Изобретение относится к области приборостроения и может быть использовано при изготовлении чувствительных элементов, применяемых при изготовлении микромеханических акселерометров, микрогироскопов, интегральных датчиков давления.
Известен способ сборки чувствительных элементов, заключающийся в совмещении стеклянной обкладки и кристалла из монокристаллического кремния, установки и зажатии в специальном приспособлении, разогреве до температуры 400°С, выдержке при данной температуре в течение 1 часа и подаче на стеклянную обкладку и кремниевый кристалл напряжения 700 В [1].
Недостатком данного способа является то, что анодное соединение проводится при высоком напряжении 700 В. Хотя соединение проводится, такое напряжение приводит к высоким внутренним напряжениям пакета из стеклянной обкладки и кристалла из монокристаллического кремния после окончания процессы сборки. Это происходит вследствие того, что время выдержки мало- 1 час при температуре 400°С и для проведения сварки необходимо подать большее напряжение, а именно минимум 700 В.
Известен способ, при котором свариваемые детали из полупроводника и стекла нагревают до температуры сварки, прикладывают к ним постоянное напряжение для создания ионного тока диффузии между соединяемыми поверхностями и сдавливают их циклически [2].
Недостатком такого способа являются возникающие в материалах напряжения, которые уменьшают точность чувствительных элементов интегральных датчиков. Возникновение напряжений связано с различными коэффициентами линейного расширения полупроводника и стекла, и упругой деформацией от устранения первоначальной неплоскостности контактных поверхностей в пакете механическим нормированным прижимом.
Известен способ сборки чувствительного элемента микромеханического датчика, заключающегося в совмещении стеклянной обкладки и кристалла из монокристаллического кремния, установки и зажатии в специальном приспособлении, разогреве, выдержке при заданной температуре и подаче напряжения, совмещают одновременно две стеклянные обкладки и кристалл из монокристаллического кремния, находящийся между ними, и подают напряжение не менее 160 В на обе обкладки не меньше, чем на две минуты, отключают напряжение, проводят смену полярности напряжения, снова подают напряжение, повторяют цикл изменения полярности не менее трех раз [3].
Недостатком указанного способа является сверхнизкое напряжение сварки, требующая высокой температуры проведения процесса сварки и соответственно проявления высоких остаточных напряжений.
Хотя процесс подачи тока обратной полярности несколько снижает остаточные напряжения и естественно взаимный прогиб полученного пакета, однако отсутствие в процессе сборки медленного или контролируемого напряжения существенно повышают остаточные напряжения и соответственно в итоге существенного снижающие точность датчиков.
Наиболее близким к заявленному изобретению является способ диффузионной сварки пакета из стекла и монокристаллического кремния, включающий его сжатие с нормированным усилием, нагрев, изотермическую выдержку и подачу на сжатый пакет постоянного напряжения, отличающийся тем, что изотермическую выдержку сжатого многослойного пакета осуществляют при температуре, выше температуры сварки, а подачу напряжения производят после охлаждения сжатого пакета до температуры ниже температуры сварки [4].
Недостатком такого способа являются возникающие в материалах напряжения, которые проявляются вследствие его сжатия с усилием и дальнейшей изотермической выдержке и последующей диффузионной сварке. Сваренный кристалл остается в напряженном состоянии после сварки. Это приводит при эксплуатации датчика к высокому смещению нуля и существенному гистерезису. Другим недостатком является то, что пакет из стекла и монокремния нагревают до температур свыше 450°С, что неприемлемо, если на чувствительном элементе сформированы алюминиевые проводники или обкладки датчика перемещения с различными металлизированными подслоями Т.к. такие высокие температуры приводят при дальнейшей эксплуатации к отслоению проводников от кремния или стеклянной подложки. Еще одним недостатком способа является то, что в способе не указано, что нагревание, изотермическая выдержка, сварка, охлаждение должны проводиться в закрытом пространстве на воздухе или в вакууме. Так только закрытое пространство способствует постепенное охлаждение по всему объему конструкции собранного пакета. В противном случае получим пакет с большими остаточными внутренними напряжениями внутри стекла и кремния, которые уменьшают точность датчиков, а именно приводят к существенному гистерезису и большому смещению нуля в диапазоне рабочих температур. Еще одним недостатком является неуправляемый процесс охлаждения полученной сборки. Это тоже приводит к высоким остаточным напряжениям после окончания процесса и соответственно к существенному повышению смещению нуля.
