Настоящее изобретение относится к заготовкам из композиционных материалов для получения стоматологических/одонтологических устройств, таких как штифты, и/или культевые вкладки, и/или зубные коронки, а также к коронкам, и/или культевым вкладкам, и/или зубным штифтам (или, в более общем виде) к подобным продуктам/устройствам, полученным из упомянутых заготовок.
Известно, что изготовление штифтов/культевых вкладок для эндооссальных/эндодонтичных зубных имплантов или, в более общем виде, посадочных мест для стоматологического/одонтологического использования основано на применении композиционных материалов, то есть материалов, содержащих полимерную матрицу, в которую встроены механически прочные волокна.
В общем, композиционные материалы содержат удлиненные и непрерывные механически прочные волокна, которые расположены параллельно друг другу.
Эти заготовки, обычно полученные методом экструзии или методом получения одноосноориентированного волокнистого пластика, затем подвергают операциям токарной и/или фрезерной обработки так, чтобы получить, в частности, так называемые «штифты» или «культевые вкладки».
В то же время при изготовлении искусственных зубов (или, говоря техническим языком, зубных «коронок») применяют вещества, имеющие «металлическую» основу, и среди таких веществ в основном применяют оксид циркония.
Хотя кратко упомянутый выше существующий уровень техники находит широкое применение, он, однако, обладает рядом недостатков.
Прежде всего, заготовки из композиционного материала с параллельными удлиненными волокнами подвержены структурному разрушению, если их подвергают определенным операциям по обработке, таким как сверление в направлении продольной оси расположения армирующих волокон; фактически вследствие осуществления этих операций композиционный материал подвергают избыточным напряжениям в поперечном направлении, а эти напряжения, в свою очередь, возникают вследствие конкретного направления, приданного армирующим волокнам; таким образом, эти напряжения вызывают структурную пластическую деформацию материала, который в результате этого является непригодным для придания ему стабильной формы (например, в штифтах с тонким сечением, имеющих полость по оси).
Кроме того, в то время как оксид циркония обладает эстетическим/визуальным видом, сильно напоминающим вид природного зуба, он имеет механические характеристики, отличающиеся высокой твердостью, что, с другой стороны, связано с высокой хрупкостью, и в результате искусственный зуб, изготовленный из этого материала, в значительной степени подвержен явлениям раскалывания в ходе его нормального «использования».
Более того, в то время как оксид циркония является биологически совместимым, он не вполне пригоден для изготовления зубных коронок, поскольку обладает поверхностью, в значительной степени подверженной образованию и удерживанию зубного налета, поэтому его применение повышает риск скопления отложений зубного камня.
Дополнительный недостаток, связанный с существующим уровнем техники, заключается в том, что присоединение зубных коронок из оксида циркония приводит к сильным явлениям износа в областях взаимного контакта со штифтами/культевыми вкладками из композиционного материала; износ возникает вследствие высокой твердости контактирующих материалов и увеличивается за счет напряжений, которым подвергают в ходе жевания область между коронкой и штифтом/культевой вкладкой, на которую оказывают давление.
Таким образом, следует отметить, что композиционные материалы известного типа, которые следует применять для изготовления штифтов/культевых вкладок, обычно невозможно адаптировать к производству зубных коронок; и, наоборот, материалы на основе металла, применяемые для изготовления зубных коронок, невозможно использовать для получения штифтов/культевых вкладок.
Соответственно, задачей данного изобретения является разработка заготовок из композиционного материала, способных устранить вышеупомянутые ограничения.
В основном задачей изобретения является разработка заготовок, которые равным образом можно использовать для изготовления как зубных коронок, так и штифтов/культевых вкладок, и которые в то же время обладают оптимальным сочетанием механических характеристик (с точки зрения механической прочности, упругости и т.п.) и характеристик в отношении биологической совместимости.
