Настоящее изобретение касается стенда и способа контроля посредством магнитной дефектоскопии трубчатой детали, такой как вал газотурбинного двигателя.
Магнитная дефектоскопия (МТ) является технологией неразрушающего контроля (CND), позволяющей обнаруживать дефекты на поверхности детали из ферромагнитного материала или внутри этого материала. Согласно этой технологии на поверхности контролируемой детали распыляют вещество, содержащее окрашенные частицы или покрытые флуоресцентным пигментом ферромагнитные частицы, затем эту деталь подвергают воздействию магнитного поля, наблюдая при этом посредством эндоскопии и при освещении в белом свете или в ультрафиолетовом свете поверхность, обработанную этим веществом.
Когда силовые линии магнитного поля встречают дефект детали, они отклоняются, что создает поле утечки на поверхности детали, притягивающее ферромагнитные частицы напротив этого дефекта, и эти частицы можно наблюдать в ультрафиолетовом свете благодаря присутствию флуоресцентного пигмента.
Валы турбины низкого давления и компрессора низкого давления газотурбинного двигателя необходимо контролировать посредством магнитной дефектоскопии после их изготовления, чтобы отслеживать возможные металлургические дефекты, такие как включения или трещины от механической обработки, и во время операций обслуживания, чтобы обнаруживать возможные трещины, появляющиеся во время работы. Эти валы являются трубчатыми, и посредством магнитной дефектоскопии необходимо контролировать как их внутреннюю, так и наружную поверхности.
В современной технологии наблюдение при ультрафиолетовом освещении внутренней цилиндрической поверхности вала газотурбинного двигателя осуществляют при помощи трубки, которую пропускают в вал через один из его концов и которая содержит на своем дистальном конце источник ультрафиолетового света, а также наклонное зеркало отражения изображений в сторону камеры CCD, установленной на проксимальном конце трубки.
Эта технология имеет ряд недостатков. Во-первых, трубка оборудована относительно сложными и громоздкими устройствами. Источник ультрафиолетового света образован неоновыми лампами, которые не позволяют равномерно осветить внутреннюю поверхность вала и которые излучают свет, имеющий трудно контролируемую длину волны, что не позволяет обеспечить хорошие условия наблюдения. Кроме того, зеркало, учитывая его размеры и его форму, отражает изображения небольшого размера, что затрудняет обнаружение дефектов. Наконец, трубку перемещают поступательным движением внутри вала и одновременно вращают вокруг ее оси, что приводит к спиралевидному сканированию внутренней поверхности вала световым пятном, определяемым средствами эндоскопии, и что выражается в искажении изображений, записываемых камерой. Кроме того, в этом случае трудно добиться достаточного перекрывания наблюдаемых поверхностей и гарантировать контроль всей внутренней поверхности вала.
Задачей настоящего изобретения является простое, эффективное и экономичное решение этих проблем.
Для этого изобретением предлагается стенд контроля посредством магнитной дефектоскопии трубчатой детали, такой как вал газотурбинного двигателя, содержащий средства опоры и приведения во вращение детали, инструмент удлиненной формы, на котором установлены средства эндоскопии с ультрафиолетовым освещением для освещения внутренней поверхности детали и наблюдения возможных дефектов детали, и средства опоры и направления поступательного перемещения инструмента для его введения внутрь детали, отличающийся тем, что инструмент содержит множество наружных меток, равномерно распределенных, по меньшей мере, на части его длины и определяющих равномерные шаги поступательного продвижения инструмента вдоль продольной оси детали, при этом средства опоры и направления инструмента содержат средства установки против метки, взаимодействующие защелкиванием с метками инструмента для точного контроля продвижения и положения инструмента в детали.
Согласно изобретению наружные метки инструмента опоры средств эндоскопии позволяют точно определять положение инструмента внутри контролируемой детали и, следовательно, положение зоны детали в ходе наблюдения при помощи средств эндоскопии. Эти метки, распределенные вдоль инструмента, определяют равномерные шаги продвижения с приращением инструмента, поступательно перемещающегося внутри детали. Инструмент предназначен для удержания в осевом положении в детали, в то время как она вращается вокруг своей оси. Это позволяет сканировать внутреннюю кольцевую зону детали световым пятном средств эндоскопии инструмента. После полного обследования этой кольцевой зоны инструмент перемещают вперед или назад в детали, чтобы обследовать новую кольцевую зону, которая, по меньшей мере, частично перекрывает вышеуказанную кольцевую зону. Эти операции повторяют, чтобы контролировать всю внутреннюю поверхность детали. Таким образом, инструмент в соответствии с настоящим изобретением предназначен для пошагового перемещения внутри контролируемой детали. Отказ от вращения контролируемой детали одновременно с перемещением инструмента позволяет ограничить искажения изображений, захватываемых при помощи средств эндоскопии инструмента.
