоенный на первую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, и вторую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, причем дистальный конец содержит первую контактную поверхность, заданную первой конической поверхностью первой лапки плунжера и первой конической поверхностью второй лапки плунжера, причем первая контактная поверхность выполнена с возможностью первоначального контакта с механизмом включения спуска и первая контактная поверхность расположена под первым углом в пределах от приблизительно 40° до приблизительно 80° относительно продольной оси плунжера шприца, и вторую контактную поверхность, заданную второй конической поверхностью первой лапки плунжера и второй конической поверхностью второй лапки плунжера, причем вторая контактная поверхность выполнена с возможностью контакта с механизмом включения спуска после его контакта с первой контактной поверхностью.
24. Автоматическое инъекционное устройство по п.23, содержащее механизм включения спуска, выполненный с возможностью зацепления первой и второй контактных поверхностей лапок плунжера при приведении механизмом включения спуска в движение плунжера шприца, когда механизм включения спуска приведен в действие с минимальным усилием в пределах от приблизительно 5 Н до приблизительно 25 Н.
25. Автоматическое инъекционное устройство по п.24, в котором для приведения в движение плунжера шприца нажимной элемент плунжера шприца выполнен с возможностью нагнетания давления вещества в гильзе шприца и вытеснения вещества из гильзы шприца.
26. Автоматическое инъекционное устройство по п.23, в котором полимерный материал плунжера шприца имеет модуль упругости при изгибе в пределах от приблизительно 2000 МПа до приблизительно 5500 МПа.
27. Автоматическое инъекционное устройство по п.23, в котором первая и вторая контактные поверхности имеют текстуру поверхности, которая является, по существу, шероховатой.
28. Автоматическое инъекционное устройство по п.23, в котором первая и вторая контактные поверхности имеют текстуру поверхности, которая является, по существу, гладкой.
29. Автоматическое инъекционное устройство по п.23, в котором вторая контактная поверхность расположена под вторым углом приблизительно 6°-38° относительно продольной оси плунжера шприца.
30. Автоматическое инъекционное устройство по п.23, в котором вторая контактная поверхность расположена под вторым углом приблизительно 8°-25° относительно продольной оси плунжера шприца.
31. Автоматическое инъекционное устройство по п.23, в котором первая и вторая лапки плунжера разведены на третий угол в пределах от приблизительно 0,5° до приблизительно 2,0°.
32. Автоматическое инъекционное устройство по п.23, в котором первая и вторая лапки плунжера разведены на расстояние в пределах от приблизительно 2,55 мм до приблизительно 4,25 мм.
33. Автоматическое инъекционное устройство по п.23, в котором первая и вторая лапки плунжера разведены на расстояние приблизительно 3,05 мм.
34. Автоматическое инъекционное устройство по п.23, в котором полимерный материал выбран из группы, состоящей из термопластичных материалов и термореактивных материалов.
35. Автоматическое инъекционное устройство по п.34, в котором термопластичные материалы выбраны из группы, состоящей из полиацеталя, поликарбоната, полиакрилата, полиамида, сложного полиэфира, акрилонитрил-бутадиен-стирола (ABS), поливинилхлорида (PVC) и их сополимеров, терполимеров и их наполненных композитных материалов.
36. Автоматическое инъекционное устройство по п.35, в котором полиацеталевые материалы выбраны из группы, состоящей из ацеталевых гомополимеров, сополимеров и их наполненных материалов.
37. Автоматическое инъекционное устройство по п.36, в котором наполненные материалы наполнены стеклянными сферами или наполнены стекловолокнами.
38. Автоматическое инъекционное устройство по п.34, в котором термореактивные материалы выбраны из группы, состоящей из эпоксидных, акриловых, уретановых, сложноэфирных, виниловых сложноэфирных, эпоксиполиэфирных, акриловых уретановых и фторвиниловых материалов.
39. Автоматическое инъекционное устройство по п.38, в котором акриловый материал содержит реакционно-способную функциональную группу, выбранную из группы, состоящей из кислотной, гидроксильной группы и эпоксидной группы.
40. Автоматическое инъекционное устройство по п.38, в котором эпоксидный материал содержит реакционно-способную функциональную группу, отверждаемую способом сшивания видимым и УФ излучением и термосшивания.
