Данная заявка претендует на приоритет по дате подачи заявки на патент Канады №2647972, поданной 19 декабря 2008 г. под заголовком «Способ заполнения оболочки».
Содержание указанной выше патентной заявки включено в данную заявку непосредственно посредством ссылки на подробное описание заявки.
Настоящее изобретение относится к способу и устройству для заполнения пеной полости в соединении между изолированными отрезками труб.
Такой способ и устройство известны, например, из US №6355318 того же заявителя, выданного 12 марта 2002 г.
В известных способах и устройствах, о которых осведомлен заявитель, используют относительно прочные термоусадочные оболочки для окружения пенных заполнителей, которые необходимы, чтобы выдерживать напряжение, которому подвергаются оболочки при эксплуатации, например напряжение, которое пена оказывает на оболочку, поскольку она расширяется, заполняя полость в ходе заполнения пеной соединения.
Однако использование тяжеловесных термоусадочных оболочек не всегда желательно или экономически выгодно.
Один из аспектов изобретения относится к способу, в котором заполнение пеной можно выполнять предварительно перед наложением оболочки вокруг заполнения. В этом аспекте изобретение обеспечивает способ заполнения пеной полости в соединении между изолированными отрезками труб, включающий оборачивание вокруг полости формообразующего листа, включающего армированный волокном пластмассовый лист с перекрывающимися противоположными концами, с образованием цилиндрической формы; введение отверждаемого предшественника пены в указанную полость; причем формообразующий лист имеет прочность на растяжение, которая выдерживает вздутие пенного заполнения при его расширении из отверждаемого предшественника пены; установку защитных элементов на форму для предотвращения разделяющего перемещения по окружности наложенных друг на друга концов при расширении заполнения; обеспечение вспенивания и отверждения указанного предшественника и удаление указанных защитных элементов и указанного формообразующего листа. Армированный волокном пластмассовый лист обеспечивает преимущество, состоящее в обеспечении превосходного сопротивления вздутию, при относительно небольшой массе.
Еще один аспект изобретения относится к обеспечению оболочки вокруг полости перед заполнением пеной. В данном аспекте изобретения обеспечивают способ заполнения пеной полости в соединении между изолированными отрезками труб, включающий наложение оболочки вокруг полости, оборачивание по меньшей мере одного гибкого растягиваемого элемента вокруг оболочки; введение отверждаемого предшественника пены в указанную полость через отверстие в оболочке; обеспечение вспенивания и отверждения указанного предшественника; причем гибкий элемент имеет прочность на растяжение, которая выдерживает вздутие оболочки при расширении пенного заполнения из отверждаемого предшественника пены; включающий стадию установки защитного элемента на гибкий элемент для противодействия растяжению в обхвате гибкого элемента при расширении заполнения, и удаление указанного гибкого элемента и указанного защитного элемента.
По меньшей мере один гибкий растягиваемый элемент может включать две или более обвязочные ленты, например традиционные полипропиленовые или нейлоновые тканые обвязочные ленты, тканые, например из комплексной нити.
В одном предпочтительном воплощении изобретения гибкий элемент представляет собой гибкий лист с перекрывающимися противоположными концами.
В еще одном аспекте изобретение обеспечивает устройство для заполнения пеной полости в соединении между изолированными отрезками труб, включающую армированный волокном пластмассовый лист, выполненный с возможностью перекрывания противоположных концов, с образованием цилиндрической формы, обернутой вокруг полости, и защитные элементы, которые накладывают на лист, чтобы противостоять отделению по окружности наложенных друг на друга концов листа при расширении заполнения.
Указанные выше аспекты настоящего изобретения позволяют использовать, при необходимости, оболочку с относительно тонкой стенкой, поскольку отсутствует потребность в обеспечении способности выдерживать давление расширяющейся пены, так как эту функцию осуществляют с помощью листа или гибкого растягиваемого элемента.
Армированный волокнами пластмассовый или другой лист обеспечивает особенно удобный способ обеспечения устойчивой к напряжениям формы вокруг полости стыка изолированного трубопровода.
Прочность на растяжение, необходимая для листа или гибкого элемента для противодействия вздутию при расширении пены, можно быстро определить в любом конкретном случае с помощью простого испытания и эксперимента.
«Вздутие» относится к расширению листа или оболочки, которое является видимым для глаза.
В предпочтительных формах изобретения лист или гибкий элемент имеет модуль Юнга, при измерении по стандарту ASTM D638 (или ASTM D6775-02 в случае тканого материала) по меньшей мере 5-25 ГПа, более предпочтительно, по меньшей мере 15 ГПа.