Инструментом в соответствии с настоящим изобретением можно манипулировать вручную, или это манипулирование может происходить автоматически. Наружные метки инструмента могут быть кольцевыми метками, выполненными вокруг продольной оси инструмента. Их образуют посредством нанесения кольцевых меток или посредством образования кольцевых канавок на наружной поверхности инструмента. Расстояние между двумя метками может составлять примерно 1 см.
Инструмент в соответствии с настоящим изобретением может иметь в основном цилиндрическую форму и предпочтительно является трубчатым, при этом средства эндоскопии установлены и проходят внутри инструмента. Это позволяет предохранять средства эндоскопии и ограничить габариты инструмента. Кроме того, этот инструмент является жестким и препятствует прогибу и вибрациям средств эндоскопии во время использования.
Эти средства эндоскопии могут содержать средства направления ультрафиолетового света и средства передачи изображений, которые проходят от проксимального конца инструмента до его дистального конца и выступают из этого дистального конца в осевом направлении.
Предпочтительно средства передачи изображений содержат на своем дистальном конце, по меньшей мере, одну призму. Использование этой призмы обеспечивает передачу изображений высокого качества.
Согласно другому отличительному признаку изобретения каждый шаг продвижения инструмента имеет размер, равный или меньший диаметра поля обзора средств эндоскопии. Предпочтительно каждый шаг имеет размер, по существу равный половине диаметра поля обзора средств эндоскопии.
Стенд в соответствии с настоящим изобретением может содержать средства опоры и направления на каждом из концов детали для введения инструмента в деталь через один или другой из ее концов.
В случае, когда контролируемая деталь имеет большую длину, инструмент вводят в деталь через один из ее концов, затем через другой из ее концов, чтобы полностью обследовать внутреннюю поверхность детали.
Средства опоры и направления инструмента содержат средства установки против метки, взаимодействующие защелкиванием с наружными метками инструмента, чтобы точно контролировать продвижение и положение инструмента в детали.
Наконец, объектом изобретения является способ неразрушающего контроля посредством магнитной дефектоскопии трубчатой детали при помощи описанного выше стенда, отличающийся тем, что содержит этапы, на которых:
а) инструмент вводят в контролируемую деталь через один из ее концов, пока он не достигнет необходимого положения в этой детали, причем это положение определяют средствами установки против метки стенда, взаимодействующими с одной из меток инструмента,
b) инструмент блокируют и деталь вращают вокруг ее оси для обследования внутренней кольцевой зоны детали при помощи средств эндоскопии инструмента,
с) затем инструмент перемещают внутри детали на один шаг в продольном направлении, пока средства установки против метки не вступят во взаимодействие защелкиванием с другой смежной меткой инструмента, и
d) этапы b) и с) повторяют до завершения контроля детали на необходимой длине.
Согласно способу этапы а), b), c) и d) повторяют также, вводя инструмент в другой конец детали.
Кроме того, согласно способу в соответствии с настоящим изобретением каждую деталь контролируют два раза, при этом деталь подвергают воздействию продольного магнитного поля во время первого контроля и поперечного магнитного поля во время второго контроля.
Обнаружение дефектов детали является оптимальным, когда силовые линии магнитного поля расположены перпендикулярно к этим дефектам. Приложение продольного магнитного поля к детали позволяет обнаруживать дефекты этой детали, ориентированные по существу в окружном направлении, тогда как приложение поперечного магнитного поля к детали позволяет обнаруживать дефекты этой детали, ориентированные по существу в осевом направлении.
