Уровень техники
Настоящее изобретение относится к тормозному диску, прежде всего вентилируемому тормозному диску, состоящему из фрикционного кольца и соединенной с ним соединительными звеньями несущей части, прежде всего ступичной части.
Из DE 4332951 А1 известен вентилируемый тормозной диск, состоящий из фрикционного кольца и соединенной с ним соединительными звеньями несущей части. Соединительные звенья выполнены прежде всего в виде штифтов, пальцев или иных аналогичных элементов и распределены по окружности несущей части. Соединительные звенья выступают в углубления в окружной боковой стенке фрикционного кольца. При повышенных тормозных моментах существует опасность искривления соединительных звеньев из-за наличия у них свободной длины, т.е. из-за наличия расстояния между несущей частью и фрикционным кольцом, и в предельном случае опасность их возможного выскальзывания из их посадочных гнезд. В тормозных дисках подобной, а также иных используемых на практике конструкций штифты вставлены в соответствующие отверстия по так называемой скользящей посадке. При этом штифты подвергнуты шлифованию на их поверхности, а стенки отверстий подвергнуты притирке. В соответствии с применяемым процессом притирки, соответственно шлифования на обрабатываемых поверхностях остаются проходящие в окружном направлении следы от инструмента, т.е. следы от инструмента, которые располагаются примерно в радиальных плоскостях, проходящих практически под прямым углом к направлению перемещения штифта в отверстии. Поэтому такие следы от инструмента, оставшиеся на обработанных поверхностях, могут взаимно сцепляться и тем самым препятствовать перемещению штифта в отверстии. Поскольку штифт изготовлен из высококачественной стали, а тормозной диск выполнен из серого чугуна, обе эти детали подвергаются под воздействием создаваемых при торможении температур тепловому расширению на разные величины. По этой причине в предельном случае не исключена даже возможность превышения предусмотренных для обеспечения скольжения штифта в отверстии пределов допусков, и поэтому штифт может застрять в отверстии. Сказанное означает, что предусмотренная и установленная для работы при комнатной температуре скользящая посадка при работе тормозного диска превратилась в посадку с натягом. Подобное затруднение скольжения штифтов в отверстиях может привести к короблению фрикционного кольца, соответственно, к появлению в нем трещин. Помимо этого при последующем охлаждении тормозного диска возможно появление шумов, которые могут возникать в результате повторного расцепления окружных следов от инструмента на сопряженных между собой поверхностях. Кроме того, при изготовлении тормозного диска обработку требуется выполнять в несколько стадий, а именно: на одной стадии требуется выполнять притирку стенки отверстия, а на другой - отдельной - стадии требуется выполнять шлифование стенки штифта, после чего на следующей стадии штифт требуется вводить в отверстие. По указанным причинам подобные тормозные диски оказываются сложными и дорогими в изготовлении.
Преимущества изобретения
Преимущество предлагаемого в изобретении тормозного диска с отличительными признаками, представленными в п.1 формулы изобретения, перед известными из уровня техники решениями состоит в сокращении количества необходимых для его изготовления отдельных технологических процессов. При вставке штифта в отверстие его стенка одновременно подвергается калибровке прецизионным калибровочным шариком. Тем самым поверхность стенки отверстия не только выглаживается, но и упрочняется при определенной глубине вдавливания в нее калибровочного шарика. Предварительно на отдельном технологическом переходе штифт можно подвергать калибровке с помощью матрицы. При калибровке поверхности отверстия, соответственно поверхности штифта, не образуются никакие круговые или кольцевые рельефные структуры, а в крайнем случае образуются лишь осевые рельефные структуры, т.е. рельефные структуры, проходящие в направлении перемещения штифта в отверстии. Тем самым рельефные структуры на поверхности штифтов и рельефные структуры на поверхности стенок отверстий более не могут оказывать взаимного влияния ни при комнатной температуре, ни при рабочей температуре. Помимо этого можно простым путем устанавливать пределы допусков, необходимые для обеспечения возможности эффективного и безупречного торможения и при рабочей температуре, приводящей к возникновению тепловых напряжений. Сказанное означает, что не только сужаются пределы допусков, но и сокращаются затраты на изготовление тормозного диска. При выполнении штифтов на их торце с лункообразной формой калибровочный шарик может проталкиваться через отверстие штифтом с направлением им. Благодаря выполнению штифта с лункой на его торце нажимное усилие, прикладываемое штифтом к калибровочному шарику, может распределяться по поверхности большей площади, что позволяет исключить деформацию конца штифта под воздействием возможно возникающего при сборке или калибровке усилия. При выполнении отверстия соответствующей длины и при его выполнении в виде глухого отверстия калибровочный шарик может также оставаться в нем, не влияя на функцию тормозного диска.
