Изобретение относится в целом к ремонту труб. Более точно, изобретение относится к технологиям эффективного ремонта трубы посредством армированного волокнами полимерного материала.
Данный раздел предназначен для введения читателя в различные аспекты области техники, которая может быть связана с различными аспектами настоящего изобретения, которые описаны и/или заявлены ниже. Полагают, что данное рассмотрение будет полезным при предоставлении читателю информации о предшествующем уровне техники для облегчения лучшего понимания различных аспектов настоящего изобретения. Соответственно следует понимать, что данные утверждения следует воспринимать в данном свете, а не как признания предшествующего уровня техники правильным.
Системы труб используются повсеместно в современном обществе. Системы труб можно обнаружить в широком ряду применений в бытовой, коммерческой и промышленной сфере. Например, системы труб могут быть использованы в распределительных сетях, технологических процессах, транспортировке химических/нефтехимических продуктов, при передаче энергии, в водопроводных системах, системах нагрева и охлаждения, канализационных системах, а также при утилизации израсходованных химикатов/соединений, таких как выбросы использованных химикатов, загрязненная вода и так далее. При эксплуатации системы труб, находящиеся внутри объектов и простирающиеся на более длинные расстояния, могут служить для сбора, распределения и транспортировки воды, пара, химикатов, нефтехимических продуктов, сырой нефти, природного газа и множества других разных жидкостей, газов и компонентов.
Системы труб, такие как трубопроводы, могут обеспечить транспортировку энергоносителей, перенос энергии и химических/нефтехимических компонентов клиентам в промышленности, к производственным участкам, химическим комплексам и мощностям по переработке нефти, торговым объектам, государственным учреждениям, потребителям и так далее. Несомненно, трубопроводы (например, транспортные трубопроводы) сыграли положительную роль в повышении производительности при доставке ресурсов. Действительно, мировые экономики зависят от способности трубопроводов транспортировать исходное сырье и продукты разнообразному ряду клиентов и конечных потребителей.
Строительство трубопроводов (например, газопроводов или трубопроводов для жидкой нефти) в наибольших объемах имело место 30-40 лет назад, при этом большинство этих трубопроводов, включая многие, построенные перед Второй мировой войной, по-прежнему эксплуатируются. Вследствие их возраста сохранение целостности стареющих трубопроводных инфраструктур является дорогостоящим. Ежегодные затраты, относимые на счет уменьшения коррозии трубопроводов и других повреждений трубопроводов, потенциальных повреждений и аномалий, исчисляются в миллиардах долларов. Экономические соображения, связанные с ремонтом трубопроводов, могут включать факторы, связанные с затратами труда, материалов, необходимым оборудованием, наличным капиталом, экономической отдачей, сроком службы после ремонта, временем простоя трубопровода и так далее. Как ожидается, экономика ремонта трубопроводов может оказывать значительное влияние на эффективность трубопроводов.
Поломки и повреждения труб могут быть вызваны механическими повреждениями, коррозией, эрозией, поврежденными покрытиями, выходом изоляции из строя, неблагоприятными условиями эксплуатации, погодой и так далее. Внутренняя эрозия, например, может происходить вследствие прохода содержимого по трубопроводу. Подобная эрозия может быть усилена вследствие центробежных сил, связанных с изменениями направления проточного канала. Что касается коррозии, то наружная поверхность труб может подвергаться воздействию коррозионного грунта или надземных коррозионно-активных сред, а внутренняя поверхность труб может подвергаться воздействию коррозионного содержимого. Важно то, что эрозия, коррозия и другие повреждения могут вызвать уменьшение толщины трубы и, таким образом, уменьшение расчетного давления или способности трубы или трубопровода выдерживать давление. Соответственно производственный и ремонтный персонал трубопроводных компаний (например, компаний, занимающихся транспортировкой газа) может определить, должно ли быть устранено повреждение или отремонтирована зона потенциального повреждения, обнаруженная в трубопроводе, должен ли быть заменен отрезок трубы или же эксплуатация трубопровода должна быть прекращена.
При оценке решений, связанных с ремонтом, владельцы трубопроводов и поставщики услуг, как правило, принимают во внимание время простоя трубопровода, технические описания труб, зону трубы, подлежащую ремонту, условия заглубления, надземную среду, содержимое системы труб или трубопровода, условия эксплуатации трубопровода и тому подобное. Само собой разумеется, владельцы трубопроводов и поставщики услуг должны учитывать регулятивные ограничения, соответствующие промышленные стандарты, рекомендации производителей и так далее. Кроме того, выбранный, в конце концов, подход к эксплуатации может предусматривать устранение утечки или другого повреждения или предупредительный ремонт зоны трубы до поломки (например, утечки, разрушения и т.д.) трубопровода. В завершение, с целью поддержания целостности трубопровода при одновременном учете затрат, факторов окружающей среды, регулятивных ограничений и так далее, владельцы трубопроводов и поставщики услуг, как правило, оценивают техническое обслуживание, замену и ремонт систем труб/трубопроводов на основе доступных технических альтернатив и экономического воздействия данных альтернатив. В случае ремонта в наличии имеется ряд технологий, способов применения и материалов.
В обычных технологиях ремонта используются металлические рубашки (муфты), которые размещают вокруг отрезка трубы для упрочнения трубы. Как приварные муфты, так и непривариваемые (механические) муфты могут быть установлены на трубах с различными длинами и диаметрами для устранения течей и других повреждений в трубах. Кроме того, муфты могут обеспечить предупредительное устранение потенциальных поломок труб, упрочнение зон труб с внутренней и внешней коррозией, повышение расчетного давления в системе труб и так далее. Обычно общепризнанные технологии, связанные с использованием муфт, независимо от того, используются ли муфты, привариваемые на месте вокруг трубы, или используются муфты, механически прикрепляемые к трубе без сварки, обеспечивают преимущество, заключающееся в том, что они являются известными способами ремонта в данной отрасли. При ремонте трубопроводов владельцы, инженеры и квалифицированные рабочие привыкли работать с приварными фитингами для приварных муфт, а также с механическими устройствами и зажимами для непривариваемых муфт. К сожалению, подготовка персонала для обучения соответствующим механическим способам и способам сварки с целью обеспечения надлежащей установки муфт является дорогостоящей. Кроме того, ремонт трубопроводов с использованием непривариваемых и приварных муфт может привести к охрупчиванию и остаточным напряжениям в месте ремонта на трубопроводе.
В случае приварных муфт муфты могут быть приварены вокруг трубы, подлежащей ремонту, при этом они охватывают участок трубы, подлежащий упрочнению. Сопрягаемые края половин муфты могут быть приварены друг к другу, а концы установленной муфты могут быть приварены к трубе для обеспечения герметизации и крепления приварной муфты к трубе. Следует подчеркнуть, что множество разных конфигураций при сварке, отличных от используемой в концептуальном подходе, описанном выше, могут быть использованы при установке приварной муфты. Затраты, связанные с ремонтами с применением сварки, включая ремонты с применением приварных муфт (например, на транспортных трубопроводах высокого давления), могут быть отнесены на счет привлечения высококвалифицированных сварщиков, прекращения работы трубопровода и удаления запасов транспортируемого материала из трубопровода, а также прекращения работы взаимодействующего производственного оборудования, прекращения выполнения технологических процессов на химических/нефтехимических предприятиях и так далее.
Как правило, с точки зрения эксплуатационных затрат желательно выполнять ремонт труб, когда трубопровод остается в эксплуатации, в результате чего устраняется дорогостоящий простой. Технологии ремонта, которые позволяют, например, избежать сварки или резки трубы, могут сделать возможным поддержание трубопровода в состоянии эксплуатации во время ремонта и, следовательно, избежание затрат, связанных с прекращением эксплуатации трубопровода. Следует подчеркнуть, что прекращение работы трубопровода для выполнения ремонта потенциально может привести к вынужденному прекращению работы оборудования, используемого при добыче и переработке, результатом чего являются уменьшение объема производства, уменьшение объема продаж, затраты, связанные с прекращением работы и запуском, и так далее.
Непривариваемые муфты направлены на решение данной проблемы, поскольку они обычно не требуют сварки или резки. Непривариваемые упрочняющие муфты механически присоединяют к участку трубы, подлежащему ремонту. Другими словами, данные непривариваемые муфты (также называемые механическими гильзами) могут быть установлены и прикреплены к трубе посредством зажимов, болтов и так далее. К сожалению, применение непривариваемых муфт может потребовать использования необычных механических способов для соответствующего надежного выполнения ремонта и обеспечения расчетного давления в трубе и, таким образом, это может быть более трудоемким и сложным, чем технологии сварки. В результате ремонт труб с применением непривариваемых муфт может быть более дорогостоящим, чем ремонт с применением приварных муфт. Однако ремонт с применением непривариваемых муфт предпочтительно обеспечивает возможность избежать сварки при ремонте на месте, например, в зонах, где находятся трубопроводы, и в зонах выполнения химических/нефтехимических процессов. Кроме того, как было указано, способы без применения сварки, как правило, обеспечивают возможность непрерывной работы трубопровода. С другой стороны, при определенных конфигурациях непривариваемых (механических) муфт трубопровод может быть освобожден от запаса вещества в нем, если значительное механическое усилие должно быть приложено к трубе или вследствие других факторов во время установки непривариваемой муфты.
К сожалению, особый случай ремонта колен трубопроводов, тройников трубопроводов, изогнутых частей трубопроводов и так далее создает проблемы как в случае приварных муфт, так и в случае механических (непривариваемых) муфт вследствие трудности установки жесткой металлической муфты вокруг изогнутой части трубы, подлежащей ремонту. Кроме того, существует возможность того, что жесткие металлические муфты не смогут обеспечить надлежащий контакт на изогнутых участках трубопроводов и, таким образом, не смогут обеспечить упрочнение мест с напряжениями, которые, как правило, имеются на изогнутых участках трубопроводов. Кроме того, могут возникнуть трудности при обеспечении соответствующего согласования радиусов кривизны наружной металлической муфты и колена или изогнутой части трубопровода. Для избежания данных проблем при установке муфт на изогнутых участках трубопроводов сварной присадочный металл (вместо муфты) может быть осажден на изогнутом участке (то есть в полости аномалии), но подобные ремонты с применением сварочного присадочного металла, как правило, пригодны только для ограниченных диапазонов рабочих давлений в трубопроводах и толщин стенок трубопроводов.
Как можно видеть из рассмотрения в вышеприведенных абзацах, в случае применения приварных и непривариваемых (механических) муфт существует множество разных сложных проблем. В целом эти общепризнанные технологии применения упрочняющих муфт, независимо от того, являются ли муфты приварными или непривариваемыми, имеют тенденцию быть дорогостоящими, требуют использования высококвалифицированной рабочей силы, приводят к увеличенным напряжениям в трубах и увеличивают потребность в прерывании эксплуатации трубопроводов. Существует необходимость в усовершенствованных способах ремонта труб.
В ответ на проблемы и вызовы, связанные с традиционными подходами с применением приварных и непривариваемых муфт при ремонте как прямых труб, так и колен труб, появились новые технологии, которые предусматривают нанесение покрытий и применение высокопрочных пластиков, пластиков, армированных волокнами, композиционных материалов и тому подобного. Подобные ремонты с применением полимеров могут обеспечить снижение затрат и обеспечить меньшее охрупчивание и остаточные напряжения, чем при применении обычных приварных и механических муфт. Кроме того, полимерные композиционные материалы, например, обычно не окисляются и, следовательно, могут обеспечить замедление дальнейшей наружной коррозии обработанного участка трубопровода. Кроме того, в результате растущего применения систем с использованием композиционных материалов для ремонта, в особенности в отрасли, связанной с транспортировкой нефти и газа, Американское общество инженеров-механиков (ASME) в настоящее время находится в процессе установления стандартов для технологии с применением неметаллических оберток, включая разработку нового стандарта ремонта после строительства. В настоящее время относительно новый стандарт Американского общества инженеров-механиков (ASME PCC-2) определяет, что ряд свойств материалов в системах для ремонта должен быть определен и оценен.
Следует отметить, что смола сама по себе (без армирующих материалов), как правило, не обеспечивает надлежащей прочности для ремонта труб, в особенности при ремонте трубопроводов среднего и высокого давления. Соответственно обычно системы для ремонта с применением полимеров основаны на материале, представляющем собой матричный компонент композиционного материала, с эпоксидными материалами и другими смолами, который создает монолитную структуру вокруг поврежденной трубы. Как правило, множество разных волокон, полимеров, смол, форполимеров, клеев и других компонентов могут быть использованы для образования структуры из композиционного материала вокруг поврежденного участка трубы. В частности, в системах для ремонта с применением композиционных материалов, как правило, используются стекловолокна, и данные системы обеспечивают возможность уменьшения затрат на ремонт корродированных труб за счет избежания дорогостоящих механических муфт, сварки и простоя.
Однако, как рассмотрено ниже, изготовление данных систем для ремонта с применением композиционных материалов имеет тенденцию быть трудоемким. Например, каждый слой волокон смачивают капающей смолой перед охватыванием трубы волокном (перед намоткой волокна вокруг трубы). Несколько слоев волокон и смолы (также называемой здесь полимером) методично накладывают вручную по одному слою за раз, при этом волокна медленно и тщательно предварительно смачивают смолой перед наложением каждого слоя волокон. Например, волокно (например, волокнистую ленту) можно протянуть через ванну полимера (например, эпоксидной смолы) по мере наложения волокна на трубу, представляющего собой трудоемкий процесс. Подобные трудоемкие работы и открытые установки создают экологические проблемы и проблемы при наложении, приводят к увеличенному объему работ со смолосодержащими химическими продуктами и растворителями, увеличенным трудозатратам и тому подобному.
Кроме того, как ясно для средних специалистов в данной области техники, рабочий должен иметь представление о сроке сохранения жизнеспособности смол (то есть времени схватывания смол в минутах или часах), при этом вязкость смолы существенно увеличивается по мере истекания срока сохранения жизнеспособности, что затрудняет надлежащее нанесение смолы на волокно и эффективное формование и образование полимерного композиционного материала на основе смолы. Не следует смешивать срок сохранения жизнеспособности смолы с продолжительностью отверждения смолы, которая представляет собой время, необходимое для того, чтобы смола образовала сшитый термоотвержденный материал, что, как правило, происходит через день или несколько дней. Срок сохранения жизнеспособности (и соответствующее увеличение вязкости) подобных систем на основе смол, как правило, может составлять только нескольких минут. Несомненно, размещение, которое не будет завершено до истечения срока сохранения жизнеспособности, может привести к дефектной структуре из композиционного материала, окружающей трубу и дефект в трубе.
Как правило, существует противоречие между технологией медленного и трудоемкого предварительного смачивания и наложения волокон, слой за слоем, и сравнительно быстрым образованием вязкой структуры из смолы вследствие истечения срока сохранения жизнеспособности смолы и соответствующего увеличения вязкости. Таким образом, при ремонте труб с применением композиционных материалов многие системы с волокнами и смолами трудно подвергать формованию и придавать им форму соответствующей структуры из композиционного материала, которая покрывает трубу и аномалию в трубе.
Кроме того, в данной отрасли существует потребность в системах для ремонта с применением композиционных материалов, имеющих сравнительно высокую температуру стеклования (Tg) и деформационную теплостойкость. Подобная потребность может существовать из-за окружающих сред и содержимого трубопроводов, имеющих сравнительно высокие температуры, температуры и расчетных давлений в трубопроводах, требований промышленных стандартов и так далее. Примером применимого промышленного стандарта является стандарт Post-Construction Code-2 (PCC-2) Американского общества инженеров-механиков (ASME), озаглавленный “Non-Metallic Composite Repair Systems for Piping and Pipe Work” («Системы для ремонта на основе неметаллических композиционных материалов для труб и трубопроводов»). При сертификации в рамках стандарта ASME PCC-2, например, композиционная система из смолы/волокон, как правило, должна отвечать определенным требованиям по температуре Tg стеклования и деформационной теплостойкости HDT. Например, в соответствии со стандартом ASME PCC-2 температуру эксплуатации систем для ремонта указывают как температуру Tg стеклования минус 36°F (минус 20°С)/деформационную теплостойкость HDT минус 27°F (минус 15°С) для трубопроводов без течей и как температуру Tg стеклования минус 54°F (минус 30°С)/деформационную теплостойкость HDT минус 36°F (минус 20°С) для трубопроводов с течью.
Следует отметить, что смолы, которые предпочтительно отверждаются при температуре внутри помещения (например, некоторые эпоксидные смолы, уретаны, сложные полиэфиры, акриловые смолы, сложные виниловые эфиры и т.д.) при малой усадке и реалистичном времени работы (например, менее 2 часов), могут отверждаться до меньшей температуры Tg стеклования (например, в интервале от 110°F до 135°F (от 43,3°С до 57,2°С) без последующего отверждения (например, с использованием внешнего источника тепла), что неблагоприятно. Таким образом, как правило, отверждение традиционной смолы при температуре окружающей среды может обеспечить температуру Tg стеклования, составляющую только 135°F (57,2°С) или менее для отвержденной смолы. Такая температура Tg стеклования удовлетворяет только классу работ с температурой 99°F (37,2°С) для трубы без течей в соответствии со стандартом ASME PCC-2, что неудовлетворительно для многих применений ремонта труб. Возможный вариант, связанный с добавлением источника тепла в полевых условиях для нагрева отверждающейся смолы (например, до 150°F-400°F (65,6°С-204,4°С)) в течение периода, составляющего несколько часов, как правило, является трудоемким, требует затрат времени, практически нецелесообразен и обычно не экономичен для многих ремонтов трубопроводов в полевых условиях. Данная нецелесообразная процедура внешнего нагрева (последующего отверждения) может также по существу воспрепятствовать использованию термоотверждающихся/активируемых систем с эпоксидными смолами (и уретанов, композиций из эпоксидных смол и сложных виниловых эфиров, сложных виниловых эфиров, сложных полиэфиров и т.д.), которые, как правило, обеспечивают температуру Tg стеклования отвержденной смолы, превышающую 200°F (93,3°С), но, тем не менее, как правило, требуют применения внешнего источника тепла для нагрева до температур свыше 150°F-400°F (65,6°С-204,4°С) в течение периода, составляющего несколько часов, для обеспечения надлежащего отверждения.
Вышеприведенные и другие преимущества и признаки изобретения станут очевидными при чтении нижеприведенного подробного описания и при ссылке на чертежи, на которых:
фиг.1 представляет собой блок-схему приведенного в качестве примера способа ремонта трубы в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.2 представляет собой вид в перспективе ремонтируемой трубы, который иллюстрирует сухой волокнистый мат, накладываемый на трубу в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.3 представляет собой вид в перспективе трубы по фиг.1, показывающий сухой волокнистый мат, не охватывающий трубу и прикрепленный к трубе в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.4 представляет собой вид в перспективе трубы по фиг.2, имеющей уплотнения, установленные на трубе в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.5 представляет собой выполненный с пространственным разделением элементов вид в перспективе трубы по фиг.3, иллюстрирующий наружный компонент (например, оболочку), предназначенный для удерживания смолы и имеющий две половины;
фиг.6 представляет собой вид в перспективе трубы по фиг.4, имеющей наружный компонент, установленный вокруг трубы и сопрягающийся с уплотнениями в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.7 представляет собой поперечное сечение трубы по фиг.5, выполненное по линии 6-6, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.8 представляет собой вид в перспективе системы для ремонта труб, наложенной на колено или изогнутую часть системы труб, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.9 представляет собой выполненный с пространственным разделением элементов вид в перспективе части трубы по фиг.5, иллюстрирующий более подробно приведенное в качестве примера соединение двух половин наружного компонента, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.10 представляет собой вид в перспективе части трубы, имеющей альтернативный наружный компонент и альтернативное соединение, расположенное на наружном компоненте, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.11 представляет собой детализированный вид части по фиг.10;
фиг.12 и 13 представляют собой альтернативные сечения, выполненные вдоль линии А-А сечения на фиг.5, показывающие детали одного конца трубы, имеющей шланговый зажим, предназначенный для фиксации наружного компонента вокруг ремонтируемой трубы, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.14 представляет собой вид в перспективе приведенного в качестве примера скрепляющего элемента (вместо шлангового зажима), предназначенного для закрепления наружного компонента вокруг ремонтируемой трубы, при этом наружный компонент используется для удерживания смолы, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.15 представляет собой график зависимости вязкости смолы от времени и показывает жизнеспособность (срок сохранения жизнеспособности) смолы, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.16 представляет собой вид в перспективе внутренней поверхности барабана, используемого при ремонте или упрочнении трубы, резервуаров и других объектов, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.17 представляет собой вид в перспективе наружной поверхности барабана по фиг.16, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.18 представляет собой вид в перспективе части барабана, имеющей охватываемый соединительный элемент, предназначенный для фиксации барабана, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.19 представляет собой вид в перспективе части барабана, имеющей охватывающий соединительный элемент и устройство для перекрытия концевого зазора, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.20 и 21 представляют собой виды в перспективе зафиксированного (скрепленного) барабана с охватываемым соединительным элементом и охватывающим соединительным элементом, сцепленными в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.22 представляет собой вид в перспективе торцевой крышки, предназначенной для блокировки полученных экструзией пластин барабана, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.23 представляет собой вид с торца двух полученных экструзией пластин барабана, имеющего шарнирную конструкцию;
фиг.24 и 25 представляют собой соответственно вид в перспективе и поперечное сечение трубы, имеющей дефект;
фиг.26 и 27 представляют собой соответственно вид в перспективе и поперечное сечение трубы по фиг.24, имеющей диэлектрическую обертку (например, обертку из стекловолокна), расположенную на наружной поверхности трубы, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.28 и 29 представляют собой соответственно вид в перспективе и поперечное сечение трубы по фиг.26, имеющей ткань с армирующими волокнами (например, с углеродными волокнами), намотанную вокруг диэлектрической обертки, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.30 и 31 представляют собой соответственно вид в перспективе и поперечное сечение трубы по фиг.28, имеющей тканевый формообразующий элемент, расположенный вокруг ткани с армирующими волокнами, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.32 и 33 представляют собой соответственно вид в перспективе и поперечное сечение трубы по фиг.30, имеющей барабан, расположенный вокруг тканевого формообразующего элемента, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.34 и 35 представляют собой соответственно вид в перспективе и поперечное сечение трубы по фиг.32, показывающие введение смолы в тканевый формообразующий элемент, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
фиг.36 и 37 представляют собой соответственно вид в перспективе и поперечное сечение трубы по фиг.34, иллюстрирующие повышение давления смолы посредством тканевого формообразующего элемента, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения;
и
фиг.38 и 39 представляют собой соответственно вид в перспективе и поперечное сечение трубы по фиг.36 после удаления барабана и тканевого формообразующего элемента, чтобы открыть затвердевшую смолу, в соответствии с приведенным в качестве примера вариантом осуществления настоящего изобретения.
Ниже будут описаны один или несколько приведенных в качестве примера вариантов осуществления настоящего изобретения. Для выполнения краткого описания данных вариантов осуществления не все признаки действительно реализованных вариантов описаны в данном описании. Следует понимать, что при разработке любого подобного реального примера осуществления, как и в случае любого технического проекта или конструкторской разработки, многочисленные решения, специфические для конкретной реализации, должны быть приняты для достижения специфических целей разработчиков, такие как соответствие ограничениям, связанным с системой и связанным с бизнесом, которые могут варьироваться от одной реализации до другой. Кроме того, следует понимать, что подобные проектно-конструкторские работы могут быть сложными и трудоемкими, но, тем не менее, они являются обычным делом при проектировании, изготовлении и производстве для средних специалистов, которые воспользуются преимуществами данного изобретения.
Для облегчения рассмотрения способов по настоящему изобретению письменное описание представлено в виде разделов. В разделе I рассматриваются части приведенной в качестве примера системы для ремонта труб. В разделе II рассматриваются дефекты труб и технологии контроля трубопроводов. В разделе III рассматриваются свойства приведенных в качестве примера армирующих материалов. В разделе IV рассматриваются приведенные в качестве примера полимерные материалы, которые могут быть использованы в системах для ремонта труб. В завершение, в разделе V рассматриваются технологии ремонта труб, в которых используется упрочняющий удерживающий элемент (например, барабан) поверх податливого формообразующего элемента.
