Область техники, к которой относится изобретение
Изобретение относится к поршневому кольцу, в частности к компрессионному поршневому кольцу.
Уровень техники
Беговые поверхности поршневых колец, особенно компрессионных поршневых колец в двигателях внутреннего сгорания, подвержены большим нагрузкам на замковых концах вследствие теплового и механического воздействия. Как правило, это приводит к повышенному износу и при определенных условиях к тепловой перегрузке с последующим заеданием. Таким образом, замковая область является одним из слабых мест в аспекте долговечности поршневого кольца, особенно компрессионного поршневого кольца.
Общеизвестно снабжение поршневых колец твердыми покрытиями. Однако обычно они не могут устранять локальные явления в области замковых концов. Для разгрузки замковых областей распределение радиального давления может быть оптимизировано таким образом, что снижается давление в замке. Выполнение ослаблений поперечного сечения, предпочтительно в первом и четвертом квадрантах, может вызывать определенную разгрузку от давления. Однако все мероприятия вместе взятые не устраняют полностью явлений перегрузки замка, особенно в нижних по оси поршневых кольцах.
В патентном документе US 1278015 описано поршневое кольцо, выполненное более тонким в замковой области. Беговая поверхность поршневого кольца покрыта оловом, причем этот оловянный слой может быть выполнен более тонким у замка, чем в остальной окружной области.
Из патентного документа JP 00120866 А известно поршневое кольцо, содержащее беговую поверхность, верхнюю и нижнюю боковые области и внутреннюю окружную поверхность. Область внутренней окружной поверхности в области замковых концов имеет ослабление поперечного сечения.
Раскрытие изобретения
В целях снижения повышенного износа замка, особенно в поршневых кольцах, установленных снизу в осевом направлении, перед изобретением поставлена задача предусмотреть улучшающую смазку топографию беговой поверхности, чтобы таким путем повысить долговечность поршневого кольца.
Решение поставленной задачи достигается в поршневом кольце, в частности в компрессионном поршневом кольце, содержащем беговую поверхность, верхнюю и нижнюю боковые области, внутреннюю окружную поверхность и замок, при этом толщина стенки поршневого кольца в окружном направлении одинакова, а по меньшей мере, беговая поверхность снабжена слоем, нанесенным способом физического осаждения из газовой фазы или химического осаждения из газовой фазы таким образом, что слой беговой поверхности в ближних к замку окружных областях имеет меньшую толщину слоя, чем в остальной окружной области беговой поверхности.
Предпочтительные решения по развитию изобретения изложены в зависимых пунктах.
Благодаря решению по изобретению теперь в подверженной высокой нагрузке области можно обеспечить качество наружной поверхности, отличное от качества наружной поверхности остальной окружной области поршневого кольца, особенно установленного снизу в осевом направлении компрессионного поршневого кольца.
Величины шероховатости в замковой области колеблются в диапазоне от 0,8 до 1,2 мкм, тогда как остальная беговая поверхность, например, в состоянии после притирки, имеет шероховатость меньше 0,08 мкм.
Вследствие того, что имеющая уменьшенную толщину слоя ближняя к замку окружная область поршневого кольца даже при обработке окружной поверхности поршневого кольца не затрагивается этой обработкой, эта ближняя к замку окружная область имеет более высокую шероховатость относительно остальной окружной поверхности. За счет этой меры в ближней к замку области может достигаться улучшенная способность удержания масла.
Возможен также вариант, при котором для достижения различного качества наружной поверхности, с одной стороны, в ближних к замку окружных областях и, с другой стороны, в остальной окружной области поршневого кольца используют различные способы снятия материала, чтобы создать различные топографии беговых поверхностей.
При этом в качестве способа снятия материала здесь напрашивается способ притирки. Согласно следующей изобретательской идее ближняя к замку область определяется участком, который начинается от соответствующей замковой кромки и охватывает окружной угол меньше 20°, предпочтительно меньше 10°.
Выполнение слоя покрытия на беговой поверхности поршневого кольца должно проводиться таким образом, что наружная поверхность в ближней к замку области, даже после обычной процедуры установки в моторном блоке остается прежней и не подвергается выглаживанию под действием условий внутреннего сгорания.
По аналогии с решениями уровня техники в определенных случаях использования целесообразно выполнять ослабление ближних к замку окружных областей поршневого кольца перед нанесением слоя покрытия.
В качестве слоев, наносимых способом физического осаждения из газовой фазы, могут рассматриваться известные слои из CrN, CrON, CrAIN, многослойные покрытия, слои DLC, TI или другие слои на основе твердых материалов.
