Изобретение относится к медицине, а именно к челюстно-лицевой хирургии и травматологии, и может быть использовано для изготовления внутритканевых эндопротезов на титановой основе.
Известно бактерицидное медицинское покрытие (заявка на патент РФ №2007118567, МПК: A61L 15/00, опубл. 27.11.2008), состоящее из структурно-упорядоченного нормально ориентированного к поверхности основы полимера, отличающееся тем, что покрытие выполнено из монокристаллического углерода, легированного атомами серебра.
Использование полимера в качестве основы ограничивает применение данного покрытия в челюстно-лицевой хирургии и травматологии ввиду нерешенной проблемы морфологии покрытия и ограниченных прочностных свойств основы.
Известен способ получения серебросодержащего порошка гидроксиапатита (Баринов С.М. Биокерамика на основе фосфатов кальция / С.М. Баринов, B.C. Комлев. - М.: Наука, 38-50 с.), отличающийся тем, что в работе проводили ионообменную обработку кристаллов ГА в 0,02%-ном растворе AgNO3, выдержку порошка на воздухе при комнатной температуре осуществляли в течение 48 ч, осадок фильтровали, промывали горячей водой и высушивали при 180°C
В предложенном методе не решена проблема насыщения плазмонапыленных покрытий серебросодержащим раствором.
Наиболее близким к предлагаемому решению является способ изготовления внутрикостных имплантатов, (патент РФ на изобретение №2074674, МПК A61F 2/28, опубл. 10.03.1997 г.), заключающийся в том, что на титановую основу имплантата методом плазменного напыления наносят систему покрытий из четырех слоев - двух слоев титана или гидрида титана различной дисперсности и толщины, третьего слоя из механической смеси титана или гидрида титана или гидроксилапатита с соотношением соответственно 60-80 мас.% и 20-40 мас.% и наружного слоя - гидроксилапатита.
Данный способ позволяет получать покрытие с высокими значениями прочности, однако способ не позволяет получать бактерицидное покрытие.
Задача заявляемого изобретения заключается в получении покрытия с бактерицидными свойствами с помощью финишной ультразвуковой обработки в растворе нитрата серебра, что обеспечивает развитую морфологию поверхности и создание антимикробного эффекта в прилежащих к эндопротезу тканях.
Технический результат заключается в получении покрытия с бактерицидными свойствами путем финишной ультразвуковой обработки в растворе нитрата серебра (AgNO3).
Поставленная задача решается тем, что при осуществлении способа изготовления имплантатов, заключающемся в многослойном плазменном напылении на металлическую основу имплантата биологического активного покрытия, при этом первым и вторым слоями дистанционно напыляют титан, третьим слоем наносят механическую смесь порошка титана и гидроксиапатита, четвертый слой формируют на основе гидроксиапатита, согласно заявляемому техническому решению, имплантаты с многослойным биоактивным покрытием помещают в емкость с раствором нитрата серебра с концентрацией 0,04% AgNO3, помещенную в дополнительную емкость с водой, и проводят обработку со стороны поверхности напыленного многослойного биоактивного покрытия ультразвуковым излучением.
Финишную обработку в растворе нитрата серебра осуществляют в течение 35 с при интенсивности ультразвука 9,6 Вт/см2 и частоте 22 кГц.