I. Система для ремонта труб
Способы (технологии) по настоящему изобретению обеспечивают эффективный ремонт труб посредством образования армированного полимерного композиционного материала на трубе при одновременном избежании обычного манипулирования в больших масштабах материалами для ремонта, которое связано с ремонтом с применением композиционных материалов. Сначала определяют участок трубы, подлежащий ремонту. Для выполнения ремонта армирующий материал (например, волокнистая структура) может быть наложен(а) на поверхность участка трубы, подлежащего ремонту. В определенных вариантах осуществления армирующий материал наматывают вокруг трубы, но он может быть наложен в виде других вариантов, таких как накладка. Армирующий материал накладывают в сухом состоянии, чтобы избежать проблем, связанных с манипулированием влажными материалами (например, с волокном, пропитанным смолой). Смола затем может быть нанесена на армирующий материал на трубе. Например, смола может быть нанесена с помощью кисти, или после крепления армирующего материала к трубе наружный удерживающий компонент (например, рубашка, оболочка, короб, стенка, наружная труба и т.д.) может быть размещен рядом с армирующим материалом или вокруг армирующего материала. В последнем случае полимерный материал, исходное вещество для получения полимера и/или форполимер и так далее размещают между удерживающим компонентом и армирующим материалом. Следует подчеркнуть, что термин «полимерный материал» в используемом здесь смысле предназначен для широкого охватывания множества разных полимеров, форполимеров, смол, отвердителей, пластиков, наполненных смесей и так далее.
В определенных конфигурациях текучий или полужидкостный полимерный материал заливают внутрь удерживающего компонента поверх армирующего материала. Полимерный материал проникает в армирующую структуру до того, как произойдет какое-либо существенное увеличение вязкости полимерного материала. Свойства армирующего и полимерного материалов могут быть выбраны так, что полимерный материал будет проникать в армирующую структуру или насыщать ее под действием силы тяжести, капиллярности, внешнего давления и так далее. В завершение, может быть обеспечена возможность отверждения или полимеризации полимерного материала с образованием армированного полимерного композиционного материала, который обеспечивает восстановление трубы и восстановление способности трубы или трубопровода функционировать с рабочим давлением.
А. Определить аномалию в трубе и наложить сухую волокнистую структуру на трубу
Если обратиться к чертежам, можно увидеть, что фиг.1-7 показывают приведенный в качестве примера вариант реализации системы 10 для ремонта труб, которая может быть использована для ремонта и/или упрочнения трубы, увеличения толщины стенки трубы, восстановления или увеличения расчетного давления в трубе или способности трубы выдерживать давление, ремонта резервуара или другого оборудования и так далее. Фиг.1 представляет собой блок-схему способа 1 ремонта трубы, и при рассмотрении приведенных в качестве примера технологий, показанных на фиг.2-7, будут сделаны ссылки на фиг.1. Вначале аномалия (например, коррозия, точечная коррозия (питтинг), коррозионное растрескивание под напряжением и т.д.) может быть выявлена на внутренней или наружной поверхности трубы, и, таким образом, может быть определен участок трубы, подлежащий ремонту, как показано в блоке 2. После идентификации и анализа аномалии (и перед наложением армирующего материала, такого как сухая волокнистая структура) аномалия должна быть предварительно обработана каким-либо образом, например посредством чистки аномалии, сошлифовывания или пескоструйной обработки аномалии, размещения наполнителя в аномалии и так далее. При предварительной обработке или без предварительной обработки аномалии сухая волокнистая структура (например, сухая волокнистая лента или накладка) без пропитывающей смолы может быть наложена на [место] аномалии или намотана вокруг аномалии в трубе (блок 3). Сухая волокнистая структура может быть закреплена на каждом конце, например, стандартными клеями или липкой лентой.
В проиллюстрированном варианте осуществления по фиг.2 и 3 сухую волокнистую структуру 12 (например, сухую волокнистую ленту, мат, ткань и т.д.) накладывают на трубу 14, имеющую повреждение или аномалию 16. Труба 14 может представлять собой часть трубопровода 30 (например, трубопровода для транспортировки газа или жидкости) и может быть выполнена из множества разных металлических и/или неметаллических материалов, таких как цемент, пластики и так далее. К приведенным в качестве примера металлам труб могут относиться сталь, углеродистая сталь, нержавеющая сталь, медь, латунь и более «экзотические» металлы, такие как никелевые сплавы и другие металлические сплавы и тому подобное. К приведенным в качестве примера полимерным материалам труб относятся полипропилен, полиэтилен, другие термопласты, термореактивные пластики, полимеры, усиленные наполнителем, пластики, армированные стекловолокном, и так далее. Труба 14 также может включать в себя внутренние и наружные покрытия (не проиллюстрированные) для замедления коррозии, воспрепятствования воздействию солнечного света, защиты от химической коррозии и так далее. В завершение, как было показано, толщина 26 стенки трубы 14 может быть задана такой, чтобы она соответствовала заданному расчетному давлению в трубе 14 и системе труб (например, в трубопроводе 30).
В данном примере сухая волокнистая структура 12 может быть сначала прикреплена к трубе 14 посредством клеящего компонента 18, такого как ранее упомянутые типовые клей или липкая лента. Например, при креплении одного конца сухой волокнистой структуры 12 один или несколько слоев сухой волокнистой структуры 12 могут охватывать трубу 14 для обеспечения начала устранения повреждения или аномалии 16 и/или для восстановления некоторых или всех характеристик из расчетного давления в трубе 14 или способности трубы 14 выдерживать давление. Обычно сухая волокнистая структура 12 покрывает наружную поверхность 22 участка трубы 14, подлежащего ремонту. Следует подчеркнуть, что сухая волокнистая структура 12 может быть наложена в виде накладки или других элементов вместо наматывания вокруг трубы. Кроме того, сухая волокнистая структура 12 и система 10 для ремонта могут быть применены для оборудования, отличного от системы труб, такого как резервуары, сопла резервуаров, машины, баки, насосы, реакторы и так далее. В случае трубы 14 труба 14, как правило, включает в себя цилиндрическую стенку 20, имеющую наружную поверхность 22 и внутреннюю поверхность 24. К переменным, которые следует учитывать при выборе сухой волокнистой структуры 12 для восстановления или поддержания заданного расчетного давления в трубе 14, относятся толщина 26 стенки, внутренний диаметр 28, конструкционные материалы трубы 14 и другие факторы.
Способы по настоящему изобретению обеспечивают образование по существу самоформирующегося композиционного материала из сухой волокнистой структуры 12 и смолы на наружной поверхности 22 трубы 14 для упрочнения или ремонта трубы 14. Как подробно рассмотрено ниже, свойства сухой волокнистой структуры 12 и смолы могут быть заданы такими, что не потребуется укладка вручную или во влажном состоянии вследствие того, что смола проходит вокруг волокон в сухой волокнистой структуре 12 к наружной поверхности трубы 14. Таким образом, смола может быть нанесена поверх волокнистой структуры без необходимости предварительного смачивания волокон или слоев волокнистой структуры. Кроме того, предпочтительно можно избежать трудоемкого и неудобного манипулирования мокрым капающим волокном.
В. Установить уплотнения и наружный удерживающий компонент на трубе
Если обратиться теперь к способу 1, показанному на фиг.1, и системе для ремонта труб, показанной на фиг.4-6, то видно, что уплотнения или концевые уплотнения 32, такие как гибкие резиновые полоски, металлические компоненты и другие элементы, могут быть установлены на участках трубы 14, например, перед и за намотанной и закрепленной сухой волокнистой структурой 12 (блок 4). Перед установкой уплотнений 32 или после установки уплотнений 32 удерживающий компонент 36, такой как рубашка, оболочка, короб, контейнер и так далее, может быть размещен вокруг участка трубы 14, имеющего сухую волокнистую структуру 12. Удерживающий компонент 36 сопрягается с уплотнениями 32 для образования полости, по существу поддающейся герметизации, между внутренней поверхностью удерживающего компонента 36 и наружной поверхностью трубы 14 и волокнистой структуры 12 (блок 5). Кроме того, удерживающий компонент 36 может быть прикреплен к трубе 14, например, посредством установки простого шлангового зажима или более сложного скрепляющего элемента на каждом продольном конце удерживающего компонента (блок 5). Подобные зажимные устройства на удерживающем компоненте 36 также могут облегчить сжатие уплотнений 32 и, таким образом, улучшение целостности уплотнений 32.
Приведенные в качестве примера варианты осуществления по фиг.4, 5 и 6 показывают уплотнения 32, расположенные в приведенной в качестве примера системе 10 для ремонта труб по направлению к каждому концу участка трубы 14, подлежащего ремонту. В данном варианте осуществления приведенные в качестве примера уплотнения 32 (например, резиновые полоски) являются гибкими, так что они могут охватывать трубу 14 и могут быть расположены в продольном направлении вдоль трубы 14 снаружи витков сухой волокнистой структуры 12. Кроме того, назначение уплотнений 32 состоит в том, чтобы способствовать образованию полости, по существу поддающейся герметизации, между участком трубы 14, который имеет сухую волокнистую структуру 12, и внутренней поверхностью наружного удерживающего компонента 36. Полость может принимать смолу или другой полимерный материал, который проникает через сухую волокнистую структуру 12 к наружной поверхности 22 трубы 14 и, в конце концов, отверждается с образованием композиционного элемента для ремонта трубы 14. Следует подчеркнуть, что конфигурации уплотнений, отличные от приведенных в качестве примера уплотнений 32, могут быть использованы в способах по настоящему изобретению. Например, вспененный материал может закупоривать концы между трубой 14 и удерживающим компонентом 36. С другой стороны, в системах с удерживающим компонентом 36, находящимся под давлением, могут быть использованы, например, более сложные уплотнения, такие как механические уплотнения, и так далее.
Приведенный в качестве примера удерживающий компонент 36, имеющий две половины 36А и 36В, проиллюстрирован на фиг.4. Половины 36А и 36В имеют концевые поверхности 34А и 34В, которые сопрягаются для охватывания участка 14 трубы и сухой волокнистой структуры 12. Удерживающий компонент 36 может быть создан из тонкого металла (например, из листового металла с толщиной 1/8'' (3,175 мм)), трубы (например, трубы из стандартной углеродистой стали), пластика, ткани и так далее. Удерживающий компонент 36 размещают вокруг сухой волокнистой структуры 12 трубы 14. В проиллюстрированном варианте осуществления две половины 36А и 36В удерживающего компонента 36 соединены у концевых поверхностей 34А и 34В удерживающего компонента 36. Скрепляющий элемент 37, который скрепляет две половины 36А и 36В удерживающего компонента у концевых поверхностей 34А и 34В половин, может быть соединен сваркой, болтами, крепежными элементами, металлическими скобами, посредством клея и так далее.
Кроме того, следует отметить, что удерживающий компонент 36 вместо этого может представлять собой одну деталь или содержать более двух деталей, а также может иметь множество разных конфигураций. Действительно, если будет решено удерживать смолу 41, удерживающий компонент 36 может представлять собой ткань, предварительно свернутую в спираль металлическую ленту, металлические или пластиковые гильзы, цилиндрические кольца, зажимы, полые сегменты и так далее. Кроме того, как рассмотрено ниже в разделе V, удерживающий компонент может включать в себя упрочняющий удерживающий элемент (например, барабан, листовой металл и т.д.), который может быть наложен, например, поверх тканевого формообразующего элемента.
С. Подать смолу и обеспечить возможность проникновения смолы в сухую волокнистую структуру
Далее рассматриваются фиг.1 и фиг.6, из которых видно, что во время ремонта смола 41 может быть залита внутрь удерживающего компонента 36, например, через отверстия или по наполнительным трубам, при этом смола 41 сначала находится сверху над сухой волокнистой структурой 12, расположенной на трубе 14 (блок 6). Вязкость смолы, срок сохранения ее жизнеспособности и другие свойства могут быть заданы так, что смола будет проникать в волокна и вокруг волокон под действием силы тяжести за счет капиллярного действия или посредством приложения давления (блок 7). Обычно просто обеспечение возможности пропитывания волокон смолой под действием силы тяжести и/или за счет капиллярного действия может обеспечить легкость размещения по сравнению со способами, в которых удерживающий компонент 36 подвергают воздействию давления для того, чтобы способствовать пропитыванию сухой волокнистой структуры 12 смолой. Тем не менее, как было указано, дополнительное давление может быть приложено, например, посредством внешнего нагнетательного механизма (не показанного) или посредством сжатия или сдавливания гибкой оболочки (например, ткани, пластика и т.д.) к смоле и так далее. В конце концов, смола отверждается с образованием композиционного материала или матрицы из смолы и волокон для устранения аномалии путем ремонта, повышения целостности системы труб и/или восстановления способности системы труб выдерживать рабочее давление (блок 8).
Для осаждения смолы 41 в удерживающий компонент 36 отверстия 38 и 40 в удерживающем компоненте 36, как проиллюстрировано на фиг.6, могут принимать смолу и/или обеспечивать вытеснение воздуха. Например, полимерный материал или смола 41 может быть залит в отверстие 38, при этом воздух в полости внутри удерживающего компонента 36 одновременно выходит через отверстие 40 по мере того, как воздух в полости вытесняется поступающей смолой 41. Альтернативно, одно отверстие в удерживающем компоненте 36 вместо двух отверстий или более двух отверстий в удерживающем компоненте 36 может быть использовано для добавления смолы 41. Кроме того, поддающиеся герметичному закрытию отверстия в других частях системы 10 для ремонта, такие как отверстия у уплотнений 32, могут быть использованы для добавления смолы 41 внутрь удерживающего компонента 36.
Отверстия 38 и 40 могут содержать фитинги 42 и 44 или другие соединители, выполненные с конфигурацией, позволяющей принимать трубы 46 и 48, которые облегчают заполнение смолой 41 и/или вытеснение воздуха. В проиллюстрированном варианте осуществления по фиг.6 смолу 41 заливают в отверстия 38 по наполнительной трубе 46, как показано ссылочной стрелкой 60. Воздух вытесняется из внутреннего пространства удерживающего компонента 36 из отверстия 40 по трубе 48, как показано ссылочной стрелкой 62.
Следует понимать, что применение удерживающего компонента 36 представляет собой просто один пример того, каким образом смола 41 может быть подана к сухой волокнистой структуре 12 на трубе 14. Другие альтернативы включают нанесение смолы на сухую волокнистую структуру 12, например, посредством использования кисти после размещения сухой волокнистой структуры 12 на трубе 14. Несмотря на то, что данный альтернативный вариант не обеспечивает удерживания смолы, он позволяет выполнить менее дорогой ремонт, поскольку удерживающий элемент 36 не используется.
D. Приведенные в качестве примера слои системы для ремонта труб
Приведенные в качестве примера слои системы 10 для ремонта труб показаны на фиг.7, представляющей собой поперечное сечение системы 10 для ремонта труб, выполненное по линии 7-7 сечения на фиг.6. В центре поперечного сечения находится труба 14, имеющая внутреннюю поверхность 24. После завершения создания системы 10 для ремонта труб исходно сухая волокнистая структура 12, расположенная на трубе 14, по существу будет пропитана теперь затвердевшей смолой 41. Кроме того, отвердевшая смола 41 также будет находиться поверх сухой волокнистой структуры 12 внутри удерживающего компонента 36. Смола 41 и волокнистая структура 12 вместе образуют матрицу или композиционный материал на трубе 14 и внутри удерживающего компонента 36.
Удерживающий компонент 36 может оставаться установленным или может быть удален в зависимости от конкретного применения. Для удаления удерживающего компонента 36 удерживающий компонент 36 может быть разрезан, скрепляющие элементы 37 могут быть демонтированы и так далее. Следует отметить, что, в том случае, если удерживающий компонент 36 останется, как правило, он будет наружным компонентом системы 10 для ремонта. В данном случае наружная поверхность 54 удерживающего компонента 36 будет наружной поверхностью системы 10 для ремонта труб. Тем не менее, кроме того, удерживающий компонент 36 может быть удален.
Е. Ремонт колен труб и изогнутых частей труб
В завершение следует отметить, что система 10 для ремонта труб, подобная показанной на фиг.8, предпочтительно может быть применена для колена 142 трубы 144. С другой стороны, как в случае трубы 14 по предшествующим чертежам, труба 144 (и колено 142) может представлять собой участок трубопровода 30 и иметь наружную поверхность 148 и внутреннюю поверхность 150. Однако, как будет ясно для средних специалистов в данной области техники, изменение направления колена 142 трубы 144 создает дополнительные сложные проблемы при ремонте. Тем не менее, способы по настоящему изобретению применимы для ремонта колен 142 труб, других изогнутых частей труб и других объектов неправильной формы при необходимости ремонта.
Удерживающий компонент 146, показанный в данном альтернативном варианте осуществления, может включать в себя отверстия 152 и 154 для заливки смолы внутрь удерживающего компонента 146, а также для вытеснения воздуха из внутреннего пространства удерживающего компонента 146. Кроме того, как было рассмотрено выше, удерживающий компонент 146 может включать в себя фитинги 156 и 158 в отверстиях 152 и 154, а также наполнительные трубы и/или трубы для прохода воздуха, обозначенные 160 и 162. В завершение, хотя это не проиллюстрировано, система 10 для ремонта труб, показанная на фиг.8, как правило, будет включать в себя волокнистую структуру 12 и смолу 41, образующие композиционный материал поверх аномалии на колене 142 трубы, например, под удерживающим компонентом 146.
F. Конфигурации удерживающего компонента и скрепляющие элементы
Фиг.9 и 10 иллюстрируют примеры того, каким образом удерживающий компонент 36 может быть закреплен в системе 10 для ремонта труб. Показанный на фиг.9 удерживающий компонент 36 может представлять собой тонкий материал, такой как листовой металл или пластик, и так далее, имеющий кромки 80, которые сопрягаются для обеспечения соединения двух половин 36А и 36В вместе в единое целое. Кромки 80 имеют отверстия 82, выполненные с конфигурацией, обеспечивающей возможность приема болтов 84, которые сопрягаются с гайками 86. Если требуется, прокладочный материал 88, имеющий отверстия 90, может быть использован для улучшения уплотнения между двумя половинами 36А и 36В удерживающего компонента 36. Следует подчеркнуть, что удерживающий компонент 36 может не иметь двух отдельных половин, но вместо этого может содержать один конструктивный элемент, имеющий шарнир, например, с одной стороны и закрытый фланцем с другой стороны.
Как показано на фиг.10, удерживающий компонент 36 может представлять собой одну деталь или широкую полосу материала. Удерживающий компонент 36 может представлять собой гибкий или полужесткий материал, такой как листовой металл, листовой пластик, рулон материи и так далее. Для охватывания участка трубы 14, подлежащего ремонту, полосу гибкого удерживающего компонента 36 наматывают вокруг трубы 14. Конец 100 полосы удерживающего компонента 36 перекрывает другой конец удерживающего компонента 36. Для лучшей иллюстрации детали перекрывающего уплотнения полосы удерживающего компонента 36 фиг.11 показывает выполненный с пространственным разделением элементов вид системы 10 для ремонта труб, показывающий конец 100 полосы удерживающего компонента 36. Для завершения размещения удерживающего компонента 36 шланговый зажим 68 или другой компонент может обеспечить фиксацию полосы удерживающего компонента 36, намотанной вокруг участка трубы 14, имеющего сухую волокнистую структуру 12. Если требуется, уплотнительный материал 102 или смола 41 может обеспечить дополнительную фиксацию и уплотнение (герметизацию) конца 100 полосы удерживающего компонента 36 в системе 10 для ремонта труб.
Как показано на фиг.12 и 13, сечение, выполненное вдоль линии А-А сечения на конце системы 10 для ремонта труб на фиг.10, показывает приведенные в качестве примера стабилизирующие альтернативные варианты удерживающего компонента 36. На фиг.12, например, шланговый зажим 68 охватывает конец удерживающего компонента 36 для фиксации удерживающего компонента 36 в системе 10. Зажим 68 может также обеспечить дополнительное сжатие уплотнений 32 для уменьшения возможности утечки смолы 41 из удерживающего компонента 36. В проиллюстрированном варианте осуществления по фиг.12 шланговый зажим 68 имеет типовой винт 70 для стягивания зажима 68 вокруг удерживающего компонента 36. Кроме того, возможная поверхность 72 на уплотнении 32 может облегчить уплотнение (герметизацию) полости со смолой 41.
Аналогичным образом, на фиг.13 показана система 10 для ремонта труб, имеющая элементы, аналогичные элементам по фиг.12, однако с кромкой 112, образованной на конце гибкого удерживающего компонента 36. Подобная кромка 112, например, может облегчить размещение и установку в заданном положении удерживающего компонента 36, а также улучшение целостности уплотнения 32, в результате чего по существу предотвращается утечка смолы 41 из системы 10 для ремонта труб. Кроме того, образование подобной кромки 112 на тонком удерживающем компоненте 36 (например, на листовом металле) может быть таким, что кромка 112 будет относительно прямой.
Альтернативный, приведенный в качестве примера, скрепляющий элемент 120, предназначенный для закрепления удерживающего компонента 36 вокруг трубы 14, показан на фиг.13. Приведенный в качестве примера скрепляющий элемент 120 может быть использован вместе с удерживающими компонентами 36 разных типов. Например, скрепляющий элемент 120 может быть использован вместо шлангового зажима 68 для фиксации гибкого удерживающего компонента 36. С другой стороны, скрепляющий элемент 120 может быть использован для фиксации более жесткого и/или более толстого удерживающего компонента 36 типа трубы в системе 10 для ремонта. Кроме того, скрепляющий элемент 120 может составлять одно целое с удерживающим компонентом 36 или представлять собой часть удерживающего компонента 36, а не независимый компонент.
Компоненты скрепляющего элемента 120 могут включать в себя, например, две детали, имеющие наружную поверхность 122. Отверстие 124 и гнездо 126 могут быть выполнены на одной из деталей скрепляющего элемента 120 для приема винта или болта 132. В данном варианте осуществления винт 132 может входить в гнездо 126 через внутреннюю трубу 128 через отверстие 124, а резьбовая часть болта (винта) 132 входит в охватывающую полость 130 с резьбой в другой детали скрепляющего элемента 120.
Следует подчеркнуть, что множество разных скрепляющих элементов, таких как шланговый зажим 68, скрепляющий элемент 120, сварные элементы, клей, связующие вещества, скобы, фланцы, болты, винты и другие компоненты, могут быть использованы для фиксации удерживающего компонента 36 в системе 10 для ремонта труб. Подобные скрепляющие компоненты и элементы также могут обеспечить приложение сжимающей силы со стороны удерживающего компонента 36 к уплотнениям 32 (например, к концам уплотнений) для обеспечения эффективного герметичного закрытия смолы внутри полости, образованной между внутренней поверхностью удерживающего компонента 36 и наружной поверхностью 22 трубы 14.
G. Варианты смолы/волокон системы для ремонта труб
В определенных вариантах осуществления системы 10 для ремонта труб армирующий материал представляет собой сухую волокнистую структуру, и полимерный материал представляет собой смолу (например, эпоксидную композицию). Соответствующим образом определенные сухие волокна и жидкие смолы обеспечивают получение самоформирующегося композиционного материала, образующегося на трубе 14. При создании один или несколько слоев сухой волокнистой структуры 12 накладывают на трубу 14 или наматывают вокруг трубы 14. Смолу 41 размещают, наносят или заливают поверх волокнистой структуры 12 (то есть, например, внутри наружной оболочки). Важно то, что не требуется никакого предварительного смачивания слоев сухой волокнистой структуры 12 смолой 41. Таким образом, предпочтительно можно избежать неудобного и трудоемкого манипулирования пропитанными смолой, мокрыми волокнами и укладки пропитанных смолой волокон в мокром состоянии. Кроме того, свойства смолы 41 и сухой волокнистой структуры 12, подобных рассмотренным, могут быть заданы такими, что смола 41 будет проходить через слои сухой волокнистой структуры 12 к поверхности трубы 14 без ручной укладки насыщенных или пропитанных смолой мокрых волокон, которую трудно выполнить аккуратно. В завершение, снова следует подчеркнуть, что помимо ремонта или упрочнения систем труб способы по настоящему изобретению применимы для ремонта или упрочнения резервуаров, сопел резервуаров, другого оборудования и так далее.
