Изобретение относится к области приборостроения и может быть использовано при изготовлении чувствительных элементов, применяемых при изготовлении микромеханических акселерометров, микрогироскопов, интегральных датчиков давления.
Известен способ сборки микроакселерометров, заключающийся в последовательной установке каркасной катушки, разварки торсионов в корпусе датчика, установки на каркасной катушке пластины датчика преобразователя перемещений [1].
Недостатком данного способа является трудоемкость сборки и требование высокой квалификации сборщика.
Известен способ сборки чувствительных элементов, заключающийся в совмещении стеклянной обкладки и кристалла из монокристаллического кремния, установки и зажатии в специальном приспособлении, разогреве до температуры 400°C, выдержке при данной температуре в течение 1 часа и подаче на стеклянную обкладку и кремниевый кристалл напряжения 700 B [2].
Недостатком данного способа является то, что анодное соединение проводится только с одной стеклянной обкладкой. Для соединения со второй стеклянной обкладкой требуется дополнительная операция совмещения, установки в специальное приспособление, разогреве, выдержки и подачи напряжения.
Задача, на решение которой направлено изобретение - упрощение и уменьшение технологического цикла сборки чувствительного элемента микромеханического датчика.
Поставленная задача решается за счет того, что в способе сборки чувствительного элемента микромеханического датчика, заключающегося в совмещении стеклянной обкладки и кристалла из монокристаллического кремния, установки и зажатии в специальном приспособлении, разогреве, выдержке при заданной температуре и подаче напряжения, совмещают одновременно две стеклянные обкладки и кристалл из монокристаллического кремния, находящийся между ними, и подают напряжение не менее 160 B на обе обкладки не меньше, чем на две минуты, отключают напряжение, проводят смену полярности напряжения, снова подают напряжение, повторяют цикл изменения полярности не менее трех раз.
Отличительными признаками от известного является то, что проводится одновременно совмещение двух стеклянных обкладок с кристаллом из монокристаллического кремния, а также анодное соединение их. Причем подача напряжения осуществляется на стеклянные обкладки сверху и снизу, а также повторение циклов со сменой полярности. При этом анодное соединение проводят при напряжении не менее 160 B, что намного ниже, чем в прототипе.
На фиг.1 изображена схема для осуществления предлагаемого способа, где:
1 - стеклянные обкладки;
2 - кристалл из монокристаллического кремния;
3 - источник питания;
4 - источник нагрева;
5 - электропечь.
Способ осуществляется следующим образом. Вначале совмещают две стеклянные обкладки с кристаллом из монокристаллического кремния. Затем помещают собранную конструкцию в специальное приспособление. После этого зажимают под определенным усилием до создания оптического контакта между стеклянными обкладками и кристаллом из монокристаллического кремния. Проводят нагревание до температуры 410°C. Выдерживают при данной температуре 1,5 часа. Собирают схему согласно фиг.1. Подают напряжение 160 B на две минуты, наблюдая при этом в течение данного промежутка времени снижение тока в цепи с постоянной скоростью почти до нуля. Выключают питание. Меняют полярность. Снова включают питание на две минуты. Повторяют цикл изменения полярности не менее трех раз. Дают остыть вместе с печью. Достают из печи при температуре не выше плюс 80°C.
Таким образом, изготовление чувствительных элементов по предлагаемому способу позволяет сократить технологический цикл и одновременно соединять две стеклянные обкладки с кристаллом из монокристаллического кремния.
Источники информации
1. Акселерометр капиллярный АК5-15, ТУ 611.781.ТУ. 1984 г.