Задачей, на решение которой направлено заявленное изобретение является снижение остаточных внутренних напряжений, возникающих в пакете стекла и монокристаллического кремния и, следовательно, повышение точностных характеристик микромеханических датчиков.
Поставленная задача решается за счет того, что в способе диффузионной сварки монокристаллического кремния и стекла, включающий его нагрев, изотермическую выдержку и подачу на пакет постоянного напряжения, согласно изобретению, упомянутую изотермическую выдержку проводят в течение двух часов, а после подачи напряжения производят контроль проходящего через свариваемый пакет тока и после его прекращения проводят дополнительную изотермическую выдержку сваренного пакета в течении двух часов, после чего осуществляют контролируемое охлаждение со скоростью от 1 град/мин до 4 град/мин.
Отличительными признаками заявленного изобретения является то, что упомянутую изотермическую выдержку проводят в течении двух часов, а после подачи напряжения производят контроль проходящего через свариваемый пакет тока и после его прекращения проводят дополнительную изотермическую выдержку сваренного пакета в течении двух часов, после чего осуществляют контролируемое охлаждение со скоростью от 1 град/мин до 4 град/мин.
Распределение температуры и подводимого заряда по поверхности
должно быть равномерным. Поэтому после процесса сварки процессы в пакете сразу не останавливаются. Необходимо провести выдержку сваренного пакета при постоянной температуре и отсутствии напряжения. В результате соединения образуются остаточные напряжения. Напряжения, возникающие вследствие разности ТКЛР стекла и кремния называют коэффициентными напряжениями. Также, механические напряжения, возникающие в результате различия ТКЛР соединяемых материалов после их охлаждения, называют термическими. До начала нагрева стеклянная и кремниевая детали имеют одинаковые размеры, при нагреве детали расширяются. После, соединения детали, охлаждаясь, до рабочей
температуры, взаимно деформируются. Вот именно поэтому пакету после сварки необходимо выдержать при той температуре. Так же неравномерность распределения состава и по площади пластины вследствие применения как точечного, так и плоского электродов.
предлагается снижать возникающий прогиб пластин путем контролируемого охлаждение не более чем 1 град/мин.
Пример реализации заявленного способа.
Производили диффузионную сварку чувствительных элементов акселерометров, представляющих собой пакет стекло монокристаллический кремний КЭФ-4,5 - стекло ЛК5. Размер пакета 9×6×2,9 мм (длина-ширина-высота). Пакет нагревали до температуры 390°С, затем производили изотермическую выдержку два часа, после чего подавали на пакет напряжение 420 В, с последующим контролем тока через свариваемый пакет до его прекращения. Затем проводили выдержку два часа. Далее проводили контролируемое охлаждение 1 град/мин.
Производили диффузионную сварку чувствительных элементов акселерометров, представляющих собой пакет стекло - монокристаллический кремний КЭФ-4,5 - стекло «пирекс 7740». Размер пакета 9×6×2,9 мм (длина-ширина-высота). Пакет нагревали до температуры 410°С, затем производили изотермическую выдержку два часа, после чего подавали на пакет напряжение 390 В, с последующим контролем тока через свариваемый пакет до его прекращения. Затем проводили выдержку два часа. Далее проводили контролируемое охлаждение 3 град/мин.
Производили диффузионную сварку чувствительных элементов акселерометров, представляющих собой пакет стекло - монокристаллический кремний КЭФ-4,5 - стекло «Borofloat 33». Размер пакета 9×6×2,9 мм (длина-ширина-высота). Пакет нагревали до температуры 410°С, затем производили изотермическую выдержку два часа, после чего подавали на пакет напряжение 420 В, с последующим контролем тока через свариваемый пакет до его прекращения. Затем проводили выдержку два часа. Далее проводили контролируемое охлаждение 4 град/мин.