Настоящее изобретение, его детали, отличительные признаки и преимущества будут более очевидны из нижеследующего описания неограничительных примеров со ссылками на прилагаемые чертежи, на которых:
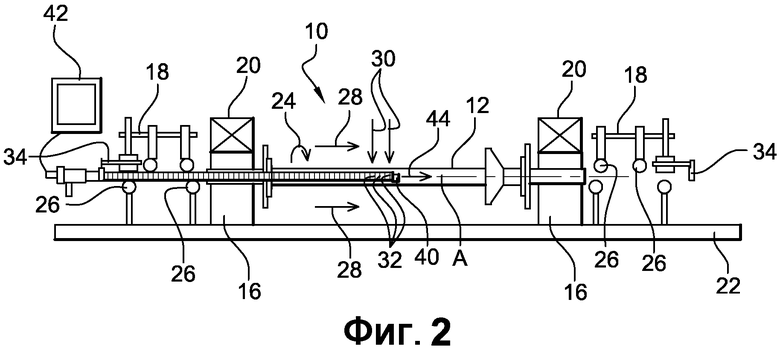
фиг.1 и 2 - схематичный вид стенда для неразрушающего контроля посредством магнитной дефектоскопии в соответствии с настоящим изобретением, иллюстрирующий два этапа способа контроля в соответствии с настоящим изобретением.
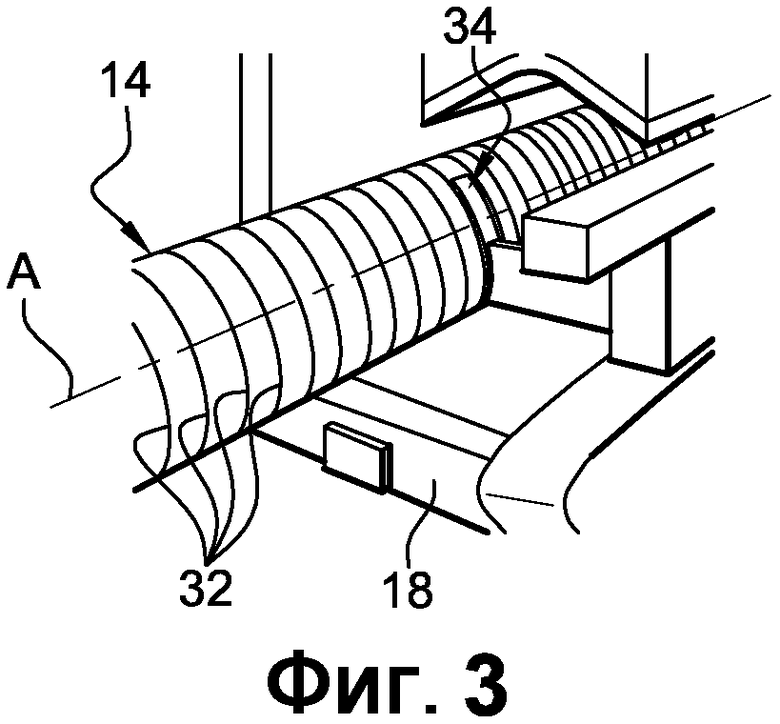
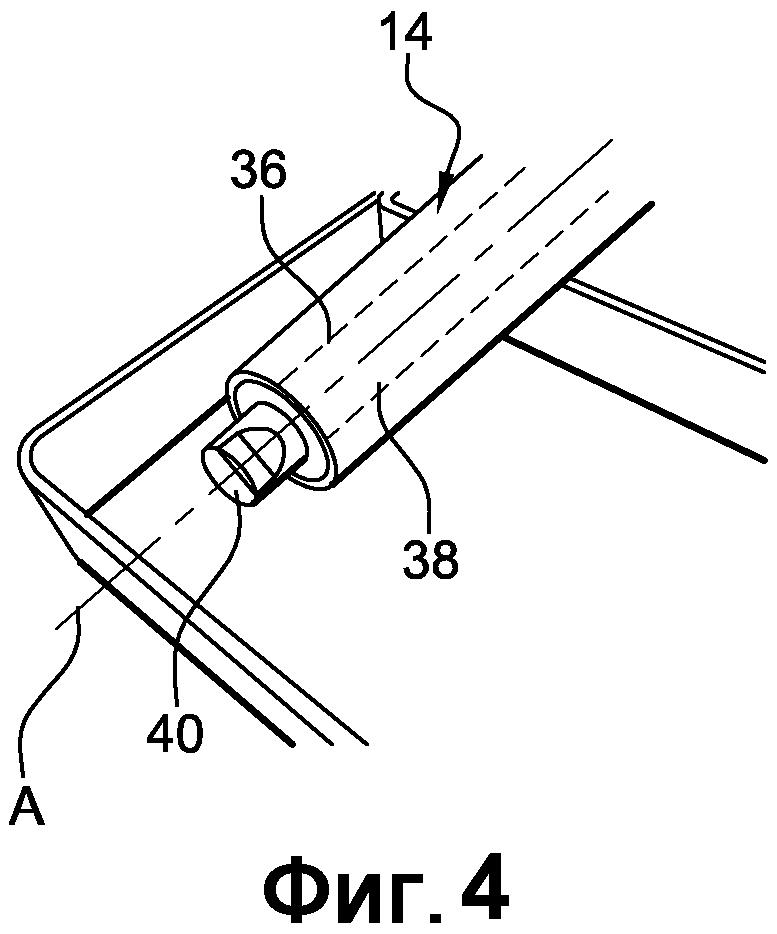
Фиг.3 и 4 - частичный вид в перспективе инструмента в соответствии с настоящим изобретением для контроля трубчатой детали посредством магнитной дефектоскопии.