Далее изобретение описано более подробно, посредством примеров со ссылками на прилагаемые чертежи, где:
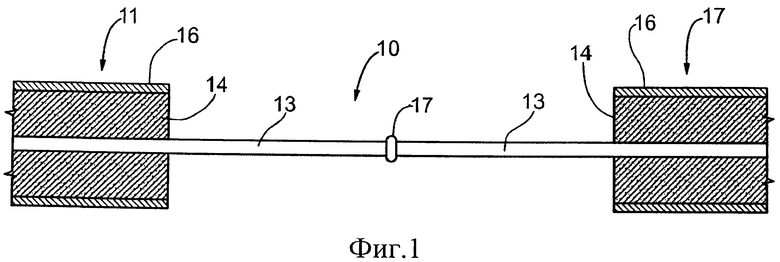
на Фиг.1 представлен вид сбоку, частично в поперечном сечении, соединения между изолированными отрезками трубы и полости между ними;
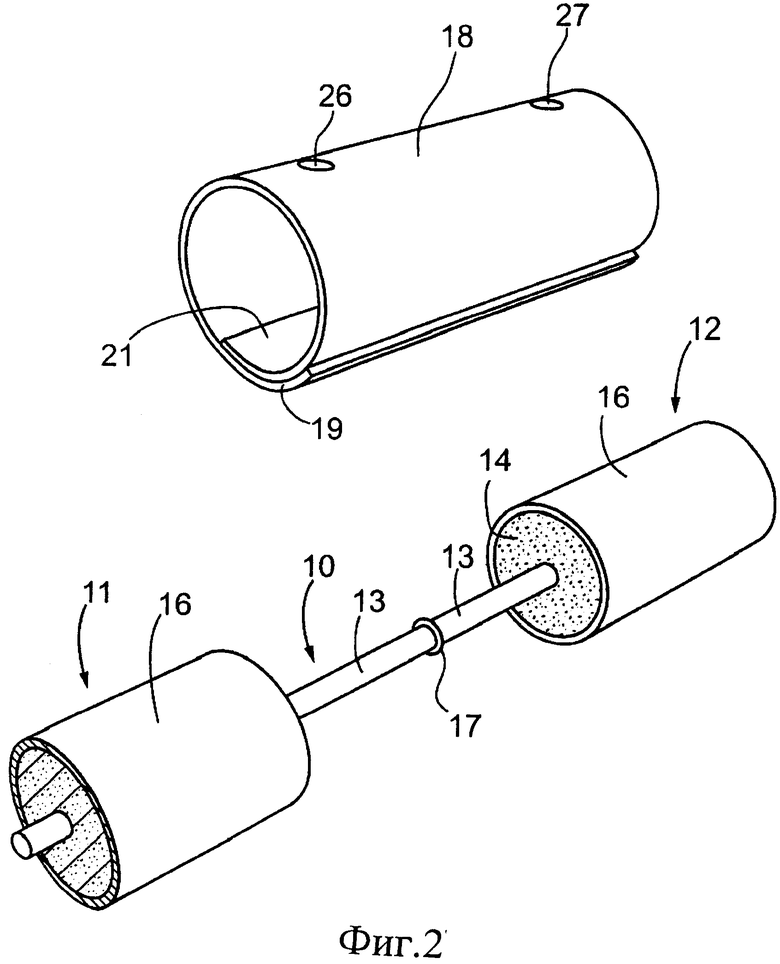
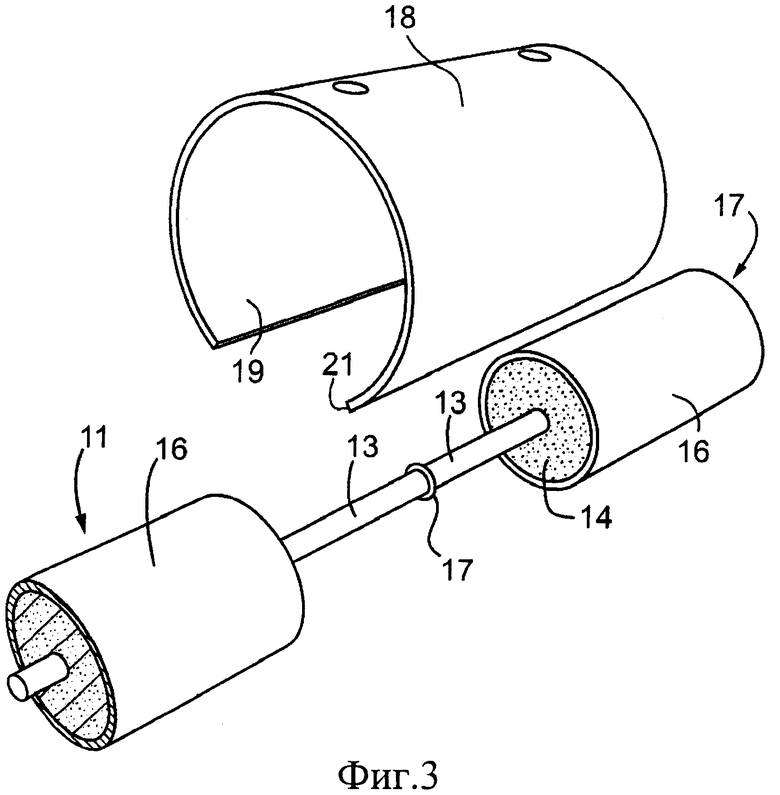
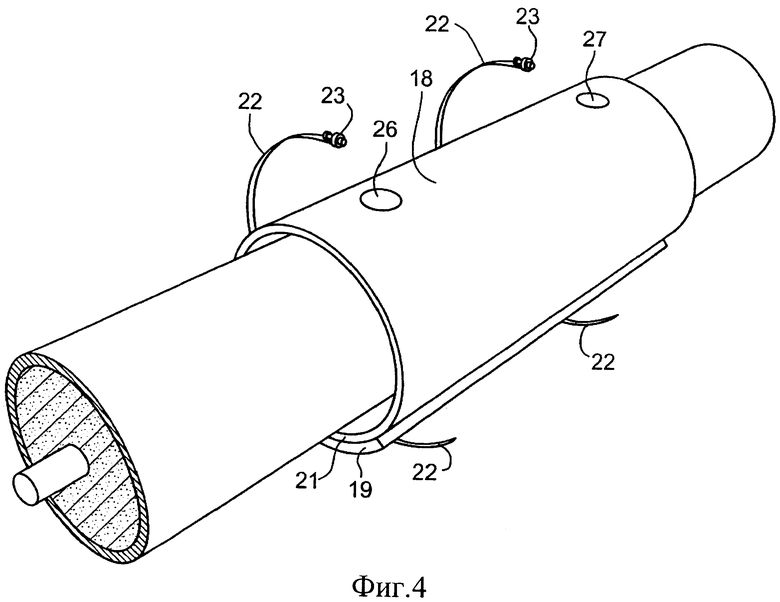
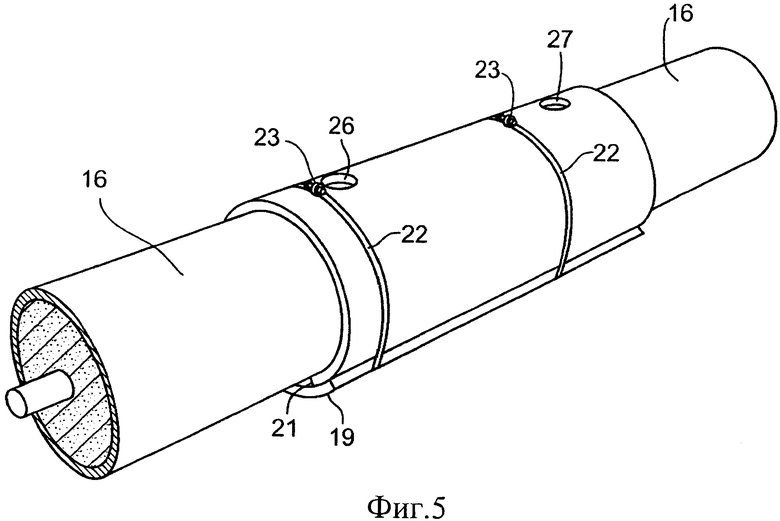
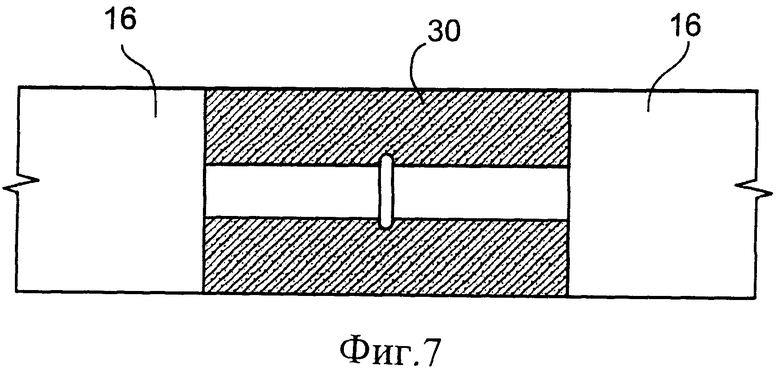
на Фиг.2-5 представлены виды в перспективе, а на Фиг.6-8 представлены схематические виды сбоку, частично в поперечном сечении, иллюстрирующие стадии образования изолирующего заполнения пеной в полости, в соответствии с одним из воплощений изобретения;
