Область техники
Изобретение относится к области формования изделий из полимерных композиционных материалов (ПКМ) и может найти применение в аэрокосмической, судостроительной и других отраслях промышленности.
Предшествующий уровень техники
При создании нагреваемых оснасток для учета тепловых деформаций применяют различные методы снижения коэффициентов линейного термического расширения. (КЛТР).
Обычно композитная или гибридная оснастка содержит опорную структуру, выполненную из металлического материала с высокой теплопропроводностью, плиту основания с формообразующей поверхностью и промежуточную структуру, определяющую назначение оснастки.
Промежуточная структура, расположенная между опорной структурой и плитой основания, как правило, имеет ячеистую структуру и может быть выполнена из термореактивного полимера. При этом стороны каждой ячейки облегчены настолько, чтобы обеспечить поток воздуха под плитой основания во время цикла отверждения. Оснастка также содержит средства для крепления промежуточной структуры к опорной структуре, которые обеспечивают возможность их свободного расширения. Такое решение направлено на повышение механических характеристик, повышение теплопроводности.
Оснастки могут быть усовершенствованы, например, путем встраивания в них ребер жесткости, увеличивающих жесткость оснасток.
Так, в патенте RU 2090364 (НПО «Технология») раскрывается оснастка для формирования ПКМ, состоящая из опорной системы и закрепленной на ней формообразующей оболочки. Опорная система представляет собой набор разнесенных по ширине оболочки профилей, V-образного сечения, стянутых разнесенными по длине профилей элементами жесткости. Между лапками профилей и оболочкой установлены компенсаторы кривизны. Каждый из компенсаторов представляет собой элемент длиной, равной длине профиля. Одна поверхность компенсатора эквидистантна и сопряжена с лапкой или полкой профиля, а противоположная - с формообразующей поверхностью, причем один или несколько листов могут быть соединены с нагревателями для осуществления нагрева заготовки.
Наиболее близкой оснасткой к предложенной является оснастка в соответствии с патентом RU 126283 (ВИАМ).
Данная оснастка содержит каркас и формообразующую оболочку из многослойного стеклопластика, закрепленную на каркасе, в которой между слоями стеклопластика формообразующей оболочки размещен по крайней мере один электропроводящий слой из углеродного материала для нагрева формообразующей оболочки, а также оснастка дополнительно содержит теплоизолирующий слой, расположенный между каркасом и формообразующей оболочкой.
Способ изготовления данной оснастки предусматривает жесткое закрепление упомянутой формообразующей оболочки на каркасе.
Известная оснастка позволяет изготавливать изделия из ПКМ вне автоклавов или печей, т.е. уменьшить стоимость изготовления; уменьшить или полностью устранить коробление оснастки для формования и, соответственно, изготавливаемого изделия; уменьшить пористость изделия и увеличить его механическую прочность.
К недостаткам известного технического решения относятся следующие: нагреваемый электропроводящий слой и теплоизолирующие слои имеют различные коэффициенты теплового расширения, что приводит к изменению линейных размеров при циклах нагрева-охлаждения в различной степени как электропроводящего слоя, теплоизолирующего, так и формообразующей оснастки, которая при этом в большей степени подвержена влиянию перепада температур, что приводит к снижению ее прочностных характеристик и длительности эксплуатации.
Раскрытие изобретения
Задачей изобретения является повышение числа съемов при формовании за счет уменьшения тепловой деформации при изменении температуры в циклах нагрева-охлаждения, облегчение веса оснастки при сохранении прочностных свойств.
Поставленная задача решается оснасткой для формования изделий из полимерных композиционных материалов, которая содержит опорную структуру и размещенное на ней основание, на поверхности которого со стороны опорной структуры выполнено, по меньшей мере, одно ребро жесткости, изготовленное заедино с основанием, где упомянутые основание и ребро жесткости выполнены из армированного углеродным волокном пластика, при этом ребро жесткости имеет полый профиль, полость которого заполнена низкоплотным материалом на основе терморасширенного графита с плотностью от 0,06 до 0,12 г/см3.