На фиг.1 показан стенд 10 для неразрушающего контроля (CND) посредством магнитной дефектоскопии трубчатой детали, которая является валом 12 газотурбинного двигателя, в частности валом турбины низкого давления или компрессора низкого давления газотурбинного двигателя.
Этот вал 12 в основном имеет цилиндрическую и удлиненную форму с продольной осью А и выполнен из ферромагнитного материала. После изготовления этого вала или во время операций технического обслуживания газотурбинного двигателя внутреннюю и наружную поверхности вала 12 необходимо контролировать посредством магнитной дефектоскопии, чтобы отслеживать возможное присутствие дефектов в ферромагнитном материале вала.
Контроль внутренней поверхности вала 12 посредством магнитной дефектоскопии в основном осуществляют в два этапа: на первом этапе на внутренней поверхности вала распыляют вещество, содержащее ферромагнитные частицы, покрытые флуоресцентным пигментом, а на втором этапе вал подвергают воздействию магнитного поля и инструмент 14 с его средствами эндоскопии вводят внутрь вала для визуального обследования при ультрафиолетовом освещении его внутренней поверхности, обработанной вышеуказанным веществом.
Стенд 10 контроля содержит средства 16 опоры и приведения во вращение вала 12 вокруг его оси 2, инструмент 14 неразрушающего контроля посредством магнитной дефектоскопии вышеуказанного типа, средства 18 опоры и направления поступательного движения этого инструмента внутри вала 12 и генераторы 20 магнитного поля.
Вал удерживают на каждом из его концов при помощи средств 16 опоры, которые закреплены на полу 22. Эти средства 16 опоры позволяют вращать вал 12 вокруг его оси А (стрелка 24).
На уровне каждого конца вала 12 расположены средства опоры инструмента 14 таким образом, чтобы инструмент можно было вводить и направлять в один или другой из концов вала, как показано на фиг.1 и 2. Эти средства 18 опоры содержат, например, ролики 26 направления осевого поступательного движения инструмента внутри вала в горизонтальной плоскости.
Генераторы 20 магнитного поля выполнены с возможностью приложения магнитного поля к валу 12 в продольном направлении (стрелки 28) и/или в поперечном направлении (стрелки 30).
Инструмент 14 в соответствии с настоящим изобретением содержит средства эндоскопии, установленные внутри трубчатого цилиндрического корпуса, на наружной поверхности которого образованы метки 32, определяющие равномерные шаги поступательного продвижения инструмента вдоль оси А вала.
В представленном примере эти метки 32 образованы в виде наружных кольцевых меток или наружных кольцевых канавок, проходящих вокруг продольной оси инструмента (фиг.1-3). Эти метки 32 образованы на большей части длины корпуса инструмента.
Средства 18 опоры инструмента 14 оборудованы средствами 34 установки против метки, взаимодействующими с метками 32 инструмента с целью контроля и точного определения осевого положения инструмента внутри вала 12. В примере, показанном на фиг.3, эти средства установки против метки, например типа шариков, взаимодействуют защелкиванием с кольцевыми канавками 32 инструмента для его блокировки в осевом положении относительно вала 12.