Фиг.15 представляет собой график 170 зависимости вязкости 172 смолы, например, в сантипуазах (сП) от времени 174, например, в минутах. График 170 может характеризовать жизнеспособность определенной смолы 41 (или смолы 320, рассмотренной ниже). Жизнеспособность смолы может представлять собой показатель, характеризующий момент, в который вязкость смолы увеличивается до такой степени, при которой смолой больше нельзя будет легко манипулировать, смолу нельзя будет формовать и наносить на сухую волокнистую структуру и так далее. В определенных вариантах осуществления значения исходной вязкости приведенной в качестве примера смолы до истечения срока сохранения жизнеспособности смолы могут находиться в интервалах от 1100 до 1200 сП, от 1200 до 1500 сП, от 1100 до 1500 сП, от 1000 до 1600 сП и от 1 до 20000 сП (например, 1 сП, 5 сП, 20 сП, 50 сП, 100 сП, 300 сП, 500 сП, 1000 сП, 1100 сП, 1150 сП, 1200 сП, 1250 сП, 1300 сП, 1350 сП, 1400 сП, 1450 сП, 1500 сП, 2000 сП, 3000 сП, 4000 сП, 5000 сП, 7000 сП, 9000 сП, 10000 сП, 12000 сП, 15000 сП, 18000 сП). По мере проявления экзотермического эффекта (что приводит к увеличению температуры смолы 41) вязкость может уменьшаться (например, от исходной величины 2000 сП до 100 сП) в течение начального периода. Подобное снижение вязкости смолы (вследствие экзотермического эффекта и соответствующего увеличения температуры) может быть предпочтительным для ускорения смачивания сухой волокнистой структуры 12 смолой 41 или 320.
В проиллюстрированном варианте осуществления график 170 показывает две кривые 176 и 178. Кривая 176 представляет собой характеристики типовой смолы, используемой при ремонте систем труб с использованием композиционных материалов. Типовая смола имеет тенденцию к увеличению вязкости (после снижения ее вначале) довольно быстро (и по экспоненте) при коротком сроке сохранения жизнеспособности. Напротив, кривая 178 характеризует смолу или полимерный материал, который может быть более пригодным для способов по настоящему изобретению за счет того, что вязкость смолы увеличивается медленнее, при этом смола имеет больший срок сохранения жизнеспособности, например, 10-200 минут (например, 10, 20, 40, 70, 100, 150 минут и т.д.), и, таким образом, частично обеспечивает возможность проникновения смолы 41 или 320 через сухую волокнистую структуру 12 до того, как произойдет существенное увеличение вязкости. Тем не менее, может быть предпочтительным определить интервал значений срока сохранения жизнеспособности, поскольку чрезмерный срок сохранения жизнеспособности может привести к утечке смолы из системы 10 для ремонта труб, чрезмерному времени ремонта и так далее.
Приведенные в качестве примера компоненты и их свойства для композиции смолы 41 для способа по настоящему изобретению представлены ниже в таблице 1. Следует отметить, что смола 41 может включать в себя форполимеры, отвердители, полимерные смолы и так далее. Действительно, композиция смолы 41, как правило, может включать в себя смолу (то есть форполимер, который отверждается до полимера) и отвердитель, который способствует отверждению (то есть сшиванию с образованием термоотвержденного материала (реактопласта)). В таблице 1 показан набор составов, показывающих характер компонентов, их вклад и приведенные в качестве примера уровни массы, используемые в типовых составах. Тем не менее, следует подчеркнуть, что в способах по настоящему изобретению могут использоваться возможные композиции смол с характеристиками, выходящими «за пределы» приведенных в таблице интервалов и значений свойств.
Приведенные в качестве примера данные в таблице 1 демонстрируют приведенный в качестве примера компромисс между различными свойствами, представляющими собой низкую вязкость, прочность, твердость, смачивание и реакционную способность для получения возможных композиций пригодных смол (включающих в себя смолу и отвердитель) для композиционного материала для ремонта труб. Принимаются во внимание потребности в компонентах с низкой вязкостью при одновременном поддержании надлежащей прочности композиционного материала, что создает потенциальное противоречие. Кроме того, определенную важность имеет реакционная способность отверждающего агента или отвердителя (например, полиаминов), используемого в смоле 41. Сочетание быстрой полимеризации с увеличенным сроком сохранения жизнеспособности может создать возможность того, что отверждение будет происходить быстро, при одновременном обеспечении достаточного срока сохранения жизнеспособности, так что смола 41 будет проходить через волокно 12 надлежащим образом. В некоторых примерах внимание может быть сосредоточено на элементах или добавках с меньшей молекулярной массой, так что смачивание улучшается и не уменьшается столь быстро при реакции смолы 41 и отвердителя. В конце концов, после отверждения смолы определяют прочность композиционного материала, например, посредством механических свойств композиционного материала при растяжении. Кроме того, твердость композиционного материала также может представлять собой показатель целостности структуры из композиционного материала. В заключение следует отметить, что различные композиции могут включать в себя дополнительные добавки и так далее.
ДИАПАЗОНЫ И ФУНКЦИОНАЛЬНЫЕ ХАРАКТЕРИСТИКИ ПРИВЕДЕННЫХ В КАЧЕСТВЕ ПРИМЕРА СМОЛ/ПОЛИМЕРОВ
характеристика
(%)
DGEBPF
Novalac
6-9
2-3
DGEBPA
(NPGDGE (neopentyl glycol diglycidyl ether) - диглицидиловый эфир неопентилгликоля
CHDMDGE (cyclo hexane dimethanol diglycidyl ether) - диглицидиловый эфир циклогександиметанола дифенилолпропана)
II. Аномалии в системах труб и осмотры
Повреждение, потенциальное повреждение или аномалия 16 трубы 14, подлежащей ремонту, может включать в себя коррозию, эрозию, точечную коррозию и так далее, которые могут вызвать уменьшение толщины стенки и, таким образом, уменьшение расчетного давления в трубе 14 и соответствующем трубопроводе 30. Подобное повреждение или аномалия 16 могут быть выявлены, например, посредством множества разных способов обследования и испытаний, рассмотренных ниже. Повреждение или аномалия 16 могут быть определены посредством измерений глубины, площади, объема, аксиальных и радиальных размеров и других измерений и замеров. В проиллюстрированном варианте осуществления по фиг.2 повреждение или аномалия 16 образуется на наружной поверхности 22 трубы 14. Однако следует подчеркнуть, что способы по настоящему изобретению также применимы для уменьшения внутренних повреждений или внутренних потенциальных повреждений 16 трубы 14.
Аномалии 16 в трубах могут быть вызваны коррозией, эрозией, механическим повреждением и так далее. Коррозию можно охарактеризовать как химическую или электрохимическую реакцию, которая распространяется по открытой для воздействия поверхности трубопровода, что приводит к повреждениям или потенциальным повреждениям и утонению металлической стенки. Наружная коррозия может быть вызвана, например, неоднородностью свойств грунтов для подземных систем труб и химическим воздействием со стороны окружающей среды для надземных систем труб. Внутренняя коррозия систем труб может быть вызвана химическим воздействием содержимого системы труб на внутреннюю поверхность трубы. Коррозия может ускоряться вследствие наличия локализованного физического дефекта, такого как выемка или царапина на поверхности или покрытии трубы 14. Кроме того, внутренняя эрозия может происходить вследствие протекания содержимого по трубопроводу. Подобная эрозия может усиливаться за счет наличия твердых частиц в проходящем содержимом или вследствие изменения направления потока содержимого, проходящего по трубопроводу, например, такого изменения, какое имеет место, например, в колене или тройнике системы труб. Кроме того, механическое повреждение, такое как непреднамеренное ударное воздействие на подземный трубопровод во время земляных работ, может привести к аномалии на трубе 14. В любом случае, независимо от того, имеет ли место внутренняя или наружная коррозия/эрозия или механическое повреждение, уменьшение толщины 26 стенки трубы 14, являющееся результатом этого, может, к сожалению, привести к уменьшению расчетного давления в трубе 14 или в трубопроводе 30 и/или к снижению способности трубы 14 или трубопровода 30 выдерживать давление. Как можно ожидать, эксплуатация чрезмерно поврежденного трубопровода 30 может быть проблематичной, что вызывает необходимость ремонта, замены или отказа от эксплуатации трубопровода.
Обычно персонал, занимающийся эксплуатацией и техническим обслуживанием систем труб, может определить, следует ли устранить повреждение или аномалию 16, обнаруженные, например, в трубопроводе 30, или секция трубы 14 должна быть заменена. Несомненно, в данной отрасли существует все возрастающая потребность в технологиях ремонта труб, которые обеспечивают возможность экономичным образом идентифицировать и устранить повреждение или аномалию 16. В целом к примерам аномалий 16 относятся локализованные или распространенные повсеместно дефекты, надрезы, выемки, царапины, механическое повреждение, эрозия, внутренняя и наружная коррозия и так далее. Обычно цели осмотра трубопровода 30 могут включать обнаружение и определение размеров аномалий 16 (например, полостей, коррозионных язвин, корродированных зон, растрескивания под действием напряжения и т.д.) и так далее. Анализ позволяет определить число, размер, глубину и аксиальную длину потенциальных повреждений или аномалий 16 для принятия решения о требуемых действиях, например, о том, требует ли труба ремонта или замены.
Владельцы, технические специалисты, инженеры, обслуживающий персонал, поставщики услуг и так далее могут использовать как наружные, так и внутренние осмотры для определения и оценки состояния трубопровода 30 и его аномалий 16, повреждений или потенциальных повреждений, чтобы определить, должна ли труба 14 быть отремонтирована или заменена. Методы обследования могут включать в себя исследования потенциала катодной защиты для оценки эффективности системы борьбы с наружной коррозией (например, покрытий), размещенной на трубопроводах 30, таких как транспортные трубопроводы. Низкие потенциалы, зарегистрированные во время данных обследований, могут указывать, например, на повреждение покрытия. Последующий анализ наружных покрытий может обеспечить точное определение зон повреждения покрытия на трубопроводе 30. Как правило, зоны повреждения покрытия могут характеризоваться высоким риском активной коррозии. Другие методы обследования включают в себя применение внутренних инструментов, таких как диагностические устройства, которые также называют приборами оперативного контроля и интеллектуальными приборами. Как ясно для средних специалистов в данной области техники, диагностические устройства представляют собой устройства, направляемые по трубопроводам и имеющие датчики для обнаружения изменений в металле трубопровода. Дополнительные методы испытаний включают в себя применение ультразвукового толщиномера, который может быть использован для измерения или внутренней, или наружной коррозии. Кроме того, к основным измерительным инструментам для наружной коррозии относятся прямолинейные края или линейки, средства для измерения углублений, средства для измерения отложений на внутренних стенках или профильные калибры, перекрывающие планки (рейки) и так далее.
Данные о трубопроводах, генерируемые при осуществлении способов обследования внутренних и наружных поверхностей, могут включать в себя данные о сварных швах трубопроводов, соединениях ответвлений, клапанах, изменениях и уменьшениях толщины стенок, аномалиях, повреждениях, потенциальных повреждениях и так далее. Кроме того, стандарты по ремонту, установленные Американским обществом инженеров-механиков (ASME) и другими организациями и властями, могут обеспечить возможность оценки и анализа коррозии и аномалий в трубопроводах, дать информацию о способах измерений и инженерных расчетах, например, для определения расчетного разрывающего внутреннего давления в корродированной трубе 14 (или остаточной способности корродированной трубы 14 выдерживать давление). Обычно, если остаточная способность выдерживать давление превышает максимальное допустимое рабочее давление (MAOP) на достаточную величину, обследованный участок или труба 14 могут оставаться в эксплуатации.
К переменным в подобных расчетах и другим факторам, которые могут быть получены и проанализированы до принятия решения о ремонте, относятся размеры трубы 14, предел текучести, глубина аномалии, аксиальная длина аномалии, коэффициент геометрической формы, установочное давление, максимальное допустимое рабочее давление в трубопроводе, класс, местоположение и другие применимые стандарты компаний по трубопроводам. Кроме того, владелец (оператор) или поставщик услуг может принять во внимание местоположение трубопровода 30, местоположение аномалии 16 на трубе 14 и тип аномалии 16. Само собой разумеется, применение ремонта может быть обусловлено специальными требованиями или модифицировано в зависимости от производителя или специальных требований. В идеальном случае обычно желательно, чтобы прочность отремонтированного участка соответствовала прочности или превышала прочность первоначальной трубы 14 и обеспечивала возможность возврата трубопровода 30 к эксплуатации при 100% от его максимального допустимого рабочего давления.
III. Приведенные в качестве примера армирующие материалы
При ремонте труб с применением композиционных материалов обеспечению механических свойств при растяжении системы для ремонта, предпочтительных для восстановления 100% максимального допустимого рабочего давления, как правило, главным образом способствует армирующий волокнистый элемент системы, такой как приведенная в качестве примера сухая волокнистая структура 12, показанная на фиг.2 и 3. Сухая волокнистая структура 12 может быть создана из множества разных материалов, таких как стекло, полимеры с улучшенными свойствами, углерод, сложный полиэфир, полиакрилаты, полипропилен, металлические волокна, нейлон (полиамидные волокна), органические материалы, такие как кевлар, неорганические материалы, такие как керамические материалы, и другие материалы. Обычно сухая волокнистая структура 12, такая как волокнистый мат или лента, может быть выполнена с конфигурацией, обеспечивающей возможность приема полимерного материала, такого как смола 41 или клей, для образования армированного волокнами композиционного материала. Например, сухая волокнистая структура 12 может иметь структуру переплетения, чтобы способствовать образованию матрицы или композиционного материала, когда полимерный материал или смолу 41 подают в сухую волокнистую структуру 12.
Многие типы волокон, такие как стекловолокна, углеродные волокна, гибридные ткани и другие, могут быть использованы в способах по настоящему изобретению. Особенно предпочтительными волокнами (то есть в отношении жесткости, прочности и свойств нанесения) являются углеродные волокна (например, ПАН-волокна, волокна на основе пека и т.д.). Могут быть использованы многие виды углеродного волокна. Приведенным в качестве примера видом пригодных углеродных волокон является тканая лента. Предпочтительной структурой ленты может быть однонаправленное углеродное волокно (основа) с некоторыми другими неструктуризованными или менее структуризованными волокнами (например, стекловолокном, полиэфирным волокном, термоплавким клейким волокном и т.д.) в направлении утка. В качестве примера производителей предпочтительных волокон можно привести следующих: Zoltek, Torah, Cytec, Hexcel (Hercules), Toho, Mitsubishi и Grafil. К приведенным в качестве примера диапазонам значений прочности при растяжении волокон, используемых в способах по настоящему изобретению, относятся следующие значения - от 50 до 800 тысяч фунтов на квадратный дюйм (от 344,738 МПа до 5515,808 МПа), например 100 тысяч фунтов на кв. дюйм (689,476 МПа), 200 тысяч фунтов на кв. дюйм (1378,952 МПа), 300 тысяч фунтов на кв. дюйм (2068,428 МПа), 400 тысяч фунтов на кв. дюйм (2757,904 МПа), 500 тысяч фунтов на кв. дюйм (3447,38 МПа), 600 тысяч фунтов на кв. дюйм (4136,856 МПа), 700 тысяч фунтов на кв. дюйм (4826,332 МПа) и т.д. Также эффективны, например, волокна с модулем, превышающим 4 миллиона фунтов на квадратный дюйм (27579,04 МПа) (например, превышающим 5 миллионов фунтов на кв. дюйм (34473,8 МПа), 10 миллионов фунтов на кв. дюйм (68947,6 МПа), 15 миллионов фунтов на кв. дюйм (103421,4 МПа), 20 миллионов фунтов на кв. дюйм (137895,2 МПа), 25 миллионов фунтов на кв. дюйм (172369 МПа) и т.д.). Тем не менее, следует подчеркнуть, что волокна с меньшими и бóльшими значениями предела прочности при растяжении и модулями, чем указанные определенные значения, могут быть эффективно применены в способах по настоящему изобретению.
Кроме того, следует отметить, что волокнистые ленты и другие волокнистые структуры могут быть изготовлены с рядом структур. Например, в определенных вариантах осуществления волокна сухой волокнистой структуры 12 могут быть однонаправленными или не иметь определенного направления. Приведенные в качестве примера волокна могут быть выполнены с углеродными жгутами (совокупностью углеродных элементарных волокон, образованной в виде нити), образованными из 1000-50000 элементарных волокон, переплетенных разными способами для получения желательного содержания волокон и волокнистой структуры. Более конкретным примером является лента шириной 3 дюйма (76,2 мм), имеющая 12 основных нитей на дюйм (4,7 основных нити на сантиметр), образованных из пряжи, имеющей 12000 элементарных волокон на дюйм (4724,4 элементарного волокна на сантиметр) из волокна, имеющего массу 12 унций на квадратный ярд (406,876 г/м2). В еще одном примере сухая волокнистая структура 12 представляет собой ткань полотняного переплетения из углеродных волокон, образованную с 12000 элементарных волокон на дюйм (4724,4 элементарного волокна на сантиметр) в направлении скрепления и 63000 элементарных волокон на дюйм (24803,15 элементарного волокна на сантиметр) в аксиальном направлении. Обычно структура переплетения и другие свойства волокнистой структуры 12 могут быть заданы так, чтобы способствовать проникновению полимерного материала (например, смолы 41) в сухую волокнистую структуру 12.
В проиллюстрированных вариантах осуществления сухую волокнистую структуру 12 прямо накладывают на трубу 14, поскольку сухая волокнистая структура 12 может быть размещена в сухом виде без предварительного смачивания сухой волокнистой структуры 12. Например, сухую волокнистую структуру 12 (например, армирующий материал из углеродных волокон) не смачивают полимерным материалом, таким как эпоксидная или другая смола, перед наложением сухой волокнистой структуры 12 на трубу 14. Кроме того, следует отметить, что повреждение или аномалия 16 трубы 14 может быть заполнено(-а) наполнителем перед наложением или наматыванием сухой волокнистой структуры 12 вокруг трубы 14. Кроме того, число витков или слоев сухой волокнистой структуры 12 вокруг поврежденной трубы 14 может зависеть от заданного расчетного давления или заданного максимального допустимого рабочего давления в отремонтированной системе труб. К техническим характеристикам сухой волокнистой структуры 12, которые могут быть приняты во внимание, относятся предел прочности при растяжении и модуль в продольном и поперечном направлениях сухой волокнистой структуры 12 (и, в конечном счете, отремонтированной трубы 14). К характеристикам отвержденного композиционного материала, которые должны быть учтены, могут относиться предел прочности при сдвиге, температура стеклования и коэффициент теплового расширения и так далее. В завершение, как ясно для средних специалистов в данной области техники, законченная система 10 для ремонта может быть подвергнута различным испытаниям для определения целостности системы 10 при эксплуатации.
IV. Полимерный материал для ремонта
К приведенным в качестве примера полимерным материалам, наносимым на армирующий материал (например, сухую волокнистую структуру 12), могут относиться термореактивные пластики или смолы 41, такие как фенолальдегидные смолы, эпоксидные смолы, полиуретаны, аминосмолы, нейлон, поликарбонаты и так далее. Действительно, приведенные в качестве примера текучие смолы 41 включают эпоксидную композицию, полиэфирную композицию, композицию на основе сложного винилового эфира, уретановую композицию или метакрилатную композицию, или любую их комбинацию. К приведенным в качестве примера термопластам, которые могут быть использованы в качестве смолы 41, относятся полиэтилен, полипропилен, поливинилхлорид, полистирол и другие термопласты. Кроме того, следует отметить, что полимерный материал или смола, нанесенный на волокнистую структуру 12, может исходно представлять собой короткоцепочечную молекулу форполимера. Дополнительные детали по приведенным в качестве примера материалам и приведенным в качестве примера диапазонам характеристик представлены в таблице 1.
В случае эпоксидных смол эпоксидные смолы, как правило, относятся к семейству молекул или олигомеров, содержащих, по меньшей мере, одну эпоксидную группу. Широко распространенные эпоксидные смолы включают в себя глицидиловые простые эфиры спиртов или фенолальдегидные смолы. Жидкая эпоксидная смола представляет собой типовой диглицидиловый эфир бисфенола А (DGEBPA) (Bis F, Novalacs и т.д.) и является примером большинства смол, используемых в промышленных применениях. Данные продукты являются твердыми или жидкими при изменяющихся консистенциях и обладают способностью вступать в реакцию посредством эпоксидных концевых групп с образованием трехмерных сеток, что придает конечному материалу жесткость, твердость и неспособность или по существу неспособность к возврату в текучее состояние. Конечные продукты могут быть охарактеризованы посредством их электрических свойств, адгезионной способности (то есть адгезии способствует наличие полярных групп в эпоксидной смоле), усадки, сопротивления удару, влагостойкости и так далее. Данное семейство термореактивных пластиков используется во многих применениях, таких как применение в композиционных материалах, покрытиях, клеях и герметизирующих материалах. Эпоксидная группа на конце данных молекул служит в качестве реакционноспособного места для сшивания в данных термореактивных полимерах. Следует отметить, что другие термореактивные пластики без эпоксидных концевых групп также могут быть использованы в способах по настоящему изобретению. Например, могут быть использованы уретановые форполимеры, содержащие изоцианатные группы (например, заканчивающиеся изоцианатными группами). Кроме того, в системе 10 для ремонта труб могут быть использованы сложные полиэфиры, имеющие ненасыщенные группы. Как было подчеркнуто ранее, широкое разнообразие полимерных композиций и композиций смол может быть создано (предусмотрено) для использования в системе 10 для ремонта.
Химический продукт, выбранный для реакции с данными эпоксидными и другими смолами или термореактивными пластиками, называют отверждающим агентом (или отвердителем), и он, как правило, имеет активный водород, соединенный с азотом, кислородом или серой. Обычно активный водород или присоединен к азоту, или представляет собой часть меркаптановой (-SH) группы. В случае эпоксидных смол аминовые отверждающие агенты являются наиболее широко распространенными и могут быть первичными или вторичными, алифатическими или ароматическими, или циклоалифатическими. Амины, как правило, имеют более трех реакционноспособных мест на молекулу, которые облегчают образование трехмерной сетчатой структуры полимера при смешивании с эпоксидной смолой. Выбор отверждающего агента зависит от многих параметров и может определять в большой степени эксплуатационные характеристики конечного эпоксидного термореактивного пластика. Кроме того, несмотря на то, что реакция аминов и эпоксидных смол может происходить при температуре окружающей среды, выбор отверждающего агента следует осуществлять тщательным образом для гарантирования того, что будет происходить необратимая (завершенная) реакция. Для аминов, предназначенных для применения при температуре окружающей среды, могут использоваться пластификаторы для гарантирования завершенной реакции. Кроме того, для аминов, предназначенных для реакций с термоотверждением, может использоваться незначительное количество пластификаторов или пластификаторы не используются, и данные амины, как правило, придают термореактивным пластикам более высокую прочность и лучшие тепловые характеристики.
Химическое сшивание, как правило, начинается при смешивании эпоксидной смолы и активных отверждающих агентов. Отверждающие агенты могут медленно вступать в реакцию с эпоксидными смолами, такими как ароматические амины или ангидриды, и могут сохранять низкую вязкость в бóльших массах или в случае нагрева. Однако вязкость алифатических аминов, циклоалифатических аминов, меркаптанов, третичных аминов, полиаминов, амидоаминов может быстро увеличиваться, пропорционально общей массе состава. Отверждающие агенты, такие как некоторые циклоалифатические амины, амины с простыми полиэфирами, амидоамины, алифатические амины, пластификаторы, вторичные амины и третичные амины и т.д., могут быть добавлены к составу для увеличения срока сохранения жизнеспособности смолы 41 и замедления увеличения вязкости. Как было упомянуто, температуры процессов могут играть существенную роль при определении характеристик конечного композиционного материала. Кроме того, используемые продолжительности и температуры могут зависеть от выбора отверждающего агента.
Обычно композиционный материал может включать в себя материал, армированный волокнами или другими элементами, с различимым характеристическим отношением длины к толщине. Обычными волокнами, используемыми вместе с эпоксидными смолами, являются стекловолокно и углеродные волокна. Тем не менее, также могут быть использованы арамидные, борные и другие органические и натуральные волокна, подобные указанным ранее. Полимеры, используемые в композиционных материалах, как правило, представляют собой термореактивные пластики, и их назначение состоит в передаче нагрузки или напряжений на волокнистую армирующую структуру, с тем, чтобы использовать прочность и жесткость (модуль) волокон. Приведенные в качестве примера доли содержания волокон в отвержденном композиционном материале (то есть во всем композиционном материале, включающем в себя дополнительную смолу, нанесенную поверх волокон для того, чтобы способствовать пропитыванию) могут варьироваться от 8% до 80% (например, составлять 10%, 20%, 30%, 40%, 45%, 50%, 55%, 60%, 65%, 70%), при этом данные величины приведены в весовых процентах. Само собой разумеется, подобные доли в процентах будут, как правило, более высокими, если рассматривать только по существу функциональную часть композиционного материала, а не дополнительную смолу. Определенное содержание волокон в весовых процентах может зависеть от заданной прочности, расчетного давления и других факторов конкретного применения.