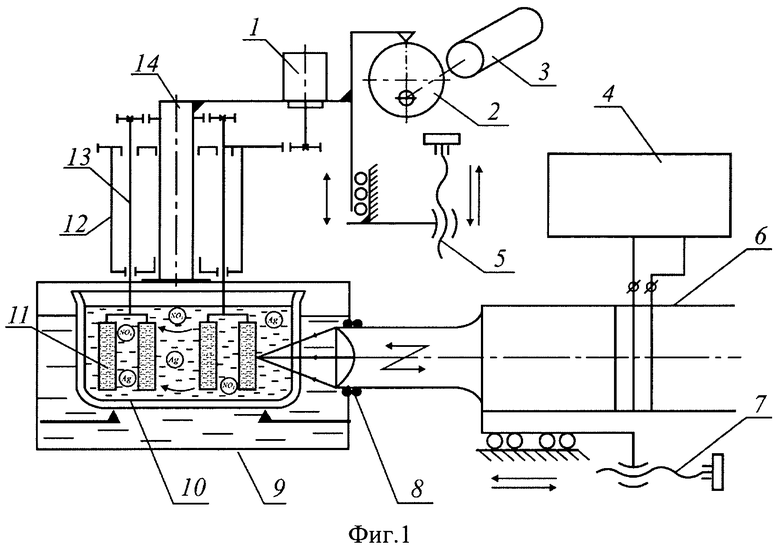
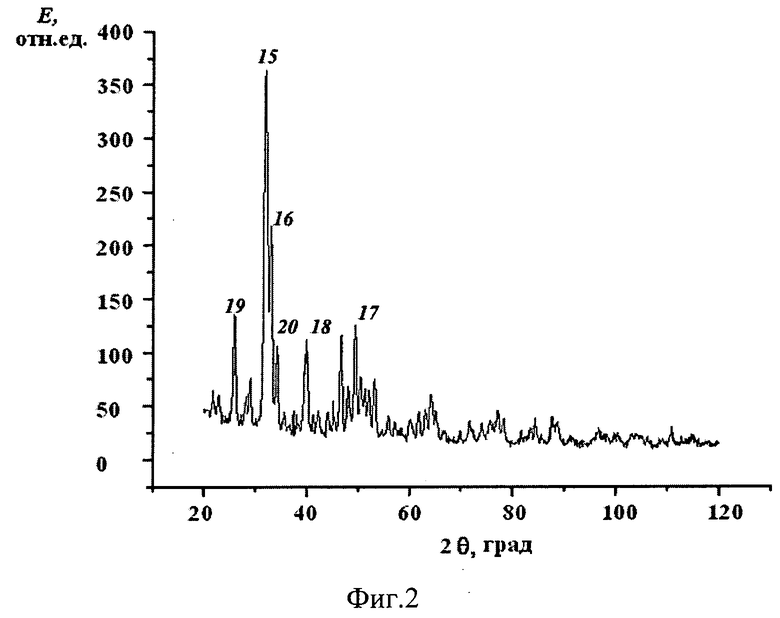
Изобретение поясняется чертежами: Фиг.1 - Схема установки для многоместной обработки поверхности медицинских имплантатов с воздействием ультразвука; Фиг.2 - Рентгеновская дифрактограмма покрытия, подвергнутого обработке в растворе нитрата серебра AgNO3.
Где позициями на чертеже обозначены: 1 - электродвигатель вращения кассеты с имплантатами; 2 - эксцентриковый привод возвратно-поступательного движения кассеты; 3 - электродвигатель возвратно-поступательного движения; 4 - ультразвуковой генератор; 5 - механизм регулировки положения кассеты; 6 - ультразвуковой пьезокерамический преобразователь с фокусирующим излучателем; 7 - механизм регулировки положения излучателя; 8 - уплотнительное кольцо; 9 - емкость; 10 - съемная ячейка; 11 - обрабатываемый имплантат; 12 - кассета; 13 - шпиндель; 14 - гильза; 15 - пик, соответствующий фазе Ag3PO4; 16, 17, 18 - пики, соответствующие фазе AgNO3 и Ag3PO4; 19, 20 - пики, соответствующие фазе AgNO3.
Способ изготовления имплантатов заключается в следующем.
Предварительную подготовку поверхности медицинского имплантата осуществляют, например, с помощью струйной обработки порошком электрокорунда с размером частиц 200-250 мкм под давлением 6,5 атм. (Лясникова А.В. Стоматологические имплантаты. Исследование, разработка, производство, клиническое применение / А.В. Лясникова и др. - Саратов: Сарат. гос. техн. ун-т, 2006. - 254 с.; Лясникова А.В. Биосовместимые материалы и покрытия нового поколения: особенности получения, наноструктурирование, исследование свойств, перспективы клинического применения / А.В. Лясникова и др. - Саратов: Научная книга, 2011. - 220 с.).
Затем выполняют ультразвуковое обезжиривание, например, путем загрузки имплантатов, прошедших воздушно-абразивную обработку, в ультразвуковую ванну УЗУМИ-2 со специальным раствором (3…6 г/л Na3PO4 и 3…6 г/л поверхностно-активного вещества ОП-10), частота ультразвуковых колебаний составляет 35 кГц, продолжительность обработки - 5 мин. Благодаря такому обезжириванию загрязненность поверхности имплантата остаточными органическими веществами снижается до уровня 10-9 г/см2.
Далее осуществляют формирование многослойного покрытия, например, с помощью электроплазменного напыления на установке ВРЕС 744.3227.001. Режимы плазменного напыления при формировании первых двух слоев такие, как напряжение, ток дуги и дистанция напыления выбирают экспериментальным путем, результаты которого представлены в таблице.