В частных воплощениях изобретения оснастка содержит несколько ребер жесткости.
В некоторых воплощениях изобретения в оснастке профиль ребра жесткости имеет П-образную форму.
Желательное воплощение изобретения, в котором в оснастке, по меньшей мере, одно ребро жесткости снабжено нагревательным элементом, расположенным в полости ребра и окружено упомянутым низкоплотным материалом.
Нагревательный элемент в этом случае может представлять собой трубчатый электронагревательный элемент.
Поставленная задача также решается способом получения оснастки, который включает следующие стадии:
(A) изготовление основания оснастки путем размещения на поверхности мастер-модели нескольких слоев углеродного армирующего волокна, пропитки волокна связующим с последующим его отверждением;
(Б) размещение на отвержденном основании оснастки низкоплотного материала с плотностью от 0,06 до 0,12 г/см3 на основе терморасширенного графита, форма которого соответствует форме полости профиля ребра жесткости, и закрепление упомянутого материала на основании оснастки;
(B) размещение на поверхности основания и упомянутого низкоплотного материала нескольких слоев углеродных армирующих волокон и повторную пропитку упомянутых волокон связующим с последующим его отверждением;
(Г) установку основания оснастки с упомянутыми ребрами жесткости на опорную структуру с получением оснастки.
В частных воплощениях изобретения на стадии (Б) на основании размещают низкоплотный материал с расположенным внутри него трубчатым электронагревательным элементом.
В этом случае трубчатый электронагревательный элемент внутри низкоплотного материала можно закрепить посредством клея.
Возможно поддерживать температуру пропитки на стадии (В) при помощи электронагревательного элемента.
Также возможно поддерживать температуру отверждения на стадии (В) при помощи нагревательного элемента.
Возможно использование углеродного волокна в различной форме, например в виде ткани, в виде нетканого полотна или в виде площеной ленты.
В частных воплощениях способа пропитку на стадиях (А) и (В) осуществляют методом вакуумной инфузии.
Краткое описание чертежей
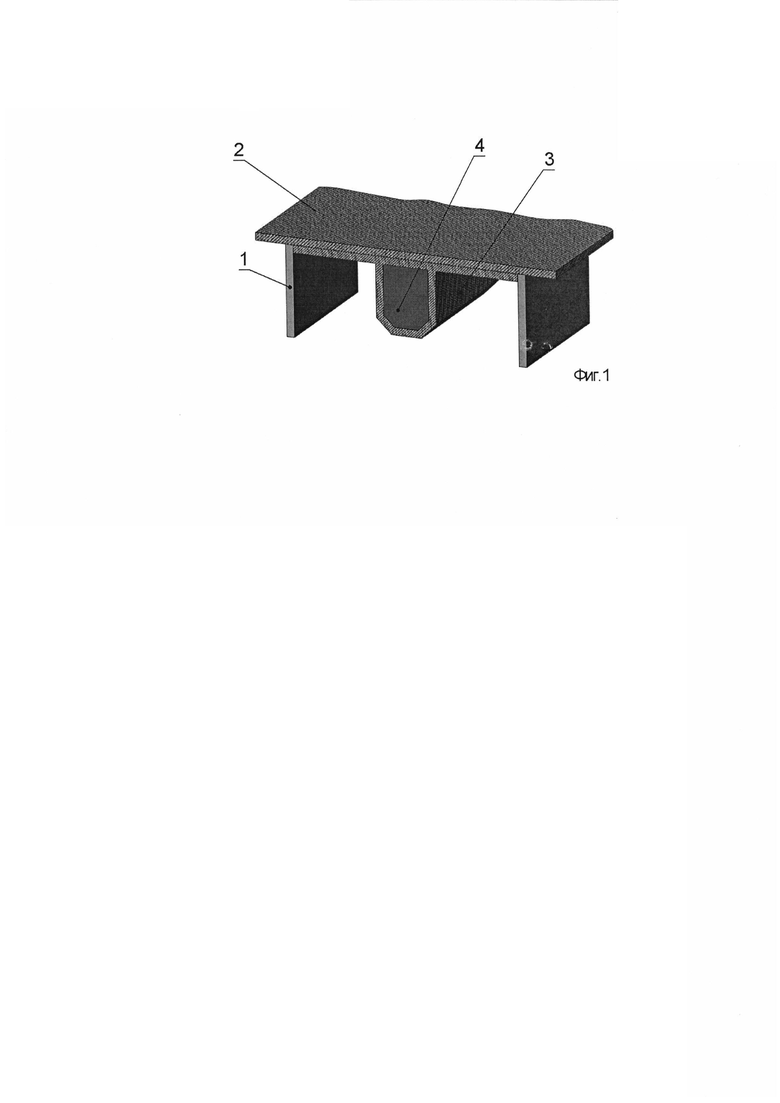
Фиг. 1 - схематическое изображение разреза оснастки с одним ребром жесткости из низкоплотного материала на основе терморасширенного графита (ТРГ).