Конечные физические свойства, тепловые характеристики, электрические свойства композиционного материала и свойства композиционного материала, определяющие его химическую стойкость, могут определяться выбором волокон, смолы, отверждающего агента и т.д. и условиями отверждения. При использовании эпоксидных композиций параметрами, которые должны быть приняты во внимание при выборе соответствующего отверждающего агента для состава эпоксидной смолы, являются вязкость, массовый эффект, циклы отверждения, температуры стеклования, вязкость разрушения и другие факторы. Вязкость состава должна быть достаточно низкой для обеспечения его проникновения в существенной степени в армирующие волокна 12. Смеси эпоксидной смолы и отверждающих агентов, имеющие сравнительно более высокую вязкость, могут быть нагреты для снижения вязкости состава. Тем не менее, нагрев может уменьшить время работы вследствие ускорения реакции в зависимости от типа отверждающего агента.
V. Ремонт труб с использованием упрочняющего удерживающего элемента поверх податливого формообразующего элемента
А. Упрочняющий удерживающий элемент
В способах ремонта труб по настоящему изобретению упрочняющий удерживающий элемент может быть размещен поверх податливого формообразующего элемента, подлежащего заполнению смолой. Как рассмотрено выше, вначале волокнистая структура (например, без смолы) может быть намотана вокруг поверхности трубы или объекта, подлежащего ремонту. Мягкий или податливый формообразующий элемент (например, тканевый формообразующий элемент) может быть затем размещен вокруг участка трубы, имеющего волокнистую структуру (например, углеродные волокна), размещенную на нем. Упрочняющий удерживающий элемент может быть расположен вокруг тканевого формообразующего элемента (то есть для обеспечения опоры для тканевого формообразующего элемента), и смолу вводят через упрочняющий удерживающий элемент во внутреннее пространство податливого формообразующего элемента. Затем давление смолы может быть повышено для того, чтобы способствовать проникновению смолы в волокнистую структуру для образования полимерного композиционного материала. Упрочняющий удерживающий элемент (то есть опорная конструкция) обеспечивает опору для податливого формообразующего элемента, способствует равномерному распределению смолы вокруг трубы под формообразующим элементом, облегчает регулирование толщины смолы внутри податливого формообразующего элемента и так далее.
Упрочняющий удерживающий элемент может представлять собой по существу жесткую цилиндрическую оболочку, образованную, например, из стали или поливинилхлорида (ПВХ). С другой стороны, упрочняющий удерживающий элемент может представлять собой гибкую цилиндрическую оболочку, образованную, например, из листового металла. В других вариантах осуществления упрочняющий удерживающий элемент может включать в себя барабан (tambour), рассмотренный ниже. Обычно упрочняющий удерживающий элемент может обеспечить гибкость в радиальном направлении (для охвата трубы) при одновременном обеспечении жесткости в аксиальном направлении для сохранения по существу однородного кольцевого пространства вокруг трубы.
На фиг.16 показан барабан 180, используемый при выполняемом с применением полимеров ремонте или выполняемом с применением полимеров упрочнении трубы, резервуаров и других объектов. Приведенный в качестве примера барабан 180, имеющий внутреннюю поверхность 181, может быть установлен вокруг трубы или объекта, подлежащего ремонту или упрочнению, и в определенных вариантах осуществления может быть подогнан по длине или ширине для обеспечения его соответствия трубе или объекту с заданными размерами, и так далее. Барабан 180 может быть использован для создания по существу однородного кольцевого пространства вокруг окружной периферии трубы, в котором находятся армирующие волокна (например, углеродные волокна), смола и другие компоненты (например, податливый формообразующий элемент) систем для ремонта труб. Барабан 180 может оставаться на месте или может быть удален при завершении ремонта, то есть после образования композиционного материала из армированной волокнами смолы на трубе.
В настоящей заявке барабан 180 может быть определен как гибкий или полужесткий конструктивный удерживающий элемент, имеющий множество сравнительно узких секций или элементов 182 (например, полосок, пластин, профилей, полученных экструзией, и т.д.). Элементы 182 могут быть жесткими, полужесткими или гибкими и могут быть образованы из алюминия, стали, древесины, плоского гладкого металлического листа, гофрированного металлического листа, поливинилхлорида, полиэтилена, стекловолокна или обрабатываемых материалов и т.д. Обычно пластины или элементы 182 могут обеспечивать гибкость в радиальном направлении при одновременном обеспечении жесткости в аксиальном направлении.
В проиллюстрированном варианте осуществления элементы 182 соединены вместе посредством соединителей 184. В данном примере торцевые крышки 186 обеспечивают крепление элементов 182 друг к другу. Высота основания соединителей 184 может определять толщину находящейся под ними смолы, размещенной на ремонтируемой трубе. Другие элементы или направляющие могут быть использованы на барабане или вокруг барабана для облегчения регулирования толщины смолы.
В одном варианте осуществления барабан 180 включает в себя множество соединенных в замок элементов 182 (например, пластин), изготовленных из алюминия, что придает гибкость для размещения барабана 180 вокруг окружной периферии трубы с охватом ее, но также придает жесткость в аксиальном направлении для сохранения по существу однородного кольцевого пространства вокруг трубы. Тем не менее следует подчеркнуть, что конкретный барабан 180, показанный на фиг.16, приведен в качестве примера и не предназначен для ограничения способов по настоящему изобретению конкретной конструкцией.
Проиллюстрированный барабан 180 имеет ширину 188 и длину 189, при этом каждый из данных размеров можно модифицировать или отрегулировать (подогнать). Например, длина 189 может быть подогнана посредством добавления или удаления элементов 182. Кроме того, устройство 190 для перекрытия концевого зазора может также облегчить подгонку длины 189 установленного барабана 180. Желательная ширина 188 может быть задана посредством длины узких элементов 182, которая в данном примере измеряется в аксиальном направлении барабана 180, когда он установлен вокруг трубы. Барабан 180 может быть закреплен вокруг трубы, например, посредством соединительной системы. В проиллюстрированном варианте осуществления охватываемые соединительные элементы 192 сопрягаются с охватывающими соединительными элементами (см. фиг.17) для фиксации барабана 180 вокруг трубы.
Тем не менее снова следует подчеркнуть, что конкретный тип барабана 180, показанный на фиг.16, приведен только в качестве примера. В других вариантах осуществления барабан 180, например, может быть не приспособлен для подгонки размеров. Кроме того, пластины 182 могут соединяться иначе, чем рассмотрено выше, например, посредством шарниров, амортизационных шнуров, материала для сшивки, крючков и т.д. Кроме того, барабан 180 может быть закреплен вокруг трубы иначе, чем с помощью конкретной соединительной системы, используемой в проиллюстрированном варианте осуществления. Например, барабан 180 может быть закреплен посредством оберточного материала, лент, соединений типа Velcro, блокировочных механизмов, различных типов болтовых соединений и так далее. Кроме того, снова следует подчеркнуть, что различные типы барабанов 180 представляют собой только одну категорию упрочняющих удерживающих элементов. Другими словами, в упрочняющем удерживающем элементе в способах по настоящему изобретению могут не использоваться подобные пластинчатые элементы 182, но вместо этого он может представлять собой, например, сплошной лист металла, который может обеспечить гибкость в радиальном направлении и жесткость в аксиальном направлении.
В. Податливый формообразующий элемент
Барабан 180 (или опорные удерживающие или упрочняющие удерживающие элементы других типов) могут быть использованы в системе для ремонта труб. Например, как было рассмотрено, волокнистая структура (например, без смолы) может быть намотана вокруг поверхности трубы. В определенных вариантах осуществления мягкий или податливый формообразующий элемент (например, тканевый формообразующий элемент) может быть затем размещен вокруг участка трубы, имеющего волокнистую структуру, размещенную на нем. Барабан 180 (или другой опорный удерживающий элемент или упрочняющий удерживающий элемент) затем устанавливают вокруг тканевого формообразующего элемента. Полимерная смола может быть введена через барабан 180 (например, через отверстие 194) и через воронку или отверстие в тканевом формообразующем элементе в волокнистую структуру, размещенную на трубе или объекте. В показанном примере приведенное в качестве примера отверстие 194 барабана 180 включает в себя приведенную в качестве примера часть 195 для введения смолы и приведенные в качестве примера части 196 для вставки измерительных приборов или измерительных устройств, например, таких как термометры, манометры и т.д.
Барабан 180 (или другие варианты осуществления опорного удерживающего элемента или упрочняющего удерживающего элемента) может (могут) обеспечить придание формы и профиля отвержденной полимерной смоле, находящейся под тканевым формообразующим элементом. Действительно, барабан 180 может обеспечить усиление и опору для тканевого формообразующего элемента, который может иметь менее прочную и менее дорогую конструкцию в определенных вариантах осуществления. Барабан 180 может обеспечить, например, наличие высокопрочного формообразующего элемента с расположенным под ним недорогим тканевым формообразующим элементом без значительного разрушения или утечки.
Следовательно, барабан 180 (или другие варианты осуществления опорного удерживающего элемента или упрочняющего удерживающего элемента) может (могут) представлять собой гибкое механическое приспособление, предназначенное для закрытия наружной стороны тканевого формообразующего элемента, размещенного на трубе, резервуаре, конструкции, баке или другом объекте. При реализации тканевый формообразующий элемент под барабаном 180 может быть сжат (например, сдавлен, закручен, стянут и т.д.) для вдавливания смолы в волокнистую структуру и, таким образом, для того, чтобы по существу пропитать расположенный под ним армирующий тканевый материал смолой. Барабан 180 может обеспечить опору для податливого формообразующего элемента, например, таким образом, что формообразующий элемент не будет значительно деформироваться, что могло бы вызвать неоднородное распределение смолы или большую толщину смолы в нижней части формообразующего элемента (то есть вследствие массы и силы тяжести). Действительно, подобная опора и регулирование посредством барабана 180 может предпочтительно обеспечить уменьшение количества смолы, используемой при ремонте. Барабан 180 может обеспечить регулирование толщины смолы, уменьшение бесполезного расходования смолы посредством регулирования расположенного под ним податливого элемента (например, мягкой ткани) и тому подобного. В заключение следует отметить, что барабан 180 может быть использован в системах для ремонта труб, в которых не используется расположенный под ним податливый формообразующий элемент.
С. Барабан
На фиг.17 показаны наружная поверхность 200 барабана 180, имеющего пластины 182. Отверстие 194 также предусмотрено для приема смолы и/или вставки измерительных приборов через барабан 180 в расположенный под ним волокнистый композиционный материал. Как было рассмотрено, барабан 180 включает в себя как охватываемые соединительные элементы 192, так и охватывающие соединительные элементы 202 для крепления барабана вокруг трубы или объекта. Тем не менее, как было упомянуто, барабан 180 может быть зафиксирован вокруг трубы или объекта посредством натяжных ремней, скоб, механических зажимов, болтового соединения и так далее вместо соединительных элементов 192 и 202 или в дополнение к ним.
На фиг.18 и 19 показаны соответственно приведенные в качестве примера охватываемый соединительный элемент 192 и охватывающий соединительный элемент 202. В данном примере охватываемые соединительные элементы 192 расположены на конце 210 барабана 180 и включают себя болт 212 с резьбой, опирающийся на основание 214. Соединитель 216 облегчает присоединение охватываемого соединительного элемента 192 к выдавленному профилю или пластине 182 на конце 210 барабана 180. Распорка 218 расположена у основания болта 212 с резьбой для обеспечения упора для гайки 220. Гайки 220 и 222, которые расположены на болте 212 с резьбой с каждой стороны шайбы 224, обеспечивают надежное соединение охватываемого соединительного элемента 192 с охватывающим соединительным элементом 202. В данном примере охватывающий соединительный элемент 202 расположен на противоположном конце 238 барабана 180. В данном варианте осуществления зажим 216, винт 228 и распорка 229 входят в контакт с соединителем 216 для крепления охватываемого соединительного элемента к пластине 182. Кроме того, расстояние 239 от соединителя может обеспечить регулирование толщины смолы.
На фиг.19 показан конец 238 барабана 180, имеющий охватывающие соединительные элементы 202. В данном примере конец 238 также включает в себя устройство 190 для перекрытия концевого зазора, используемое для регулировки диаметра установленного барабана 180 (вокруг трубы или объекта). В проиллюстрированном варианте осуществления винт 240 обеспечивает крепление охватывающего соединительного элемента 202 к пластине 182 на конце 238 барабана 180. В заключение следует подчеркнуть, что конфигурация соединения, показанная на фиг.18 и 19, приведена в качестве примера и не означает ограничения применения других способов для крепления установленного барабана 180.
На фиг.20 и 21 охватываемый соединительный элемент 192 и охватывающий соединительный элемент 202 сцеплены. Болт 212 с резьбой охватываемого соединительного элемента 192 входит в канавку 242 охватывающего соединительного элемента 202. Канавка 242 имеет кромки 244, каждая из которых имеет наружную поверхность 244 и внутреннюю поверхность 246. Как показано, болт 212 находится внутри канавки 242. Соединительные элементы 192 и 202 могут быть дополнительно скреплены посредством затягивания гаек 220 и 222 и посредством использования шайбы 224.
Фиг.22 и 23 иллюстрируют соответственно детали соединителей 184 и торцевых крышек 186, предназначенных для скрепления соседних пластин 182 барабана 180. На фиг.22 показаны две полученные экструзией пластины 182 с соединителями 184, имеющими конструкцию с шарниром. Шарнир соединителей 184 включает в себя охватываемую часть 242 и охватывающую часть 244. Соседние пластины 182 могут быть соединены посредством соединителей 184 путем вдвигания охватываемой части 242 через охватывающую часть 244. Фиг.23 показывает торцевую крышку 186, предназначенную для фиксации полученных экструзией пластин 182 барабана 180. После вставки торцевой крышки 186 в конец пластины 182 базовая часть 254 может обеспечить регулирование толщины смолы (то есть служит в качестве направляющей для регулирования толщины смолы). Другие типы направляющих для регулирования толщины смолы также могут быть использованы в способах по настоящему изобретению. Как было рассмотрено, для фиксации соседних пластин 182 торцевую крышку 186 вставляют в конец пластины 182. Блокировочное отверстие 252 на пластине 182 сопрягается с блокировочным стопором 256 на торцевой крышке 186. Язычок 258 торцевой крышки 186 включает в себя паз 260, который охватывает ребро 246 пластины 182, полученной экструзией.
D. Система для ремонта труб
Фиг.24-39 по существу иллюстрируют способы ремонта объекта или трубы 270. Фиг.24 и 25 показывают трубу 270, имеющую наружную поверхность 272, внутреннюю поверхность 274 и дефект 278 (например, поврежденный участок, корродированную зону и т.д.) на наружной поверхности 272. В определенных вариантах осуществления дефект 278 и окружающая зона 280 (как показано в виде зоны с точками) могут быть подвергнуты пескоструйной или другой обработке при подготовке дальнейшего ремонта трубы 270. Зона 280 вокруг дефекта 278 может быть подвергнута пескоструйной обработке локально или на наружной окружной периферии трубы 270.
На фиг.26 и 27 показано, что диэлектрическая обертка 284 (например, стекловолокнистый материал), если требуется, может быть размещена на наружной поверхности 272 трубы 270. Диэлектрическая обертка 284 может служить для усиления или упрочнения трубы 270, а также для изоляции трубы 270 (например, стальной трубы) от последующих слоев волокон или волокнистой ткани (например, ткани из углеродных волокон). Действительно, обертка 284 может обеспечить электрическую изоляцию трубы 270 (например, стальной трубы) от углеродных волокон, которые могут быть наложены позднее, в результате чего замедляется нежелательная коррозия между поверхностью 272 трубы 270 и размещаемыми впоследствии углеродными волокнами. Следует отметить, что диэлектрическая или электроизоляционная грунтовка может быть использована вместо диэлектрической обертки 284 или в комбинации с диэлектрической оберткой 284.
На фиг.28 и 29 показано наложение рассчитанного числа витков армирующей волокнистой структуры 290 (например, ткани из углеродных волокон) плотно вручную вокруг трубы 270. Один слой или множество слоев армирующей волокнистой структуры 290 могут быть наложены или намотаны вокруг трубы 270. Как было рассмотрено, армирующая волокнистая структура 290 может включать в себя множество разных типов волокон и материалов. Приведенная в качестве примера армирующая волокнистая структура 290 представляет собой ткань из углеродных волокон, имеющую многоволоконный непрерывный жгут (например, 12К) типа полотняного переплетения, поверхностную плотность ткани, составляющую приблизительно 300 граммов на квадратный метр (г/м2), и номинальную толщину приблизительно 0,022 дюйма (0,5588 мм). Следует подчеркнуть, что данные конкретные числовые значения характеристик волокон приведены только в качестве примеров. Приведенный в качестве примера поставщик армирующей волокнистой структуры 290 (например, ткани из углеродных волокон) - это Fabric Development Inc., Quakertown, Пенсильвания.
На фиг.30 и 31 показано размещение податливого формообразующего элемента 300 (например, мягкого, гибкого, тканевого) вокруг армирующей волокнистой структуры 290, размещенной на трубе 270. Податливый формообразующий элемент 300 может быть изготовлен из ткани или другого по существу непористого материала. Ленты 302 или другие средства обеспечивают крепление податливого формообразующего элемента 300 к трубе 270. Кроме того, податливый формообразующий элемент 300 может быть зафиксирован и герметично присоединен на месте посредством использования ленточных зажимов 302 на каждом конце формообразующего элемента 300. Податливый формообразующий элемент 300 может включать в себя тканевую воронку 304 и иметь отверстия 306 для соответствующих измерительных приборов. Например, манометр 308, термометр 309 или другие измерительные приборы могут сопутствовать податливому формообразующему элементу 300. Манометр 308 может быть использован, например, для мониторинга и облегчения регулирования давления, приложенного к смоле, находящейся под податливым формообразующим элементом 300. Термометр 309 может обеспечить мониторинг температуры нагрева смолы вследствие экзотермического эффекта, например, во время отверждения.
На фиг.32 и 33 показана установка барабана 180 поверх формообразующего элемента 300. Охватываемый соединительный элемент 192 и охватывающий соединительный элемент 202 сцепляют для фиксации барабана относительно трубы 270. Воронку 304 и любые взаимодействующие измерительные приборы (например, манометр 308) формообразующего элемента 300 вставляют через отверстие 194 барабана 180. Фиг.34 и 35 показывают введение смолы 320 через воронку 304 податливого формообразующего элемента 300 во внутреннее пространство формообразующего элемента 300. Смола 320 может представлять собой, например, заданное количество смешанных смолы и отвердителя для ESR (ероху sleeve repair - для ремонта с применением рубашки из эпоксидной смолы). Смола проходит под формообразующим элементом 300 вокруг армирующей волокнистой структуры 290 (например, ткани из углеродных волокон). На характеристики потока смолы 320 может влиять, например, вязкость и поверхностное натяжение смолы 320. В одном варианте осуществления вязкость смолы 320 находится в диапазоне от 1200 до 1500 сантипуаз (сП). Это контрастирует с другими типовыми смолами, которые могут иметь значительно более высокую вязкость.
На фиг.36 и 37 представлен способ нагнетания смолы 320 через армирующую волокнистую структуру 290 (например, ткань из углеродных волокон) к поверхности трубы 270, в результате чего происходит по существу пропитывание волокнистой структуры 290. В одном варианте осуществления штифт, например, такой как деревянный штифт 330, может быть использован в верхней части мягкого формообразующего элемента 300. Штифт 330 может быть установлен через отверстия, выполненные, например, на воронке 304, и затем может быть повернут для закручивания или сдавливания формообразующего элемента 300 для приложения давления к смоле 320. В определенных вариантах осуществления давление на смолу 320 может быть увеличено до 5 фунтов на квадратный дюйм (34,4738 кПа) и более и может поддерживаться до тех пор, пока смола 320 не затвердеет. Кроме того, мониторинг подобного давления может осуществляться посредством манометра 308, датчика давления или другого средства для измерения давления. В проиллюстрированном варианте осуществления обеспечивается повышение давления смолы 320 гидравлически под внутренней поверхностью формообразующего элемента 300 и вокруг внутренней поверхности формообразующего элемента 300, в результате чего по существу происходит пропитывание и схватывание как ткани 284, так и армирующей волокнистой структуры 290. Барабан 180 может облегчить регулирование распределения толщин смолы 320, обеспечить уменьшение расхода смолы 320, увеличение предельного давления смолы 320 и так далее.
На фиг.38 и 39 показана труба 270 после отверждения смолы 320 и удаления барабана 180 и мягкого формообразующего элемента 300, чтобы открыть смолу 320. Смола 320 может образовывать композиционный материал вместе с волокнистой структурой 290. Ремонт может обеспечить упрочнение трубы 270, восстановление расчетного давления в трубе 270, уменьшение коррозии, вызываемой растрескиванием при напряжении, и тому подобное. В заключение следует отметить, что смола 320 может быть такой же, как ранее рассмотренная смола 41, или аналогичной ей.
Е. Свойства и применения приведенных в качестве примера смол
Как было рассмотрено, смолы 41 и 320 могут быть использованы в вышеупомянутых способах ремонта, в которых используется упрочняющий удерживающий элемент (например, барабан 180) вместе с податливым формообразующим элементом 300. Кроме того, смола 41 и 320 может быть использована во множестве разных систем для ремонта с применением композиционных материалов, включая те, которые предусматривают наложение смоченной или сухой волокнистой армирующей структуры (например, из углеродных волокон) на объект (например, трубу 270) с наружным удерживающим элементом или без наружного удерживающего элемента, с приложением или без приложения внешнего давления, с обеспечивающим повышение давления формообразующим элементом или рукавом или без него и так далее.
Обычно характеристики смолы 320 (и волокнистой структуры 290) могут быть заданы такими, что смола 320 будет проходить вокруг волокон в волокнистой структуре 290 (и через диэлектрическую обертку 284) к наружной поверхности 272 трубы 270. Например, благоприятные характеристики, такие как низкая вязкость, низкое поверхностное натяжение и т.д. неотвержденных смол 320 или отверждающихся смол 320, могут способствовать проходу смолы 320 через волокнистую структуру 290. В определенных вариантах осуществления смола 320 имеет вязкость менее 1000 сантипуаз (сП) и/или поверхностное натяжение, составляющее менее приблизительно 30 дин (30*10-5 Н) (например, 5 дин (5*10-5 Н), 10 дин (10*10-5 Н), 15 дин (15*10-5 Н), 20 дин (20*10-5 Н), 25 дин (25*10-5 Н)). Тем не менее следует подчеркнуть, что в определенных вариантах осуществления смола может иметь поверхностное натяжение, превышающее 30 дин (30*10-5 Н). Приведенные в качестве примера значения исходной вязкости смолы 320 или вязкости смолы 320 в смешанном состоянии (то есть, когда она смешана) могут находиться в диапазоне от приблизительно 50 сП до 20000 сП, включая приблизительно 50 сП, 100 сП, 300 сП, 500 сП, 1000 сП, 1100 сП, 1150 сП, 1200 сП, 1250 сП, 1300 сП, 1350 сП, 1400 сП, 1450 сП, 1500 сП, 2000 сП, 3000 сП, 4000 сП, 5000 сП, 7000 сП, 9000 сП, 10000 сП, 12000 сП, 15000 сП, 18000 сП и т.д. Кроме того, смола 320 может включать в себя смачивающие агенты для того, чтобы способствовать диспергированию смолы 320 по волокнистой структуре 290. Кроме того, как было рассмотрено, внешнее давление (например, прикладываемое посредством податливого формообразующего элемента 300) может способствовать проникновению смолы 320. Обычно сравнительно быстрое проникновение смолы 320 через волокнистую структуру может обеспечить лучшее «приспосабливание» композиций быстро реагирующих смол 320, как правило, связанное, например, с отверждением смол 320 при сравнительно больших экзотермических эффектах.
Предпочтительно характеристики отвержденной смолы 320 могут включать сравнительно высокую температуру стеклования (Tg) и деформационную теплостойкость (HDT - heat deflection temperature). Как будет ясно для средних специалистов в данной области техники, подобные характеристики смолы могут быть предпочтительными при ремонте систем труб, рассчитанных на работу под давлением или работающих под давлением (например, превышающим атмосферное или давлением ниже атмосферного) и при температуре (например, превышающей температуру окружающей среды). Предпочтительно система для ремонта труб по настоящему изобретению, независимо от того, применяется ли она при регламентированных или нерегламентированных ремонтах, может обеспечить сравнительно высокую температуру Tg стеклования и/или деформационную теплостойкость HDT. Несмотря на то, что способы по настоящему изобретению не ограничены определенным стандартом, примером применимого промышленного стандарта является стандарт Post-Construction Code-2 (PCC-2) Американского общества инженеров-механиков (ASME), озаглавленный “Non-Metallic Composite Repair Systems for Piping and Pipe Work” («Системы для ремонта на основе неметаллических композиционных материалов для труб и трубопроводов»). Как будет ясно для средних специалистов в данной области техники, сертификация в рамках стандарта ASME PCC-2 требует того, чтобы композиционная система из смолы/волокон отвечала определенным требованиям по температуре Tg стеклования и деформационной теплостойкости HDT. В соответствии с современным стандартом ASME PCC-2 температуру эксплуатации систем для ремонта указывают как температуру Tg стеклования минус 36°F (минус 20°C)/деформационную теплостойкость HDT минус 27°F (минус 15°C) для трубопроводов без течей и как температуру Tg стеклования минус 54°F (минус 30°C) / деформационную теплостойкость HDT минус 36°F (минус 20°C) для трубопроводов с течами.