Краткий перечень чертежей
Далее со ссылками на прилагаемые чертежи будет подробно описан пример осуществления изобретения, где:
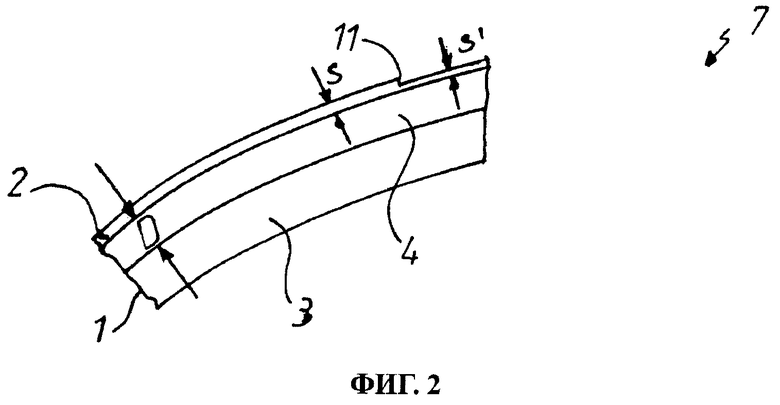
фиг.1 изображает поршневое кольцо по изобретению на виде сверху,
фиг.2 изображает часть ближней к замку концевой области поршневого кольца по фиг.1.
Осуществление изобретения
На фиг.1 показано поршневое кольцо 1 по изобретению, которое в данном примере осуществления должно представлять компрессионное поршневое кольцо. Поршневое кольцо 1 содержит наружную беговую поверхность 2, внутреннюю окружную поверхность 3, а также верхнюю и нижнюю боковые области 4. Кроме того, поршневое кольцо 1 имеет замок 5. Толщина D стенки поршневого кольца 1 по всей длине окружности по существу одинакова. В данном примере осуществления беговая поверхность 2 снабжена слоем 6, нанесенным способом физического осаждения из газовой фазы (PVD - physical vapor deposition), например, слоем CrN. Как видно на фиг.1, в области замка 5 образована соответствующая ближняя к замку окружная область, 7 и 8, которая в данном примере проходит от соответствующей замковой кромки 9, 10 на окружной угол α, равный 10°. За пределами соответствующей ближней к замку области 7, 8 толщина s слоя одинакова. В данном примере она составляет 30 мкм.
В отличие от этого толщина s' слоя в ближних к замку областях 7, 8 в данном примере уменьшена на 8 мкм, то есть толщина слоя составляет 22 мкм. Эти величины являются условными и в зависимости от применения могут быть другими. После нанесения покрытия на беговую поверхность 2 слой 6 подвергают окружной обработке, например способом притирки. За счет того, что толщина s' слоя имеет меньшую величину, чем толщина s слоя, при этой окружной обработке в ближних к замку областях 7, 8 снятия материала не происходит.
За счет этих мер за пределами ближних к замку областей 7, 8 создается качество поверхности, отличное от качества в соответствующей ближней к замку области 7, 8. В данном примере осуществления слой CrN с толщиной s' материала не подвергается никакой дополнительной поверхностной обработке, так что он остается в том же состоянии, что и был при покрытии. При этом он имеет более высокую шероховатость, чем остальная окружная поверхность. Для данного примера осуществления прежняя шероховатость в ближней к замку области составляет 0,9 мкм. Остальная обработанная притиркой область беговой поверхности должна иметь шероховатость величиной < 0,05 мкм. За счет этой повышенной шероховатости в ближних к замку областях 7, 8 может достигаться лучшая способность удержания масла.
На фиг.2 показана часть ближней к замку области 7. Видны наружная беговая поверхность 2, внутренняя окружная поверхность 3 и верхняя боковая область 4. Далее видны также различные толщины s и s' слоя. При постоянной толщине D поршневого кольца 1 слой толщиной s' в ближней к замку области 7 несколько отступает назад, и, соответственно, не подвергается последующей окружной обработке при обработке беговой поверхности 2. Здесь переход от толщины s слоя к толщине s' образован уступом 11.