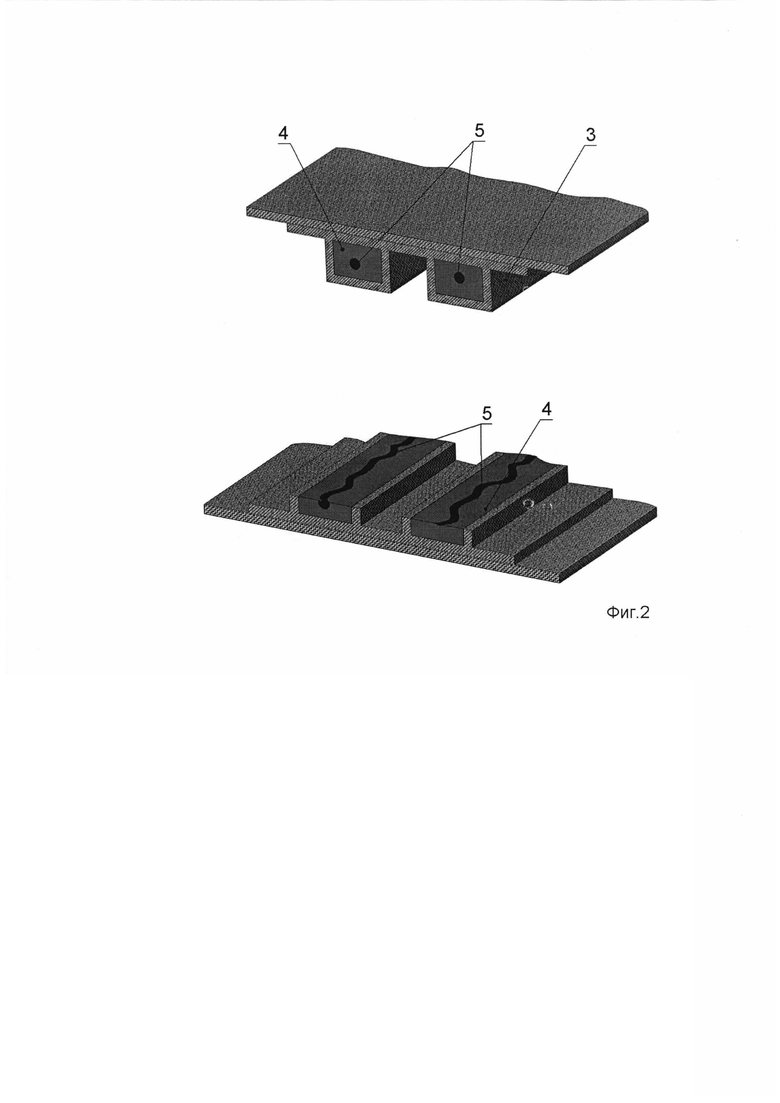
Фиг. 2 - схематическое изображение фронтального и горизонтального разрезов основания оснастки с ребрами жесткости из низкоплотного материала на основе ТРГ со встроенными в них трубчатыми электронагревателями.