Предпочтительно в определенных вариантах осуществления смола 320 (например, эпоксидная смола) может отверждаться при температуре окружающей среды (например, от 35°F (1,7°C) до 120°F (48,9°C)) до повышенной температуры Tg стеклования и деформационной теплостойкости HDT. Подобное отверждение смолы 320 при температуре окружающей среды или температуре внутри помещения может позволить избежать использования внешних источников тепла. Приведенные в качестве примера смолы 320 и соответствующие системы для ремонта на основе композиционных материалов могут иметь деформационную теплостойкость HDT, соответствующую, по меньшей мере, приблизительно 150°F (65,6°C) (например, 175°F (79,4°C), 200°F (93,3°C), 225°F (107,2°C), 250°F (121,1°C), 275°F (135,0°C), 300°F (148,9°C), 325°F (162,8°C), 350°F (176,7°C), 375°F (190,6°C), 400°F (204,4°C), 425°F (218,3°C) и т.д.), и смола 320 может иметь температуру Tg стеклования, составляющую, по меньшей мере, приблизительно 150°F (65,6°C) (например, 175°F (79,4°C), 200°F (93,3°C), 225°F (107,2°C), 250°F (121,1°C), 275°F (135,0°C), 300°F (148,9°C), 325°F (162,8°C), 350°F (176,7°C), 375°F (190,6°C) и т.д.). Следует отметить, что дополнительное тепло, обеспечиваемое базисной трубой 270, может вызвать увеличение деформационной теплостойкости HDT и/или температуры Tg стеклования. Например, если базисная труба после ремонта возвращается к работе при температурах свыше 200°F (93,3°C), смола 320 может продолжать отверждаться или подвергаться последующему отверждению до температуры Tg стеклования, составляющей от 150°F (65,6°C) или 250°F (121,1°C) до приблизительно 400°F (204,4°C) или выше, и до деформационной теплостойкости HDT от 150°F (65,6°C) или 250°F (121,1°C) до приблизительно 400°F (204,4°C) и так далее. Теоретическое обоснование заключается в том, что смола 320 может продолжать подвергаться сшиванию до получения даже более высокой температуры Tg стеклования и/или деформационной теплостойкости HDT смолы и композиционного материала в целом. При таком последующем отверждении смолы 320 может быть обеспечен синергизм между смолой 320, волокнистой армирующей структурой (например, из углеродных волокон) и дополнительной теплотой, обеспечиваемой базисной трубой 270. И в данном случае смола 320 или получающийся в результате композиционный материал может обеспечить деформационную теплостойкость HDT в интервале от приблизительно 250°F (121,1°C) до 400°F (204,4°C). Таким образом, в определенных применениях температура Tg стеклования отвержденной смолы 320 может находиться в интервале от приблизительно 250°F (121,1°C) до приблизительно 400°F (204,4°C). Кроме того, следует отметить, что приведенные в качестве примера смолы 320 могут создавать экзотермический эффект при температурах свыше приблизительно 200°F (93,3°C), даже без применения внешнего источника тепла.
Желательно, чтобы смолы 320 подвергались отверждению при температуре внутри помещения (то есть для избежания использования внешнего источника тепла) при сравнительно малой усадке (например, менее 10 объемных процентов) и реальном времени работы (например, менее 2 часов). Кроме того, приведенные в качестве примера смолы 320, такие как некоторые эпоксидные смолы и уретаны, могут предпочтительно обеспечить малые скорости усадки отвержденной смолы 320. Другие смолы 320, такие как некоторые акрилаты, смолы на основе эпоксидной смолы и сложных виниловых эфиров, сложные виниловые эфиры, полиэфиры и т.д., также могут обеспечить сравнительно более высокую температуру Tg стеклования, но подобные смолы 320 после отверждения могут испытывать усадку и напряжения в кольцевом пространстве системы для ремонта. Смола 320 (например, эпоксидная смола) может быть использована вместе с химическими продуктами, представляющими собой отвердители, включая, например, алифатические амины и циклоалифатические амины. В различных вариантах осуществления смола 320 не содержит по существу никаких пластификаторов или растворителей, с тем, чтобы не подавлялась реакционная способность. Другими словами, пластификаторы и растворители могут быть, как правило, нереакционноспособными и/или монофункциональными, и, следовательно, избежание добавления пластификаторов и растворителей может способствовать реакционной способности композиции смолы 320.
В некоторых примерах экзотермическая кривая смолы 320 достигает или превышает 200°F (93,3°C) при температуре окружающей среды, и, в результате, температура Tg стеклования будет составлять от приблизительно 130°F (54,4°C) до 150°F (65,6°C). Тем не менее, при включении композиции из активируемого при нагревании отвердителя для эпоксидной смолы/катализатора (например, в количестве от 5 весовых процентов до 40 весовых процентов от веса смолы 320), включая ангидриды, имидазолы, циклоалифатические амины, полициклоалифатические амины, ароматические амины, полимочевины, дициандиамид, BF3-комплексы и т.д. - но возможные композиции не ограничены вышеуказанными, температура Tg стеклования и деформационная теплостойкость HDT могут находиться в интервале от приблизительно 150°F (65,6°C) до приблизительно 400°F (204,4°C). Это может быть частично обусловлено сравнительно большим экзотермическим тепловым эффектом, вызывающим отверждение данных веществ, и при этом не возникает необходимости во внешнем источнике тепла. Как было рассмотрено, подобные повышенные температура Tg стеклования и деформационная теплостойкость HDT могут создать возможность ремонта или упрочнения систем труб, рассчитанных на сравнительно высокие температуры эксплуатации, посредством использования кинетики отверждения при температуре окружающей среды. Предпочтительно подобный ремонт систем, рассчитанных на эксплуатацию при высоких температурах, может быть выполнен посредством использования кинетики отверждения при температуре окружающей среды. В некоторых примерах подобные повышенная температура Tg стеклования и/или деформационная теплостойкость HDT достигаются, например, в цилиндрическом или многогранном кольцевом пространстве с толщиной от 0,10 дюйма (2,54 мм) до 1,00 дюйма (25,4 мм) вокруг стальной трубы при экзотермическом эффекте смолы, обеспечивающем достижение или превышение температуры 200°F (93,3°C).
Действительно, в некоторых вариантах осуществления способы по настоящему изобретению обеспечивают комбинацию эпоксидной смолы/отвердителя, затвердевающую при температуре окружающей среды, которая создает экзотермический эффект при сравнительно высоких температурах (например, превышающих приблизительно 200°F (93,3°C)), например, в том случае, когда смола может быть подведена в сравнительно узкое геометрическое кольцевое пространство при применении ремонта труб. В других вариантах осуществления предусмотрена двухкомпонентная смола 320 (то есть состоящая из двух частей эпоксидная композиция) разных типов, которая создает экзотермический эффект с температурами свыше приблизительно 200°F (93,3°C) и которая также применима в сравнительно узком геометрическом кольцевом пространстве. Подобный экзотермический эффект может катализировать действие компонента, обеспечивающего отверждение при нагревании (например, добавки, отвердителя, катализатора), в смоле 320, что может обеспечить повышение температуры Tg стеклования и деформационной теплостойкости HDT отвержденной смолы 320. К приводимым в качестве примера двухкомпонентным смолам относятся эпоксидные смолы, уретаны, композиции из эпоксидной смолы и сложных виниловых эфиров, сложные виниловые эфиры, полиэфиры и т.д.
Толщину кольцевого пространства над армирующей структурой 290 (например, оберткой из углеродных волокон), размещенной на трубе 270 (или любой исходной обертывающей конфигурацией или композицией), можно регулировать для обеспечения толщины слоя смолы 320 на волокнистой структуре 290 в интервале от 0,1 до 4,0 дюйма (от 2,54 до 101,6 мм), от 0,1 до 3,0 дюйма (от 2,54 до 76,2 мм), от 0,1 до 2,0 дюйма (от 2,54 до 50,8 мм), от 0,1 до 1,0 дюйма (от 2,54 до 25,4 мм), от 0,1 до 0,5 дюйма (от 2,54 до 12,7 мм) и т.д. Кроме того, в определенных вариантах осуществления данный слой смолы 320, как правило, должен быть сравнительно толстым для обеспечения экзотермического эффекта для сшивания используемых отвердителей/катализаторов, вызывающих отверждение при нагревании. Кроме того, кольцевое пространство может быть по существу симметричным относительно центральной оси трубы 270, так что при охлаждении кольцевого пространства не будет сильной неравномерности толщины, которая может вызвать, например, растрескивание под воздействием напряжений. Барабан 180 и/или другая жесткая удерживающая система может способствовать данному регулированию толщины смолы 320 на волокнистой структуре 290.
Следует отметить, что данный по существу симметричный слой смолы, образованный в кольцевом пространстве над волокнистой структурой 290, может быть армирован тканями, сетками, цепями, измельченными волокнами, штапелированными волокнами, ровингами и так далее. Данные дополнительные армирующие материалы могут быть органическими, неорганическими и/или металлическими для уменьшения растрескивания однажды залитого слоя смолы под воздействием напряжений. Это может обеспечить уменьшение усадки вокруг базисной трубы во время охлаждения после проявления экзотермического эффекта и связано с иногда твердой «природой» и повышенной температурой Tg стеклования/деформационной теплостойкостью HDT образованной смолы 320. В заключение, данному слою смолы 320 в кольцевом пространстве над оберткой из волокнистой армирующей структуры 290 также может быть придана жесткость посредством микроскопических добавок для разделения фаз, которые служат в качестве ограничителей трещин/компонентов для снятия напряжений благодаря двухфазному механизму упрочнения.
Таким образом, технологии по настоящему изобретению обеспечивают создание системы и способа упрочнения участка трубы, включающего в себя наложение волокнистой структуры на участок трубы, подлежащий упрочнению, и нагнетание смолы через волокнистую структуру к участку трубы, чтобы по существу пропитать волокнистую структуру смолой, при этом смола имеет вязкость менее приблизительно 10000 сП и поверхностное натяжение менее приблизительно 30 дин (30*10-5 Н). Обеспечивают возможность отверждения смолы при условиях окружающей среды при пике на экзотермической кривой, превышающем приблизительно 200°F (93,3°C), при этом отвержденная смола имеет температуру стеклования, превышающую приблизительно 150°F (65,6°C), и деформационную теплостойкость, превышающую приблизительно 150°F (65,6°C). Повышение давления смолы может включать в себя размещение податливого формообразующего элемента вокруг волокнистой структуры, установку упрочняющего удерживающего элемента вокруг податливого формообразующего элемента, заливку смолы через упрочняющий удерживающий элемент и в податливый формообразующий элемент поверх волокнистой структуры, и сжатие податливого формообразующего элемента для нагнетания смолы через волокнистую структуру к трубе.
ПРИВЕДЕННЫЕ В КАЧЕСТВЕ ПРИМЕРА ХАРАКТЕРИСТИКИ КОМПОЗИЦИОННОГО МАТЕРИАЛА ИЗ СМОЛЫ И ВОЛОКОН
(DMA)
КОМПОЗИЦИОННОГО МАТЕРИАЛА
ПРИМЕРЫ
Нижеследующие, приводимые в качестве примера сведения, как правило, относятся к приводимой в качестве примера системе для ремонта с применением рубашки из эпоксидной смолы (ESR), предназначенной для ремонта нетекущих стальных труб. Нижеследующие приводимые в качестве примера сведения приводятся для того, чтобы дать средним специалистам в данной области техники подробное описание того, каким образом оцениваются способы, заявленные здесь, и не предназначены для ограничения объема того, что авторы изобретения считают своим изобретением. В данных примерах система для ремонта с применением рубашки из эпоксидной смолы представляет собой неметаллическую, монолитную систему для ремонта с применением композиционного материала с углеродными волокнами, предназначенную для поврежденных или подвергшихся коррозии трубопроводов, при применениях труб и трубопроводов, связанных с высокими и низкими рисками. Система для ремонта с применением рубашки из эпоксидной смолы предназначена для ремонта нетекущей трубы (ремонт типа А) с потерей материала наружной стенки, составляющей до 70%, вследствие повреждения или коррозии. Система для ремонта с применением рубашки из эпоксидной смолы включает в себя DFRE (Defect Filling Repair Epoxy - эпоксидную смолу для ремонта путем заполнения дефектов), грунтовку для системы для ремонта с применением рубашки из эпоксидной смолы (ESR Primer), углеродное волокно с высоким модулем упругости, смолу для системы для ремонта с применением рубашки из эпоксидной смолы (ESR Resin) и тому подобное.
Система для ремонта с применением рубашки из эпоксидной смолы может обеспечить ремонт зоны с наружной коррозией на трубе с диаметром от 4” (101,6 мм) до 42” (1066,8 мм) с восстановлением конструктивной целостности и предотвращением дальнейшего разрушения. Кроме того, могут быть устранены внешние повреждения, такие как вмятины, углубления, зоны фреттинг-коррозии и износ. В настоящее время это было подтверждено для стальной трубы Grade В. К преимуществам системы для ремонта с применением рубашки из эпоксидной смолы могут относиться: относительная легкость размещения; сравнительно быстрое отверждение; малый вес; как правило, отсутствие потребности в тяжелом оборудовании; как правило, отсутствие потребности в сварке; необходимость, как правило, минимальной подготовки и квалификации; уменьшенная коррозия; немагнитные свойства; возможность размещения на трубе, работающей под давлением; и наличие сравнительно высокого модуля упругости системы для ремонта.
Система для ремонта с применением рубашки из эпоксидной смолы предусматривает подготовку трубы посредством дробеструйной обработки, нанесение эпоксидной смолы для ремонта путем заполнения дефектов и грунтовки для системы для ремонта с применением рубашки из эпоксидной смолы, намотку ткани из углеродных волокон со сравнительно высоким модулем вокруг поврежденной зоны и пропитывание ткани смолой под давлением, предназначенной для системы для ремонта с применением рубашки из эпоксидной смолы, посредством использовании специфической процедуры размещения, выполнение которой облегчается с помощью средств, поставляемых компанией Cross-Link Composites LLC. Подача или количество материалов и оборудование, используемые для выполнения ремонта, могут зависеть, например, от диаметра трубы. Приведенная ниже таблица показывает приводимое в качестве примера количество материалов, используемое для ремонта труб, имеющих разные диаметры.
ПРИВЕДЕННЫЕ В КАЧЕСТВЕ ПРИМЕРА МАТЕРИАЛЫ ДЛЯ СИСТЕМЫ ДЛЯ РЕМОНТА С ПРИМЕНЕНИЕМ РУБАШКИ ИЗ ЭПОКСИДНОЙ СМОЛЫ
(1) В данных примерах ткань из углеродных волокон имеет ширину 12 дюймов (304,8 мм) и образована из однонаправленных скрепленных посредством ленточного нагревателя углеродных волокон с модулем упругости при растяжении, составляющим 33000 тысяч фунтов на кв. дюйм (227527,08 МПа).
Нижеизложенное представляет собой пошаговую процедуру использования приведенной в качестве примера системы для ремонта с применением рубашки из эпоксидной смолы для ремонта труб, имеющих различные диаметры.
1) Предварительное доведение до состояния, требуемого для выполнения ремонта - Приводимая в качестве примера система для ремонта с применением рубашки из эпоксидной смолы может быть размещена на трубе, работающей под давлением, но рекомендуется уменьшить давление, действующее на трубу, в максимально возможной степени. Если труба заглублена, вокруг нее должна быть выкопана траншея, обеспечивающая рабочее пространство вокруг трубы, имеющее размер, по меньшей мере, 3 фута (0,9144 м). Температура самой трубы должна составлять от 55°F (12,8°C) до 90°F (32,2°C). Если температура трубы находится у верхней границы данного интервала или превышает ее, над трубой должен быть размещен брезент для затенения ее и поддержания ее в холодном состоянии. Если температура трубы находится у нижней границы данного интервала или ниже нее, тент должен быть размещен вокруг трубы, и должен быть использован какой-либо способ для нагрева трубы.
2) Хранение материалов для ремонта - Температура ткани из углеродных волокон, эпоксидных смол и отвердителей и всех инструментов для установки должна поддерживаться в интервале от 65°F (18,3°C) до 75°F (23,9°C) в течение 24 часов перед использованием. Это необходимо для того, чтобы обеспечить бóльшую легкость работы с данными материалами во время нанесения и обеспечить рациональное количество времени для работы с материалами.
3) Подготовка поверхности трубы - Ключ к созданию герметичной, длительно сохраняющейся системы для ремонта труб заключается в адгезионном сцеплении системы с трубой. Чем лучше адгезионное сцепление, тем дольше будет сохраняться система для ремонта. Адгезионное сцепление ламината и эпоксидной смолы определяется качеством поверхности трубы. По этой причине труба должна быть подвергнута дробеструйной очистке до белого металла (White Metal Blast Cleaned) до SSPC-SP-5, Sa 3 или NACE 1 для удаления всей вторичной окалины, ржавчины, следов коррозии, краски и постороннего вещества. Поверхность, обработанная начисто посредством дробеструйной очистки до белого металла, определяется как поверхность с серо-белым, однородным металлическим цветом, немного шероховатая для образования соответствующей структуры, обеспечивающей «крепление» для покрытий. Поверхность при осмотре ее без увеличения должна быть свободна от какого-либо масла, жира, грязи, видимой вторичной окалины, ржавчины, продуктов коррозии, оксидов, краски или любого другого постороннего вещества. Вся окружная периферия трубы должна быть подвергнута дробеструйной очистке до белого металла на расстоянии 12 дюймов (304,8 мм) с обеих сторон от центра дефекта. Крошка для дробеструйной обработки при размере сетки #20-#24 должна быть использована для увеличения профиля шероховатостей для крепления до оптимальной величины 2-4 мил (0,0508-0,1016 мм). Предпочтительной средой для дробеструйной обработки является плавленый оксид алюминия с размером крошки, соответствующим #20.
4) Шлифовка поверхности - После снижения давления и обеспечения наличия безопасной траншеи используют плоский тупоносый напильник или сетчатый диск с приводом для обработки поверхности трубы для удаления всех заусенцев, острых углов и других аномалий, вызывающих концентрацию напряжений, оставляя гладкие контуры на любых поврежденных зонах. Средство API 5L (API - American Petroleum Institute - Американский нефтяной институт) обеспечивает возможность шлифовки до 12-1/2 процента толщины стенки для удаления дефектов.
5) Промывка растворителем - Используя тряпку без пуха, промывают растворителем всю окружную периферию трубы с охватом зоны, находящейся на расстоянии, составляющем, по меньшей мере, 2 дюйма (50,8 мм), от зоны, подлежащей обматыванию, с удалением всей пыли, грязи, жира, масла и т.д. Следует использовать растворитель, который не оставляет никакого осадка. Обеспечивают возможность полного высыхания зоны до перехода к следующей операции.
6) Нанесение наполнителя - Следует смешать достаточное количество приведенной в качестве примера смолы DFRE (эпоксидной смолы для ремонта путем заполнения дефектов) и отвердителя вместе в следующем соотношении по объему - 2 части смолы на 1 часть отвердителя. Смола является черной, а отвердитель - белым. Смешивание следует выполнять до тех пор, пока не будет получен однородный серый цвет без каких-либо полосок. Следует нанести эпоксидную смолу, предназначенную для ремонта путем заполнения дефектов, на поврежденные зоны трубы посредством использования шпателя. Следует втолкнуть эпоксидную пасту в каждый угол поврежденной зоны при одновременном вытеснении любого захваченного воздуха. В данных примерах DFRE (эпоксидная смола для ремонта путем заполнения дефектов) представляет собой быстротвердеющую пасту для ремонта на основе эпоксидной смолы. Отверждение может быть ускорено посредством использования пистолета-распылителя теплого воздуха. По мере отверждения эпоксидной смолы следует придать поверхности DFRE (эпоксидной смолы для ремонта путем заполнения дефектов) определенную форму скребком. Как только эпоксидная смола полностью затвердеет, следует закончить придание формы поверхности вокруг окружной периферии трубы посредством использования напильника до тех пор, пока поверхность не окажется на том же уровне, что и окружающая сталь. Следует протереть восстановленную поверхность, используя тряпку, смоченную в растворителе, для удаления всей пыли и остатков. Примечание: Для гарантирования совершенно однородной и свободной от пустот восстановленной поверхности может потребоваться нанесение второго покрытия из IMPX DFRE и пескоструйная обработка. После завершения обработки поверхность DFRE (эпоксидной смолы для ремонта путем заполнения дефектов) должна быть свободна от дерна, выпуклостей и дефектов.
7) Грунтовка зоны ремонта - Используя небольшой короткий ворсовый валик, наносят тонкое покрытие (с толщиной от 2 до 3 мил (от 0,0508 до 0,072 мм)) из грунтовки IMPAX ESR Primer на зону ремонта и на участке с длиной, составляющей, по меньшей мере, 2 дюйма (50,8 мм), с обеих сторон. Грунтовка имеет зеленый цвет и должна быть втерта в поверхность металла для максимального увеличения прочности сцепления.
8) Намотка материала из углеродных волокон вокруг зоны - Следует отрезать кусок материала требуемой длины из углеродных волокон и плотно намотать его вокруг жесткого картонного валика или деревянного штифта с диаметром приблизительно 4 дюйма (101,6 мм). Пока грунтовка еще влажная, ткань из углеродных волокон наматывают очень туго вокруг трубы поверх зоны, подлежащей ремонту. Плотное прилегание/натягивание ткани из углеродных волокон имеет существенное значение для хорошего ремонта. Число витков, которые должны быть наложены, зависит от диаметра трубы и показано в таблице 3. Наносят небольшое количество приведенной в качестве примера грунтовки ESR Primer на последние 1-2 дюйма (25,4-50,8 мм) ткани из углеродных волокон, чтобы способствовать ее скреплению и прочному прижатию ее на месте.
9) Установка удерживающей системы - Устанавливают приведенную в качестве примера удерживающую систему (например, поставляемую компанией Cross-Link Composites LLC) поверх материала из углеродных волокон, следуя рекомендациям производителя. Удерживающая система представляет собой гибкий уретановый рукав особой конструкции и гибкий металлический кожух, называемый барабаном.
10) Смешивание и размещение смолы для ремонта с применением рубашки из эпоксидной смолы (ESR Resin) и отвердителя - Смола ESR Resin поставляется в не полностью наполненной банке емкостью один галлон (3,785 л). Следует вылить все содержимое банки с отвердителем ESR Hardener в банку со смолой и тщательно перемешать в течение 3 минут. Смешивание должно выполняться посредством использования лопасти мешалки Jiffy и двигателя для вращения с регулируемой скоростью, работающего с частотой вращения, не превышающей 300 об/мин. Должно быть сделано все возможное, чтобы гарантировать отсутствие всасывания воздуха в смолу/отвердитель во время операции смешивания. Как правило, предпочтительно смешивать одну порцию за раз, поскольку смешанная смола может иметь очень короткое время работы с ней. После смешивания ее, как правило, следует заливать в удерживающую систему как можно быстрее. Следует спланировать смешивание смолы и отвердителя по времени таким образом, чтобы вся необходимая смола была залита в удерживающую систему в пределах интервала, составляющего приблизительно 10 минут. Кроме того, как правило, не следует соскребать материал со сторон банок, поскольку данная смола не будет хорошо смешиваться с отвердителем.
11) Повышение давления в удерживающей системе - Следует приложить давление от 12 до 15 фунтов на кв. дюйм (от 82,73712 до 103,4214 кПа) к удерживающей системе (например, как указано производителем удерживающей системы). Давление обеспечивает принудительную подачу смолы вниз через углеродные волокна к поверхности трубы. Обеспечивают возможность отверждения смолы в течение 30-60 минут. Следует отметить, что смесь смолы/отвердителя будет нагреваться до приблизительно 350°F (176,7°C) по мере ее отверждения. Следует обеспечить возможность нагрева и последующего охлаждения смолы до температуры внутри помещения перед манипулированием системой для ремонта.