Дополнительно целью изобретения является разработка заготовки, позволяющей получить существенную технологическую гибкость при формировании зубных коронок, даже имеющих усложненную форму; в свою очередь, указанные зубные коронки должны также обладать оптимальной износостойкостью, низкой или нулевой склонностью к разломам или образованию осколков, а также они должны создавать максимально неблагоприятную среду для образования зубного налета.
Таким образом, целью изобретения является разработка заготовки, которую можно было бы обрабатывать с применением различных методологий и в направлении различных осей воздействия, не теряющей при этом структурной целостности.
Упомянутой технической задачи и указанных целей достигают по существу посредством заготовки из композиционного материала, обладающей отличительными признаками, указанными в одном или более пунктов приложенной формулы изобретения.
Теперь будет приведено описание предпочтительного, но не исключительного примера воплощения заготовки из композиционного материала в соответствии с данным изобретением посредством неограничивающего примера, проиллюстрированного на сопровождающих чертежах, в которых:
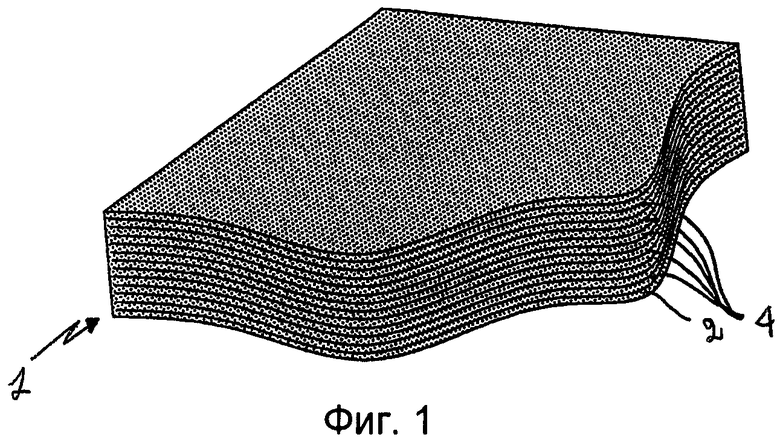
Фиг.1 представляет собой схематичное аксонометрическое изображение заготовки по данному изобретению;
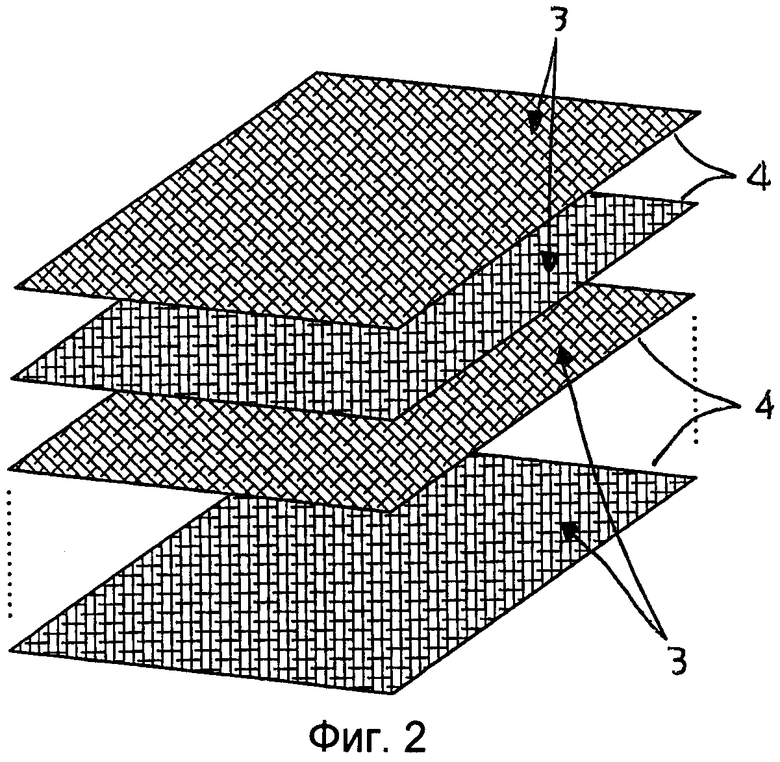
Фиг.2 представляет собой схематичное покомпонентное изображение блока механически прочных волокон, встроенных в заготовку, приведенную на Фиг.1; и
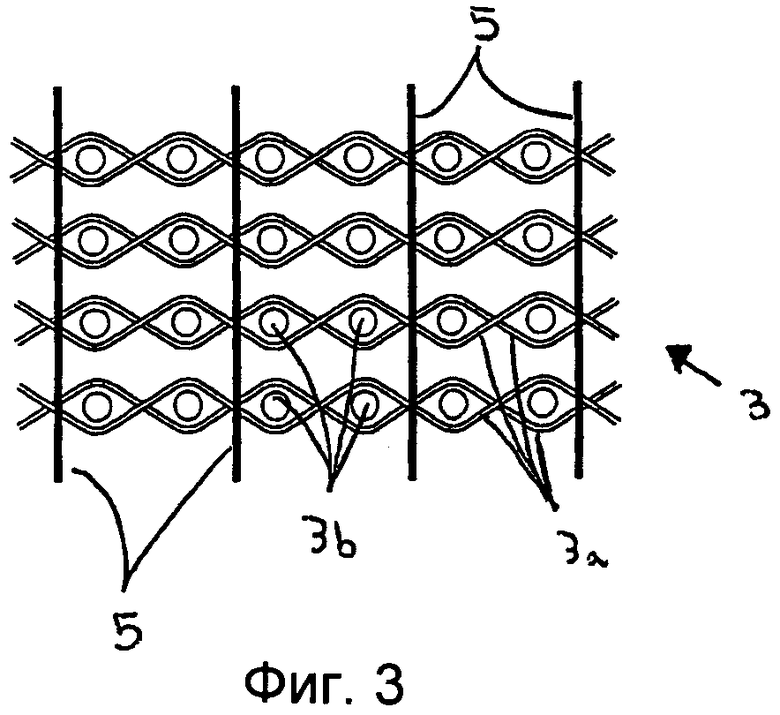
Фиг.3 представляет собой вид сбоку в сечении другого примера воплощения заготовки по данному изобретению.
Со ссылкой на чертежи заготовка по данному изобретению обозначена посредством численной сноски 1, и она изготовлена по существу из так называемого «композиционного материала», то есть включает полимерную матрицу 2 и множество механически прочных волокон 3, встроенных в полимерную матрицу 2.