Осуществление изобретения
Как следует из фиг. 1, приведенная оснастка включает опорную структуру (1), на которой установлено основание (2) вместе с ребром жесткости (3), выполненным со стороны опорной структуры (1). Ребро жесткости (3) имеет полый профиль, полость которого заполнена низкоплотным материалом (4) на основе ТРГ с плотностью от 0,06 до 0,12 г/см3.
На фиг. 2 изображены фронтальный и горизонтальный разрезы основания оснастки с ребрами жесткости и встроенными в ребра электронагревателями.
Данное основание содержит два ребра жесткости (3) с П-образным профилем, в ребро встроен ТЭН (5), окруженный низкоплотным материалом (4), который размещен в полости профиля ребра жесткости (3).
Сущность изобретения состоит в следующем.
Под терморасширенным графитом понимается интеркалированный графит, подвергнутый термоудару.
ТРГ обладает рядом уникальных свойств. Известно, что путем сжатия частиц ТРГ могут быть получены уникальные продукты, обладающие свойствами, которыми традиционный графит не обладает. Листы, полученные из ТРГ, обладают хорошей упругостью, высокой электропроводностью и теплопроводностью вдоль листа.
В силу того, что ТРГ обладает свойствами анизотропии с высокой теплопроводностью в одном предпочтительном направлении: параллельном его поверхности, он может быть использован как теплораспределяющий материал.
В соответствии с настоящим изобретением выполнение ребер жесткости на оснастке с полым профилем, полость которого заполнена низкоплотным терморасширенным графитом, а также выполнение основания оснастки и ребер жесткости из пластика, армированного углеродным волокном, позволяет улучшить характеристики теплопередачи за счет снижения коэффициентов линейного расширения более чем в два раза за счет способности низкоплотного терморасширенного графита с плотностью от 0,06 до 0,12 г/см3 сохранять, равномерно распределять и передавать тепло от наполнителя к ребрам и основанию оснастки. Этот эффект приводит к более равномерному прогреву оснастки, состоящей из слоев углеродной ткани, пропитанной связующим, имеющим различные коэффициенты линейного расширения. В процессе остывания в ламинате возникают внутренние напряжения, что связано с различной способностью материалов к расширению и усадке, что в конечном итоге может приводить к снижению его прочности, в то время как присутствие в конструкции оснастки низкоплотного терморасширенного графита с плотностью от 0,06 до 0,12 г/см3 позволяет демпфировать возникающие внутренние напряжения, сохраняя высокие значения прочностных характеристик в процессе эксплуатации изделия.
При этом если плотность графита менее 0,06 г/см3, то прочность низкоплотного терморасширенного графита снижается, а теплопередающая способность изотропна.
Если плотность графита более 0,12 г/см3, то прочностные характеристики низкоплотного терморасширенного графита высокие, однако теплопередающая способность становится анизотропной в одном направлении.
Оснастка в некоторых случаях может содержать одно ребро (см. фиг. 1), но, как правило, этих ребер бывает несколько (см. фиг. 2), что позволяет еще более улучшить равномерность нагрева.
Профиль у ребра может иметь в сечении любую форму - трапеция, парабола, прямоугольник, квадрат, однако в некоторых воплощениях изобретения желательна форма прямоугольника (П-образная форма), что позволяет упростить конструкцию при сохранении высоких прочностных характеристик и теплопередающей способности.
В ребра жесткости могут быть встроены нагревательные элементы. Это могут быть, например, трубчатые элементы с расположенным в них теплоносителем, нагрев которых осуществляется от внешнего электрического источника. Но для некоторых воплощений изобретения могут быть использованы трубчатые электронагреватели (ТЭН). Под ТЭН понимаются электронагревательный прибор в виде металлической трубки, заполненной теплопроводящим электрическим изолятором. По центру изолятора проходит токопроводящая нихромовая нить определенного сопротивления для передачи необходимой удельной мощности на поверхность ТЭН. Применение ТЭН позволяет ускорить процесс нагрева оснастки.
Оснастка изготавливается следующим образом.