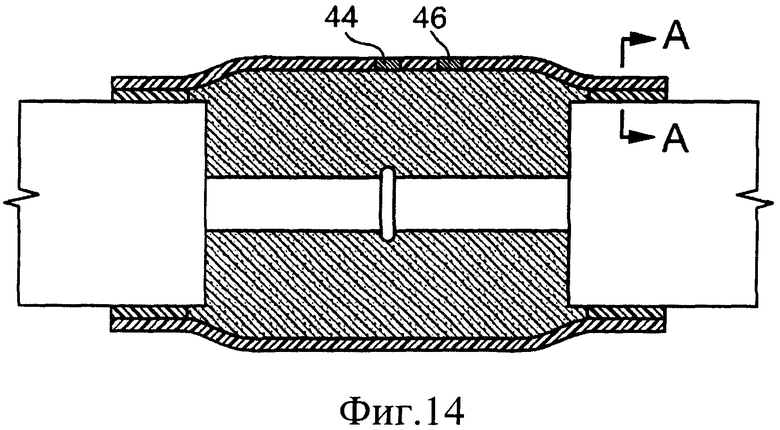
на Фиг.9-14 представлены схематические виды сбоку, частично в поперечном сечении, демонстрирующие стадии образования заполнения пеной в такой полости в соответствии со вторым воплощением изобретения;
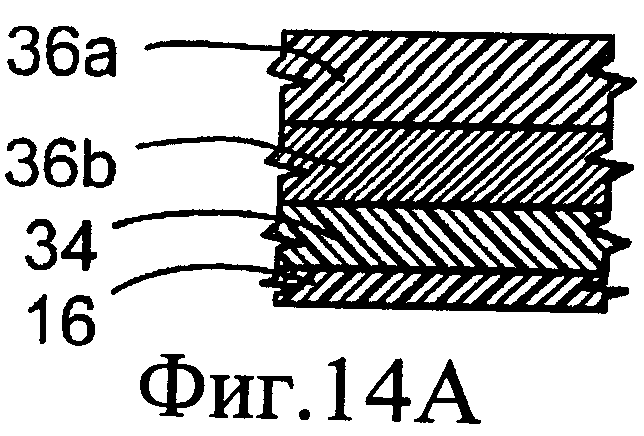
На Фиг.14А представлено поперечное сечение, взятое по лини A-A на Фиг.14, и
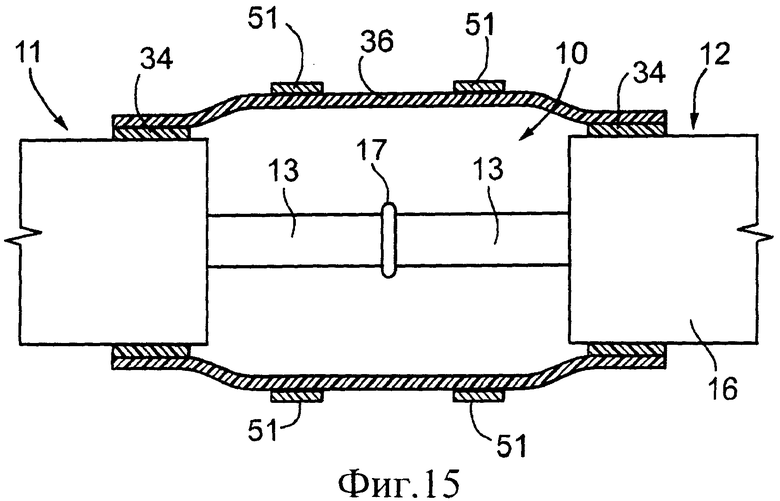
На Фиг.15 представлен схематический вид сбоку, частично в поперечном сечении, демонстрирующий третье воплощение структуры, устойчивой к вздутию, в соответствии с изобретением.
