«
Изобретение относится к нераз- руигающему контролю и может быть использовано для определения местонахождения повреждений стенок трубопрвода при обследовании его с помощью магнитного дефектоскопа.
Целью изобретения является увеличение точности определения местоположения дефектов путем установки отметчиков на трубопроводе перед вводом его в эксплуатацию и изменения их количества или расположения в каждом последующем сечении.
На фиг. 1 схематически показан трубопровод с расположенными на нем отметчиками; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - пример записи сигналов на ленте регистратора.
Отметчики 1 устанавливают в определенных местах (реперах) на наружной поверхности трубопровода 2 по его длине, при этом отметчики закрепляются на трубопроводе перед ввдом его в эксплуатацию стационарно и располагаются на каждом репере в характерном для него порядке по окружности в одном (например, реперы т, п) или нескольких (например, репер 1)поперечных сечениях трубопровода. Отметчики расположены на некотором определенном расстоянии й| от сварных швов 3, 4 и 5,
Отметчик может быть выполнен в виде накладки из ферромагнитного материала и прикреплен к трубопроводу 2 ,при помощи сварки. Отметчики устанавливаются на трубопроводе при его сооружении или при вводе его в режим регулярного обследования комплексами дефектоскопии.
В качестве отметчиков могут быть использованы также магнитные, радиационные, акустические и другие элементы и устройства,
На фиг. 2 показано характерное только для репера m расположение четырех отметчиков в одном сечении трубопровода; на фиг. 3 - расположение через 45° трех отметчиков в одном сечении трубопровода, характерное только для репера п; на фиг. 4 - расположение отметчиков в двух сечениях трубопровода, характеное только для репера i. В каждом сечении закреплены четыре отметчика
842
через 90-, при этом во втором сечении отметчики смещены относительно
/ с отметчиков первого сечения на 4;) .
Расстояние t (фиг.1) между сечениями должно обеспечить четкое различие между сигналами от них, зафиксированными датчиками и записанньши на ленте регистратора дефектоскопа при обследовании трубопровода.
Число отметчиков, размещенных в одном сечении, должно быть меньше числа дорожек на ленте регистратора, ч гобы отличить их от сигналов кольцевого сварного шва труб, которые
фирссируются на всех дорожках носителя информации.
Датчики расположены на дефектоскопе равномерно по окружности, вблизи внутренней поверхности стенок трубопровода, и каждый датчик дефектоскопа выдает сигнал для записи на определенную дорожку ленты регистратора.
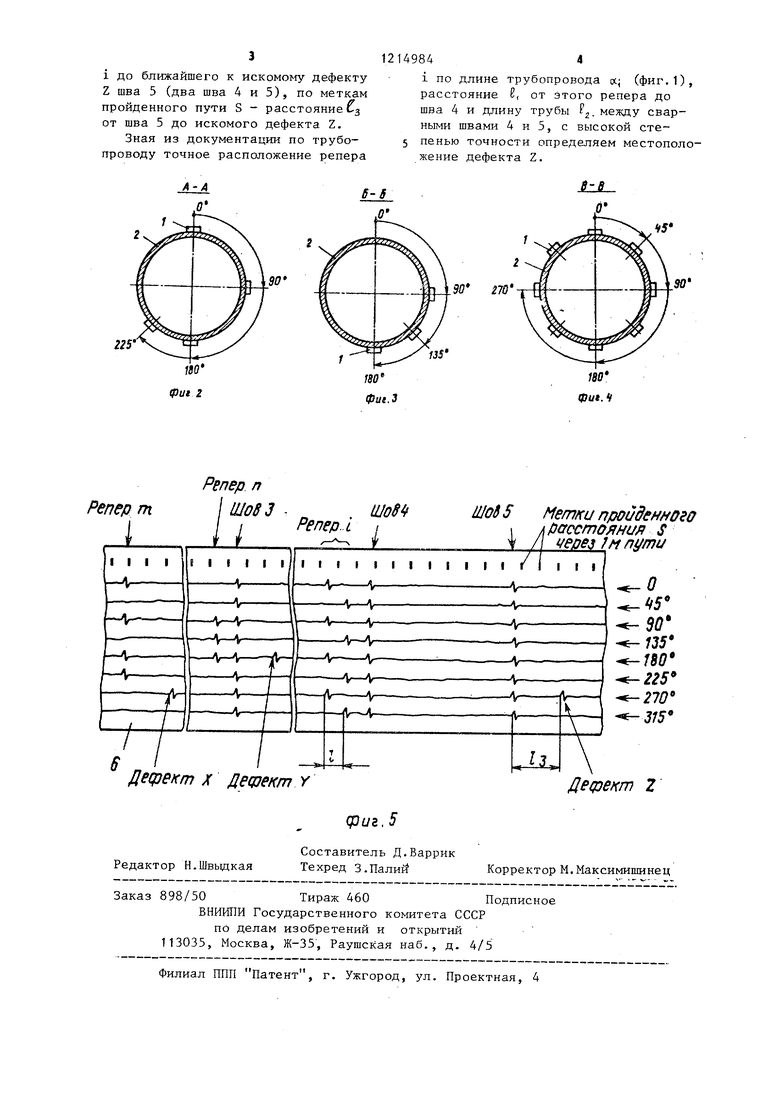
На фиг. 5 показан пример небольшой длины 8-дорожечной ленты регист-. ратора 6 и записью сигналов от изменений магнитного поля вблизи мест расположения реперов т, п, i. При дешифровке записи на ленте
регистратора 6 четко могут быть определены характерные каждому реперу группы записанных сигналов (т, п, i), сигналы от круговых сварных швов 3, 4 и 5, единичные сигналы от дефектов трубопроводов (X, Y, Z), обнаруженные только некоторыми датчиками, метки S пройденного дефектоскопом расстояния через 1 м пути.