12) Осмотр и испытание системы для ремонта - После охлаждения смолы до температуры внутри помещения следует удалить удерживающую систему и уретановый мешок. Следует осмотреть систему для ремонта с применением рубашки из эпоксидной смолы и отметить любые аномалии. Сухие зоны могут быть восстановлены с помощью ремонта посредством обработки абразивным инструментом и чистки поврежденной зоны и последующего смачивания ее дополнительной смешанной смолой.
Отремонтированная труба должна быть испытана под давлением для подтверждения ее целостности. Характер испытания определяется владельцем, но испытание должно предусматривать повышение давления в трубе до ее нормального рабочего давления и последующее поддержание данного давления в течение 1 часа. Затем место ремонта осматривают для выявления трещин или утечек. Любой признак утечки или трещины на отремонтированной части - это причина отбраковки отремонтированной трубы. При желании обертка для системы для ремонта с применением рубашки из эпоксидной смолы (ESR wrap) может быть окрашена и снова заглублена. В заключение, приведенные в качестве примера данные представлены ниже в таблицах.
ГРУНТОВКА ESR PRIMER
36 часов при 18°C (65°F)
24 часа при 21°C (70°F)
18 часов при 26°C (80°F)
ЗАМАЗКА DSFR
36 часов при 18°C (65°F)
24 часа при 21°C (70°F)
18 часов при 26°C (80°F)
СМОЛА ESR И ОТВЕРДИТЕЛЬ
36 часов при 18°C (65°F)
24 часа при 21°C (70°F)
18 часов при 26°C (80°F)
ОТВЕРДИТЕЛЬ ДЛЯ DFRE (ЭПОКСИДНОЙ СМОЛЫ ДЛЯ РЕМОНТА ПУТЕМ ЗАПОЛНЕНИЯ ДЕФЕКТОВ) СО СЛОЯМИ УГЛЕРОДНЫХ ВОЛОКОН
СМОЛА ДЛЯ КОМПОЗИЦИИ DFRE (ЭПОКСИДНОЙ СМОЛЫ ДЛЯ РЕМОНТА ПУТЕМ ЗАПОЛНЕНИЯ ДЕФЕКТОВ) СО СЛОЯМИ УГЛЕРОДНЫХ ВОЛОКОН
ВЕСОВЫХ ПРОЦЕНТАХ
ОТВЕРДИТЕЛЬ ДЛЯ СИСТЕМЫ ДЛЯ РЕМОНТА С ПРИМЕНЕНИЕМ РУБАШКИ ИЗ ЭПОКСИДНОЙ СМОЛЫ И СЛОЕВ УГЛЕРОДНЫХ ВОЛОКОН
СМОЛА ДЛЯ СИСТЕМЫ ДЛЯ РЕМОНТА С ПРИМЕНЕНИЕМ РУБАШКИ ИЗ ЭПОКСИДНОЙ СМОЛЫ И СЛОЕВ УГЛЕРОДНЫХ ВОЛОКОН
ОТВЕРДИТЕЛЬ ДЛЯ ГРУНТОВКИ СИСТЕМЫ ДЛЯ РЕМОНТА С ПРИМЕНЕНИЕМ РУБАШКИ ИЗ ЭПОКСИДНОЙ СМОЛЫ (ESR PRIMER) И СЛОЕВ УГЛЕРОДНЫХ ВОЛОКОН
СМОЛА ДЛЯ ГРУНТОВКИ СИСТЕМЫ ДЛЯ РЕМОНТА С ПРИМЕНЕНИЕМ РУБАШКИ ИЗ ЭПОКСИДНОЙ СМОЛЫ (ESR PRIMER) И СЛОЕВ УГЛЕРОДНЫХ ВОЛОКОН
Несмотря на то, что изобретение может быть подвергнуто различным модификациям и выполнено с альтернативными вариантами, конкретные варианты осуществления были показаны в качестве примера на чертежах и были описаны здесь подробно. Тем не менее следует понимать, что предусмотрено, что изобретение не ограничено конкретными раскрытыми формами. Напротив, изобретение должно охватывать все модификации, эквиваленты и альтернативы, находящиеся в пределах сущности и объема изобретения, определенных нижеприведенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2013 |
|
RU2525103C1 |
| ИЗОЛЯЦИОННАЯ СИСТЕМА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2746507C2 |
| ИЗОЛЯЦИОННАЯ СИСТЕМА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2731354C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2540084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2568725C1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| СПОСОБ РЕМОНТА УЧАСТКА ТРУБЫ, СПОСОБ РЕМОНТА ТРУБЫ, СПОСОБ РЕМОНТА ОБЪЕКТА, СИСТЕМА ДЛЯ РЕМОНТА ТРУБЫ И ОТРЕМОНТИРОВАННАЯ ТРУБА (ВАРИАНТЫ) | 2005 |
|
RU2380606C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ПРОПИТКИ ВОЛОКОН С ПОЛУЧЕНИЕМ ПРЕПРЕГА | 2014 |
|
RU2680505C1 |
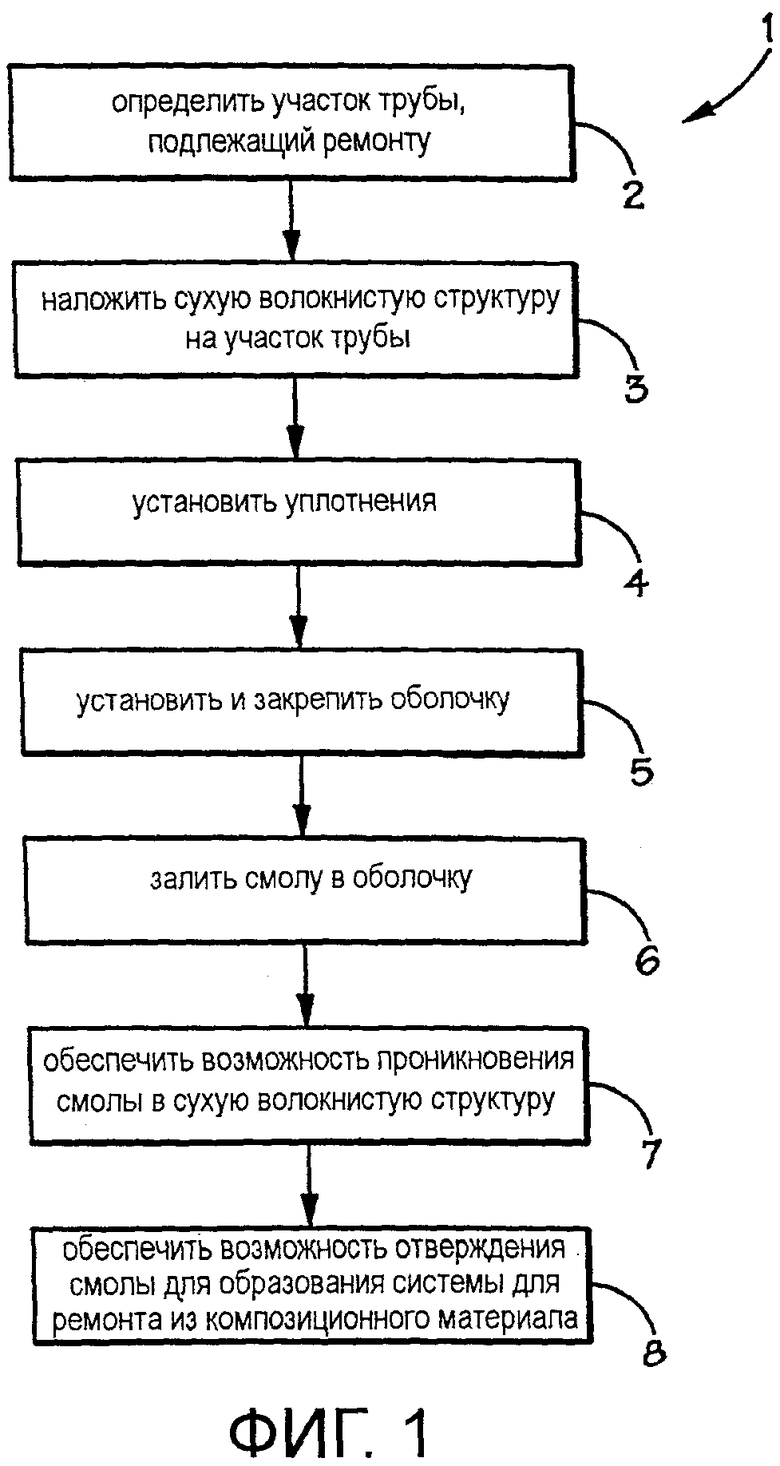
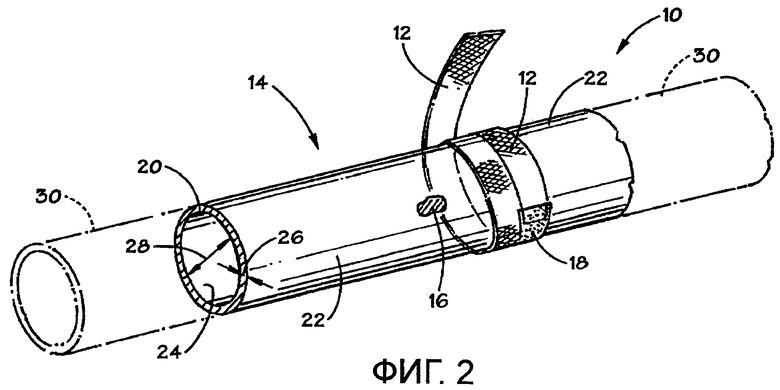
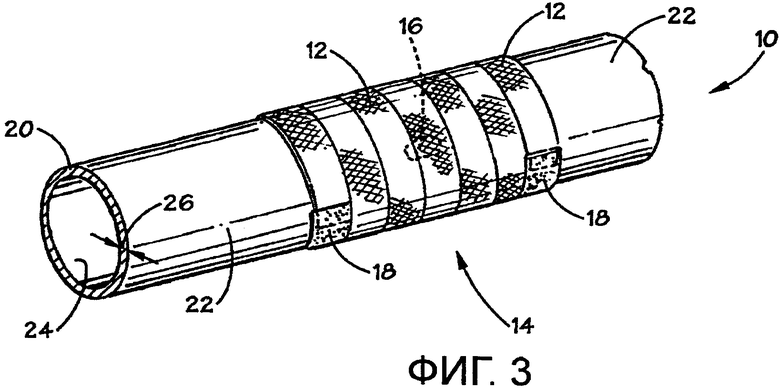
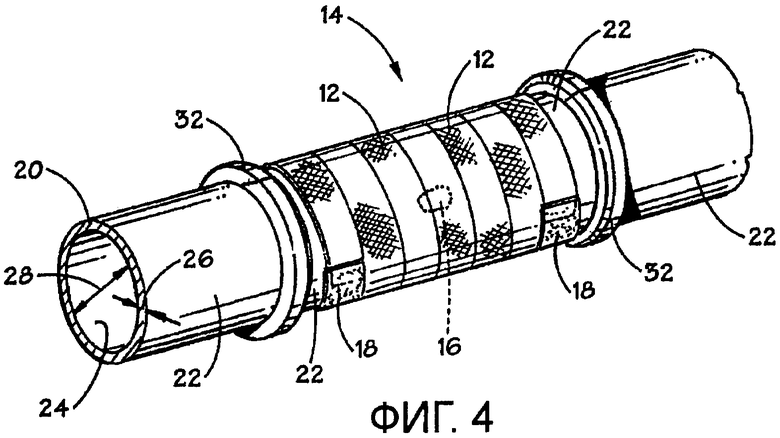
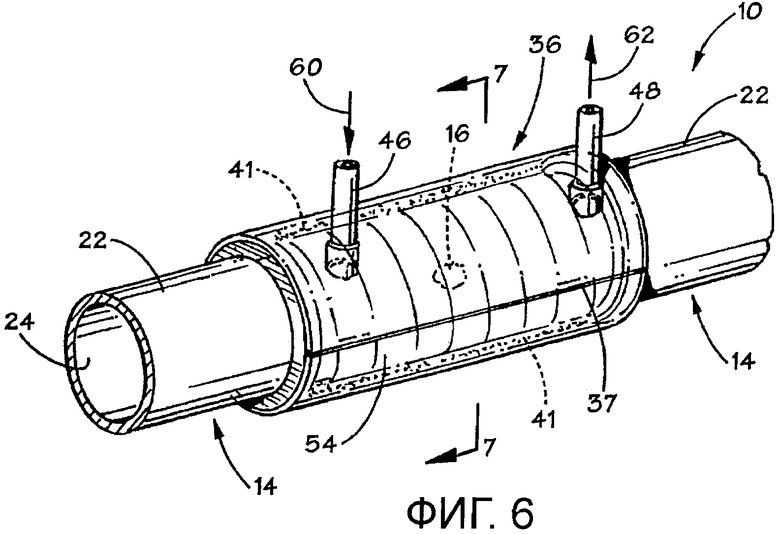
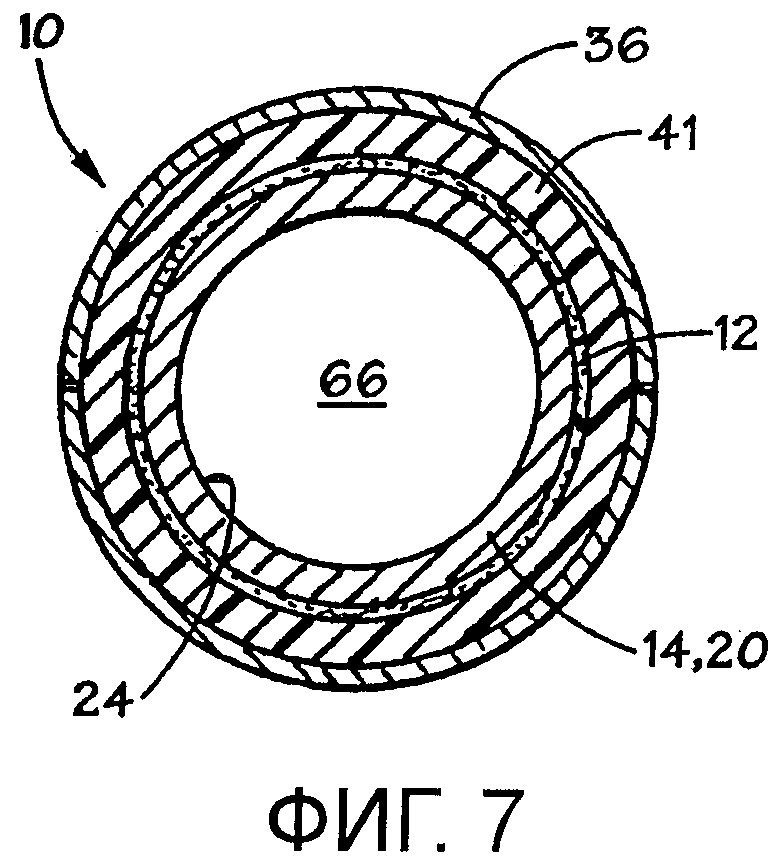
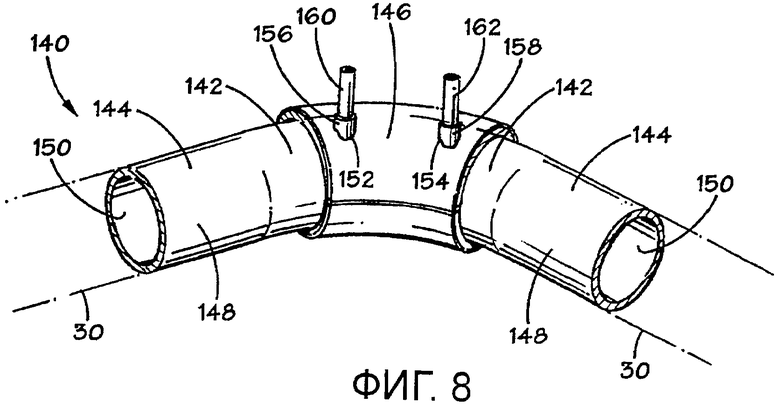
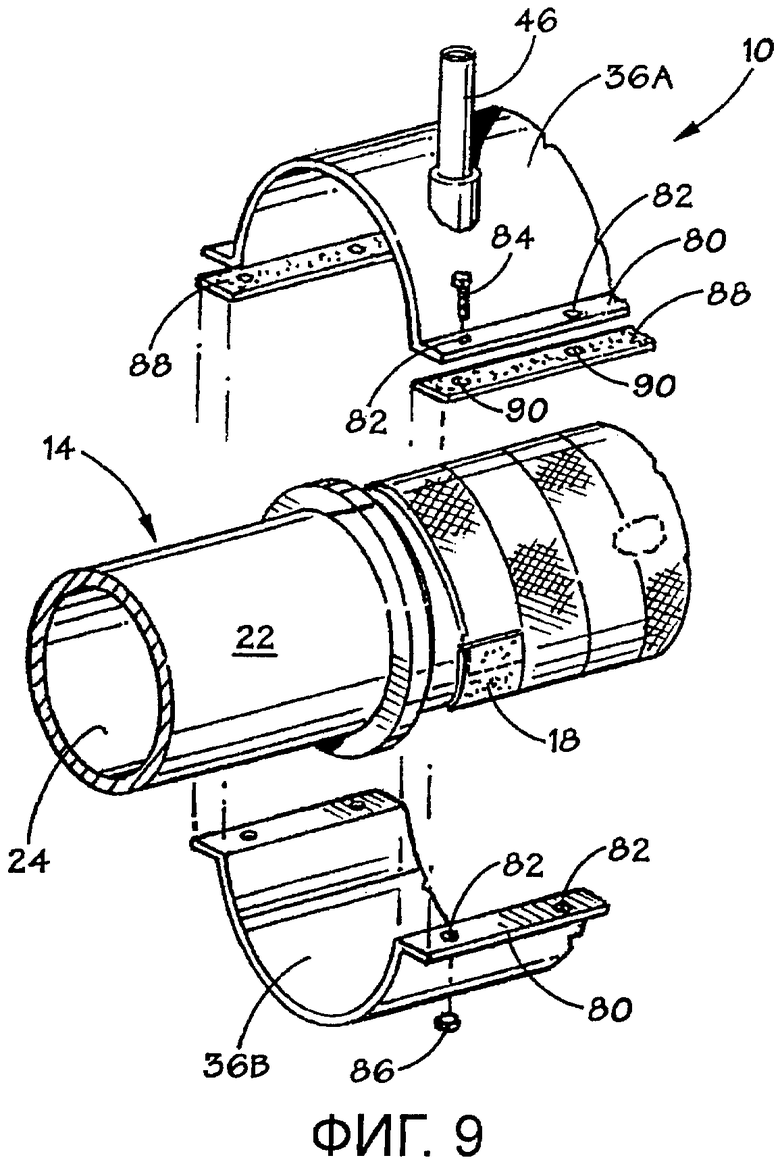
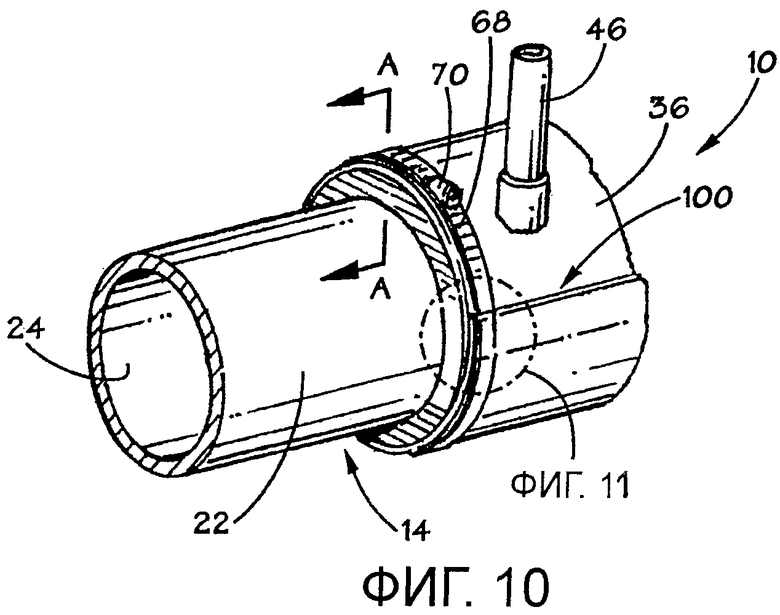
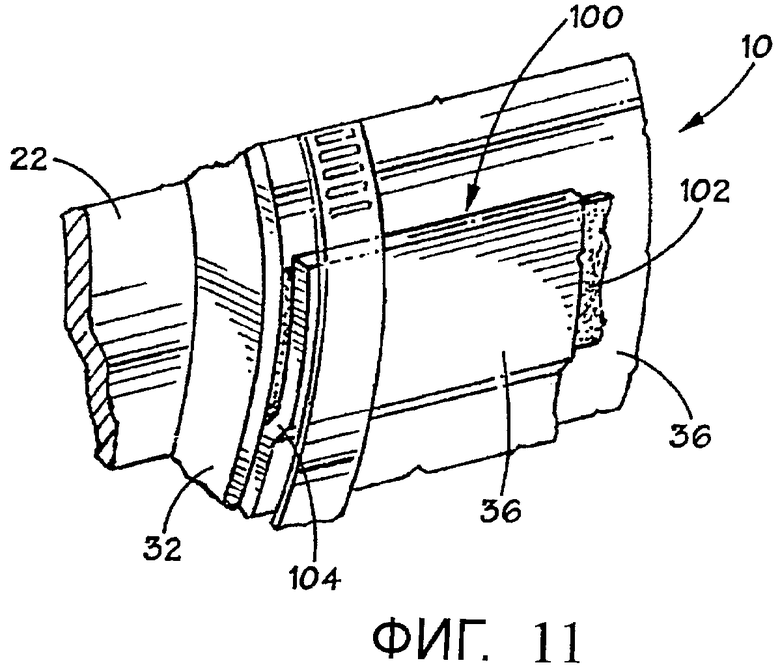