Чертежи
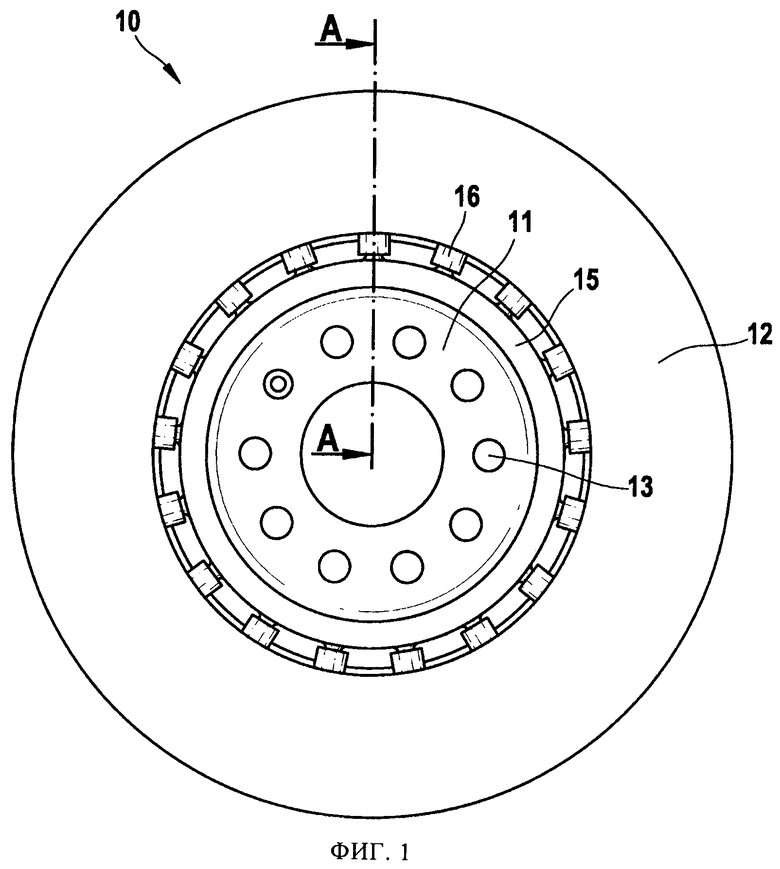
На фиг.1 в виде в плане показан тормозной диск.
На фиг.2 в аксонометрии показан изображенный на фиг.1 тормозной диск в разрезе плоскостью А-А.
Описание варианта осуществления изобретения
На фиг.1 показан обозначенный позицией 10 тормозной диск, состоящий из ступичной части 11 и фрикционного кольца 12. Ступичная часть 11 тормозного диска известным и не представленным на чертеже образом крепится к ступице транспортного средства соответствующими винтами, пропускаемыми через отверстия 13 в ступичной части 11. Ступичная часть 11 соединена с фрикционным кольцом 12 множеством заделанных в ее окружную стенку 15 соединительных звеньев в виде штифтов 16, пальцев или аналогичных элементов. Фрикционное кольцо 12 состоит из двух половин (отдельных фрикционных колец) 12а и 12b, которые соединены между собой множеством распределенных по окружности и прежде всего проходящих в радиальном направлении перемычек 17 с образованием в результате вентилируемого тормозного диска. В зоне внутреннего периметра фрикционного кольца 12 выполнены посекторно расположенные несущие гнезда 18. Каждое несущее гнездо 18 имеет сквозное отверстие 19, охватывающее расположенный в нем штифт 16. Вместо сквозных отверстий возможно также выполнение глухих отверстий. В показанном на чертежах варианте оси таких отверстий 19 лежат в средней плоскости фрикционного кольца 12 (т.е. в плоскости, параллельной его половинам и делящей его пополам). Однако такие отверстия 19 могут быть расположены и со смещением относительно средней плоскости фрикционного кольца. Несущие гнезда 18 имеют в зоне отверстий 19 обращенные к ступичной части 11 продолжения 20. Такие продолжения 20 также имеют сквозные отверстия 21, расположенные соосно отверстиям 19. Между торцами продолжений 20 и периферией ступичной части 11 имеется небольшой зазор 22.