Преимущественно, для обеспечения оптимальных механических характеристик «конечных продуктов», которые можно получить исходя из заготовки (и в то же время для избежания образования сколов или потери структурной целостности между армирующими волокнами в ходе операций по удалению материала из заготовки), механически прочные волокна 3 организованы в виде заданного количества по существу плоских армирующих слоев 4, расположенных взаимно перекрывающимся образом.
Другими словами, изобретение основано на особом расположении армирующих волокон внутри заготовки, и это расположение гарантирует поддержание структурной целостности, которую заготовка должна сохранять в ходе операций по обработке, направленных поперек/перпендикулярно плоскостным армирующим слоям 4; фактически взаимное переплетение механически прочных волокон позволяет поддерживать связь между волокнами и полимерной матрицей по рабочей области, в которой работает формирующий инструмент (или, в более общем виде, вокруг направления проникновения/перемещения, по которому движется формирующий инструмент, который может представлять собой сверло, фрезу или какое-либо устройство для удаления материала).
Таким образом, сохранение структурной целостности в ходе обработки обеспечивают посредством топологии/расположения армирующих волокон; с этой точки зрения следует отметить, что расположение в виде перекрывающихся слоев можно получить большим количеством способов, например укладывая в стопку несколько текстильных материалов заданной (и предпочтительно равной) площади; или посредством последовательного сложения единого куска текстильного материала, части которого, таким образом, накладываются друг на друга без промежутка.
