Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к способам обжига подины алюминиевого электролизера с обожженными анодами.
Обжиг необходим для коксования подовой массы, которой набиваются швы между катодными блоками и промежутки между катодными блоками и стенками шахты, для просушки и прогрева катодных блоков и всей футеровки электролизера. Обжиг считается законченным, когда подовая масса скоксуется, а температура поверхности подины станет близкой к температуре электролиза. Обжиг осуществляется за счет тепла, выделяемого в обожженных анодах, в подине, выполненной из катодных блоков, и в слое материалов между обожженными анодами и катодными блоками при прохождении постоянного электрического тока через алюминиевый электролизер.
Известен способ обжига подины алюминиевого электролизера, включающий установку обожженных анодов на подину, крепление анододержателей обожженных анодов к анодным шинам анодной ошиновки электролизера, подъем обожженных анодов на высоту 20-25 мм, заливку жидкого алюминия из расчета погружения в него обожженных анодов на 20-40 мм, подключение электролизера в электрическую цепь (Вольфсон Г.Е., Ланкин В.П. Производство алюминия в электролизерах с обожженными анодами. М.: Металлургия, 1974, с.55 и 56).
Недостаток известного способа обжига подины алюминиевого электролизера заключается в том, что при заливке жидкого алюминия подина подвергается тепловому удару, что может привести к образованию трещин в катодных блоках разрушению при дальнейшей эксплуатации электролизера. Также большим недостатком является прямой контакт подины с жидким алюминием, который имеет малую вязкость и температуру плавления. Алюминий может проникать глубоко внутрь подины перед затвердеванием и, реагируя с изоляцией, разрушать ее или создавать тепловой шунт.
Наиболее близким к заявленному по технической сущности является способ обжига подины алюминиевого электролизера с обожженными анодами, включающий покрытие подины, выполненной из катодных блоков и торцевых периферийных швов, слоем углеродной засыпки, размещение на нем обожженных анодов так, чтобы их подошвы соприкасалась со слоем углеродной засыпки по всей площади, а штанги анододержателей прилегали к анодным шинам анодной ошиновки электролизера, крепление анододержателей обожженных анодов к анодным шинам анодной ошиновки электролизера, пропускание электрического тока через обожженные аноды, слой углеродной засыпки и катодные блоки, и регулирование токовой нагрузки по обожженным анодам путем их контролируемого отключения (патент RU №2215825, МПК С25С 3/06, 2003).
Недостаток прототипа - способа обжига подины алюминиевого электролизера заключается в том, что при простом опускании обожженных анодов на слой углеродной засыпки, крайние обожженные аноды лишь частично находятся в проекции крайних катодных блоков. Следовательно, тепло выделяется только в части крайних катодных блоков и части слоя углеродной засыпки, находящихся под частью крайнего обожженного анода. Вследствие этого, а также того, что другая часть крайних катодных блоков граничит с торцевым периферийным швом, который имеет более низкую температуру, чем катодный блок, в крайних катодных блоках возникают большие перепады температур по ширине, что приводит к возникновению больших термических напряжений и разрушению крайних катодных блоков.
Следует также отметить, что катодные блоки нагреваются сильнее ближе к продольной оси электролизера в результате этого средняя часть катодных блоков расширяется сильнее периферийной и все блоки, кроме центрального, изгибаются. Изгиб катодных блоков увеличивается от центра к торцу электролизера. Соответственно крайние подовые блоки будут иметь максимальный изгиб и максимальные растягивающие напряжения со стороны торцевого периферийного шва. Накладываясь с напряжениями, вызванными резким перепадом температур по ширине крайних катодных блоков, эти напряжения увеличивают вероятность разрушения крайних катодных блоков.
В основу изобретения положена задача создания способа обжига подины алюминиевого электролизера с обожженными анодами, при котором бы обеспечивался меньший перепад температуры по ширине крайних катодных блоков и больший прогрев торцевого периферийного шва.
Достижение вышеуказанного технического результата обеспечивается тем, что в способе обжига подины алюминиевого электролизера с обожженными анодами, включающем покрытие подины, выполненной из катодных блоков и торцевых периферийных швов, слоем углеродной засыпки, размещение на нем обожженных анодов, соединение анододержателей всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через слой углеродной засыпки, отличающийся тем, что крайние или пару крайних обожженных анодов с обеих сторон каждого ряда размещают со сдвигом в сторону торцевого периферийного шва.