Выбранные технологические режимы плазменного напыления объясняются следующим образом.
Увеличение мощности дуги значительно повышает энтальпию и температуру плазменной струи, температуру, скорость и дисперсность напыляемых частиц, что обусловливает рост плотности покрытия, производительности напыления и коэффициент использования материала. Наиболее рациональное регулирование мощности дуги, параметров напыления и качества получаемого покрытия обеспечивается при максимально возможном напряжении при 35-37B и силы тока 450-500 А.
Слишком малые дистанции не обеспечивают необходимого прогрева частиц, а также значения их скорости, создают опасность перегрева напыляемой поверхности и всего изделия, а чрезмерно большая дистанция вызывает падение температуры и скорости плазменного потока в зоне формирования покрытия. Зернистость частиц порошка выбирается из условия необходимости их быстрого нагрева до температуры плавления и распыления.
Повышение расхода плазмообразующего газа снижает теплофизические характеристики потока частиц, плотность покрытия и эффективность напыления, увеличивая при этом дисперсность и скорость частиц. В зависимости от требуемых показателей дисперсности частиц и плотности покрытия следует устанавливать наименьший возможный расход плазмообразующего газа на уровне 55-60 л/мин.
Плазменное напыление третьего и четвертого слоя производят при силе тока 430-450 А, напряжении 35-37 B, дистанции 50 и 80 мм, дисперсности 40-90 мкм и расходе аргона 65-70 л/мин. Технологические режимы плазменного напыления третьего и четвертого слоя выбираются из соображений, описанных выше.
Плазменное напыление позволяет формировать покрытие с развитым микрорельефом и необходимой пористостью применительно к изделиям медицинского назначения (Лясникова А.В. Материалы и покрытия в медицинской практике / В.Н. Лясников, А.В. Лясникова, Т.Г. Дмитриенко. - Саратов: Научная книга, 2011. - 300 с.).
Далее готовят раствор нитрата серебра 0,04% AgNO3, растворенного в воде, например, дистиллированной, и помещают его установку для многоместной обработки поверхности медицинских имплантатов (фиг.1) с преобразователем на пьезокерамических элементах ЦТС-19 или ЦТС-24 размерами 52×22×8 мм, питание которого осуществляют от ультразвукового генератора 4, выполненного в виде УГТ-901 или УГТ-902 мощностью соответственно 250 и 150 Вт. Рабочую частоту преобразователя выбирают - 22 кГц. Высокая производительность обеспечивается многоместной обработкой. В емкость 9, выполненную из титана или нержавеющей стали, заливают водопроводную воду и в нее же помещают излучающую часть ультразвукового преобразователя 6, закрепленную на механизме регулировки положения излучателя 7. При этом для предотвращения протекания жидкости цилиндрическую часть излучателя соединяют со стенкой емкости 9 через уплотнительные кольца 8. Емкость 10, выполненную в виде сменной ячейки из оргстекла с толщиной стенки не более 1 мм, заполняют раствором нитрата серебра (AgNO3) и размещают на необходимом расстоянии от фокусирующей части излучателя посредством электродвигателя вращения кассеты с имплантатами 1, эксцентрикового привода возвратно-поступательного движения кассеты 2 и электродвигателя возвратно-поступательного движения 3. В съемную ячейку 10 опускают шпинделя 13, закрепленные на гильзе 14 и кассете 12, с обрабатываемыми имплантатами 11.
Использование рабочей частоты преобразователя 22 кГц обусловлено тем, что меньшие частоты нецелесообразны вследствие высокой шумности, частоты более 22 кГц не обеспечивают нужный КПД.
Использование раствора нитрата серебра AgNO3 менее 0,04% не эффективно, т.к. не происходит удовлетворительного распределения частиц AgNO3 в воде, а применение более 0,04% нитрата серебра приводит к чрезмерной его взвеси в воде. Поэтому оптимальным интервалом является использование 0,04% раствора нитрата серебра AgNO3 в воде.
Финишной операцией является обработка ультразвуковым излучением, которую осуществляют в растворе нитрата серебра в течение 35 секунд при интенсивности ультразвука 9,6 Вт/см2. Частоту вращения имплантатов устанавливают равной 100 об/мин, частоту обкатки - 30 об/мин, скорость возвратно-поступательного движения - 30 дв.х./мин.