Изобретение относится к поршневому кольцу и способу его изготовления. Поршневое кольцо, в частности компрессионное поршневое кольцо, содержит беговую поверхность, верхнюю и нижнюю боковые области, внутреннюю окружную область и замок. Толщина стенки поршневого кольца в окружном направлении одинакова, а беговая поверхность снабжена слоем, нанесенным способом физического осаждения из газовой фазы или химического осаждения из газовой фазы таким образом, что слой беговой поверхности в ближних к замку окружных областях имеет меньшую толщину слоя, чем в остальной окружной области беговой поверхности. Изобретение повышает надежность поршневого кольца. 2 н. и 16 з.п. ф-лы, 2 ил.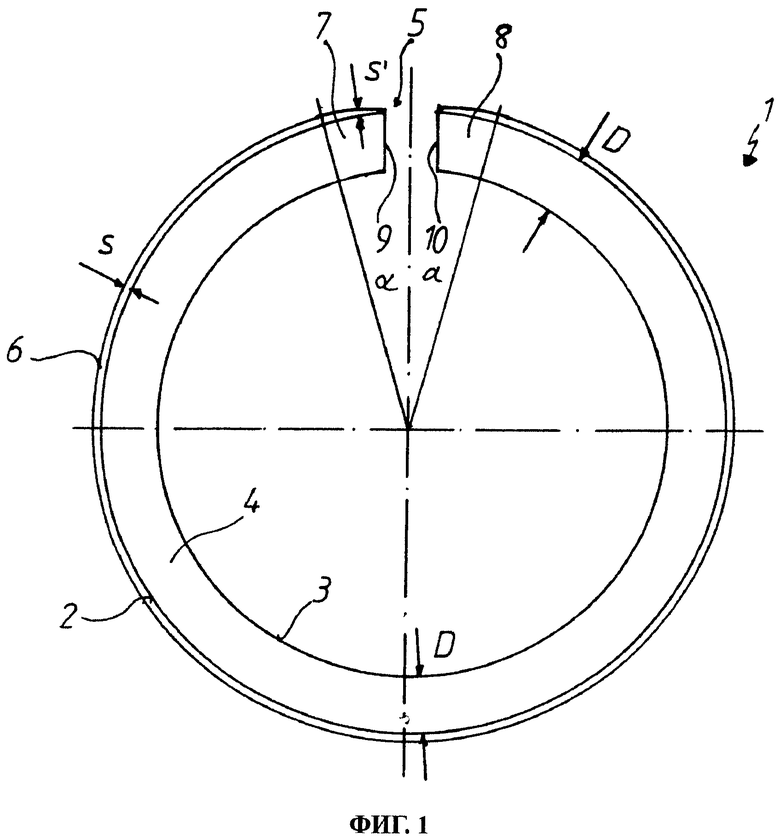
1. Поршневое кольцо, в частности компрессионное поршневое кольцо, содержащее беговую поверхность (2), верхнюю и нижнюю боковые области (4), внутреннюю окружную поверхность (3) и замок (5), при этом толщина (D) стенки поршневого кольца (1) в окружном направлении одинакова, а по меньшей мере, беговая поверхность (2) снабжена единственным слоем (6), нанесенным способом физического осаждения из газовой фазы (PVD) или химического осаждения из газовой фазы (CVD) таким образом, что слой (6) беговой поверхности в ближних к замку окружных областях (7, 8), начиная от соответствующей замковой кромки (9, 10) замка (5), до окружного угла (α)<20° имеет более высокую шероховатость, чем в остальной окружной области беговой поверхности (2), и меньшую толщину (s') слоя, чем толщина (s) слоя в остальной окружной области беговой поверхности (2).
2. Поршневое кольцо по п.1, отличающееся тем, что толщина (s) слоя составляет от 20 до 50 км, а в ближних к замку окружных областях (7, 8) она уменьшена на величину от 1 до 10 мкм.
3. Поршневое кольцо по п.1 или 2, отличающееся тем, что переход от толщины (s) слоя к толщине (s') слоя в соответствующей ближней к замку области (7, 8) выполнен посредством образования уступа (11).
4. Поршневое кольцо по п.1 или 2, отличающееся тем, что окружные области (7, 8) с уменьшенной толщиной слоя имеют шероховатость в диапазоне от 0,8 до 1,2 мкм.
5. Поршневое кольцо по п.1 или 2, отличающееся тем, что шероховатость за пределами окружных областей (7, 8) с уменьшенной толщиной слоя составляет меньше 0,08 мкм.
6. Поршневое кольцо по п.1 или 2, отличающееся тем, что переход от толщины (s) слоя к толщине (s') слоя в соответствующей ближней к замку области (7, 8) выполнен посредством образования уступа (11), причем окружные области (7, 8) с уменьшенной толщиной слоя имеют шероховатость в диапазоне от 0,8 до 1,2 мкм.