Подобным образом, в зависимости от текущих требований взаимное переплетение прочных волокон (обычно обозначаемых как нити утка и основы) может включать присутствие «открытых» или «закрытых» концов нитей утка и/или основы; таким образом можно контролировать свойства концов армирующих слоев в зависимости от степени «периферийной» обработки заготовки (или в зависимости от качества поверхности штифтов/культевых вкладок или зубных коронок, полученных из указанной заготовки).
Как сказано выше, армирующие слои 4 включают множество нитей 3а утка и нитей 3b основы, которые взаимно переплетены в соответствии по меньшей мере с одним заданным способом переплетения; в то же время расположение в пространстве армирующих слоев 4 предполагает создание идеальных горизонтально расположенных поверхностей, которые удобно сделать плоскими (так, чтобы получить максимальную простоту изготовления заготовки и максимальную однородность механических характеристик), но которые также могут принимать трехмерные формы.
С точки зрения применяемых материалов в данной заготовке прочные волокна 3 (или, в более общем виде, армирующие слои 4) включают стекловолокно, и/или арамидные волокна, и/или углеродные волокна, и/или кварцевые волокна, в то время как полимерная матрица 2 включает по меньшей мере одну эпоксидную смолу, и/или сложный полиэфир, и/или материал типа ПЭЭК (полиэфирэфиркетон) или т.п.
Следует понимать, что выбор материалов для изготовления данной заготовки определяют в основном конечные отличительные особенности, которыми должны обладать сами штифты/культевые вкладки и/или зубные коронки, полученные из заготовки; в частности, выбор сочетания механически прочных волокон и полимерной матрицы, способа переплетения в армирующих слоях и других свойств осуществляют на основе оптимального сочетания механической прочности, упругих характеристик и поверхностной твердости, которые желательно придать указанным изготовленным продуктам.
С целью изготовления конечных продуктов (и штифтов/культевых вкладок, и зубных коронок), имеющих внешний вид как можно более соответствующий «органическим» аналогам, которые они должны заменять, полимерная матрица 2 может обычно включать окрашивающие добавки, предпочтительно оттенка, способного повторять цвет настоящего зуба (например, соединения на основе оксида титана); присущую этим добавкам белую/цвета слоновой кости окраску можно с успехом применять для того, чтобы не создавать эффектов контраста/полупрозрачности у штифтов/культевых вкладок, или для того, чтобы искусственные зубные коронки не отличались от натуральных зубов, которые могут находиться рядом с ними.
Если это необходимо в соответствии с текущими требованиями (например, для изготовления штифтов/культевых вкладок или зубных коронок, обладающих высокой механической прочностью), заготовка может включать поперечные армирующие элементы 5, которые выполнены с возможностью нести механические нагрузки, направленные поперек «горизонтально лежащих поверхностей» армирующих слоев 4; одновременно поперечные армирующие элементы 5 могут быть выполнены с возможностью обеспечения механического соединения по меньшей мере двух армирующих слоев 4, которые расположены в непосредственной близости друг от друга и/или взаимно перекрываются.
В примере воплощения данного изобретения указанные поперечные армирующие элементы 5 включают нитевидные элементы, изготовленные из стекла и/или арамидного и/или углеродного волокна; эти элементы могут быть взаимно переплетены с армирующими слоями в соответствии с различными способами организации в пространстве и также могут состоять или из «открытых» сегментов нити, или из одной нити, переплетенной непрерывным и повторяющимся образом через два или более армирующих слоя.
Согласно вышеприведенному описанию (и последующей формуле изобретения) данное изобретение относится также к нескольким устройствам для стоматологического/одонтологического применения, которые изготовлены (путем токарной, фрезерной обработки или, в более общем виде путем удаления материала) из заготовки по данному изобретению.
