Целью настоящего изобретения является заготовка или основа, предпочтительно стандартизированный диск для обрабатывающих устройств CAD/CAM или в общем опора, обрабатываемая с помощью CAD/CAM, для изготовления волоконных опорных вкладок (восстановление с помощью штифта и опорной вкладки), в частности штифтов и винтов для имплантатов (абатментов). Оно также относится к способу изготовления такой основы. Дополнительной целью являются опорные вкладки, болты и винты для имплантатов, получаемые с помощью CAD/CAM.
Изобретение в дальнейшем будет описано применительно к опорным вкладкам.
Опорная вкладка представляет собой цельнолитую деталь, состоящую из штифта, установленного на абатменте. Она изготовлена из металла, реже из керамики. Она представляет собой цельную деталь, поэтому она называется «цельнолитой» (вкладка). Следовательно, она выполнена из одного материала. Опорная вкладка служит для поддержки внешнего восстановления зуба, в частности, коронки.
Металлические сплавы, применяемые для изготовления опорных вкладок, обычно представляют собой нержавеющую сталь и иногда полудрагоценные металлы. Их основной недостаток заключается в том, что они подвержены химической или электрохимической эрозии. Кроме этого, их модуль упругости больше модуля упругости дентина, что со временем может привести к ухудшению свойств опорной вкладки. Таким образом, в случае периодонтальной инфекции тяжело повторно достичь корневого канала для извлечения опорной вкладки.
При изготовлении опорная вкладка может быть получена путем механической обработки заготовок из металлического сплава или керамики с помощью CAD/CAM. Она также может быть изготовлена путем литья по выплавляемой модели в стоматологической лаборатории.
Для преодоления недостатков, связанных с применением металлов, автор настоящей заявки разработал штифты, вокруг которых с использованием композитного волокна практикующий специалист может сформировать восстановление вкладкой, используя полимерную смолу. Вкладка должна быть приклеена к штифту, образуя дополнительную границу контакта, и этот процесс должен быть отработан до совершенства практикующим специалистом. Таким образом, при восстановлении вкладкой заполняется свободное пространство, оставшееся после зуба, и вкладка служит для поддержки фактической коронки. Этот тип конструкции является заменой опорной вкладки и, помимо типа материала, различие заключается в том, что ее изготавливают в виде 2 деталей вместо одной.
Штифты, изготовленные из композитных волокон, описаны в документах FR-A-2588181 и EP-A-432001. Указанные штифты образуют из длинных однонаправленных волокон из стекла или углерода, в общем из любого материала, обладающего повышенными механическими характеристиками. Указанные волокна составляют от 60 до 70% объема штифта. Волокна очищают посредством пултрузии в матрице из биосовместимой термореактивной смолы, в частности эпоксидной или полиэпоксидной, полиэфирной, винилэфирной, акриловой или метакриловой смолы.
Пултрузию используют для формирования стержней диаметром от 2 до 5 мм. После поперечного сшивания и повторного охлаждения стержням придают желаемую форму с помощью механической обработки.
Затем практикующий специалист придает штифту необходимую длину и заполняет зазор, оставленный зубом, композитной пастой.
Не было предложено решений для изготовления цельнолитой композитной волоконной опорной вкладки, то есть опорной вкладки, изготовленной из однонаправленных волокон, заключенных в полимерную матрицу. Использование CAD/CAM было бы идеальным вариантом, но ни одна методика не была доведена до совершенства.
Хорошо известна механическая обработка зубных протезов, в частности коронок и мостовидных протезов, с помощью CAD/CAM (системы автоматизированного проектирования и производства). Эта технология была описана в документе EP040165 B1. С тех пор эта технология прошла определенное развитие, как относительно материала для CAD/CAM, так и относительно состава заготовок. В документе WO2010/109496 описана заготовка из композиционного материала, сформированная путем наложения друг на друга параллельных волокнистых полотен, заключенных в полимерной матрице. Полотна разделены по всей толщине заготовки и каждое из них повторно связано с помощью поперечных нитей. Заготовку используют для изготовления коронок. Согласно одной ключевой характеристике плетение полотен выполнено в виде определенных узоров, причем направление уточных нитей отличается от направления основных нитей. Проблема указанной заготовки заключается в том, что ее нельзя использовать для механического изготовления опорной вкладки, поскольку механическое сопротивление композиционного материала является недостаточным.
