Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к способам обжига подины алюминиевого электролизера с обожженными анодами.
Обжиг необходим для коксования подовой массы, которой набиваются швы между катодными блоками и промежутки между катодными блоками и стенками шахты, для просушки и прогрева катодных блоков и всей футеровки электролизера. Обжиг считается законченным, когда подовая масса скоксуется, а температура поверхности подины станет близкой к температуре электролиза. Обжиг осуществляется за счет тепла, выделяемого в обожженных анодах, в подине, выполненной из катодных блоков, и в слое материалов между обожженными анодами и катодными блоками при прохождении постоянного электрического тока через алюминиевый электролизер.
Известен способ обжига подины алюминиевого электролизера, включающий установку обожженных анодов на подину, крепление анододержателей обожженных анодов к анодным шинам анодной ошиновки, подъем обожженных анодов, заливку жидкого алюминия из расчета погружения в него обожженных анодов, подключение электролизера в электрическую цепь (Вольфсон Г.Е., Ланкин В.П. Производство алюминия в электролизерах с обожженными анодами. М.: Металлургия, 1974, с.55 и 56).
Недостаток известного способа обжига подины алюминиевого электролизера заключается в том, что при заливке жидкого алюминия подина подвергается тепловому удару, что может привести к образованию трещин в катодных блоках разрушению при дальнейшей эксплуатации электролизера. Также большим недостатком является прямой контакт подины с жидким алюминием, который имеет малую вязкость и температуру плавления. Алюминий может проникать глубоко внутрь подины перед затвердеванием и, реагируя с изоляцией, разрушать ее или создавать тепловой шунт.
Наиболее близким к заявленному по технической сущности является способ обжига подины алюминиевого электролизера с обожженными анодами, включающий покрытие подины, выполненной из катодных блоков, слоем углеродной засыпки, размещение на нем обоженных анодов, соединение анододержателей всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через слой углеродной засыпки и регулирование токовой нагрузки обожженных анодов. Соединение анододержателей по меньшей мере 50% от общего числа обожженных анодов с анодными шинами анодной ошиновки электролизера осуществляют посредством гибких элементов, обеспечивающих возможность отключения и подключения обожженных анодов, при этом обожженные аноды размещают по ширине подины в пределах периметра катодных блоков с постоянным или переменным смещением по отношению к продольной оси подины (патент RU №2215825, МПК С25С 3/06, 2003).
Недостаток прототипа - способа обжига подины алюминиевого электролизера заключается в том, что при простом опускании обожженных анодов на слой углеродной засыпки за счет ее большой площади не обеспечивается гарантированное прилегание анодного блока на углеродную засыпку. Следовательно, тепло выделяется только в той части слоя углеродной засыпки, где наблюдается касание блока. Вследствие этого возникают большие перепады температур по ширине, что приводит к возникновению больших термических напряжений и разрушению крайних катодных блоков. Также накрытие всей подины углеродным материалом приводит к большим трудозатратам по его удалению после пуска электролизера. Другим недостатком описанного способа обжига подины алюминиевого электролизера является то, что допускается до 50% от общего числа обожженных анодов закреплять с анодными шинами анодной ошиновки электролизера посредством базовых замков (жестко). Из-за того, что при нагреве подины за счет естественного выгорания угольного материала аноды, закрепленные с помощью гибких элементов, будут опускаться, а жестко залепленные аноды оставаться на месте, что приведет к появлению локальных перегревов подины.
Задачей изобретения является равномерный нагрев подины алюминиевого электролизера, как следствие увеличение срока службы электролизера, снижение затрат на нагрев и более быстрый ввод в эксплуатацию по сравнению с газопламенным обжигом.
Технический результат, достигаемый при осуществлении заявленного способа, заключается в равномерном распределении тока в подине, за счет которого происходит равномерный нагрев подины до 900°С менее чем за 60 часов, как при газопламенном обжиге.
Достижение вышеуказанного технического результата обеспечивается тем, что в способе обжига подины алюминиевого электролизера с обожженными анодами, включающем покрытие подины, выполненной из катодных блоков с катодными блюмсами, электропроводным материалом, размещение на нем обожженных анодов, соединение анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через электропроводный материал и регулирование токовой нагрузки обожженных анодов. В качестве электропроводного материала применяют насыпной графитовый материал, размещенный в виде рядов усеченной пирамиды расположенных в проекции ниппелей по всей длине обожженного анода, при этом высоту каждого ряда устанавливают в обратно пропорциональной зависимости от силы пропускаемого тока, а соединение всех анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера осуществляют посредством гибких элементов.
Кроме того, применяют насыпной графитовый материал фракцией не более 2 мм, а высоту каждого ряда устанавливают от 10 мм до 100 мм, а силу электрического тока - от 500 кА до 100 кА.
Сравнение заявленного решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявленные решения от прототипа, что делает возможным сделать вывод о соответствии критерию "новизна".
Сущность изобретения поясняется эскизом.
На фигуре 1 показана геометрия насыпного графитового материала на продольном разрезе торцевой части электролизера с обожженными анодами.
Подина, состоящая из катодных блоков 1 и блюмсов 2, покрыта слоем графитового материала 3 в виде формы усеченной пирамиды, на котором размещены обожженные аноды 4 с ниппелями 5, стрелками 6 показано направление силовых линий электрического тока. Анододержатели всех установленных обожженных анодов соединены с анодными шинами анодной ошиновки электролизера (не показано).
Способ обжига подины алюминиевого электролизера с обожженными анодами осуществляется следующим образом.
Перед установкой анода на подину электролизера укладывается приспособление с рейками требуемой высоты (от 10 до 100 мм).