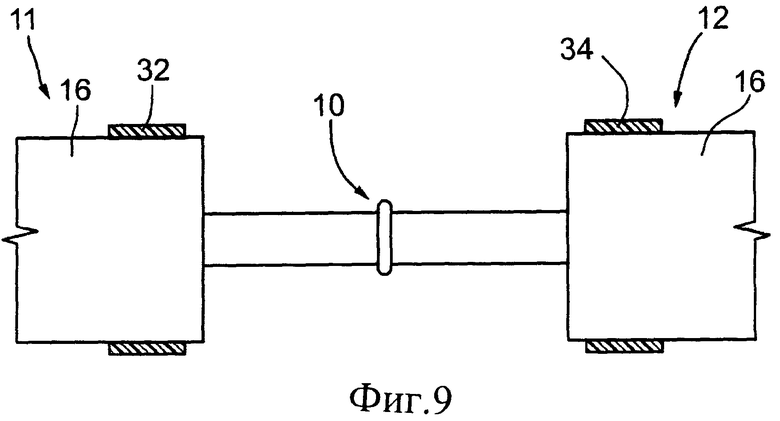
На Фиг.1 представлена полость 10 между соседними концами отрезков 11 и 12 трубопровода, каждый из которых включает трубу 13, изоляционный материал 14 и цилиндрическую обшивку 16 трубы, обычно из полимерного материала.
Концы труб 13 остаются оголенными, что позволяет сваривать концы в точке 17.
В одном из воплощений настоящего изобретения упругий гибкий лист 18 в виде рулона используют, как показано на Фиг.2.
В воплощении, описанном ниже относительно Фиг.2-8, материал 30 изоляционной пены сформирован в контакте с внутренней поверхностью листа 18, который служит в качестве формообразующего листа.
Как показано на Фиг.2 в свободном положении, лист 18 образует цилиндрический рулон. В одном из предпочтительных воплощений настоящего способа, как показано на Фиг.3, лист 18 частично раскручен и опущен относительно соединения и, как показано на Фиг.3 и 4, он расположен в положении охватывающем по окружности соединение. Лист 18 выбирают так, что его ширина обеспечивает такую аксиальную длину, что его стороны перекрывают соседние концы обшивки 16 трубы, как показано на Фиг.6.
В предпочтительном воплощении изобретения упругий лист 18 выбирают так, что в свободном состоянии, как видно на Фиг.2, его диаметр меньше, чем диаметр обшивки 16, тогда как его окружная длина такова, что в закрепленном состоянии, как показано на Фиг.4, концы 19 и 21 наложены друг на друга, при этом лист 18 находится в состоянии упругого расширения. В таких условиях реакция упругости вызывает сильное сжатие листа 18 вокруг соседних концов обшивки 16 и он удерживается в этом положении из-за равнодействующей силы трения. Следует понимать, что фрикционное сцепление в значительной степени обеспечивает расположение листа 18 вокруг полости 10 для образования формы.
Хотя могут быть использованы другие подобные упруго-гибкие листовые материалы в виде рулона, в одном из предпочтительных воплощений изобретения упруго-гибкий лист 18 в виде рулона представляет собой армированный волокном пластмассовый лист, такой как выпускаемый фирмой Clock Spring Company, Long Beach, California.
Предпочтительные волокна, используемые для образования композиционного упругого армированного волокном пластмассового листа 18, имеют модуль упругости Юнга по меньшей мере 50 ГПа. Такие волокна включают стекловолокно, арамидное волокно (например, Кевлар (торговая марка), выпускаемый Dupont), углеродные волокна и стальные волокна. Смолы, используемые при изготовлении композита, могут включать эпоксидные, сложнополиэфирные, полиуретановые, фенольные, нейлоны и другие, известные специалистам в данной области техники.
Например, может быть использован лист на основе эпоксидной смолы, наполненный стекловолокном. Такой лист обычно обеспечивает модуль Юнга 10 ГПа (при измерении по стандарту ASTM D638). В качестве дополнительного примера может быть использован лист на основе эпоксидной смолы, наполненный однонаправленным стекловолокном. Такой лист обеспечивает модуль Юнга более 20 ГПа (стандарт ASTM D638).
Как видно из Фиг.4 и 5, фиксирующие элементы в виде обвязочных лент 22 накладывают на лист 18, как показано на Фиг.4 и 5. В данном примере обвязочные ленты 22 проходят по окружности формообразующего листа 18 и их концы снабжены взаимно зацепляющимися натяжными элементами 23, позволяющими натягивать обвязочные ленты 22 с помощью регулировки натяжных устройств 23. Могут быть использованы различные виды натяжных устройств. Натяжение обвязочных лент 22 противодействует любой тенденции разделяющего перемещения в продольном направлении наложенных друг на друга концов 19 и 21 при расширении при последующем введении заполнения.