Фрикционное кольцо 12 выполнено из литейного чугуна, а ступичная часть 11 выполнена из легкого металла, прежде всего из алюминия или магния. Штифт 16 изготовлен из высококачественной стали, прежде всего из нержавеющей высококачественной стали. Штифты 16 калибруют с помощью матрицы. При этом в ходе калибровки поверхность штифтов уплотняют при малой глубине вдавливания в нее калибровочного элемента (шарика) и таким путем подвергают также упрочнению. Вследствие происходящего при калибровке перемещения штифт 16 только в своем продольном направлении, т.е. в направлении своего последующего перемещения в отверстии 19, имеет образующуюся в результате калибровки вытянутую структуру поверхности. При изготовлении штифта 16 на его конце можно прессованием выполнять лунку. Как показано на фиг.2, калибровочный шарик 25 имеет несколько больший диаметр, чем отверстие 21, соответственно отверстие 19. Шарик благодаря его большему диаметру уплотняет стенку отверстия 21, соответственно 19. После помещения по калибровочному шарику 25 в отверстия 21, соответственно 19 в них вставляют штифты 16 и с приложением соответствующего усилия вдвигают в них, в результате чего проталкиваемый штифтом 16 перед ним калибровочный шарик 25 калибрует стенку отверстия 21, соответственно 19. При выполнении отверстия 19 сквозным калибровочный шарик 25 при соответствующей длине штифта 16 может в конце отверстия 19 вновь выталкиваться из него и при необходимости удаляться. Однако при выполнении отверстия 19 глухим калибровочный шарик 25 может также оставаться в нем без влияния при этом на функцию тормозного диска. Торец штифта 16 может иметь различное исполнение. Особенно предпочтительно выполнять торец штифта со сферическим углублением, которое по своей форме соответствует форме калибровочного шарика 25. При этом нажимное усилие, прикладываемое штифтом 16 к калибровочному шарику 25, распределяется по поверхности большей площади, благодаря чему исключается деформация обращенного к калибровочному шарику 25 конца штифта 16. После процесса калибровки, по завершении которого штифты 16 остаются в отверстиях 19, можно отливать ступичную часть 11. В процессе литья ступичной части 11 в ее наружную стенку 15 заливают также головки 16а штифтов 16. Продолжения 20 несущих гнезд при этом можно одновременно использовать также для закрепления фрикционного кольца в литейной форме, в которой отливают ступичную часть 11. При литье ступичной части в ее материал непосредственно заливают торцы продолжений 20 несущих гнезд фрикционного кольца 12. При охлаждении ступичной части 11 образуется упомянутый выше зазор 22. Однако такой зазор должен быть минимально возможным. Фрикционное кольцо 12 соединено со ступичной частью 11 по плавающей посадке. Для этого штифты 16 должны располагаться в отверстиях 19 со сравнительно малым люфтом и тем самым, как указано выше, с минимально возможным допуском с тем, чтобы фрикционное кольцо 12 могло незначительно перемещаться на штифтах 16 при комнатной температуре и при рабочей температуре. Соблюдение таких пределов допусков необходимо постольку, поскольку в процессе торможения фрикционное кольцо 12 нагревается и поэтому расширяется, отходя от ступичной части 11 в радиальном направлении.
Согласно фиг.2 на наружной стенке 15 ступичной части 11 выполнен бортик 30, который радиально охватывает продолжение 20 по всему его окружному периметру. Бортик 30 должен быть длиннее зазора 22 и прежде всего должен перекрывать зазор с учетом увеличения его ширины в результате теплового расширения фрикционного кольца 12. Иными словами, бортик 30 должен в любой ситуации закрывать, прежде всего перекрывать, возможно увеличивающийся зазор 22. Поскольку из-за незначительного перемещения бортика 30 и продолжения несущего гнезда друг относительного друга невозможно обеспечить абсолютную герметичность их соединения между собой, в зазоре 22 находится термостойкая смазка. Благодаря этому, с одной стороны, обеспечивается возможность скольжения штифта 16 в отверстии 19, а с другой стороны, предотвращается коррозия под воздействием возможно проникающих в зазор 22 жидких средств для противогололедной обработки. Однако ступичную часть 11 в принципе можно выполнять и без бортика 30, что не выходит за объем изобретения.