Сначала собирается основание оснастки путем размещения на поверхности мастер-модели нескольких слоев углеродного армирующего волокна, например, в виде ткани, нетканого материала, площеной ленты и пр.
Затем осуществляют пропитку волокна связующим и отверждают заготовку.
На полученное основание выкладывают низкоплотный материал на основе терморасширенного графита, форма которого соответствует форме полости профиля ребра жесткости, и закрепление упомянутого материала на основании оснастки. Низкоплотный материал здесь несет двоякую функцию: с одной стороны, он является моделью для получения ребра жесткости нужной конфигурации, а с другой - он заполняет это ребро, тем самым улучшая потребительские свойства оснастки при ее эксплуатации.
Далее на основание оснастки и сформированную из низкоплотного ТРГ модель ребра жесткости укладывают несколько слоев углеродных волокон в виде ткани, нетканого волокна, площеной ленты и т.д. и осуществляют пропитку этих слоев связующих с последующим отверждением.
Полученное основание с ребрами жесткости укладывают на опорную структуру.
Для получения ребра жесткости с подогревом нагревающий элемент укладывают между двумя полосками низкоплотного материала с использованием клея и поджимают. Поскольку низкоплотный материал обладает улучшенной упругостью, то ТЭН вжимается в материал, слои низкоплотного материала смыкаются между собой и образуется относительно однородная структура из низкоплотного ТРГ со встроенным внутри ТЭНом (или любым другим нагревателем).
Эти нагревательные элементы могут быть полезны не только на стадии эксплуатации оснастки, но и на этапах изготовления оснастки, например на стадии пропитки связующим и отверждения при изготовлении ребер жесткости.
Однако встраивание этих элементов в оснастку не является обязательным, потому что любому специалисту понятно, что нагрев для пропитки или отверждения может быть осуществлен и с внешними источниками нагрева, например в печи.
Необходимо отметить, что пропитка может быть осуществлена любыми известными методами, такими, например, как ручная выкладка и пропитка, получение препрега для дальнейшего вакуумного формования, однако предпочтительнее всего в нашем понимании является метод вакуумной инфузии, что обусловлено возможностью проведения процесса в одну стадию, без дополнительного вакуумирования. Причем в процессе вакуумной инфузии низкоплотный терморасширенный графит будет задерживать избыток связующего, что обеспечит более равномерную пропитку всего изделия с регулируемой скоростью.
Функцией опорной структуры является поддержание основания оснастки. В самом простом случае опорная структура может представлять собой приспособление, например, в виде стола, на который укладывается основание оснастки. Опорная структура может быть выполнена из металла, стеклопластика, углепластика и других доступных материалов.
Пример осуществления изобретения
По краю мастер-модели основания оснастки в два ряда наклеивают герметизирующий жгут. Размещают линии подачи связующего из спиральной трубки (для осуществления качественной пропитки углеродного материала предусмотрено размещение пяти параллельных линий подачи связующего в продольном направлении на одинаковом расстоянии друг от друга).
На каждой линии закрепляют вакуумный выход из спиральной трубки.
Подготавливают листы вакуумной пленки для сборки двух технологических пакетов.
Собирают первый пакет, размещая вакуумную пленку на поверхности с помощью герметизирующего жгута. Подсоединяют собранный пакет через трубки выхода к вакуумной линии и создают вакуум. Собирают второй технологический пакет по аналогичной первому схеме.
Приготавливают эпоксидное связующее путем смешения исходных компонентов в смесителе и вакуумируют его от пузырьков воздуха.
После приготовления связующего от сливного патрубка смесителя подсоединяют линию подачи к собранному технологическому пакету и начинают процесс пропитки с 1 по 5 линий.
Окончание пропитки контролируют визуально по выходу связующего в вакуумную линию.
По окончании пропитки перекрывают линии подачи связующего и отсоединяют смеситель. Выдерживают в течение не менее 1 ч для удаления избытка связующего и перекрывают вакуумную линию внутреннего пакета.