Лист 18 снабжен отверстиями 26 и 27 для заполнения и вентиляции. При использовании способа заполнения пеной, который сама по себе является традиционным, как показано на Фиг.6, жидкий предшественник 29 пенообразующей отверждаемой полимерной композиции вводят через отверстие 26 для заполнения. Может быть введена воронка 28 через отверстие 26, чтобы способствовать размещению предшественника 29 внутри полости 10. Жидкий предшественник 29 может быть, например, двухкомпонентной уретановой пенной композицией, компоненты которой смешивают незадолго перед введением ее через отверстие 26. Жидкий предшественник 29 расширяется внутри полости и отверждается с образованием жесткого пенного заполнения 30. После того, как композиция полностью вспенена и отверждена, обвязочные ленты 22 удаляют и лист 18 снимают, открывая вспененное и отвержденное заполнение 30 в виде кольцеобразного тела с диаметром, по существу близким или равным диаметру обшивки 16 трубы.
Предпочтительно, чтобы изнутри формообразующий лист 18 был покрыт разделительным составом, чтобы лист 18 быстро легко отделялся от пенного заполнения 30. Данное покрытие может быть обеспечено, например, с помощью кремнийсодержащего распыляемого антиадгезионного покрытия или наносимой кистью композиции на основе карнаубского воска. Альтернативно лист 18 может быть покрыт листом антиадгезионного материала, например вощеной бумагой или полиолефином, например полиолефиновой пленкой, покрытой кремнийорганическим соединением.
Резиновую уплотнительную ленту можно наложить по окружности поверх обшивки 16 трубы, прилегающей к полости, и под формообразующим листом 18, чтобы предотвратить утечку пены из полости в ходе расширения.
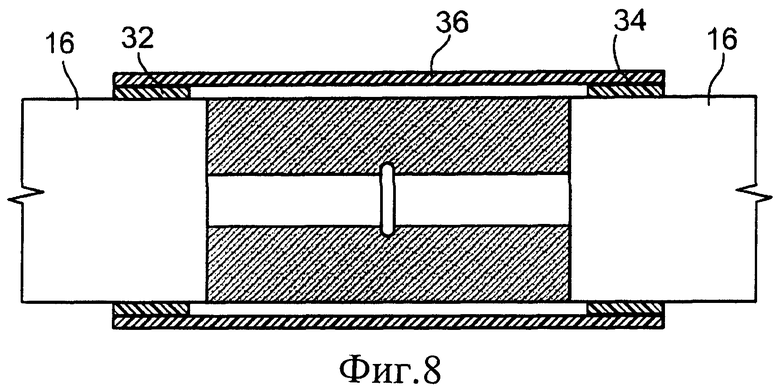
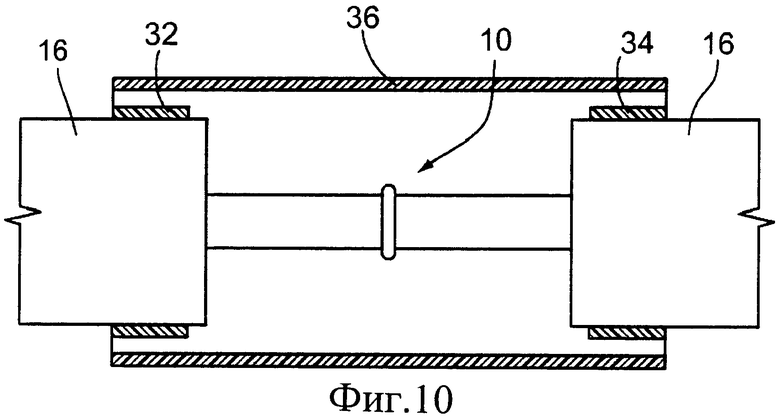
В предпочтительном воплощении изобретения пенное заполнение 30 герметизируют для водонепроницаемости путем нанесения лент клеевого герметика 34 вокруг концов обшивки 16 трубы, и нанесением термоусадочной полимерной оболочки 36 поверх лент 32 и 34 герметика, как показано на Фиг.8, и нагреванием по меньшей мере краев оболочки 36, лежащих поверх лент 32 и 34 герметика, чтобы вызвать термическую усадку оболочки 36 с получением прочного герметичного соединения с лентами 32 и 34 клеевого герметика и с прилегающими областями обшивки 16 трубы. В некоторых примерах можно обеспечить термоусадку всей оболочки 36 поверх соединения.
Второе предпочтительное воплощение описано далее со ссылками на Фиг.9-14А.
Элементы, подобные элементам, используемым в последовательности операций, описанной выше со ссылками на Фиг.1-8, обозначены такими же номерами позиций для удобства описания.
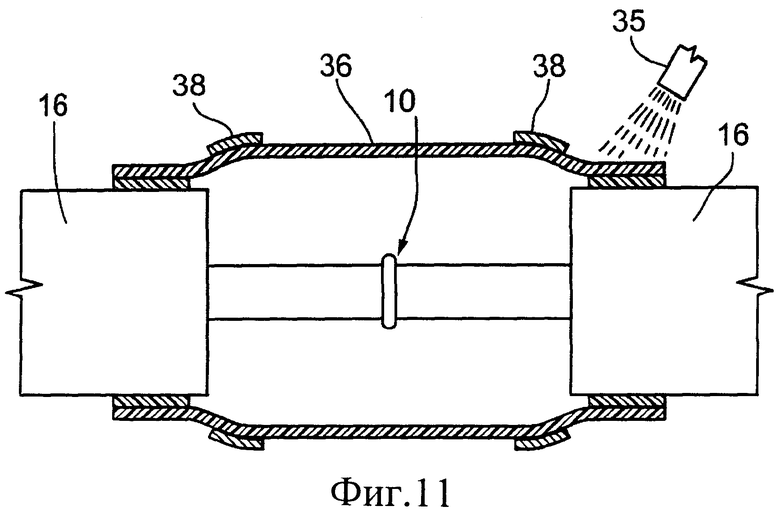
Однако в этом примере ленты 32 и 34 клеевого герметика и термоусадочную оболочку 36 наносят перед наложением формообразующего листа 18, и материал 30 пенной изоляции формируют при контакте с внутренней поверхностью оболочки 36. Более того, лист 18 в этом примере действует как гибкий растягиваемый элемент, противостоящий вздутию оболочки 36 трубы при расширении предшественника 29 пены.