Например, исходя из заготовки 1 можно получить так называемые эндооссальный или эндодонтический «штифт/культевую вкладку», который содержит присоединительную часть (которую можно вставить в органическую ткань пациента, которая может представлять собой или остаток зубного корня, или непосредственно кость верхней челюсти/нижней челюсти) и опорную часть (соединенную с присоединительной частью и выполненную с возможностью принять в зацепление зубную коронку); в качестве альтернативы можно получить так называемую «зубную коронку», которая, напротив, включает зацепляющую часть (для соединения с соответствующей опорной частью штифта/культевой вкладки, которая, в свою очередь, может быть вышеописанного типа) и рабочую часть (соединенную с зацепляющей частью и имеющую форму зуба или ряда расположенных рядом зубов).
Следует отметить, что в дополнение к двум вышеуказанным примерам устройств (или «конечных продуктов») данное изобретение может также относиться к другим типам «конечных продуктов», таким как эндооссальные или эндодонтические штифты (то есть штифты в форме стержня с гладкой или нарезанной поверхностью), которые не обязательно имеют окончание, имеющее форму «культевой вкладки» или, «культевых вкладок», которые не обеспечены выступами, выступающими в роли присоединительных штифтов (но которые, например, можно установить на штифты, в том числе и на штифты известного типа).
Изготовление вышеперечисленных конечных продуктов осуществляют с помощью способа изготовления устройств для стоматологического/одонтологического использования, который, в свою очередь, включает следующие стадии:
- прежде всего, обеспечение полимерной матрицы 2;
- одновременно с этим обеспечение множества армирующих волокон 3;
- создание формы заготовки 1 путем пропитки армирующих волокон 3 полимерной матрицей 2; и
- обработка заготовки 1, которую проводят с помощью операций фрезерной и/или токарной обработки и/или операций по удалению материала, так чтобы получить одно или более из вышеуказанных устройств для стоматологического/одонтологического применения.
Преимущественно в соответствии с вышеприведенным способом на стадии создания формы заготовки 1 следует осуществить следующие две подстадии:
- изготовление заданного количества армирующих слоев 4 путем тканья (или взаимного переплетения) армирующих волокон 3; и
- наложение упомянутых армирующих слоев 4 на соответствующие горизонтально расположенные поверхности (например, горизонтально расположенные поверхности, параллельные друг другу и собранные в стопку по отношению друг к другу).
Удобно, если стадию создания формы заготовки 1, а более конкретно вышеупомянутые подстадии (то есть подстадии, в ходе которых определяют топологическую/пространственную организацию армирующих волокон 3) осуществляют перед стадией пропитки волокон 3 полимерной матрицей 2; и может также присутствовать технологическая подстадия, которая заключается в тканье и/или взаимном переплетении также и поперечных армирующих элементов 5 с армирующими слоями 4 (предпочтительно перед стадией пропитки механически прочных волокон полимерной матрицей 2).
Данное изобретение обладает важными преимуществами.
Фактически благодаря конкретной архитектуре конструкции данной заготовки (и прежде всего благодаря организации сплетенных и наложенных друг на друга армирующих слоев) можно получить оптимальную механическую прочность; в частности можно получить высокую способность выдерживать операции сверления, и эти операции можно проводить, не вызывая структурной деформации внутри самого материала.
Таким образом, с помощью описанной структуры можно равным образом изготовлять с использованием такого же типа композиционного материала как «интегрированные» штифты/культевые вкладки (или также простые штифты или простые культевые вкладки), так и зубные коронки; кроме того, эта расширенная гибкость применения дополнительно усилена тем фактом, что можно выбрать широкое разнообразие полимерных матриц, а также добавлять к матрицам различные «добавки» (такие как оксид титана, например, для придания заготовке цвета, соответствующего цвету естественных зубов).
Наконец, следует понимать, что данное изобретение позволяет поддерживать низкие цены на изготовление как заготовок (в дополнение к различным форматам для продажи/распространения в розничной сети), так и устройств, полученных из упомянутых заготовок, без введения особенных усложнений, модификаций и/или приспособлений, также и в том, что касается станков известного типа (токарных станков, фрезерных станков, станков с ЧПУ, которые могут использовать программное обеспечение системы автоматизированного проектирования и производства CAD/CAM), что является преимуществом для общей экономики производства и для окончательной цены на стоматологические/одонтологические продукты.