Установленные на инструменте 14 средства эндоскопии содержат средства 36 передачи изображений и средства 38 направления ультрафиолетового света, которые проходят в осевом направлении в корпусе инструмента.
Средства 36 передачи изображений выступают в осевом направлении из дистального конца корпуса инструмента (фиг.4) и содержат на этом конце, по меньшей мере, одну призму 40 отражения изображений на ряд линз или аналогичных средств, установленных в корпусе инструмента. Съемку изображений осуществляет, например, камера, находящаяся на проксимальном конце инструмента, и затем их просматривают на контрольном экране. В варианте средства 36 передачи изображений содержат на своем проксимальном конце окуляр.
Средства 38 направления света соединены на проксимальном конце инструмента с источником ультрафиолетового света и своим противоположным концом выступают в осевом направлении из дистального конца корпуса инструмента.
Средства эндоскопии являются средствами с отклонением дистального обзора, то есть ось наблюдения, определяемая призмой средств 36 передачи изображений, ориентирована в боковом направлении, по существу перпендикулярно к продольной оси инструмента, и ось наблюдения, определяемая дистальным концом средств 38 направления света, является по существу параллельной этой оси наблюдения.
Кроме того, средства 36, 38 передачи изображений и направления света соединены своими проксимальными концами с блоком 42 управления и обработки данных.
Световое пятно, создаваемое средствами освещения средств эндоскопии, в основном имеет круглую форму. Инструмент 14 предназначен для введения в вал через один из его концов (фиг.1) и для блокировки в заданном осевом положении в валу при помощи средств 34 установки против метки. Средства 18 опоры неподвижно удерживают инструмент, а средства 16 опоры вращают вал 12 вокруг его оси А (стрелка 24) таким образом, чтобы световое пятно средств эндоскопии инструмента сканировало внутреннюю кольцевую поверхность инструмента. После этого инструмент поступательно перемещают на один шаг вперед или назад внутри вала (стрелка 42), затем опять блокируют при помощи средств 34 установки против метки средств 18 опоры. Вращение вала 12 приводит к сканированию световым пятном средств эндоскопии новой внутренней кольцевой поверхности вала, которая, по меньшей мере, частично перекрывает обследованную до этого кольцевую поверхность. Таким образом, инструмент 14 пошагово перемещают вперед или назад внутри вала и неподвижно удерживают после каждого из этих перемещений и во время каждого вращения вала 12.
В случае, когда каждый шаг продвижения инструмента имеет размер, по существу равный половине диаметра светового пятна средств эндоскопии, каждая кольцевая поверхность, обследуемая световым пятном, перекрывает половину каждой из смежных обследованных кольцевых поверхностей, что позволяет в сумме обследовать два раза внутреннюю поверхность вала.
В случае, когда контролируемый вал 12 имеет большую длину и его внутреннюю поверхность невозможно проконтролировать полностью при введении инструмента только через один из его концов, инструмент вводят первый раз в вал через один из его концов для обследования первой половины его внутренней поверхности (фиг.1) и затем вводят опять в вал через другой его конец для обследования второй половины его внутренней поверхности (фиг.2).
Вышеуказанные этапы способа в соответствии с настоящим изобретением, представленные на фиг.1 и 2, осуществляют, прикладывая к валу магнитное поле в продольном направлении (стрелки 28), чтобы обнаруживать дефекты, ориентированные по существу в окружном направлении вала, затем эти этапы повторяют, прикладывая к валу магнитное поле в поперечном направлении (стрелки 30), чтобы обнаруживать дефекты, ориентированные по существу в осевом направлении вала.
Перемещение инструмента 14 и вращение вала 12 можно осуществлять вручную, или они могут происходить автоматически.