При обследовании трубопровода 2 роль отметчиков 1 заключается в изменении магнитного поля у стенок трубопровода, созданного устройством намагничивания дефектоскопа, движущегося внутри трубопровода. Сигналы от этих изменений (га, п, i), как и сигналы от изменений магнитного поля, вызванн1 ге сварными швами 3,, 4 и 5 и дефектами стенок трубопровода (X, Y, Z), фиксируются датчиками и записываются на ленте регистратора 6. Для нахождения местоположения р;акого-либо дефекта трубопровода, например дефекта Z,
определяют по ленте регистратора 6 (фиг,5) ближайший к этому дефекту репер (в данном случае репер i), количество сварных швов от репера
i до ближайшего к искомому дефекту Z шва 5 (два шва 4 и 5), по меткам пройденного пути S - расстояние Сз от шва 5 до искомого дефекта Z,
Зная из документации по трубопроводу точное расположение репера
i по длине трубопровода iXj (фиг.1), расстояние S, от этого репера до шва 4 и длину трубы f. между свар- ньми швами 4 и 5, с высокой степенью точности определяем местоположение дефекта Z.
А А
225
B-S
5
90 т
13S 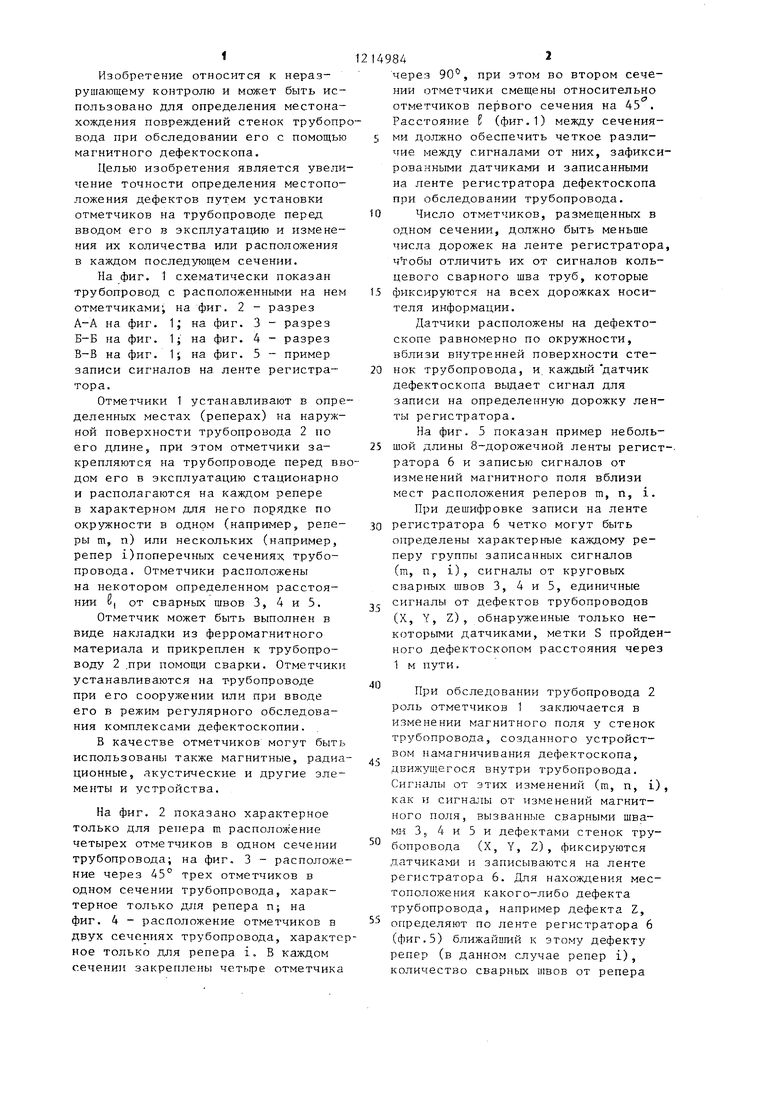
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНУТРИТРУБНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2018 |
|
RU2697008C1 |
| УСТРОЙСТВО ВНУТРИТРУБНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2018 |
|
RU2697007C1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| УСТРОЙСТВО ДЛЯ ОБСЛЕДОВАНИЯ И ДИАГНОСТИКИ ТРУБОПРОВОДОВ | 2008 |
|
RU2379674C1 |
| УСТРОЙСТВО И СПОСОБ ВНУТРИТРУБНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2022 |
|
RU2784140C1 |
| СПОСОБ РАЗМЕТКИ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2017 |
|
RU2647284C1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1990 |
|
RU2010225C1 |
| КОМПЛЕКС ВНУТРИТРУБНОЙ ДЕФЕКТОСКОПИИ С ТРОСОВОЙ ПРОТЯЖКОЙ | 2015 |
|
RU2586258C1 |
| Способ дистанционной диагностики магистральных трубопроводов | 2024 |
|
RU2826327C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ С ИСПОЛЬЗОВАНИЕМ РАДИОАКТИВНЫХ ИНДИКАТОРОВ | 1999 |
|
RU2159930C1 |

Деозект х Дефект У
Редактор Н.Швьщкая
Составитель Д.Варрик Техред 3.ПаЛИЙ
Заказ 898/50Тираж 460Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Дефект 2
(риг. 5
Корректор М.Максимишинец
| МЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ С СОТОВОЙ СТРУКТУРОЙ | 1995 |
|
RU2153933C2 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Патент CUIA № 3967194, кл | |||
| Телефонный аппарат, отзывающийся только на входящие токи | 1921 |
|
SU324A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