Изобретение относится к области транспортного машиностроения. Тормозной вентилируемый тормозной диск содержит фрикционное кольцо и несущую часть, по окружности которой предусмотрено несколько заделанных в нее соединительных частей, выступающих в отверстия во фрикционном кольце. Стенки отверстий подвергнуты калибровке и имеют на своей поверхности рельефные структуры, проходящие в направлении перемещения соединительных частей в этих отверстиях. Поверхности соединительных частей подвергнуты калибровке. Соединительные части вставлены в отверстия по скользящей посадке. Достигается упрощение процесса изготовления тормозного диска. 9 з.п. ф-лы, 2 ил.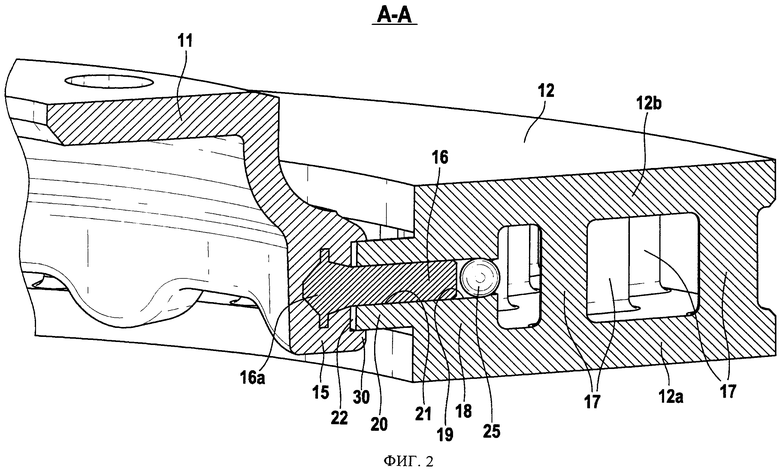
1. Тормозной диск (10), прежде всего вентилируемый тормозной диск, имеющий фрикционное кольцо (12) и несущую часть (11), по окружности которой предусмотрено несколько заделанных в нее соединительных частей (16), выступающих в отверстия (19) во фрикционном кольце (12), отличающийся тем, что стенки отверстий (19) подвергнуты калибровке и имеют на своей поверхности рельефные структуры, проходящие в направлении перемещения соединительных частей (16) в этих отверстиях (19).
2. Тормозной диск по п.1, отличающийся тем, что поверхности соединительных частей (16) подвергнуты калибровке.
3. Тормозной диск по п.1, отличающийся тем, что соединительные части (16) вставлены в отверстия (19) по скользящей посадке.
4. Тормозной диск по п.1, отличающийся тем, что отверстия (19) выполнены в виде глухих отверстий и между дном каждого из них и каждой из соединительных частей (16) находится по калибровочному элементу (25).
5. Тормозной диск по п.1, отличающийся тем, что конец соединительной части (16) и калибровочный элемент (25) выполнены соответствующими друг другу по форме.
6. Тормозной диск по п.1, отличающийся тем, что конец соединительной части (16) выполнен лункообразным.
7. Тормозной диск по п.1, отличающийся тем, что калибровочный элемент (25) представляет собой шарик.
8. Тормозной диск по п.1, отличающийся тем, что на фрикционном кольце (12) отлиты продолжения (20).
9. Тормозной диск по п.1, отличающийся тем, что несущая или ступичная часть (11) выполнена из легкого металла, прежде всего из алюминия, фрикционное кольцо (12) выполнено из литейного чугуна, а соединительные части (16) выполнены из высококачественной стали.
10. Тормозной диск по одному из пп.1-9, отличающийся тем, что соединительная часть (16) представляет собой штифт, палец или иной аналогичный элемент.
| DE 4332951 A1, (SCHWAEBISCHE HUETTENWERKE GMBH), 04.08.1994, описание, столбцы 3-4, фиг | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE 102004048916 A1, (ALBER HERBERT), 13.04.2006, описание, параграфы [0035]-[0066], фиг | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФРИКЦИОННЫЙ ДИСК | 2001 |
|
RU2202057C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