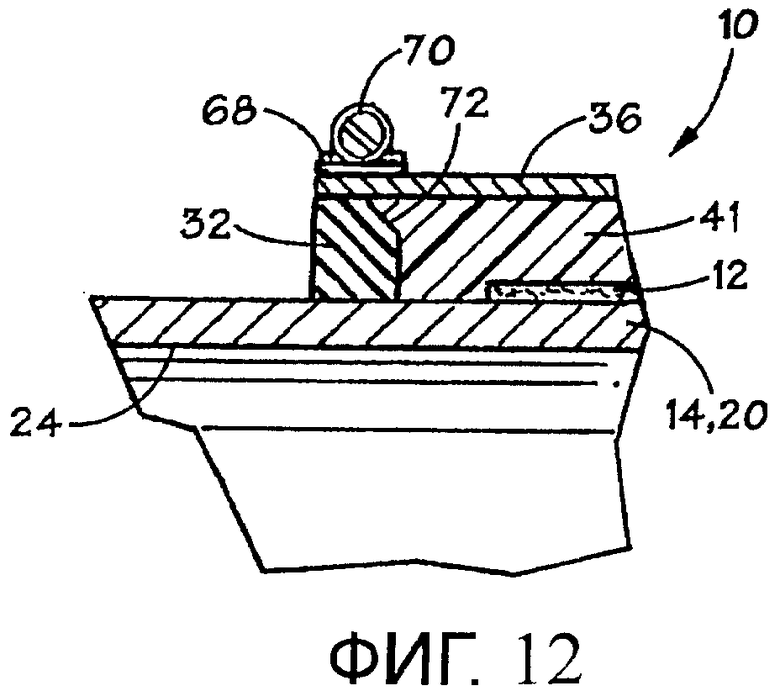
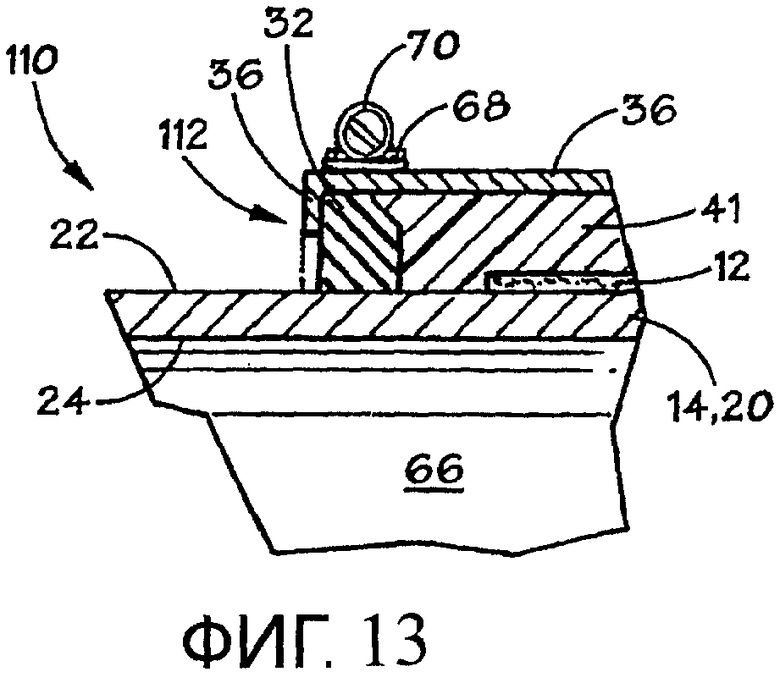
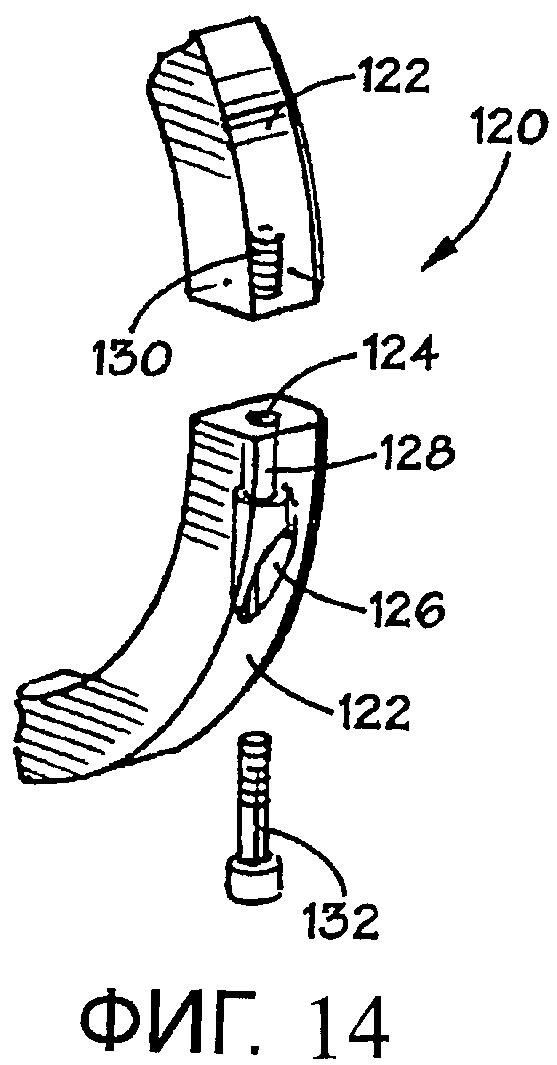
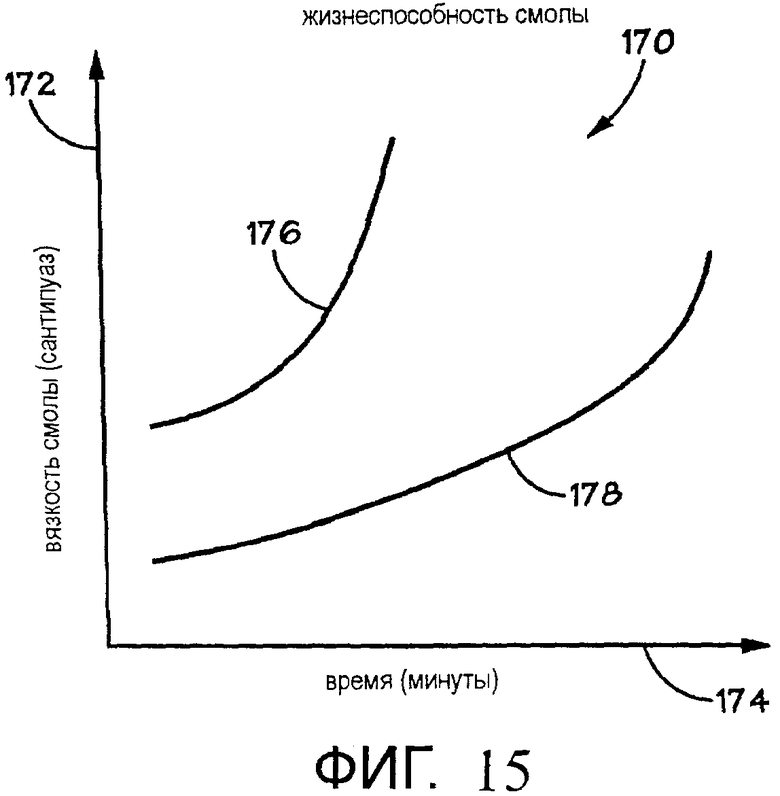
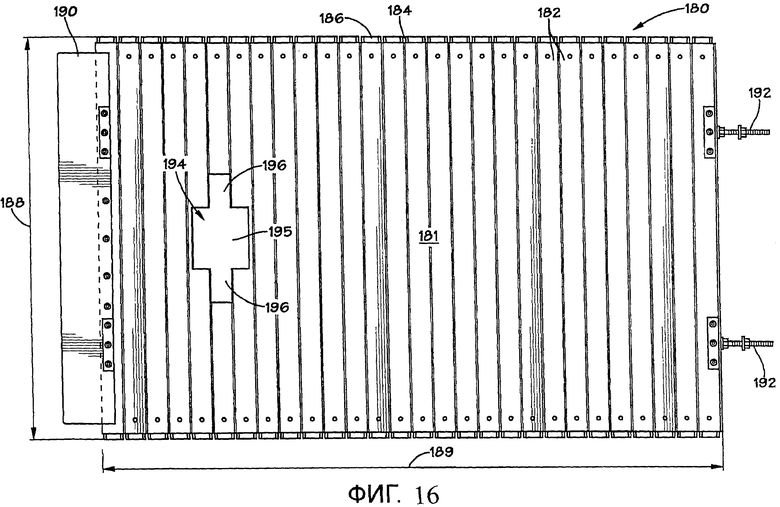
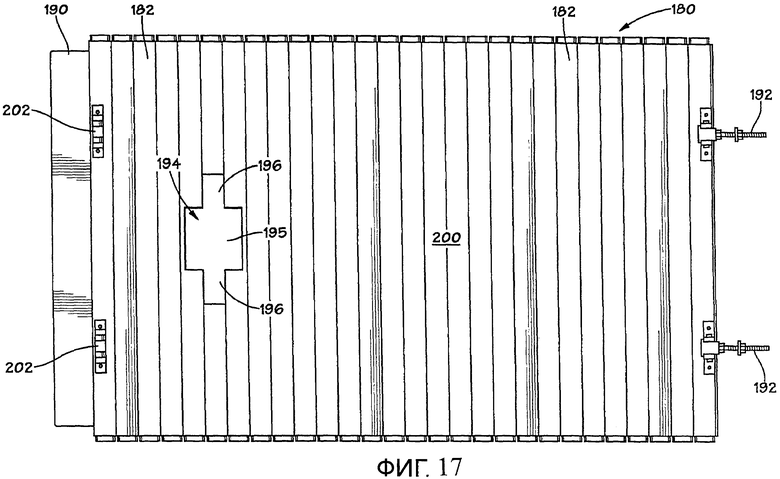
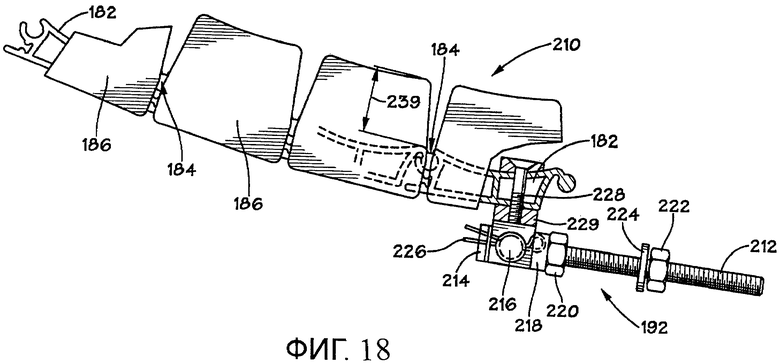
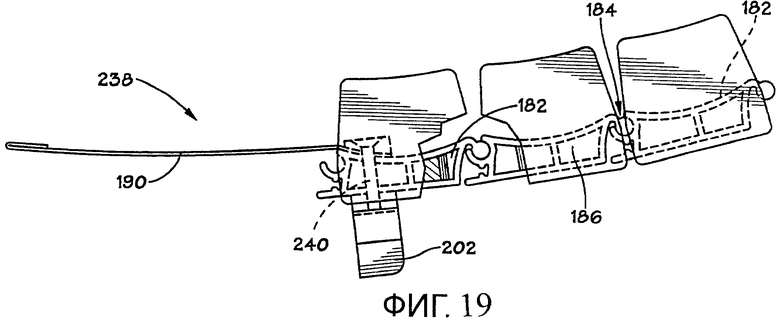
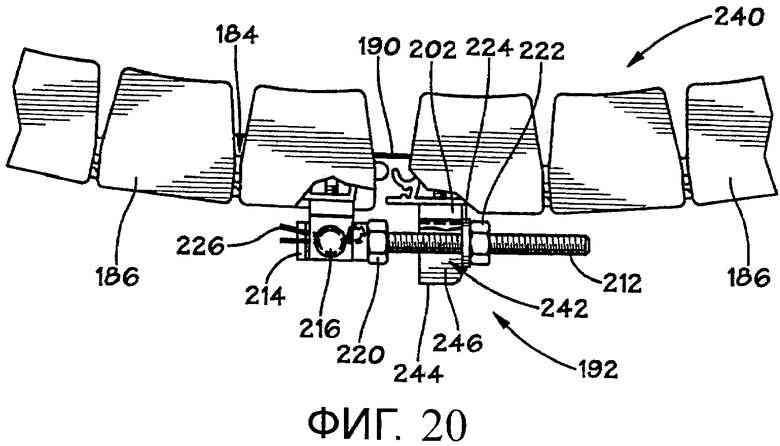
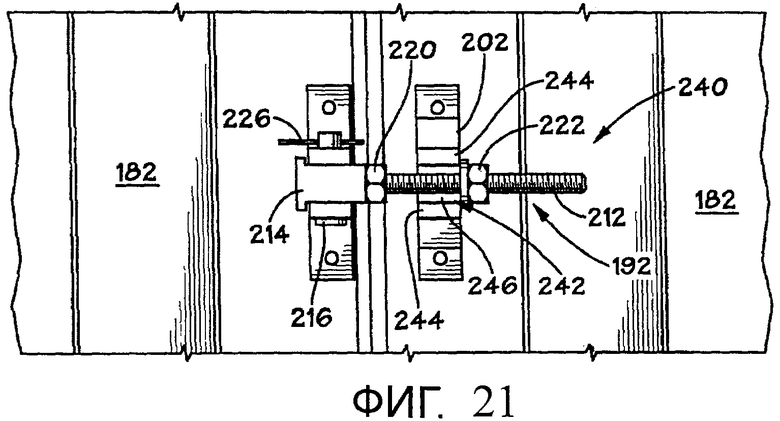
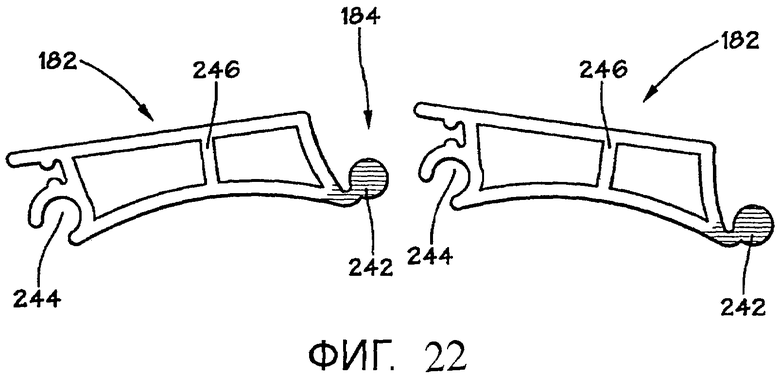
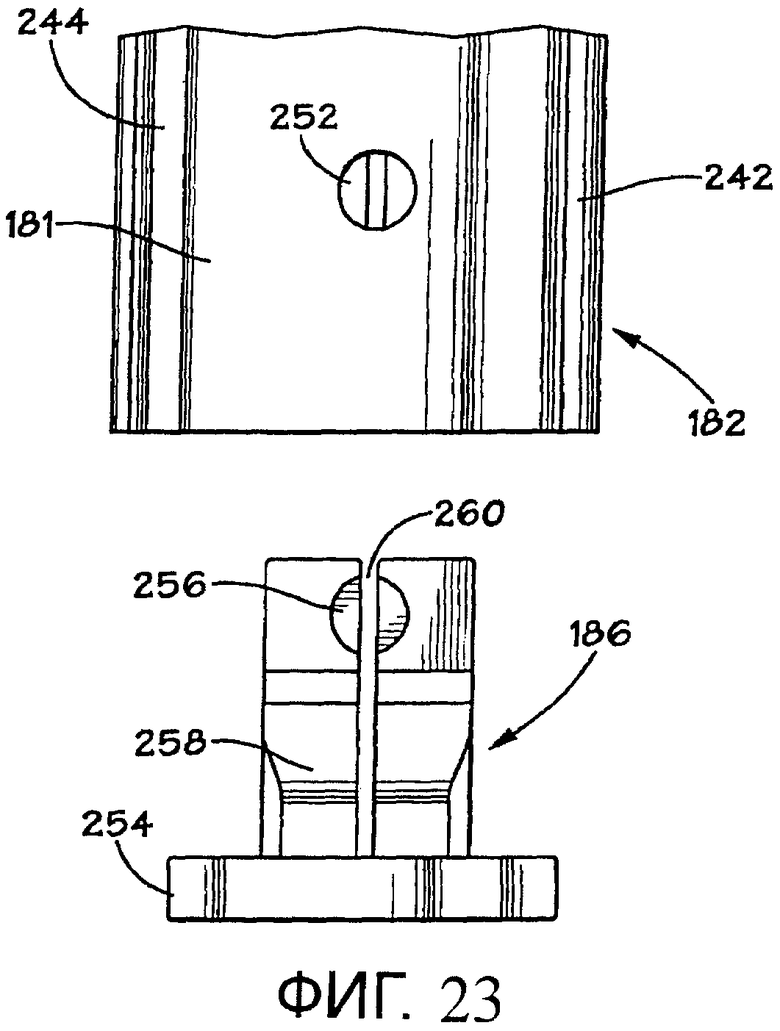
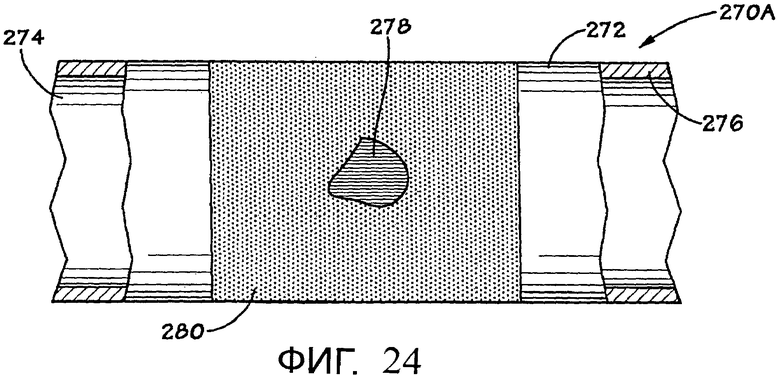
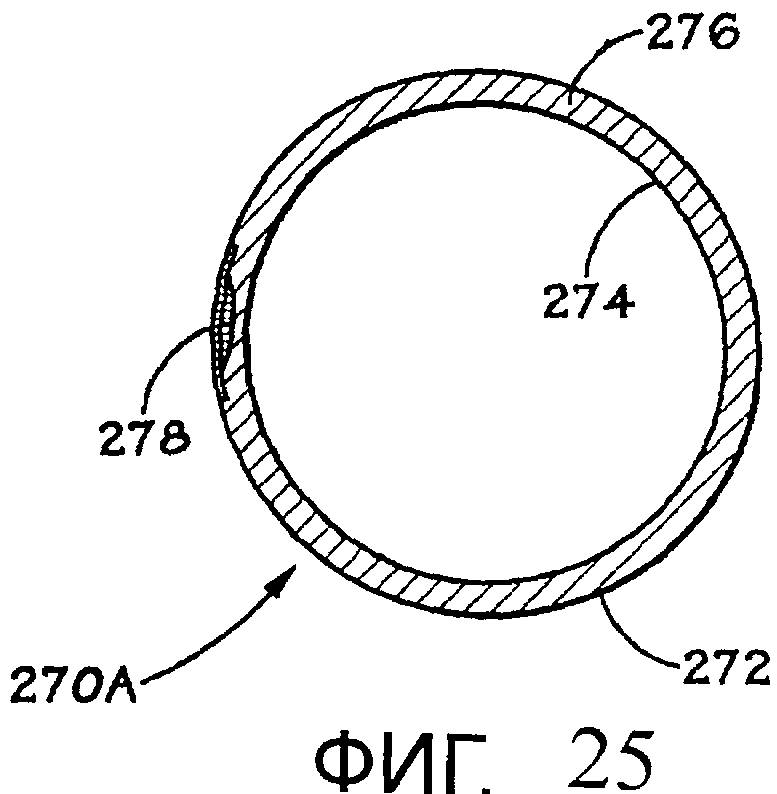
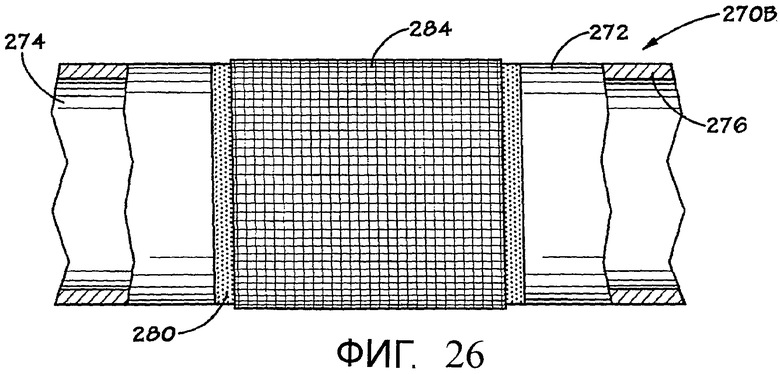
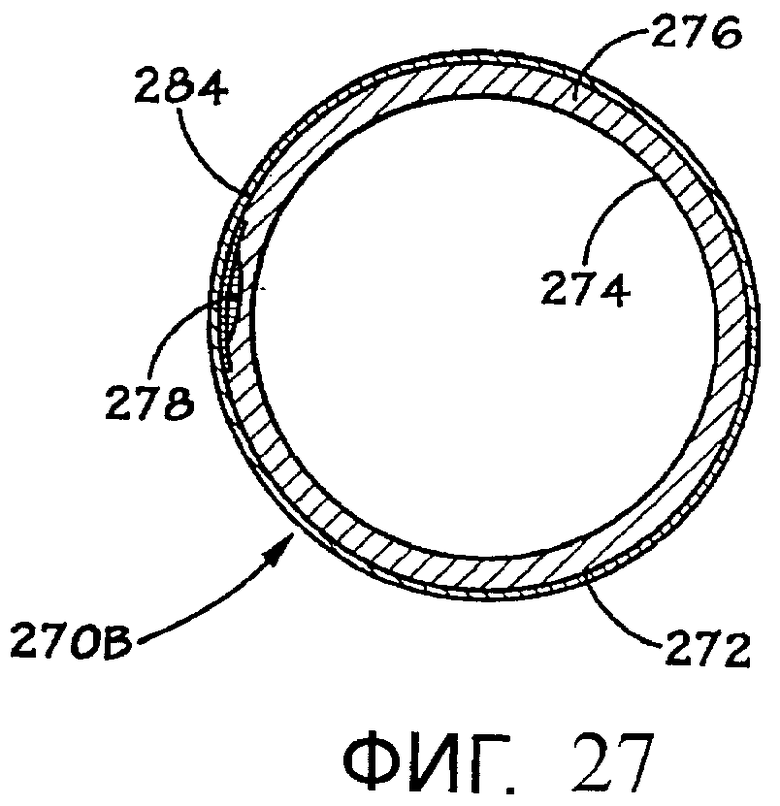
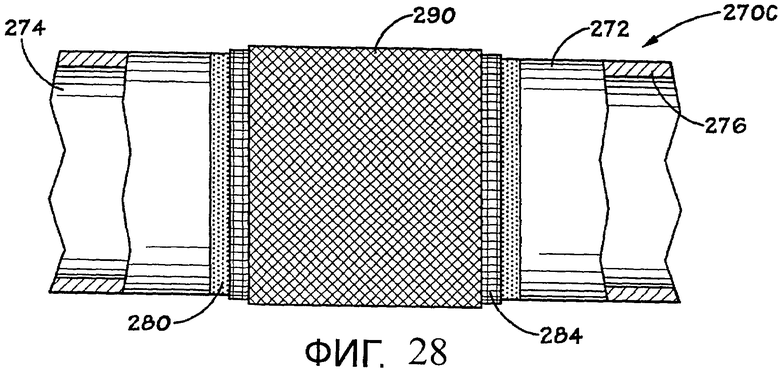
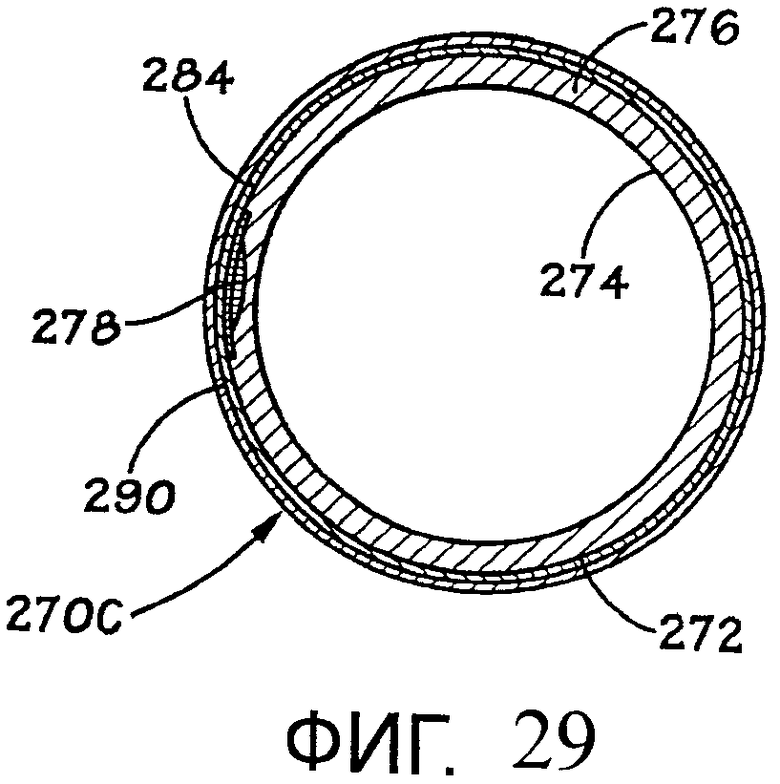
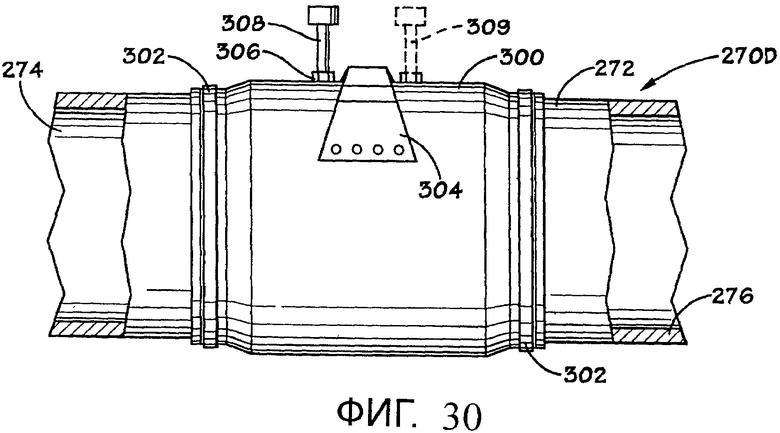
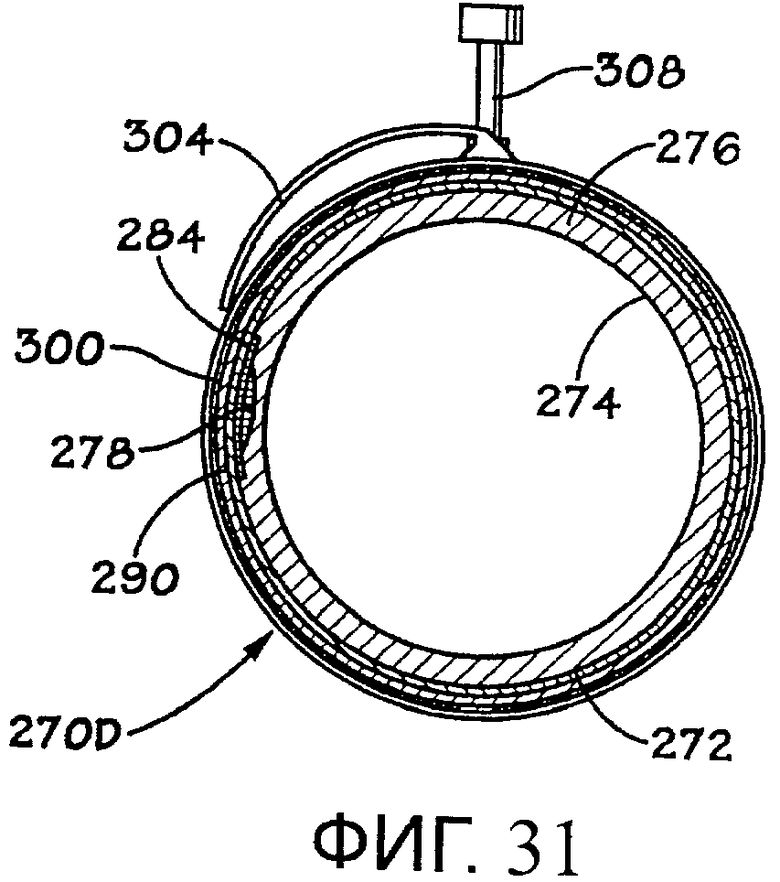
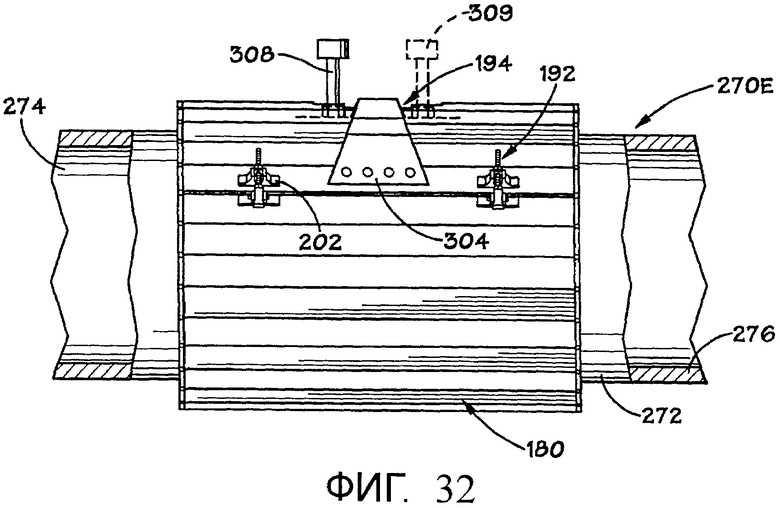
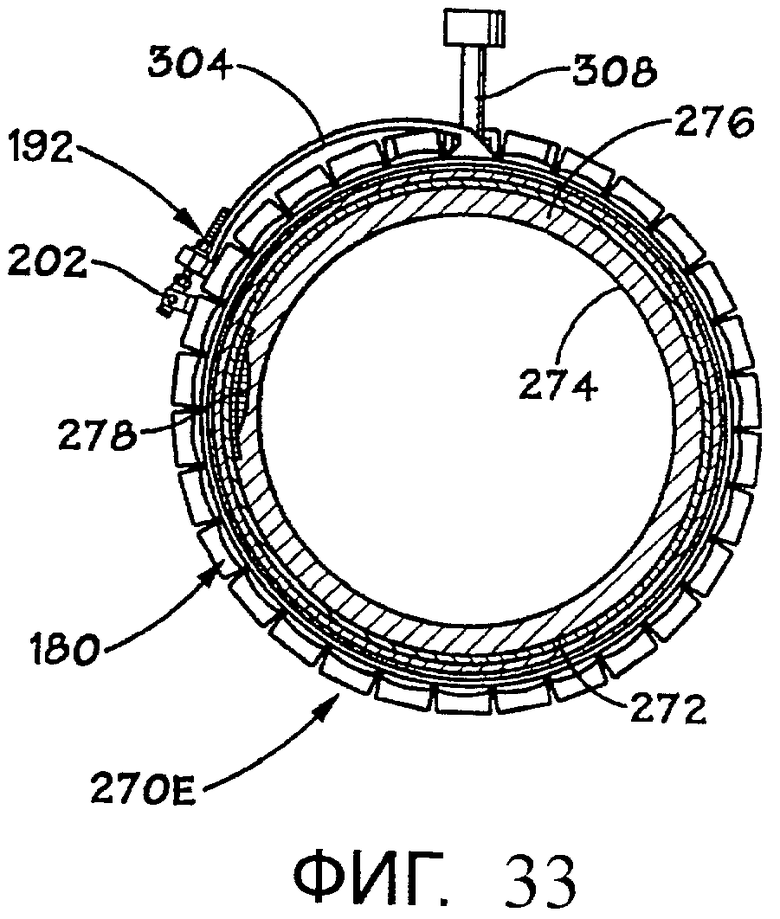
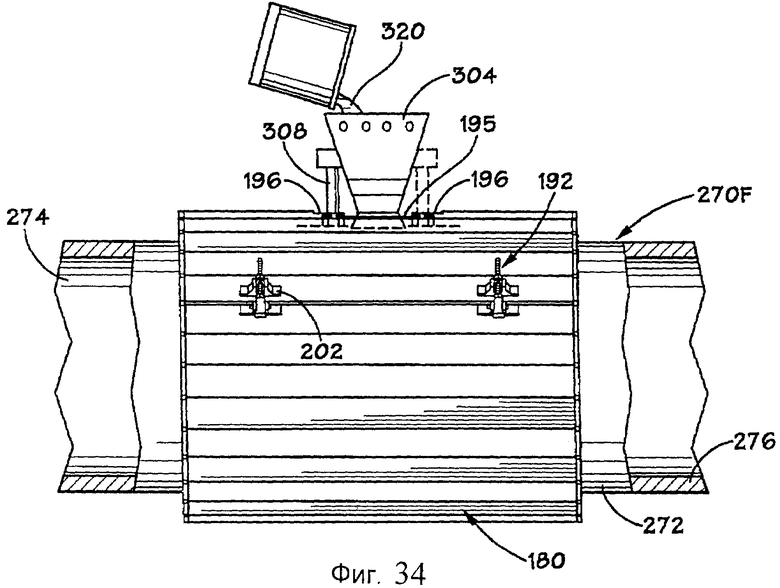
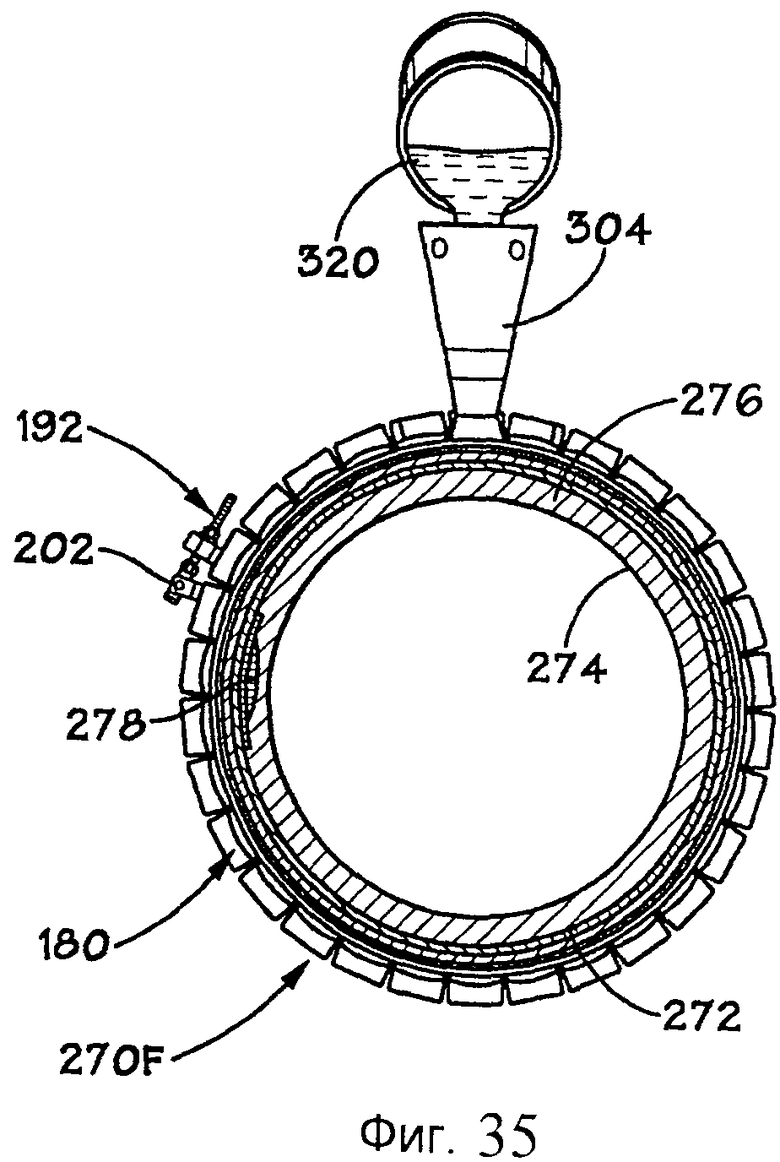
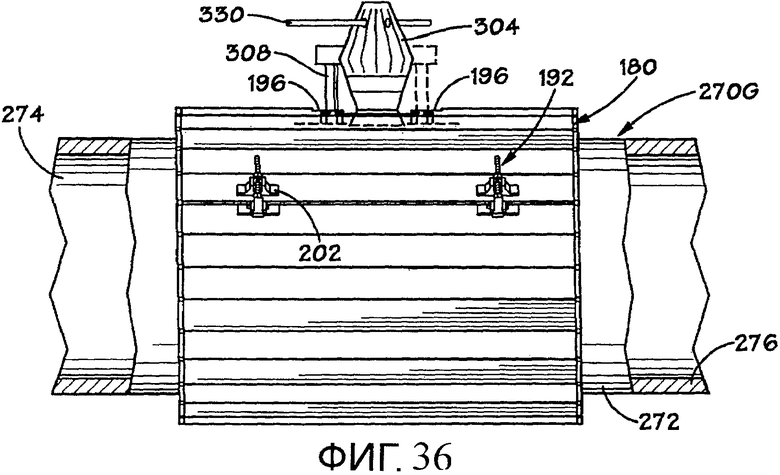
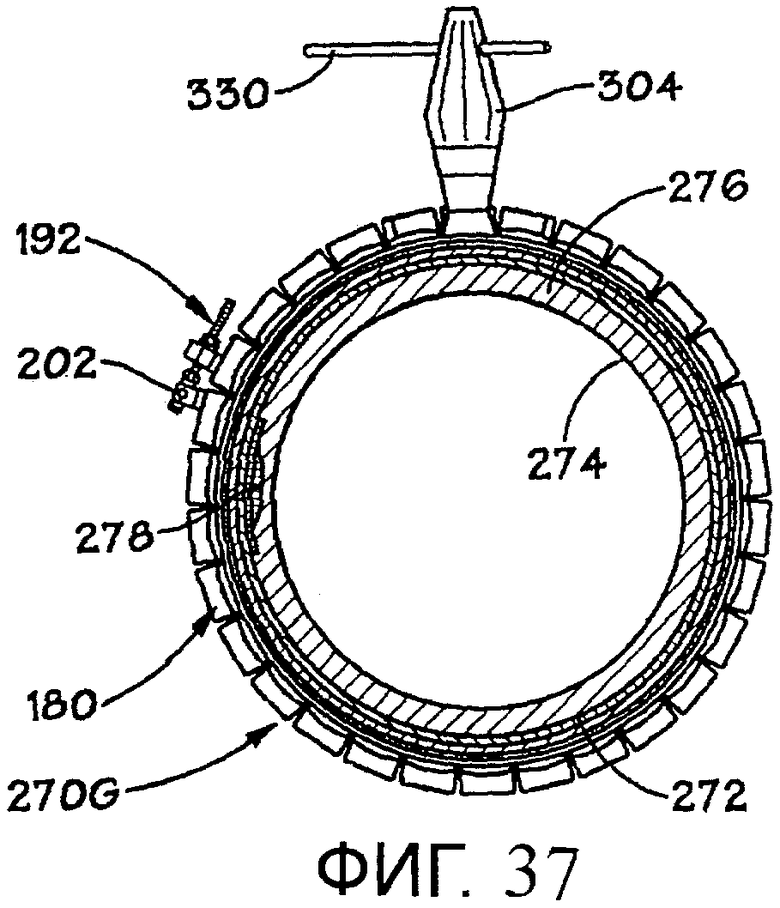
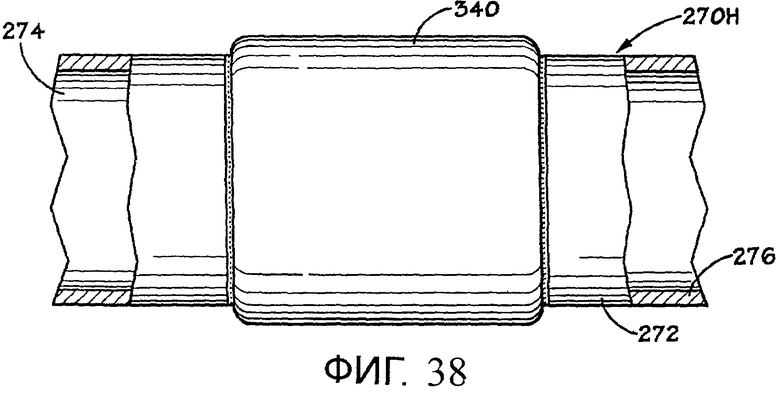
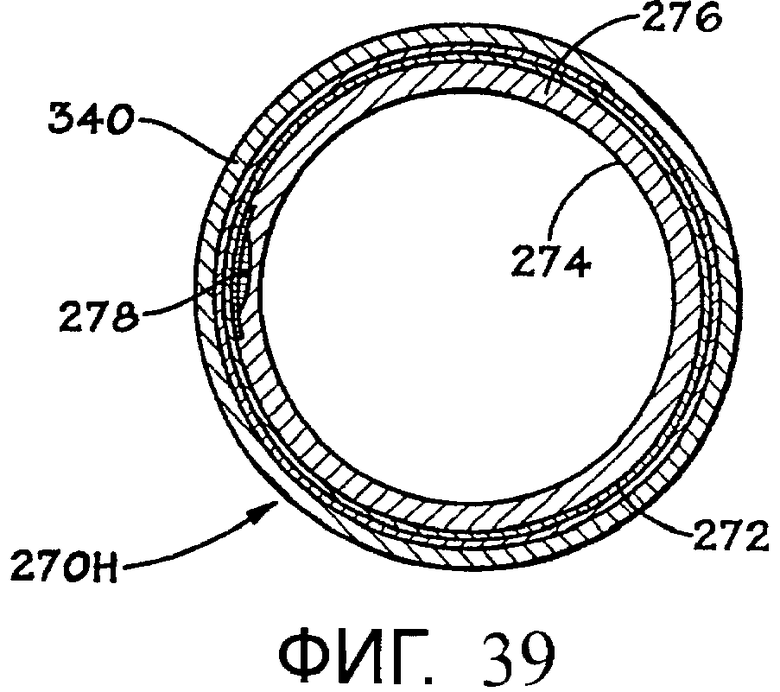
Группа изобретений относится к ремонту труб. Предложены система и способ упрочнения участка трубы. Способ включает наложение волокнистой структуры на участок трубы, подлежащий упрочнению, и нагнетание смолы через волокнистую структуру к участку трубы, чтобы по существу пропитать волокнистую структуру смолой. При этом смола имеет вязкость менее приблизительно 10000 сантипуаз и поверхностное натяжение менее приблизительно 30 дин (30*10-5 Н). Обеспечивают возможность отверждения смолы при условиях окружающей среды при пике на экзотермической кривой, превышающем приблизительно 200°F (93,3°C), при этом отвержденная смола имеет температуру стеклования, превышающую приблизительно 150°F (65,6°С), и деформационную теплостойкость, превышающую приблизительно 150°F (65,6°C). Нагнетание смолы может включать в себя использование упрочняющего удерживающего элемента и размещенного под ним податливого формообразующего элемента, который сжимают для нагнетания смолы через волокнистую структуру к трубе. 4 н. и 10 з.п. ф-лы, 39 ил., 12 табл.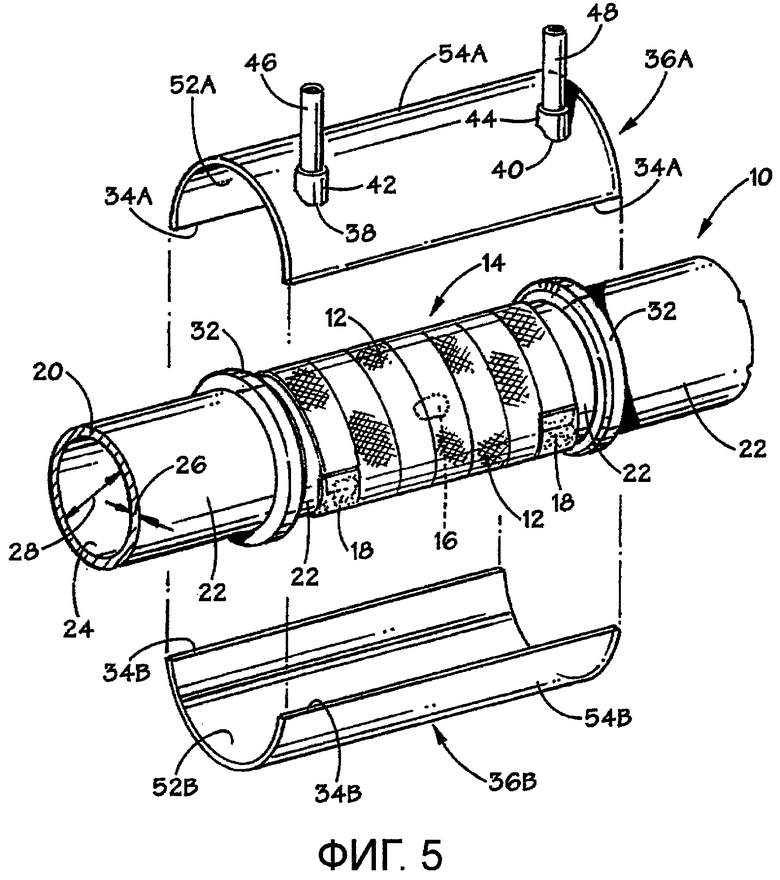
1. Способ упрочнения участка трубы, в котором:
осуществляют наложение волокнистой структуры на участок трубы, подлежащий упрочнению;
нагнетают смолу через волокнистую структуру к участку трубы, чтобы по существу пропитать волокнистую структуру смолой, при этом смола имеет вязкость менее приблизительно 10000 сП и поверхностное натяжение менее приблизительно 30 дин (30·10-5 Н);
обеспечивают возможность отверждения смолы при условиях окружающей среды при пике на экзотермической кривой, превышающем приблизительно 200°F (93,3°C), при этом отвержденная смола имеет температуру стеклования, превышающую приблизительно 150°F (65,6°C), и деформационную теплостойкость, превышающую приблизительно 150°F (65,6°С).
2. Способ по п.1, в котором отверждение смолы включает в себя отверждение смолы при условиях окружающей среды без применения внешнего источника тепла.
3. Способ по п.1, в котором при нагнетании смолы:
устанавливают податливый формообразующий элемент вокруг волокнистой структуры;
устанавливают упрочняющий удерживающий элемент вокруг податливого формообразующего элемента;
заливают смолу через упрочняющий удерживающий элемент и в формообразующий элемент поверх волокнистой структуры; и
осуществляют сжатие податливого формообразующего элемента для нагнетания смолы через волокнистую структуру к трубе.
4. Способ по п.3, в котором упрочняющий удерживающий элемент образует кольцевое пространство вместе с трубой.
5. Способ по п.3, в котором упрочняющий удерживающий элемент облегчает регулирование толщины смолы вокруг трубы.