В документе US2002/086266 A1 описана заготовка из композиционного материала, которая потенциально может быть подвергнута механической обработке с помощью CAD/CAM. Она используется для изготовления коронок, мостовидных протезов, штифтов, вкладок и т.д. В этом документе нет упоминаний об опорных вкладках. Для изготовления штифтов заготовка имеет форму стержня, диаметр которого выбирают таким образом, чтобы он соответствовал диаметру корневого канала. При таких условиях современная система CAD/CAM не подходит для заготовок, поскольку их размер выбран таким образом, чтобы получать заготовки в форме дисков со стандартным диаметром 98 мм.
В документе US2003/0176126 описан волоконный монолитный материал, состоящий из экструдированных нитей. Нити имеют конструкцию, состоящую из оболочки и основы, которую получают путем экструдирования смеси порошков, содержащих полимерные связующие. Нити затем связываются друг с другом различными образами, даже посредством плетения, для формирования пучков. Полученный композиционный материал затем наносят на поверхность материала для улучшения твердости.
Задача, решаемая настоящим изобретением, заключается в предоставлении заготовки, которая может быть подвергнута механической обработке с помощью CAD/CAM, для изготовления композитных волокон опорной вкладки, штифтов или винтов для имплантатов.
Одним решением могло бы стать изготовление заготовки в форме волоконного композитного стержня диаметром 98 мм. Это решение не подходит, поскольку оно не является экономически целесообразным. Фактически, для изготовления стержней, состоящих из волокон на 60–70% по объему, количество витков волокон, необходимое для получения диаметра, составляющего 98 мм, было бы слишком большим – приблизительно 10820 уточных волокон.
Автору настоящей заявки пришла идея внедрения частей однонаправленных волоконных стержней, заключенных в полимерной матрице, в приспособленные ячейки, расположенные на основе.
Точнее, целью настоящего изобретения является основа или заготовка для обрабатывающего инструмента CAD/CAM, верхняя поверхность и нижняя поверхность которой содержат по меньшей мере одну ячейку, заполненную композиционным материалом, предназначенным для механической обработки с помощью CAD/CAM, причем указанный материал содержит длинные однонаправленные (UD) волокна, заключенные в поперечно сшитую полимерную матрицу.
На практике композиционный материал содержит по меньшей мере 80%, предпочтительно по меньшей мере 90%, более предпочтительно 100% длинных UD волокон, то есть волокон, параллельных друг другу.
В предпочтительном способе изготовления композиционный материал содержит по меньшей мере 80%, предпочтительно по меньшей мере 90%, более предпочтительно 100% длинных UD волокон, расположенных вертикально в матрице относительно верхней и нижней поверхностей основы.
Далее в описании и формуле изобретения термины «заготовка» и «основа» используются взаимозаменяемым образом для обозначения объекта изобретения.
Другими словами, настоящее изобретение относится к производству стержней, в частности посредством пултрузии, предпочтительно круглых, выполненных из UD волоконных стержней в полимерной матрице. Стержни затем разрезают на несколько частей и размещают в круговые ячейки основы. На практике основа имеет форму диска, размеры которого соответствуют размерам стандартного диска CAD/CAM. На практике этот диск имеет диаметр 98 мм. Таким образом, эта основа подходит для существующих устройств.
В конкретном варианте осуществления заготовка содержит лишь одну ячейку. При этих условиях заготовка имеет форму параллелепипеда размером 14×14 мм и длиной 18 мм.
Таким образом, возможно изготавливать волоконные композитные опорные вкладки, используя CAD/CAM, из адаптированной заготовки.
В дальнейшем описании выражение «часть или секция стержня» используется для обозначения композитного волоконного материала, заполняющего ячейки. Этот материал будет подвергнут механической обработке для изготовления опорных вкладок, штифтов или винтов для имплантатов.
Настоящее изобретение также относится к композитным волокнам опорной вкладки, содержащим длинные продольные однонаправленные волокна (UD), заключенные в поперечно сшитую полимерную матрицу. CAD/CAM может использоваться для механической обработки указанных опорных вкладок. Как известно автору настоящей заявки, опорные вкладки, полученные с помощью CAD/CAM из заготовки, состоящей из композиционного материала, как описано выше, никогда не предлагались ранее. Это же верно для штифтов и винтов для имплантатов.