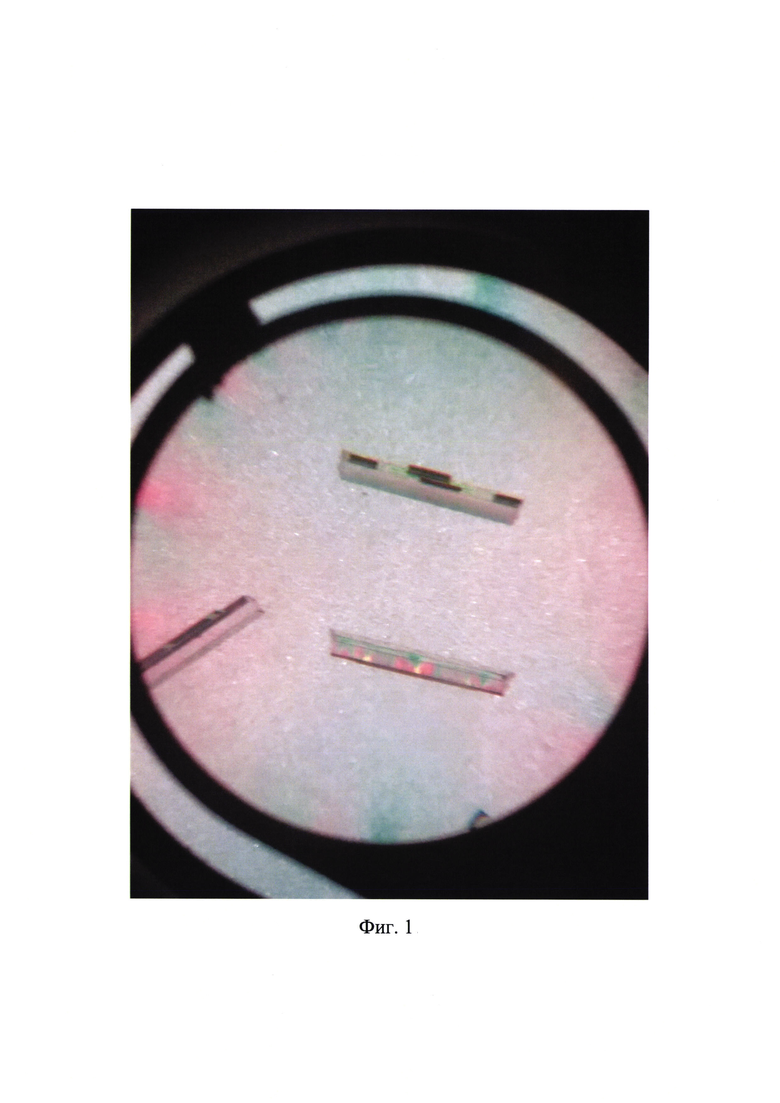
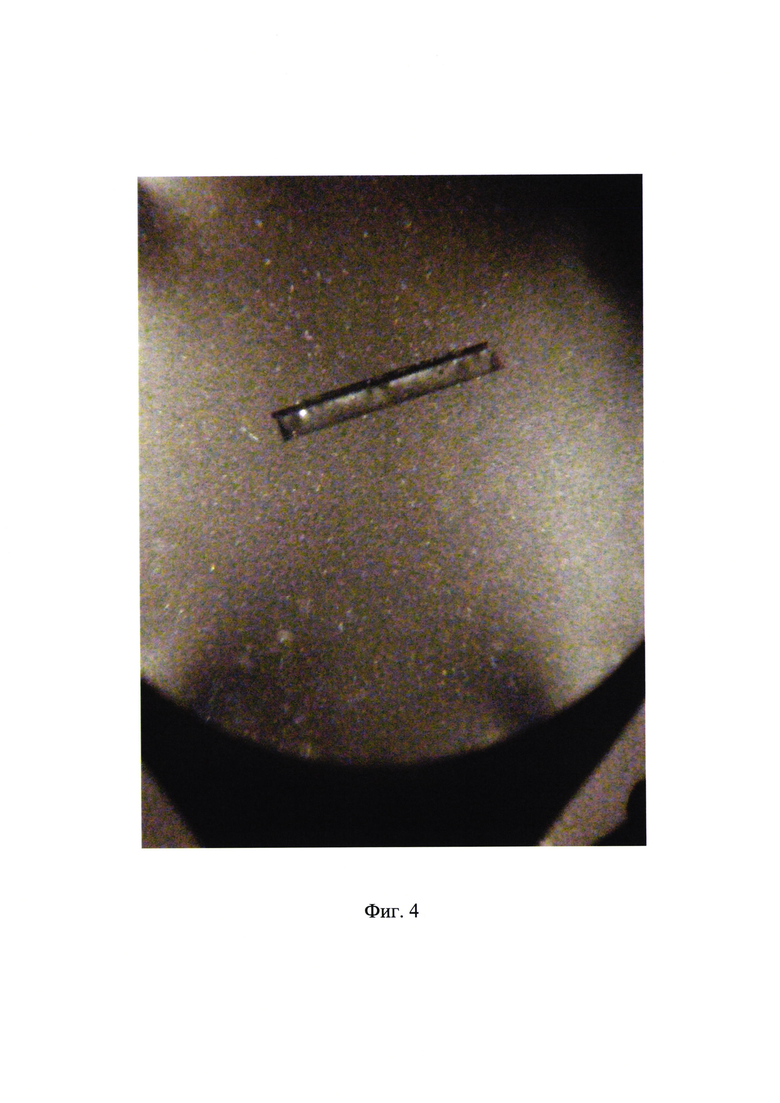
В результате применении предложенного способа, возникающие при диффузионной сварке в стекле и монокристаллическом кремнии остаточные напряжения снизились. Проверку остаточных напряжений проводили на полярископе-поляриметре ПКС-250.