Чтобы предотвратить тенденцию оболочки 36 к просадке внутрь полости 10, теплозащитные ленты 38, например теплоизолирующие ленты с высокой термостойкостью, такие как тканые ленты на основе стекловолокна, наносят вокруг оболочки 36 аксиально внутри относительно соседних краев обшивки 16 трубы. Затем обеспечивают термоусадку оболочки 36 с получением прочного герметичного соединения с лентами 32, 34 герметика и с краями обшивки 16, как показано на Фиг.11, например, применяя газовую сварочную горелку по краям оболочки 36.
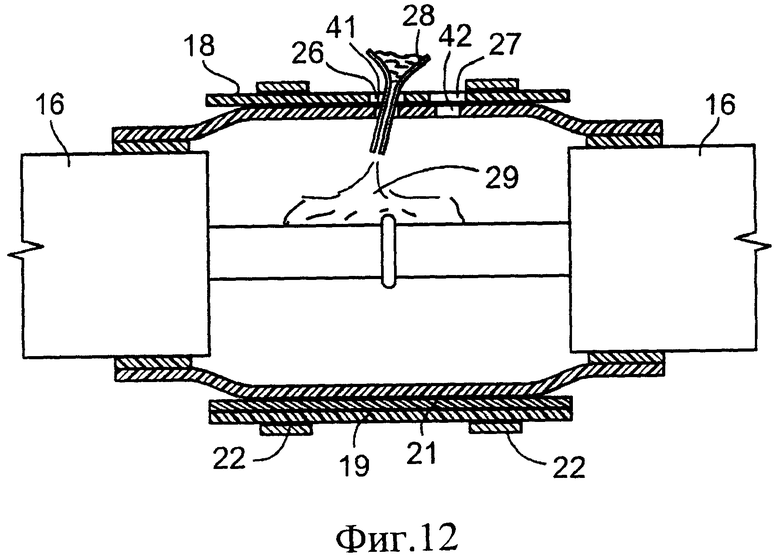
Перед или после усадки сквозь стенку оболочки 36 проделывают отверстия 41 и 42 для заполнения и вентиляции, например сверлением стенки. Эти отверстия 41 и 42 расположены в совмещении с отверстиями 26 и 27 для заполнения и вентиляции, соответственно, в устанавливаемом впоследствии листе 18.
Далее последовательность операций соответствует той, которая описана выше со ссылками на Фиг.2-8, за исключением того, что лист 18 накладывают на внешнюю поверхность оболочки 36.
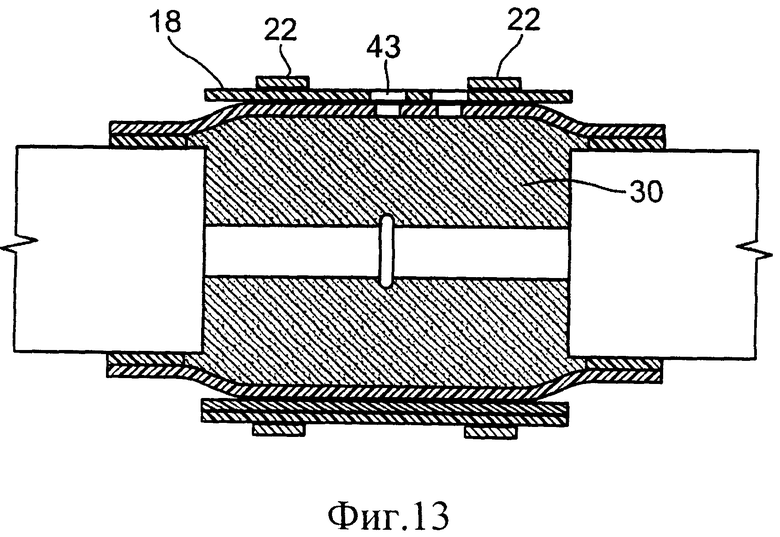
При необходимости, после введения достаточного количества предшественника 29 пены через отверстие 41 для заполнения вставляют временную пробку 43 для пены в качестве запирающего устройства внутри отверстия 41, чтобы поддерживать заполнение пеной полости 10 внутри оболочки 36 без излишней утечки пены через отверстие 41 для заполнения.
После полного формирования пены, заполнения полости 10 внутри оболочки 36 и отверждения, обвязочные ленты 22 и лист 18 удаляют. Временную пробку 43 для пены извлекают и в отверстия 41 и 42 для заполнения и вентиляции вставляют полимерные пробки 44 и 46, соответственно, и приваривают по месту для герметизации оболочки 36 с обеспечением водонепроницаемости.