Разумеется, основа может иметь форму, отличающуюся от цилиндрической, в зависимости от применяемого устройства CAD/CAM и ее изменения. Подобным образом секции могут быть квадратными, прямоугольными и в общем могут иметь любую геометрическую форму в зависимости от применяемой секции. Разумеется, размеры ячеек будут зависеть от стержня и изделия, которое необходимо изготовить механической обработкой: опорную вкладку, штифт или винт. Диаметр ячейки составляет от 3 до 18 мм, предпочтительно 20 мм, и ее глубина предпочтительно составляет от 10 до 24 мм, предпочтительно около 16 мм.
Стержни в общем будут заполнять 100% объема каждой ячейки.
Преимущественным образом ячейки примыкают к каждой поверхности таким образом, что композиционный материал перемещается под действием силы тяжести к каждой поверхности. Указанная характеристика в сочетании с тем фактом, что весь объем ячеек заполнен композиционным материалом, обеспечивает симметричную основу, которая может применяться с любой целью, облегчая работу практикующего специалиста.
Разумеется, ячейки также могут быть разделены и обеспечены дном. При таких условиях основа может использоваться лишь в том направлении, которое доступно обрабатывающему инструменту. Последний может достигать или не достигать композиционного материала, в зависимости от толщины основы, покрывающей ячейки.
Основа может быть по сути полой. В этом случае ячейки имеют боковую стенку, соединяющую верхнюю и нижнюю поверхности основы. Она предпочтительно изготовлена из пластика.
Преимущественным образом основа является заполненной, то есть она изготовлена из термопластичной или термореактивной смолы, расположенной по всей толщине и между каждой ячейкой.
Согласно ключевой характеристике, стержни должны удерживаться в фиксированном положении в ячейках. После начала механической обработки они не должны перемещаться, иначе это приведет к изменению формы опорной вкладки, штифта или винта, запрограммированной программным обеспечением.
Для фиксации частей или секций стержней в опоре может использоваться любой способ.
В первом варианте осуществления их можно с усилием вставить в ячейки с чуть меньшим диаметром.
В другом варианте осуществления секции стержней приклеивают ко всей стенке ячейки или к части стенки, используя клеевой слой. Это осуществляют, когда смола, образующая матрицу, и смола, образующая основу, не являются идентичными или не являются совместимыми.
В предпочтительном варианте осуществления пластик, образующий основу, в ходе производства преимущественно наливают вокруг секций стержней внутрь приспособленной литейной формы. Для фиксации стержней внутри ячеек материалы, образующие матрицу, в которую заключены волокна и основа, являются идентичными или совместимыми. Специалист в данной области выбирает их на основании желаемых свойств.
Во всех случаях материал представляет собой смолу, выбранную из группы термореактивных смол, содержащей PMMA, TEGDMA, BISGMA, BDMA, HDDMA, UDMA, эпоксидную и винилэфирную смолу, или из группы термореактивных смол, в частности PC, POM, PU.
Волокна выбраны из группы стекловолокон, таких как E, R, S, AR, и XRO волокон, в частности кремнеземных (кварцевых) волокон.
Преимущественным образом доля длинных волокон составляет от 40 до 80%, предпочтительно от 60 до 70% объема полимерной матрицы, при этом матрица дополняет ее до 100%.
Как было указано ранее, основа в первую очередь применяется для изготовления опорной вкладки. Тем не менее, она также может применяться для изготовления штифтов или винтов для имплантатов. Все эти конструкции демонстрируют все характеристики, описанные ранее применительно к типу волокон, к матрице и к объему волокон.
Объектом изобретения также является способ изготовления опоры, как описано выше.
Этот способ включает следующие этапы изготовления литейной формы:
○ размещение цилиндров или секций стержней, образованных из длинных продольных однонаправленных волокон, заключенных в поперечно сшитой полимерной матрице,
○ наливание смолы между каждым цилиндром,
○ поперечное сшивание указанной смолы,
○ извлечение основы, образованной поперечно сшитой смолой, содержащей секции стержней, из литейной формы.
Как было указано ранее, смола для основы преимущественно выбрана таким образом, чтобы позволить устанавливать стержни без добавления связующего вещества.
Предпочтительно литейная форма является круглой и имеет диаметр приблизительно 98 мм и толщину от 10 до 24 мм, предпочтительно приблизительно 16 мм.
Настоящее изобретение также относится к применению вышеописанной основы для изготовления опорной вкладки, штифтов или винтов для имплантатов, изготовленных посредством механической обработки с помощью CAD/CAM из композиционного материала, заполняющего ячейки.
Настоящее изобретение и полученные в результате преимущества станут более понятны из следующих примеров, основанных на прилагаемых графических материалах.