6. Способ по п.3, в котором упрочняющий удерживающий элемент является гибким в радиальном направлении и обеспечивает жесткость в аксиальном направлении.
7. Способ упрочнения объекта, в котором:
осуществляют наложение волокнистой структуры на поверхность объекта;
наносят смолу на волокнистую структуру, расположенную на поверхности объекта, чтобы по существу пропитать волокнистую структуру и образовать слой смолы на волокнистой структуре; и
обеспечивают возможность отверждения смолы для образования композиционного материала из сухой волокнистой структуры и смолы на поверхности объекта, при этом отвержденная смола имеет температуру стеклования, превышающую приблизительно 150°F (65,6°C), и деформационную теплостойкость, превышающую приблизительно 150°F (65,6°С).
8. Способ по п.7, в котором объект представляет собой трубу, причем наложение волокнистой структуры включает в себя намотку волокнистой структуры вокруг наружной поверхности трубы.
9. Способ по п.7, в котором волокнистую структуру не смачивают смолой перед наложением или во время наложения ее на поверхность объекта.
10. Способ упрочнения объекта, в котором:
осуществляют наложение волокнистой структуры на поверхность объекта;
размещают тканевый формообразующий элемент вокруг наложенной волокнистой структуры;
устанавливают барабан в заданном положении вокруг тканевого формообразующего элемента; и
размещают полимерный материал внутри тканевого формообразующего элемента и нагнетают полимерный материал в волокнистую структуру, чтобы по существу пропитать волокнистую структуру, при этом полимерный материал имеет вязкость менее 10000 сП.
11. Способ по п.10, включающий в себя обеспечение возможности отверждения полимерного материала для образования композиционного материала из волокнистой структуры и полимерного материала на поверхности объекта.
12. Способ по п.10, в котором наложение волокнистой структуры включает в себя намотку волокнистой структуры вокруг наружной поверхности объекта.
13. Система для ремонта трубы, содержащая:
армирующий материал, выполненный с возможностью его наматывания вокруг трубы и позволяющей ему принимать смолу после размещения армирующего материала вокруг трубы;
податливый формообразующий элемент, выполненный с возможностью размещения его вокруг армирующего материала, намотанного вокруг трубы, при этом податливый формообразующий элемент выполнен с возможностью приема и удерживания смолы вокруг армирующего материала;
опорную конструкцию, выполненную с возможностью образования оболочки вокруг, по меньшей мере, части податливого формообразующего элемента и обеспечения опоры для, по меньшей мере, части податливого формообразующего элемента, расположенного на трубе; и
смолу с химическим составом, обеспечивающим возможность заливки ее внутрь податливого формообразующего элемента для пропитывания волокна и для образования композиционного материала вместе с армирующим материалом на трубе, при этом смола имеет поверхностное натяжение менее приблизительно 30 дин (30·10-5 Н) и вязкость менее приблизительно 10000 сП.
14. Система по п.13, в которой смола содержит эпоксидную композицию, полиэфирную композицию, композицию со сложным виниловым эфиром, уретановую композицию или метакрилатную композицию или любую их комбинацию.
| WO 2006060209 A1, 08.06.2006 | |||
| WO 2006116593 A1, 02.11.2006 | |||
| ВИБРОЗАЩИТНАЯ ОБУВЬ ТИПА КОЧСТАР | 2011 |
|
RU2441563C1 |
| ЖИДКАЯ САМОВСПЕНИВАЮЩАЯСЯ ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2093146C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "ПОЧКИ ФАРШИРОВАННЫЕ" | 2007 |
|
RU2343728C1 |
| СПОСОБ РЕМОНТА ТРУБЫ | 2000 |
|
RU2177582C1 |
| СПОСОБ РЕМОНТА ТРУБЫ | 1993 |
|
RU2108514C1 |