Предварительное отверждение основания оснастки проводят при комнатной температуре 25±3°C. Продолжительность отверждения составляет 2 суток.
По окончании отверждения проводят разборку технологических пакетов и удаление вспомогательных материалов.
Для фиксации ребер жесткости на каркасе оснастки используют клей марки А-37. Приготовление клея проводят путем смешения его компонентов при комнатной температуре.
Заготовки ребер жесткости заданных размеров в количестве 50 шт. нарезают из панелей ТРГ марки «Тензограф Л» с плотностью от 0,06 до 0,12 г/см3 с помощью высокоскоростной фрезы.
Заготовки ребер размещают на поверхности основания оснастки.
Заготовки ребер на поверхности основания оснастки фиксируют путем приклеивания сверху по всей поверхности ребра с перекрытием на основание оснастки на 10 мм в один слой листов углеродной ткани марки 22502 с помощью клея марки А-37. Отверждение клея проводят при температуре 20-25°C в течение не менее 12 часов. Затем прогревают локально места нанесения клея до 40-60°C в течение 5-15 минут.
Листы углеродной ткани марки 24251 нарезают с учетом углов выкладки ткани 0°/45° в требуемом количестве и выкладывают 12 слоев поверх ребер.
Собирают технологические пакеты с размещением линии подачи связующего сверху каждого ребра, вакуумной линии в центрах квадратов ребер. Пропитку и предварительное отверждение проводят аналогично с вышеизложенным.
После проведения предварительного отверждения технологические пакеты разбирают, полностью удаляют вспомогательные материалы.
Основание оснастки устанавливают на опорную структуру и проводят постотверждение при температурах от 80 до 180°C по ступенчатому режиму.
Коэффициент линейного расширения полученной оснастки - до 1,5%, температура стеклования до 200°C, что обеспечивает число съемов до 100 раз.
Использование в оснастке низкоплотного терморасширенного графита с плотностью от 0,06 до 0,12 г/см3 позволяет получить композитный материал, обладающий высокой технологичностью, сама оснастка обладает способностью сохранять и передавать тепло во всем объеме, что приводит к снижению внутренних напряжений в оснастке и позволяет сохранять высокий уровень прочностных свойств, а также предотвратить ее преждевременное разрушение.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2622924C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2491463C1 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА | 2009 |
|
RU2410359C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2630798C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО УГЛЕРОДНОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА И МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 2010 |
|
RU2427530C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2377223C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ УГЛЕГРАФИТОВЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2398738C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2623773C1 |
Изобретение относится к области формования изделий из полимерных композиционных материалов (ПКМ) и может найти применение в аэрокосмической, судостроительной и других отраслях промышленности. Оснастка для формования изделий из полимерных композиционных материалов содержит опорную структуру и размещенное на ней основание, на поверхности которого со стороны опорной структуры выполнено, по меньшей мере, одно ребро жесткости, изготовленное заедино с основанием. Основание и ребро жесткости выполнены из армированного углеродным волокном пластика. Ребро жесткости имеет полый профиль, полость которого заполнена низкоплотным материалом на основе терморасширенного графита с плотностью от 0,06 до 0,12 г/см3. Раскрывается также способ изготовления данной оснастки. Изобретение направлено на увеличение числа съемов при формовании ПКМ за счет уменьшения тепловой деформации при изменении температуры в циклах нагрева-охлаждения, облегчение веса оснастки при сохранении ее прочностных свойств. 2 н. и 12 з.п. ф-лы, 2 ил., 1 пр.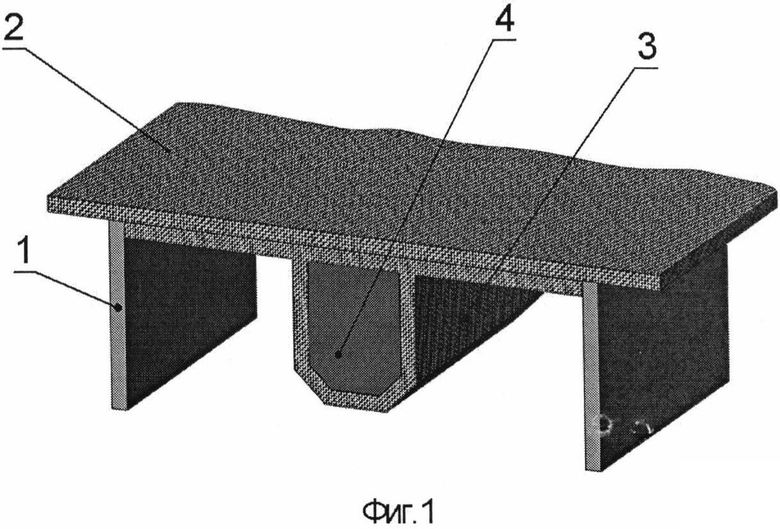