7. Поршневое кольцо по п.1 или 2, отличающееся тем, что переход от толщины (s) слоя к толщине (s') слоя в соответствующей ближней к замку области (7, 8) выполнен посредством образования уступа (11), причем шероховатость за пределами окружных областей (7, 8) с уменьшенной толщиной слоя составляет меньше 0,08 мкм.
8. Поршневое кольцо по п.1 или 2, отличающееся тем, что окружные области (7, 8) с уменьшенной толщиной слоя имеют шероховатость в диапазоне от 0,8 до 1,2 мкм, причем шероховатость за пределами окружных областей (7, 8) с уменьшенной толщиной слоя составляет меньше 0,08 мкм.
9. Поршневое кольцо по п.1 или 2, отличающееся тем, что переход от толщины (s) слоя к толщине (s') слоя в соответствующей ближней к замку области (7, 8) выполнен посредством образования уступа (11), причем окружные области (7, 8) с уменьшенной толщиной слоя имеют шероховатость в диапазоне от 0,8 до 1,2 мкм, и шероховатость за пределами окружных областей (7, 8) с уменьшенной толщиной слоя составляет меньше 0,08 мкм.
10. Способ изготовления поршневого кольца, содержащий следующие этапы:
- обеспечивают получение поршневого кольца, в особенности компрессионного поршневого кольца, содержащего беговую поверхность (2), верхнюю и нижнюю боковые области (4), внутреннюю окружную поверхность (3) и замок (5), при этом толщина (D) стенки поршневого кольца (1) в окружном направлении одинакова;
- покрывают по меньшей мере беговую поверхность (2) единственным слоем (6), наносимым способом физического осаждения из газовой фазы (PVD) или химического осаждения из газовой фазы (CVD) таким образом, что слой (6) беговой поверхности в ближних к замку окружных областях (7, 8), начиная от соответствующей замковой кромки (9, 10) замка (5), до окружного угла (α)<20° имеет меньшую толщину (s') слоя, чем толщина (s) слоя в остальной окружной области беговой поверхности (2); и
- выполняют окружную обработку беговой поверхности (2) таким образом, что слой (6) беговой поверхности в остальной окружной области имеет меньшую шероховатость, чем в ближних к замку окружных областях (7, 8).
11. Способ по п.10, отличающийся тем, что соотношение разных толщин (s; s') слоя таково, что при последующей за покрытием окружной обработке беговой поверхности (2) или слоя (6) беговой поверхности окружной обработке не подвергают соответствующую ближнюю к замку область (7, 8) поршневого кольца (1).
12. Способ по п.10 или 11, отличающийся тем, что при обработке беговой поверхности (2) или слоя (6) беговой поверхности окружная область (7, 8) с уменьшенной толщиной слоя остается в состоянии покрытия.
13. Способ по п.10 или 11, отличающийся тем, что окружная обработка включает притирку.
14. Способ по п.10 или 11, отличающийся тем, что при окружной обработке, с одной стороны, в ближних к замку окружных областях (7, 8) и, с другой стороны, в остальной окружной области используют различные способы снятия материала.
15. Способ по п.10 или 11, отличающийся тем, что при обработке беговой поверхности (2) или слоя (6) беговой поверхности окружная область (7, 8) с уменьшенной толщиной слоя остается в состоянии покрытия, причем окружная обработка включает притирку.
16. Способ по п.10 или 11, отличающийся тем, что при обработке беговой поверхности (2) или слоя (6) беговой поверхности окружная область (7, 8) с уменьшенной толщиной слоя остается в состоянии покрытия, причем при окружной обработке, с одной стороны, в ближних к замку окружных областях (7, 8) и, с другой стороны, в остальной окружной области используют различные способы снятия материала.
17. Способ по п.10 или 11, отличающийся тем, что окружная обработка включает притирку, причем при окружной обработке, с одной стороны, в ближних к замку окружных областях (7, 8) и, с другой стороны, в остальной окружной области используют различные способы снятия материала.
18. Способ по п.10 или 11, отличающийся тем, что при обработке беговой поверхности (2) или слоя (6) беговой поверхности окружная область (7, 8) с уменьшенной толщиной слоя остается в состоянии покрытия, причем окружная обработка включает притирку, и при окружной обработке, с одной стороны, в ближних к замку окружных областях (7, 8) и, с другой стороны, в остальной окружной области используют различные способы снятия материала.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Компрессионное поршневое кольцо | 1987 |
|
SU1469199A1 |
| RU 21636683 C2, 27.02.2001 | |||
| Компрессионное поршневое кольцо для двигателя внутренного сгорания | 1974 |
|
SU580393A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