На фиг. 1-4 изображены образцы чувствительных элементов микромеханических акселерометров в линейно-поляризованном свете на столе установки ПКС-250. Свечение в образцах указывает на наличие остаточного напряжения. Как видно на разных образцах разный размер и яркость свечения. Это указывает на то, что образцы были сварены при различных режимах. Таким образом, подтверждается, что как влияет режимы сварки на величину остаточных напряжений в чувствительных элементах акселерометров, а следовательно, на точность датчиков.
Макетные испытания датчиков показали, что температурный смещение акселерометров уменьшился, в среднем, на 50-75%, за счет чего повысились точностные характеристики микромеханических акселерометров.
Источники информации:
1. Патент США №6537938.
2. Авторское свидетельство СССР №1454612.
3. Патент РФ №2525715
4. Патент РФ №2491158 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МНОГОСЛОЙНОГО ПАКЕТА ИЗ СТЕКЛА И МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 2012 |
|
RU2491158C1 |
| Микромеханический акселерометр с высокой устойчивостью к термомеханическим напряжениям | 2021 |
|
RU2774824C1 |
| Микромеханический акселерометр с низкой чувствительностью к термомеханическим воздействиям | 2020 |
|
RU2746762C1 |
| СПОСОБ СБОРКИ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА МИКРОМЕХАНИЧЕСКОГО ДАТЧИКА | 2013 |
|
RU2525715C1 |
| Микромеханический акселерометр | 2020 |
|
RU2753475C1 |
| Чувствительный элемент микромеханического акселерометра | 2021 |
|
RU2773069C1 |
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU975288A1 |
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| МИКРОМЕХАНИЧЕСКИЙ АКСЕЛЕРОМЕТР | 2012 |
|
RU2515378C1 |
| Твердотельный датчик линейных ускорений | 2020 |
|
RU2746112C1 |


Изобретение относится к области приборостроения и может быть использовано при изготовлении чувствительных элементов, применяемых при изготовлении микромеханических акселерометров, микрогироскопов, интегральных датчиков давления. Способ диффузионной сварки монокристаллического кремния и стекла включает нагрев пакета, изотермическую выдержку и подачу на пакет постоянного напряжения. Упомянутую изотермическую выдержку проводят в течение двух часов, а после подачи напряжения производят контроль проходящего через свариваемый пакет тока до его прекращения. Затем проводят дополнительную изотермическую выдержку сваренного пакета в течение двух часов, после чего осуществляют контролируемое охлаждение со скоростью от 1 до 4 град/мин. Изобретение обеспечивает снижение остаточных внутренних напряжений, возникающих в пакете стекла и монокристаллического кремния, обусловливающих повышение точностных характеристик изготовленных микромеханических датчиков. 4 ил., 1 пр.
Способ диффузионной сварки монокристаллического кремния и стекла, включающий нагрев свариваемого пакета, изотермическую выдержку и подачу на пакет постоянного напряжения, отличающийся тем, что упомянутую изотермическую выдержку проводят в течение двух часов, а после подачи напряжения производят контроль проходящего через свариваемый пакет тока и после его прекращения проводят дополнительную изотермическую выдержку сваренного пакета в течение двух часов, после чего осуществляют его контролируемое охлаждение со скоростью от 1 до 4 град/мин.
| RU 1594815 С, 20.07.1995 | |||
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МНОГОСЛОЙНОГО ПАКЕТА ИЗ СТЕКЛА И МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 2012 |
|
RU2491158C1 |
| СПОСОБ СБОРКИ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА МИКРОМЕХАНИЧЕСКОГО ДАТЧИКА | 2013 |
|
RU2525715C1 |
| Способ диффузионной сварки | 1987 |
|
SU1449288A1 |
| Машина для обработки поваленных деревьев | 1973 |
|
SU510369A1 |