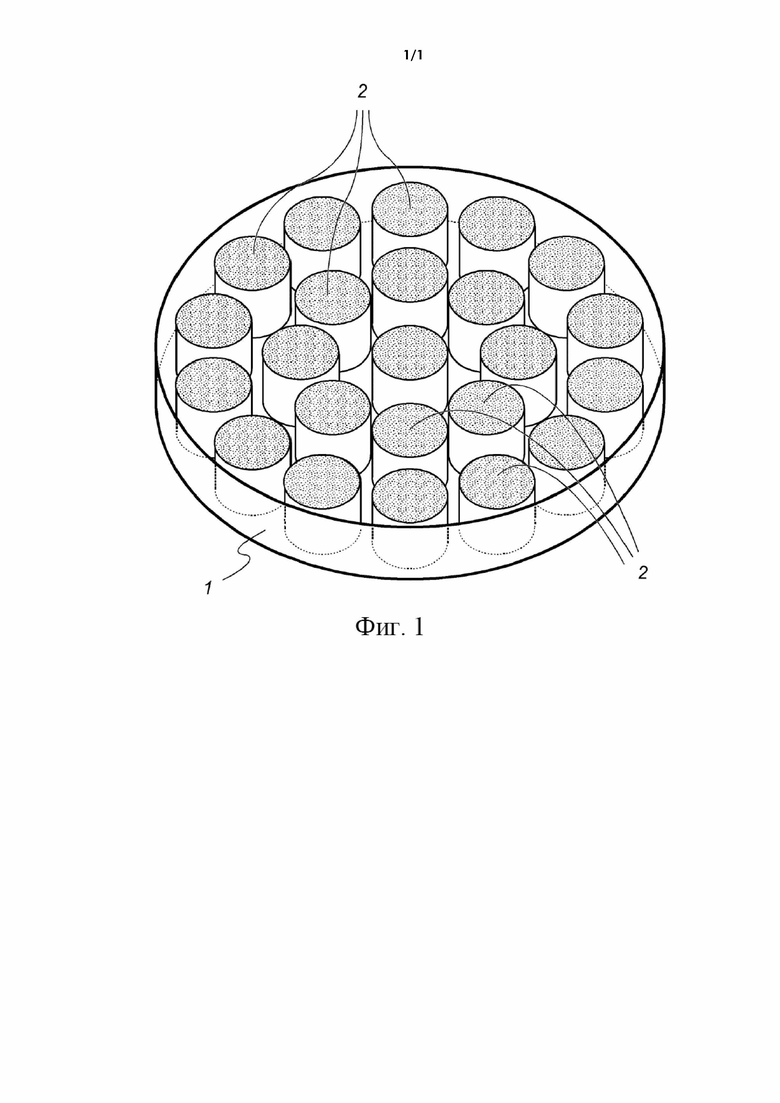
На фиг. 1 показан вид в перспективе основы согласно настоящему изобретению.
Стержень, содержащий 81% по весу (64% по объему) однонаправленных стекловолокон AR и 19% матрицы из эпоксидной смолы, изготавливают с помощью пултрузии. Диаметр стержня составляет 12 мм. Стержни разрезают на секции размером 16 мм.
Тридцать секций стержней размером 12 мм или девятнадцать частей размером 14 мм, как отмечено, размещают в литейной форме, диаметр которой составляет 98 мм и толщина составляет 16 мм.
Затем в литейную форму наливают акриловую смолу, полученную низкотемпературной полимеризацией с катализатором на основе пероксида.
В конце основу извлекают из литейной формы. Она включает в себя ячейки, заполненные секциями стержней. Затем с помощью CAD/CAM диск вставляется в обрабатывающее устройство. Для облегчения разметки в устройстве CAD/CAM каждая часть стержня имеет маркировку. Затем CAD/CAM выполняет механическую обработку каждой части для получения опорных вкладок, штифтов или даже винтов для имплантатов. Эти конструкции изготовлены из композитных волокон, причем волокна являются продольными и однонаправленными.
Основа, полученная таким образом, изображена на фиг. 1. Она состоит из собственно основы (1), изображенной в форме диска, причем каждая из ее 23 ячеек заполнена секцией (2) стержня. Каждая часть стержня подвергается механической обработке с помощью CAD/CAM. В зависимости от диаметра стержней диск может содержать больше ячеек.