Заявленный способ отличается от прототипа тем, что размещение 4-х или 8-ми крайних обожженных анодов производится со сдвигом в сторону торцевого периферийного шва вплотную к шапочке торцевого периферийного шва.
Таким образом, заявленный способ сварки соответствует критерию "новизна".
Сравнение заявленного решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявленные решения от прототипа, что делает возможным сделать вывод о соответствии критерию "изобретательский уровень".
Способ поясняется чертежами.
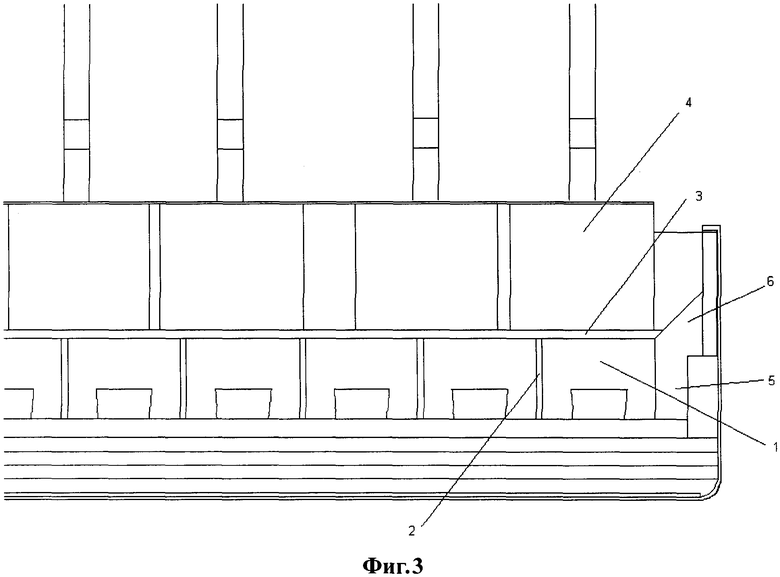
На фиг.1 показан продольный разрез торцевой части электролизера с обожженными анодами (прототип), на фиг.2 - продольный разрез торцевой части электролизера с обожженными анодами при сдвиге 4-х крайних анодов, на фиг.3 - продольный разрез торцевой части электролизера с обожженными анодами, при сдвиге 8-ми крайних анодов.
Подина, состоящая из катодных блоков 1 и межблочных швов 2, покрыта слоем сопротивления 3, состоящим из углеродной засыпки. На слое углеродной засыпки 3, размещены обожженные аноды 4. Анододержатели всех установленных обожженных анодов 4 соединены с анодными шинами анодной ошиновки электролизера (не показано). Размещение 4-х или 8-ми крайних обожженных анодов производится со сдвигом в сторону торцевого периферийного шва 5, вплотную к шапочке 6 торцевого периферийного шва.
Способ осуществляется следующим образом. После укрытия катодных блоков 1 и межблочных швов 2 слоем углеродной засыпки 3, на него устанавливаются обожженные аноды 4. Причем четыре или восемь крайних обожженных анодов, т.е. по одному крайнему аноду с каждой стороны каждого ряда или по два крайних анода с каждой стороны каждого ряда, устанавливаются со сдвигом в сторону торцевого периферийного шва. Подключается токовая нагрузка и проводится обжиг электролизера.