1. Оснастка для формования изделий из полимерных композиционных материалов, характеризующаяся тем, что содержит опорную структуру и размещенное на ней основание, на поверхности которого со стороны опорной структуры выполнено, по меньшей мере, одно ребро жесткости, изготовленное заедино с основанием, где упомянутые основание и ребро жесткости выполнены из армированного углеродным волокном пластика, при этом ребро жесткости имеет полый профиль, полость которого заполнена низкоплотным материалом на основе терморасширенного графита с плотностью от 0,06 до 0,12 г/см3.
2. Оснастка по п. 1, характеризующаяся тем, что содержит несколько ребер жесткости.
3. Оснастка по п. 1, характеризующаяся тем, что профиль ребра жесткости имеет П-образную форму.
4. Оснастка по п. 1, характеризующаяся тем, что, по меньшей мере, одно ребро жесткости снабжено нагревательным элементом, расположенным в полости ребра, и окружено упомянутым низкоплотным материалом.
5. Оснастка по п. 4, характеризующаяся тем, что нагревательный элемент представляет собой трубчатый электронагревательный элемент.
6. Способ получения оснастки, характеризующийся тем, что включает следующие стадии:
(A) изготовление основания оснастки путем размещения на поверхности мастер-модели нескольких слоев углеродного армирующего волокна, пропитки волокна связующим с последующим его отверждением;
(Б) размещение на отвержденном основании оснастки низкоплотного материала с плотностью от 0,06 до 0,12 г/см3 на основе терморасширенного графита, форма которого соответствует форме полости профиля ребра жесткости, и закрепление упомянутого материала на основании оснастки;
(B) размещение на поверхности основания и упомянутого низкоплотного материала нескольких слоев углеродных армирующих волокон и повторную пропитку упомянутых волокон связующим с последующим его отверждением;
(Г) установку основания оснастки с упомянутыми ребрами жесткости на опорную структуру с получением оснастки.
7. Способ по п. 6, характеризующийся тем, что на стадии (Б) на основании размещают низкоплотный материал с расположенным внутри него трубчатым электронагревательным элементом.
8. Способ по п. 7, характеризующийся тем, что трубчатый электронагревательный элемент внутри низкоплотного материала закрепляют посредством клея.
9. Способ по п. 7, характеризующийся тем, что температуру пропитки на стадии (В) поддерживают при помощи электронагревательного элемента.
10. Способ по п. 7, характеризующийся тем, что температуру отверждения на стадии (В) поддерживают при помощи нагревательного элемента.
11. Способ по п. 6, характеризующийся тем, что волокна используют в виде ткани.
12. Способ по п. 6, характеризующийся тем, что волокна используют в виде нетканого полотна.
13. Способ по п. 6, характеризующийся тем, что волокна используют в виде площеной ленты.
14. Способ по п. 6, характеризующийся тем, что пропитку на стадиях (А) и (В) осуществляют методом вакуумной инфузии.
| Способ временной стабилизации электрических сигналов, воспроизводимых с различных носителей записи | 1959 |
|
SU126283A1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2090364C1 |
| RU 2008151487 A, 27.06.2010 | |||
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2404203C1 |
| WO 2009025226 A1, 26.02.2009. | |||