Изобретение и его преимущества будут хорошо видны на следующем примере. Оно изображено в качестве неограничивающего примера для специалиста в данной области. Таким образом, изображено, что опорные вкладки из композитных волокон могут быть изготовлены с помощью CAD/CAM.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ПОЛУЧЕНИЯ СТОМАТОЛОГИЧЕСКИХ/ОДОНТОЛОГИЧЕСКИХ УСТРОЙСТВ, А ИМЕННО ДЛЯ ШТИФТОВ, КУЛЬТЕВЫХ ВКЛАДОК И ЗУБНЫХ КОРОНОК | 2009 |
|
RU2527325C2 |
| СПОСОБ ЗАМЕЩЕНИЯ ДЕФЕКТА ЗУБНЫХ РЯДОВ МАЛОЙ ПРОТЯЖЕННОСТИ | 2015 |
|
RU2586239C1 |
| НОВЫЙ ПРЕПРЕГ | 1999 |
|
RU2207107C2 |
| НЕСЪЕМНЫЙ ЗУБНОЙ ПРОТЕЗ | 2015 |
|
RU2602033C1 |
| ИЗОЛЯТОР С НЕОРГАНИЧЕСКИМ КОМПОЗИТНЫМ СТЕРЖНЕМ | 2007 |
|
RU2342724C1 |
| ИЗОЛЯТОР С КОМПОЗИТНЫМ СТЕРЖНЕМ, АРМИРОВАННЫМ ВЫСОКОМОДУЛЬНЫМИ ОРГАНИЧЕСКИМИ ВОЛОКНАМИ | 2007 |
|
RU2328787C1 |
| УГЛЕРОДНЫЙ КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ | 2023 |
|
RU2801427C1 |
| АРМИРОВАННЫЕ ВОЛОКНОМ КОМПОЗИТНЫЕ МАТЕРИАЛЫ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2449772C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ | 2007 |
|
RU2430119C2 |
| Заготовка из гибридной смолы для стоматологического фрезерования и способ изготовления коронки | 2022 |
|
RU2838767C2 |
Группа изобретений относится к медицинской технике, а именно к заготовке для опорных вкладок, штифтов или абатментов для обрабатывающего устройства CAD/CAM с верхней поверхностью и нижней поверхностью, которые содержат ячейку, заполненную композиционным материалом, предназначенным для механической обработки с помощью CAD/CAM, способу изготовления заготовки для опорных вкладок, штифтов или абатментов и композитному волокну опорной вкладки. Композиционный материал содержит волокна, заключенные в поперечно сшитую полимерную матрицу. 100% волокон представляют собой продольные однонаправленные волокна, расположенные вертикально в матрице относительно верхней и нижней поверхностей основы. Основа изготовлена из смолы, расположенной по всей толщине и между каждой ячейкой. Способ изготовления заготовки для опорных вкладок, штифтов или абатментов в котором в литейную форму помещают цилиндры, состоящие из продольных однонаправленных волокон, заключенных в поперечно сшитую полимерную матрицу. Затем наливают смолу между каждым цилиндром. Далее поперечно сшивают указанную смолу и извлекают из литейной формы заготовку, образованную из поперечно сшитой смолы, в том числе части стержней. Композитное волокно опорной вкладки, содержит продольные однонаправленные волокна, заключенные в поперечно сшитую полимерную матрицу. Техническим результатом является предоставление заготовки, которая может быть подвергнута механической обработке с помощью CAD/CAM, для изготовления композитных волокон опорной вкладки, штифтов или винтов для имплантатов. 3 н. и 7 з.п. ф-лы, 1 ил.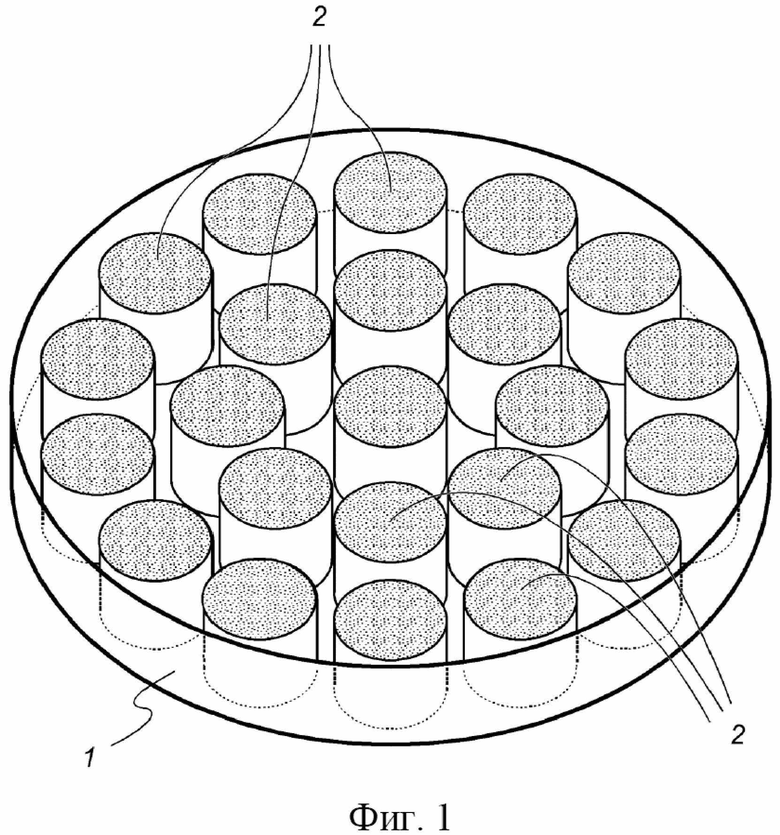