В предпочтительном воплощении изобретения для облегчения приваривания пробок 44 и 46 к сшитой оболочке 36 оболочка может быть сформирована со стенкой, содержащей внешний и внутренний слои 36а и 36b, причем внутренний слой 36b не является сшитым или сшит с меньшей степенью сшивки, чем внешний слой 36а, который может быть сшитым в значительно большей степени, так что полимерные пробки 44 и 46а быстро свариваются с областями 36b, граничащими с отверстиями 41 и 42, образованными в оболочке 36. Такая двухслойная структура для стенки оболочки 36 может быть обеспечена посредством совместного ламинирования листов материалов 36а и 36b с образованием композиционного листа, и образования трубчатого рукава из композиционного листа традиционным способом.
В примерах, описанных выше, оболочка 36 может иметь толщину стенки, постоянную по ширине рукава. Однако, при необходимости, может быть использована оболочка, у которой средняя часть имеет большую толщину стенки, чем на концах, как описано в указанном выше US 6355318. Описание патента US 6355318 включено в данную заявку посредством ссылки. Большая толщина стенки средней области позволяет снизить склонность оболочки к просадке внутрь полости 10 при нагревании концов оболочки, как описано выше со ссылками на Фиг.11. Это устраняет необходимость использования теплозащитных лент 38 для предотвращения просадки оболочки в полость 10.
Как отмечено выше, лист 18 в описанной выше последовательности операций позволяет, при необходимости, использовать относительно тонкостенную оболочку 36, поскольку не нужно, чтобы оболочка сама по себе выдерживала давление расширяющейся пены в ходе формирования и отверждения пленки внутри полости 10. Эту функцию выдерживания давления пены выполняет лист 18.
Например, согласно известным ранее способам в случае большого диаметра соединения изолированного трубопровода с внешним диаметром обивки 16, составляющим 1000 мм, необходимо было использовать оболочку, подобную оболочке 36, представленной на Фиг.10, с толщиной стенки более приблизительно 12 мм, во избежание вздутия. В подобных обстоятельствах, используя способ по одному из аспектов изобретения, как описано выше со ссылками на Фиг.9-14а, применяли оболочку 36 с толщиной стенки 6 мм на соединении 1000 мм. Использовали лист 18, препятствующий вздутию, включающий армированную стекловолокном эпоксидную смолу. Пенный заполнитель 30, включающий пенополиуретан, сформированный из двухкомпонентной уретановой вспениваемой композиции, компоненты которой смешанны для обеспечения жидкого предшественника 29. После того, как предшественник 29 был полностью сформирован и отвержден, было установлено, что оболочка расширилась менее, чем на 2%, без визуально различимого вздутия.
Хотя листовые материалы на основе армированной волокном пластмассы были описаны в качестве примеров одного из видов листового материала 18, обеспечивающего достаточный предел прочности на разрыв, чтобы выдерживать давление пены и избежать склонности к возникновению вздутия, конечно могут использоваться другие материалы, выполняющие данные функции. Например, формообразующий лист может быть металлическим листом. Например, может быть использован алюминиевый лист, обычно с модулем Юнга 69 ГПа. Еще один пример материала, равноценного по эффективности описанному выше листу на основе армированной волокном пластмассы или металлическому листу, включает гибкие тканые листы, сформированные из волокон с высокой прочностью на растяжение, таких как параарамидные волокна (торговая марка Кевлар) или стекловолокно с высокой прочностью на растяжение.
Такие металлические листы и тканые листы используют таким же образом, как формообразующие листы 18, как описано выше со ссылками на Фиг.1-14, за исключением того, что в случае, когда листы не находятся в виде упругого рулона, их необходимо поддерживать после оборачивания вокруг полости 10 до закрепления по месту с помощью обвязочных лент 22.
Вместо наложения листа 18, препятствующего вздутию, вокруг оболочки 36, как описано выше со ссылками на Фиг.9-14а, в еще одном воплощении как представлено, например, на Фиг.15, гибкие растягиваемые элементы, в виде обвязочных лент 51, обеспечивают вокруг оболочки. В остальном последовательность операций аналогична описанной выше со ссылками на Фиг.9-14а. Обвязочные ленты 51 натягивают, используют традиционное натяжное устройство, так что они плотно зацепляются вокруг оболочки 36 перед введением предшественника 29 пенного заполнения.