2. Патент США №6537938 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки монокристаллического кремния и стекла | 2022 |
|
RU2796482C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ МИКРОМЕХАНИЧЕСКОГО КОМПЕНСАЦИОННОГО АКСЕЛЕРОМЕТРА | 2012 |
|
RU2497133C1 |
| МИКРОМЕХАНИЧЕСКИЙ АКСЕЛЕРОМЕТР | 2012 |
|
RU2515378C1 |
| Микромеханический акселерометр с низкой чувствительностью к термомеханическим воздействиям | 2020 |
|
RU2746762C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2012 |
|
RU2520568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2014 |
|
RU2556697C1 |
| Микромеханический акселерометр | 2020 |
|
RU2753475C1 |
| Микромеханический акселерометр с высокой устойчивостью к термомеханическим напряжениям | 2021 |
|
RU2774824C1 |
| Микромеханический акселерометр | 2020 |
|
RU2746763C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ МИКРОМЕХАНИЧЕСКОГО АКСЕЛЕРОМЕТРА | 2011 |
|
RU2492490C1 |
Изобретение относится к области приборостроения и может быть использовано при изготовлении чувствительных элементов, применяемых при изготовлении микромеханических акселерометров, микрогироскопов, интегральных датчиков давления. Задачей, на решение которой направлено изобретение, является упрощение и уменьшение технологического цикла сборки чувствительного элемента микромеханического датчика. В способе сборки чувствительного элемента микромеханического датчика совмещают стеклянную обкладку и кристалл из монокристаллического кремния, устанавливают и зажимают в специальном приспособлении, разогревают, выдерживают при заданной температуре и подают необходимое напряжение. При этом совмещают одновременно две стеклянные обкладки и кристалл из монокристаллического кремния, находящийся между ними, разогревают их до температуры 410°C, выдерживают 1,5 часа, подают напряжение на обе обкладки не меньше, чем на две минуты, отключают напряжение, меняют полярность напряжения, снова подают напряжение и повторяют цикл изменения полярности не менее трех раз. 1 ил.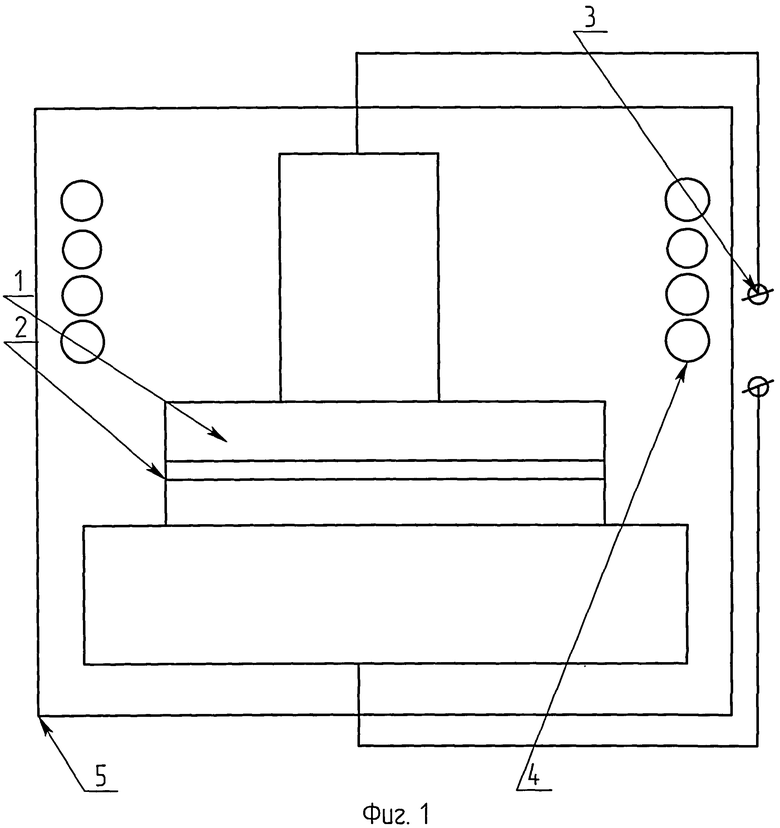
Способ сборки чувствительного элемента микромеханического датчика, заключающийся в совмещении стеклянной обкладки и кристалла из монокристаллического кремния, установке и зажатии в специальном приспособлении, разогреве, выдержке при заданной температуре и подаче напряжения, отличающийся тем, что совмещают одновременно две стеклянные обкладки и кристалл из монокристаллического кремния, находящийся между ними, и подают напряжение не менее 160 B на обе обкладки не меньше, чем на две минуты, отключают напряжение, проводят смену полярности напряжения, снова подают напряжение, повторяют цикл изменения полярности не менее трех раз.
| Способ соединения деталей | 1989 |
|
SU1648910A1 |
| Способ соединения оптических деталей | 1988 |
|
SU1544738A1 |
| US 6537938 B1, 25.03.2003 | |||
| US 7516671 B2, 14.04.2009 | |||
| US 20030067734 A1, 10.04.2003 | |||