Изобретение относится к стоматологии и касается материалов для получения продуктов или устройств для стоматологического и/или одонтологического применения. Заготовка из композиционного материала для получения штифтов и/или культевых вкладок и/или зубных коронок с помощью таких инструментов, как сверла, фрезерные станки, токарные станки, станки с ЧПУ, которые могут использовать программное обеспечение системы автоматизированного проектирования и производства CAD/САМ, включает полимерную матрицу и множество механически прочных волокон, встроенных в указанную полимерную матрицу. Причем указанные прочные волокна расположены в виде армирующих слоев, которые являются плоскими, расположены взаимно перекрывающимся образом и содержат множество нитей утка и нитей основы, взаимно переплетенных в соответствии по меньшей мере с одним способом переплетения. В заготовке также присутствуют поперечные армирующие элементы, которые взаимно переплетены с вышеуказанными армирующими слоями для механического соединения по меньшей мере двух армирующих слоев, расположенных в непосредственной близости друг от друга или взаимно перекрывающихся. 4 з.п. ф-лы, 3 ил.
1. Заготовка из композиционного материала для получения штифтов, и/или культевых вкладок, и/или зубных коронок с помощью таких инструментов, как сверла, фрезерные станки, токарные станки, станки с ЧПУ, которые могут использовать программное обеспечение системы автоматизированного проектирования и производства CAD/CAM, или устройства для токарной обработки или удаления материала, включающая:
- полимерную матрицу (2), и
- множество механически прочных волокон (3), встроенных в указанную полимерную матрицу (2),
при этом указанные прочные волокна (3) расположены в виде армирующих слоев (4), которые являются плоскими, расположены взаимно перекрывающимся образом и содержат множество нитей утка (3a) и нитей основы (3b), взаимно переплетенных в соответствии по меньшей мере с одним способом переплетения,
причем в заготовке также присутствуют поперечные армирующие элементы (5), при этом армирующие элементы (5) взаимно переплетены с армирующими слоями (4) для механического соединения по меньшей мере двух армирующих слоев (4), которые расположены в непосредственной близости друг от друга или взаимно перекрываются.
2. Заготовка по п.1, в которой указанные механически прочные волокна (3) и/или указанные армирующие слои (4) включают стеклянные волокна, и/или арамидные волокна, и/или углеродные волокна.
3. Заготовка по п.1, в которой полимерная матрица (2) включает по меньшей мере одну эпоксидную смолу, и/или сложный полиэфир, и/или материал типа полиэфирэфиркетона (ПЭЭК).
4. Заготовка по п.1, в которой полимерная матрица (2) включает окрашивающие добавки оттенка, подобранного с возможностью повторения цвета настоящего зуба, а более предпочтительно содержащие оксид титана.
5. Заготовка по п.1, в которой указанные поперечные армирующие элементы (5) включают нитевидные элементы, изготовленные из стеклянного волокна, и/или арамидного волокна, и/или углеродного волокна, и/или кварцевого волокна.
| US 6345984 B2, 12.02.2002 | |||
| ТКАНЬ ДЛЯ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ СТРУКТУР И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2274686C2 |
| US 5921778 A, 13.07.1999 | |||
| ПОЛИМЕРНО-ВОЛОКНИСТЫЙ ПРЕПРЕГ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, А ТАКЖЕ ПРИМЕНЕНИЕ УКАЗАННОГО ПРЕПРЕГА | 1996 |
|
RU2153981C2 |
| ШТИФТОВАЯ КУЛЬТЕВАЯ ВКЛАДКА | 1993 |
|
RU2031639C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 5786283 A, 28.07.1998 | |||
| US 4894012 A, 16.01.1990 | |||