Вал 12 может иметь длину примерно от 1,8 до 2 метров, и инструмент 14 может иметь длину примерно 1,8 метра. Этот инструмент 14 может иметь сечение круглой, квадратной, многоугольной или любой другой формы. Размер шагов, определяемых наружными метками 32 инструмента, может составлять примерно 10 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОИСКА ДЕФЕКТОВ НА ДЕТАЛЯХ ПОСРЕДСТВОМ ЭНДОСКОПИИ | 2012 |
|
RU2598157C2 |
| ОРИЕНТИРУЕМАЯ СТРУКТУРА ТИПА КАТЕТЕРА ИЛИ ЭНДОСКОПА | 2008 |
|
RU2503049C2 |
| СПОСОБ И УСТРОЙСТВО ИЗМЕРЕНИЯ ДЕТАЛИ В ТУРБОМАШИНЕ | 2012 |
|
RU2598906C2 |
| НАПРАВИТЕЛЬ ДЛЯ СОЗДАНИЯ ГРУППЫ ПОРТОВ | 2011 |
|
RU2573049C2 |
| СПОСОБ КОНТРОЛЯ КОРРОЗИОННЫХ ПРОЦЕССОВ | 2017 |
|
RU2648198C1 |
| ИНСТРУМЕНТ ДЛЯ ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ НА БИОЛОГИЧЕСКУЮ ТКАНЬ | 2020 |
|
RU2816635C2 |
| ЗОНД И СПОСОБ ЕГО ПРОДВИЖЕНИЯ ВНУТРИ ПОЛОСТИ ТЕЛА (ВАРИАНТЫ) | 2000 |
|
RU2246891C2 |
| ЭНДОСКОП С УЛЬТРАФИОЛЕТОВЫМ ОСВЕЩЕНИЕМ (ВАРИАНТЫ) | 2004 |
|
RU2359296C2 |
| КОЖУХ ТУБУСА ДЛЯ МЕДИЦИНСКОГО ЭНДОСКОПИЧЕСКОГО УСТРОЙСТВА И СОДЕРЖАЩЕЕ ЕГО МЕДИЦИНСКОЕ ЭНДОСКОПИЧЕСКОЕ УСТРОЙСТВО | 2011 |
|
RU2566918C2 |
| КАРТЕР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, КРЫШКА КАРТЕРА И СПОСОБ ЭНДОСКОПИИ И/ИЛИ ДЕФЕКТОСКОПИИ | 2014 |
|
RU2675425C2 |
Настоящая группа изобретений касается стенда и способа контроля посредством магнитной дефектоскопии трубчатой детали, такой как вал газотурбинного двигателя. Стенд (10) для контроля посредством магнитной дефектоскопии трубчатой детали (12), такой как вал газотурбинного двигателя, содержит инструмент (14) удлиненной формы, который предназначен для введения внутрь детали и на котором установлены средства эндоскопии с ультрафиолетовым освещением для освещения внутренней поверхности детали и наблюдения возможных дефектов детали, и средства (34) установки против метки, взаимодействующие защелкиванием с метками (32) инструмента, равномерно распределенными, по меньшей мере, на части его длины, для точного контроля продвижения и положения инструмента в детали (12). Способ неразрушающего контроля посредством магнитной дефектоскопии трубчатой детали при помощи описанного выше стенда содержит этапы, на которых: а) инструмент вводят в контролируемую деталь через один из ее концов, пока он не достигнет необходимого положения в этой детали, причем это положение определяют средствами установки против метки стенда, взаимодействующими с одной из меток инструмента, b) инструмент блокируют и деталь вращают вокруг ее оси для обследования внутренней кольцевой зоны детали при помощи средств эндоскопии инструмента, с) затем инструмент перемещают внутри детали на один шаг в продольном направлении, пока средства установки против метки не вступят во взаимодействие защелкиванием с другой смежной меткой инструмента, и d) этапы b) и с) повторяют до завершения контроля детали на необходимой длине. Технический результат - повышение эффективности и точности магнитной дефектоскопии. 2 н. и 11 з.п. ф-лы, 4 ил. 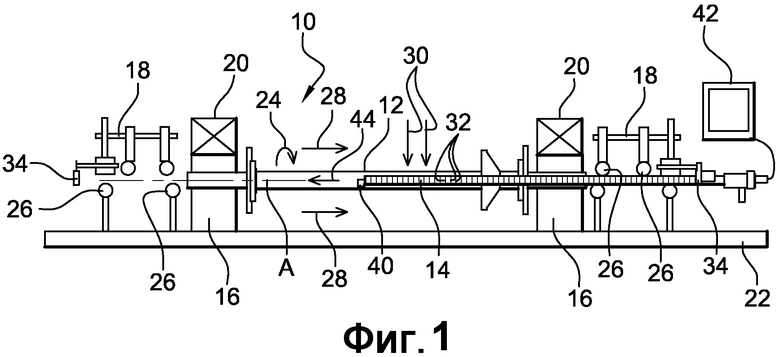
1. Стенд (10) для контроля посредством магнитной дефектоскопии трубчатой детали (12), такой как вал газотурбинного двигателя, содержащий средства (16) опоры и приведения во вращение детали, инструмент (14) удлиненной формы, на котором установлены средства эндоскопии с ультрафиолетовым освещением для освещения внутренней поверхности детали и наблюдения возможных дефектов детали, и средства (18) опоры и направления поступательного перемещения инструмента (14) для его введения внутрь детали, отличающийся тем, что инструмент содержит множество наружных меток (32), равномерно распределенных, по меньшей мере, на части его длины и определяющих равномерные шаги поступательного продвижения инструмента вдоль продольной оси детали, при этом средства (18) опоры и направления инструмента содержат средства (34) установки против метки, взаимодействующие защелкиванием с метками (32) инструмента (14) для точного контроля продвижения и положения инструмента в детали (12).