1. Заготовка для опорных вкладок, штифтов или абатментов для обрабатывающего устройства CAD/CAM с верхней поверхностью и нижней поверхностью, которые содержат по меньшей мере одну ячейку, заполненную композиционным материалом, предназначенным для механической обработки с помощью CAD/CAM, причем указанный композиционный материал содержит волокна, заключенные в поперечно сшитую полимерную матрицу, причем 100% волокон представляют собой продольные однонаправленные волокна, расположенные вертикально в матрице относительно верхней и нижней поверхностей основы, причем основа изготовлена из смолы, расположенной по всей толщине и между каждой ячейкой.
2. Заготовка по п.1, отличающаяся тем, что ячейки примыкают к каждой поверхности основы.
3. Заготовка по любому из предыдущих пунктов, отличающаяся тем, что ячейки являются цилиндрическими.
4. Заготовка по п. 3, отличающаяся тем, что диаметр ячеек составляет от 12 до 14 мм и глубина составляет 16 мм.
5. Заготовка по любому из предыдущих пунктов, отличающаяся тем, что основа имеет форму диска диаметром 98 мм.
6. Заготовка по любому из предыдущих пунктов, отличающаяся тем, что материалы, из которых состоят полимерная матрица и основа, являются идентичными или совместимыми и выбраны из группы термопластичных смол, содержащей PMMA, TEGDMA, BISGMA, BDMA, HDDMA, UDMA, эпоксидную и винилэфирную смолу, или из группы термореактивных смол PC, POM, PU.
7. Заготовка по любому из предыдущих пунктов, отличающаяся тем, что волокна выбраны из группы, содержащей стекловолокна E, R, S, AR, и XRO кремнеземные волокна.
8. Заготовка по любому из предыдущих пунктов, отличающаяся тем, что волокна составляют 64% объема полимерной матрицы, при этом матрица дополняет эту величину до 100%.
9. Способ изготовления заготовки для опорных вкладок, штифтов или абатментов по любому из предыдущих пунктов, отличающийся тем, что в литейную форму:
○ помещают цилиндры, состоящие из продольных однонаправленных волокон, заключенных в поперечно сшитую полимерную матрицу,
○ наливают смолу между каждым цилиндром,
○ поперечно сшивают указанную смолу,
○ извлекают из литейной формы заготовку, образованную из поперечно сшитой смолы, в том числе части стержней.
10. Композитное волокно опорной вкладки, содержащее продольные однонаправленные волокна, заключенные в поперечно сшитую полимерную матрицу.
| US 20150125822 A1, 07.05.2015 | |||
| US 20010026913 A1, 04.10.2001 | |||
| US 20040241614 A1, 02.12.2004 | |||
| US 20090258965 A1, 15.10.2009 | |||
| ПЛОСКО ЩЕЛЕВАЯ ГОЛОВКА | 1972 |
|
SU432001A1 |
| ЗАГОТОВКА ДЛЯ ПОЛУЧЕНИЯ СТОМАТОЛОГИЧЕСКИХ/ОДОНТОЛОГИЧЕСКИХ УСТРОЙСТВ, А ИМЕННО ДЛЯ ШТИФТОВ, КУЛЬТЕВЫХ ВКЛАДОК И ЗУБНЫХ КОРОНОК | 2009 |
|
RU2527325C2 |