Углеродный материал засыпается до верхней грани в пространство между рейками. Затем разравнивается и убирается излишек углеродного материала при помощи шаблона для разравнивания материала.
Далее приспособление демонтируется с подины электролизера, и углеродный материал приобретает форму усеченной пирамиды (фиг.1).
Для того, чтобы получить мощность достаточную для успешного разогрева подины электролизера и сохранения структуры катодного блока на слой графитовой засыпки высотой не менее 10 мм и не более чем 100 мм при силе тока от 500кА до 100кА соответственно размещают обожженные аноды таким образом, чтобы направление тока осуществлялось напрямую через последовательность проводников «анодный ниппель - анодный блок - графитовый материал - подовый блок - катодный блюмс».
После установки всех анодов в пространство борт-анод загружается пусковая шихта (криолит, дробленый оборот, сода) и сверху анодный массив укрывается криолитом.
Соединяют анододержатели всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера с помощью пакета алюминиевых гибких лент и пропускают полный электрический ток через слой графитового материала. Производят регулирование токовой нагрузки обожженных анодов путем отключения анодов берущих высокую нагрузку или имеющих локальный перегрев подин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЁРА | 2019 |
|
RU2717438C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2593253C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2001 |
|
RU2215825C2 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2006 |
|
RU2318920C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| ВОССТАНОВИТЕЛЬНЫЙ ЭЛЕКТРОЛИЗЕР С ВЫСОКОЙ ЭНЕРГОЭФФЕКТИВНОСТЬЮ НА 400 кА | 2009 |
|
RU2456381C1 |
| Электролизер для производства алюминия | 2018 |
|
RU2696124C1 |
| Способ обжига и пуска электролизера для получения алюминия | 1990 |
|
SU1740499A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ С ИСПОЛЬЗОВАНИЕМ ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2041975C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТА | 2008 |
|
RU2385290C2 |
Изобретение относится к способу обжига подины алюминиевого электролизера с обожженными анодами. Способ включает нагрев подины, выполненной из катодных блоков с катодными блюмсами, электропроводным материалом, размещение на нем обожженных анодов, соединение анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через электропроводный материал и регулирование токовой нагрузки обожженных анодов. В качестве электропроводного материала используют насыпной графитовый материал с фракцией не более 2 мм, размещенный в виде рядов усеченной пирамиды расположенных в проекции ниппелей по всей длине обожженного анода, при этом высоту каждого ряда устанавливают 10 мм до 100 мм в обратно пропорциональной зависимости от силы пропускаемого тока, составляющего от 500 кА до 100 кА, а соединение всех анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера осуществляют посредством гибких элементов. Обеспечивается повышение срока службы электролизера. 2 з.п. ф-лы, 1 ил.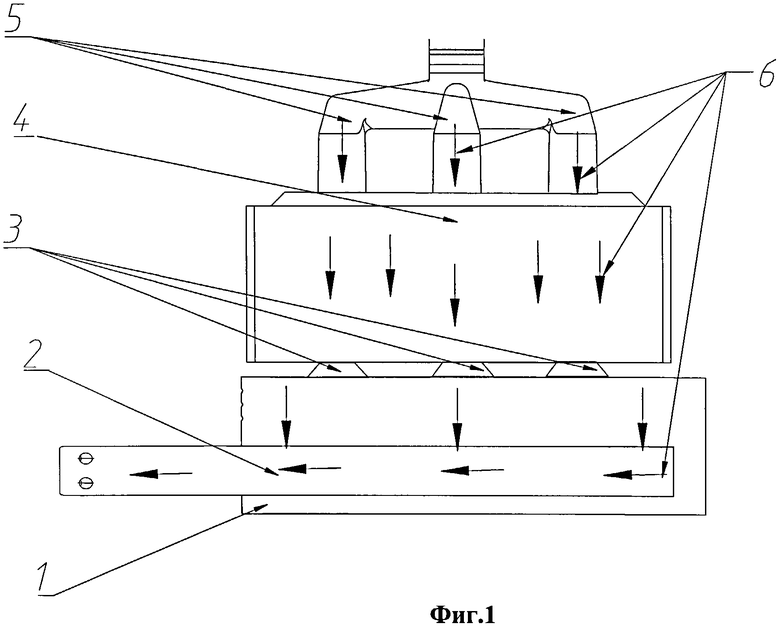
1. Способ обжига подины алюминиевого электролизера с обожженными анодами, включающий покрытие подины, выполненной из катодных блоков с катодными блюмсами, электропроводным материалом, размещение на нем обожженных анодов с ниппелями, соединение анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через электропроводный материал и регулирование токовой нагрузки обожженных анодов, отличающийся тем, что в качестве электропроводного материала используют насыпной графитовый материал, размещенный в виде рядов усеченной пирамиды расположенных в проекции ниппелей по всей длине обожженного анода, при этом высоту каждого ряда устанавливают в обратно пропорциональной зависимости от силы пропускаемого тока, а соединение всех анододержателей установленных обожженных анодов с анодными шинами анодной ошиновки электролизера осуществляют посредством гибких элементов.
2. Способ по п.1, отличающийся тем, что используют насыпной графитовый материал фракцией не более 2 мм.
3. Способ по п.1, отличающийся тем, что высоту каждого ряда устанавливают от 10 мм до 100 мм, а силу электрического тока - от 500 кА до 100 кА.
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2001 |
|
RU2215825C2 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2006 |
|
RU2318920C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169212C1 |
| СПОСОБ ГАЗОПЛАМЕННОГО ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284374C2 |
| CN 1250113 A, 12.04.2000 | |||
| Устройство для тренировки горнолыжников | 1985 |
|
SU1284572A1 |