2. Стенд по п.1, отличающийся тем, что инструмент (14) содержит множество кольцевых меток (32), выполненных вокруг продольной оси инструмента.
3. Стенд по п.2, отличающийся тем, что кольцевые метки (32) выполнены путем нанесения кольцевых меток или путем образования кольцевых канавок на наружной поверхности инструмента.
4. Стенд по п.1, отличающийся тем, что инструмент (14) в основном имеет цилиндрическую форму.
5. Стенд по п.1, отличающийся тем, что инструмент (14) является трубчатым и средства эндоскопии проходят внутри инструмента.
6. Стенд по п.1, отличающийся тем, что средства эндоскопии содержат средства (38) направления ультрафиолетового света и средства (36) передачи изображений, которые проходят от проксимального конца инструмента до его дистального конца и выступают из этого дистального конца в осевом направлении.
7. Стенд по п.6, отличающийся тем, что средства (36) передачи изображений содержат на своем дистальном конце, по меньшей мере, одну призму (40).
8. Стенд по п.1, отличающийся тем, что каждый шаг продвижения инструмента имеет размер, равный или меньший диаметра поля обзора средств эндоскопии.
9. Стенд по п.1, отличающийся тем, что каждый шаг продвижения имеет размер, равный половине диаметра поля обзора средств эндоскопии.
10. Стенд по п.1, отличающийся тем, что содержит средства (18) опоры и направления инструмента на каждом из концов детали (12) для введения инструмента в деталь через один или другой из ее концов.
11. Способ контроля посредством магнитной дефектоскопии трубчатой детали (12) при помощи стенда (10) по п.1, отличающийся тем, что содержит этапы, на которых:
а) инструмент (14) вводят в деталь через один из ее концов, пока он не достигнет необходимого положения в этой детали, причем это положение определяют средствами установки против метки стенда, взаимодействующими защелкиванием с одной из меток инструмента,
b) инструмент блокируют и деталь вращают вокруг ее оси (А) для обследования внутренней кольцевой зоны детали при помощи средств эндоскопии инструмента,
с) затем инструмент перемещают внутри детали на один шаг в продольном направлении, пока средства установки против метки не вступят во взаимодействие защелкиванием с другой смежной меткой инструмента, и
d) этапы b) и с) повторяют до завершения контроля внутренней поверхности детали на необходимой длине.
12. Способ по п.11, отличающийся тем, что этапы а), b), c) и d) повторяют, вводя инструмент (14) в другой конец детали (12).
13. Способ по п.11, отличающийся тем, что каждую деталь (12) контролируют два раза, при этом деталь подвергают воздействию продольного магнитного поля во время первого контроля и поперечного магнитного поля во время второго контроля.
| JP 5332995 A, 17.12.1993 | |||
| US 20050168742 A1, 04.08.2005 | |||
| ДИЗЕЛЬНЫЙ ДВИГАТЕЛЬ, РАБОТАЮЩИЙ НА ГАЗООБРАЗНОМ ТОПЛИВЕ | 2009 |
|
RU2413854C1 |
| Способ определения местоположения дефектов трубопровода | 1984 |
|
SU1214984A1 |
| ДЕФЕКТОСКОП-СНАРЯД ДЛЯ ВНУТРИТРУБНОГО ОБСЛЕДОВАНИЯ ТРУБОПРОВОДОВ | 1993 |
|
RU2069288C1 |