Обвязочные ленты 51 могут быть, например, традиционными полипропиленовыми или нейлоновыми ткаными обвязочными лентами, ткаными, например из комплексной нити.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ РЕМОНТА ТРУБ | 2008 |
|
RU2438065C2 |
| ОТВЕРЖДАЕМЫЙ НА МЕСТЕ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ С ПРОДОЛЬНЫМ АРМИРОВАНИЕМ | 2004 |
|
RU2362678C2 |
| ПРОДОЛЬНО АРМИРОВАННАЯ ОТВЕРЖДАЕМАЯ НА МЕСТЕ ФУТЕРОВКА И АРМИРОВАННОЕ ПОКРЫТИЕ | 2006 |
|
RU2419021C2 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ СЕКЦИИ ТРУБЫ ДЛЯ ТРУБОПРОВОДОВ И СЕКЦИЯ ТРУБЫ | 2017 |
|
RU2730193C2 |
| СПОСОБ РЕМОНТА УЧАСТКА ТРУБЫ, СПОСОБ РЕМОНТА ТРУБЫ, СПОСОБ РЕМОНТА ОБЪЕКТА, СИСТЕМА ДЛЯ РЕМОНТА ТРУБЫ И ОТРЕМОНТИРОВАННАЯ ТРУБА (ВАРИАНТЫ) | 2005 |
|
RU2380606C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2488486C1 |
| СПОСОБ И УСТРОЙСТВО ЗАДЕЛКИ ПРОБОИНЫ КОРПУСА ДВУХКОРПУСНОГО ПОДВОДНОГО ОБЪЕКТА | 2011 |
|
RU2470824C1 |
| ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ТРУБОПРОВОДОВ | 2003 |
|
RU2317474C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДЪЕМА ЗАТОНУВШИХ СУДОВ | 2001 |
|
RU2217350C2 |
Группа изобретений относится к способу заполнения пеной полости в соединении между изолированными отрезками трубы (варианты). Способ осуществляется путем обертывания формообразующего листа из армированной волокном пластмассы вокруг полости или наложения оболочки вокруг полости. Формообразующий лист имеет защитные элементы, обеспеченные на формообразующем листе для предохранения от разделяющего перемещения краев формообразующего листа. Оболочка имеет один или более гибкие растягиваемые элементы, обмотанные вокруг оболочки, для предотвращения вздутия оболочки. Предохранение происходит при расширении пенного заполнения, введенного в форму или в оболочку. Технический результат, достигаемый при использовании способа по изобретению, заключается в обеспечении превосходного сопротивления вздутию при относительно небольшой массе формообразующего листа. 2 н. и 9 з.п. ф-лы, 16 ил.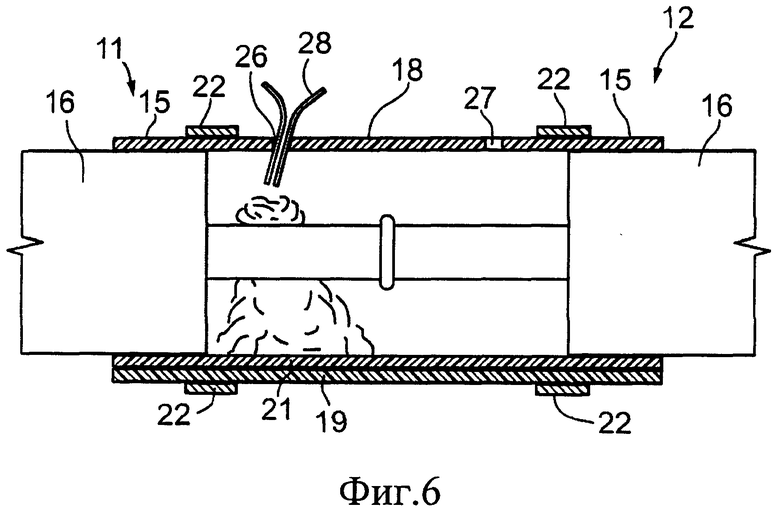
1. Способ заполнения пеной полости в соединении между изолированными отрезками труб, включающий оборачивание вокруг полости формообразующего листа, включающего армированный волокном пластмассовый лист с перекрывающимися противоположными концами, с образованием цилиндрической формы; введение отверждаемого предшественника пены в указанную полость; причем формообразующий лист имеет прочность на растяжение, которая выдерживает вздутие пенного заполнения при его расширении из отверждаемого предшественника пены; установку защитных элементов на форму для предотвращения разделяющего перемещения по окружности наложенных друг на друга концов при расширении заполнения; обеспечение вспенивания и отверждения указанного предшественника, удаление указанных защитных элементов и указанного формообразующего листа и последующее наложение оболочки вокруг отвержденной пены, где оболочка включает внутренний слой и внешний слой и внутренний слой не является сшитым или является сшитым с более низкой степенью, чем внешний слой.
2. Способ по п.1, в котором указанная пена образуется в контакте со внутренней поверхностью формообразующего листа.
3. Способ по п.1, в котором указанная оболочка является по меньшей мере частично термоусадочной, и способ включает усадку по меньшей мере частей указанной оболочки с обеспечением прочного контакта с изолированными отрезками трубы, прилегающими к соединению.
4. Способ заполнения пеной полости в соединении между изолированными отрезками труб, включающий наложение оболочки вокруг полости, оборачивание по меньшей мере одного гибкого растягиваемого элемента вокруг оболочки; введение отверждаемого предшественника пены в указанную полость через отверстие в оболочке; обеспечение вспенивания и отверждения указанного предшественника; причем гибкий элемент имеет прочность на растяжение, которая выдерживает вздутие оболочки при расширении пенного заполнения из отверждаемого предшественника пены; включающий стадию установки защитного элемента на гибкий элемент для противодействия растяжению в обхвате гибкого элемента при расширении заполнения, и удаление указанного гибкого элемента и указанного защитного элемента, где указанная оболочка включает внутренний слой и внешний слой и внутренний слой не является сшитым или является сшитым с более низкой степенью, чем внешний слой.
5. Способ по п.4, в котором указанная оболочка является по меньшей мере частично термоусадочной, и способ включает усадку по меньшей мере частей указанной оболочки с обеспечением прочного контакта с изолированными отрезками трубы, прилегающими к соединению.
6. Способ по п.4, в котором указанный по меньшей мере один гибкий элемент включает по меньшей мере две обвязочные ленты.
7. Способ по п.4, в котором указанный по меньшей мере один гибкий элемент представляет собой гибкий лист с перекрывающимися противоположными концами.
8. Способ по п.7, в которой указанный гибкий лист представляет собой армированный волокном пластмассовый лист, включающий упруго-гибкий рулон.
9. Способ по п.7, в котором указанный гибкий лист представляет собой металлический лист.
10. Способ по п.7, в котором указанный гибкий лист представляет собой гибкий тканый лист, включающий волокна с высокой прочностью на растяжение.
11. Способ по п.10, в котором указанные волокна представляют собой параарамидные волокна или стекловолокно.
| US 6355318 B1,12.03.2002 | |||
| US 4746147 A,24.05.1988 | |||
| Статор электрической машины с жидкостным охлаждением | 1983 |
|
SU1176418A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для нанесения на трубу теплои гидроизоляции | 1974 |
|
SU553391A1 |