41. Автоматическое инъекционное устройство по п.34, в котором термореактивные материалы выбраны из группы, состоящей из эпоксидного гомополимера, сополимера или их наполненного композитного материала.
42. Автоматическое инъекционное устройство по п.23, в котором первая контактная поверхность содержит открытый сегмент между первой и второй лапками плунжера.
43. Автоматическое инъекционное устройство по п.23, в котором первая и вторая лапки плунжера имеют конфигурацию с фиксированной верхней точкой.
44. Автоматическое инъекционное устройство по п.23, в котором первая и вторая лапки плунжера имеют конфигурацию с фиксированной средней точкой.
45. Способ формирования плунжера шприца для автоматического инъекционного устройства, включающий следующие этапы: формируют дистальный конец плунжера шприца, причем дистальный конец раздваивают на первую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, и вторую лапку плунжера, имеющую первую коническую поверхность и вторую коническую поверхность, формируют первую контактную поверхность с первой конической поверхностью первой лапки плунжера и первой конической поверхностью второй лапки плунжера, причем первую контактную поверхность выполняют с возможностью первоначального контакта с механизмом включения спуска автоматического инъекционного устройства и первую контактную поверхность располагают под первым углом в пределах от приблизительно 40° до приблизительно 80° относительно продольной оси плунжера шприца, формируют вторую контактную поверхность со второй конической поверхностью первой лапки плунжера и второй конической поверхностью второй лапки плунжера, причем вторую контактную поверхность выполняют с возможностью контакта с механизмом включения спуска после его контакта с первой контактной поверхностью, формируют проксимальный конец плунжера шприца и формируют промежуточный участок плунжера шприца между дистальным концом и проксимальным концом.
46. Способ по п.45, включающий этап, на котором дистальный конец плунжера шприца зацепляют с механизмом включения спуска для введения в зацепление первой и второй контактных поверхностей лапок плунжера для приведения в движение плунжера шприца механизмом включения спуска с минимальным усилием в пределах от приблизительно 5 Н до приблизительно 25 Н.
47. Способ по п.45, включающий этап, на котором формируют плунжер шприца из полимерного материала, имеющего модуль упругости при изгибе в пределах от приблизительно 2000 МПа до приблизительно 5500 МПа.
48. Способ по п.45, включающий этап, на котором формируют вторую контактную поверхность таким образом, чтобы вторая контактная поверхность располагалась под вторым углом в пределах приблизительно 6°-38° относительно продольной оси плунжера шприца.
49. Способ по п.48, включающий этап, на котором формируют вторую контактную поверхность таким образом, чтобы вторая контактная поверхность располагалась под вторым углом в пределах приблизительно 8°-25° относительно продольной оси плунжера шприца.
50. Способ по п.45, включающий этап, на котором формируют первую и вторую лапки плунжера, разнесенные между собой по разделяющему углу в пределах от приблизительно 0,5° до приблизительно 2,0°.
51. Способ по п.45, включающий этап, на котором формируют первую и вторую лапки плунжера, разнесенные между собой на разделяющее расстояние в пределах от приблизительно 2,55 мм до приблизительно 4,25 мм.
52. Способ по п.51, включающий этап, на котором формируют первую и вторую лапки плунжера, разнесенные между собой на разделяющее расстояние приблизительно 3,05 мм.
53. Способ по п.45, включающий этап, на котором формируют первую контактную поверхность с открытым сегментом между первой и второй лапками плунжера.
54. Способ по п.45, включающий этап, на котором формируют первую и вторую лапки плунжера с конфигурацией с фиксированной верхней точкой.
55. Способ по п.45, включающий этап, на котором формируют первую и вторую лапки плунжера с конфигурацией с фиксированной средней точкой.
56. Способ по п.45, включающий этап, на котором изменяют один или более параметров формования для приведения в движение плунжера шприца в автоматическом инъекционном устройстве с минимальным усилием в пределах от приблизительно 5 Н до приблизительно 25 Н.
| ШПРИЦ | 1997 |
|
RU2196611C2 |
| US 2004054327 A1, 18.03.2004 | |||
| US 4689042 A, 25.08.1987 | |||
| US 5334144 A, 02.08.1994 | |||