При осуществлении заявленного способа, из-за сдвига крайних обожженных анодов, крайние катодные блоки нагреваются более равномерно, а торцевой периферийный шов нагревается до более высокой температуры. Сдвиг крайних обожженных анодов вплотную к шапочке торцевого шва способствует протеканию большего тока через большую часть крайних катодных блоков, а соответственно большему количественно и более равномерному выделению Джоулего тепла, крайние катодные блоки прогреваются более равномерно, соответственно уменьшается температурный градиент по ширине катодных блоков, как следствие, уменьшаются термические напряжения. Также из-за того, что источник тепла становится ближе к торцевому периферийному шву, сдвиг крайних обожженных анодов в сторону торцевого периферийного шва приводит к существенному увеличению температуры торцевого периферийного шва по сравнению с прототипом. Торцевой периферийный шов становится прочнее и препятствует изгибу крайних катодных блоков, что, в свою очередь, снижает напряжение в крайних катодных блоках. Также прогрев торцевых периферийных швов до более высоких температур, повышает качество спекания подовой массы и способствует созданию монолитной подины алюминиевого электролизера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЁРА | 2019 |
|
RU2717438C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2001 |
|
RU2215825C2 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2013 |
|
RU2526351C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2015 |
|
RU2593253C1 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2303653C2 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИСКУССТВЕННОЙ НАСТЫЛЬЮ | 2015 |
|
RU2616754C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С РЕЛЬЕФНОЙ ПОДИНОЙ | 2011 |
|
RU2482224C2 |
| Способ обжига и пуска электролизера для получения алюминия | 1990 |
|
SU1740499A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |

Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к способам обжига подины алюминиевого электролизера с обожженными анодами. Способ обжига подины алюминиевого электролизера с обожженными анодами включает покрытие подины, выполненной из катодных блоков и торцевых периферийных швов, слоем углеродной засыпки. Затем на слое углеродной засыпки размещают обожженные аноды. Крайние или пару крайних обожженных анодов с обеих сторон каждого ряда размещают со сдвигом в сторону торцевого периферийного шва. Соединяют анододержатели всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера и пропускают электрический ток через слой углеродной засыпки. Производят регулирование токовой нагрузки обожженных анодов, крайние аноды и аноды, соседние с крайними, сдвигаются в сторону торца на столько, сколько позволяет шапочка торцевого периферийного шва. Обеспечивается повышение срока службы алюминиевого электролизера. 3 ил.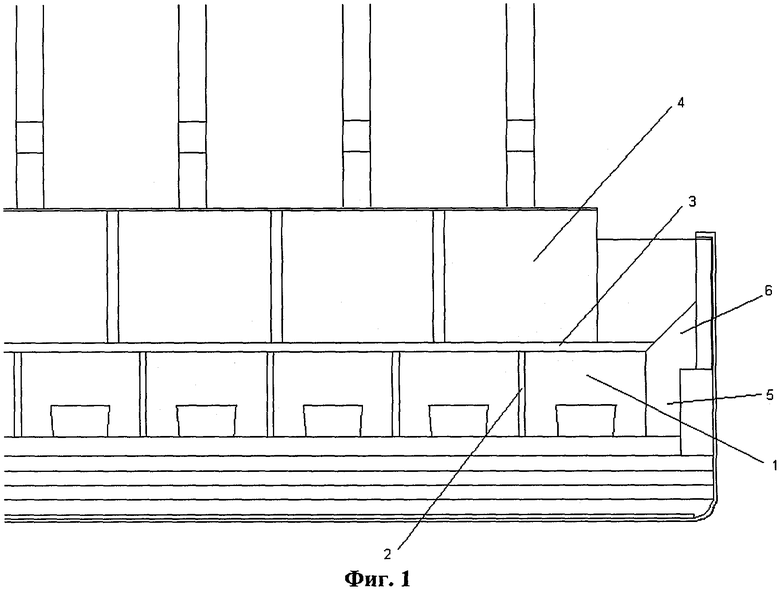
Способ обжига подины алюминиевого электролизера с обожженными анодами, включающий покрытие подины, выполненной из катодных блоков с торцевыми периферийными швами, слоем углеродной засыпки, размещение на нем обожженных анодов, соединение анододержателей всех установленных обожженных анодов с анодными шинами анодной ошиновки электролизера, пропускание электрического тока через слой углеродной засыпки, отличающийся тем, что крайние или пару крайних обожженных анодов с обеих сторон каждого ряда анодов размещают со сдвигом до торцевого периферийного шва.
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ОБОЖЖЕННЫМИ АНОДАМИ | 2001 |
|
RU2215825C2 |
| СПОСОБ ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169212C1 |
| СПОСОБ ГАЗОПЛАМЕННОГО ОБЖИГА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2284374C2 |
| CN 1250113 A, 12.04.2000 | |||
| Устройство для тренировки горнолыжников | 1985 |
|
SU1284572A1 |