Интенсивность ультразвукового воздействия и время обработки определяют, исходя из требований, предъявляемых к качеству поверхности. При малых интенсивностях ультразвука настройку осуществляют путем смещения частоты сигналов ультразвукового генератора 4 от резонансного значения в пределах 2,5% регулировкой переменного воздушного конденсатора (бесступенчато). При этом первоначальную настройку в резонанс осуществляют посредством индикатора часового типа с ценой деления 0,001 мм или индуктивной измерительной системы типа 214. При больших интенсивностях ультразвука - путем ступенчатого изменения выходной мощности силового трансформатора ультразвукового генератора 4. Контроль интенсивности ультразвукового воздействия осуществляют визуально по размерам кавитационной области и по изменению температуры рабочей жидкости в зоне кавитации. Оптимальным значением интенсивности при обработке медицинских имплантатов в растворе нитрата серебра является 9,6 Вт/см2. Время, необходимое для качественного насыщения поверхности медицинских имплантатов ионами серебра, а также время, при котором не происходит размерной обработки поверхности, сопровождающейся разрушением внешнего слоя покрытия, выбирается равным 35 секунд (Лясникова А.В. Обоснование и реализация комбинированной механической и физико-химической обработки титановых деталей в ультразвуковом поле с учетом электроплазменного напыления композиционных покрытий: дис. … докт. техн. наук. - Саратов, 2009. - 320 с.).
Результаты рентгенофазового анализа показывают, что в качестве примеси к основному компоненту - гидроксиапатиту обнаруживаются фазы AgNO3 16, 19, 20, 17, 18 и 15, 16, 17, 18 Ag3PO4.
Таким образом, разработан способ изготовления имплантатов, позволяющий получать покрытие, которое будет способствовать быстрой и надежной остеоинтеграции имплантата с биологическими тканями, и обладать при этом бактерицидным эффектом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2526252C1 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИМИКРОБНОГО ПОКРЫТИЯ | 2012 |
|
RU2504349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С БИОАКТИВНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2530573C1 |
| СПОСОБ ФОРМИРОВАНИЯ СЕРЕБРОСОДЕРЖАЩЕГО БИОПОКРЫТИЯ ТИТАНОВОГО ИМПЛАНТАТА | 2014 |
|
RU2581825C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАНТАНСОДЕРЖАЩЕГО ПОКРЫТИЯ | 2012 |
|
RU2494764C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ТИТАНОВОЙ ПОВЕРХНОСТИ | 2012 |
|
RU2495678C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАНТАНСОДЕРЖАЩЕГО БИОПОКРЫТИЯ ТИТАНОВОГО ИМПЛАНТАТА | 2014 |
|
RU2553355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С АНТИМИКРОБНЫМ ЭФФЕКТОМ | 2013 |
|
RU2512714C1 |
| СПОСОБ ЭЛЕКТРОПЛАЗМЕННОГО НАПЫЛЕНИЯ БИОСОВМЕСТИМЫХ ПОКРЫТИЙ НА ОСНОВЕ МАГНИЙСОДЕРЖАЩЕГО ТРИКАЛЬЦИЙФОСФАТА | 2016 |
|
RU2641597C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ МНОГОФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ | 2015 |
|
RU2604086C1 |
Изобретение относится к медицине и может быть использовано для изготовления внутритканевых эндопротезов на титановой основе. Способ изготовления имплантатов включает многослойное плазменное напыление на металлическую основу имплантатов биологического активного покрытия, при этом первым и вторым слоями дистанционно напыляют титан, третьим слоем наносят механическую смесь порошка титана и гидроксиапатита, а четвертый слой формируют на основе гидроксиапатита. После чего имплантаты с многослойным биологическим активным покрытием помещают в емкость с раствором нитрата серебра с концентрацией 0,04% AgNO3, помещенную в дополнительную емкость с водой, и проводят обработку со стороны поверхности напыленного многослойного биологического активного покрытия ультразвуковым излучением в течение 35 секунд при интенсивности ультразвука 9,6 Вт/см2 и частоте 22 кГц. Изобретение позволяет изготовить имплантаты с покрытием, способствующим быстрой и надежной остеоинтеграции имплантата с биологическими тканями и обладающим бактерицидным эффектом. 1 з.п. ф-лы, 2 ил., 1 табл.
1. Способ изготовления имплантатов, включающий многослойное плазменное напыление на металлическую основу имплантатов биологического активного покрытия, при этом первым и вторым слоями дистанционно напыляют титан, третьим слоем наносят механическую смесь порошка титана и гидроксиапатита, а четвертый слой формируют на основе гидроксиапатита, отличающийся тем, что имплантаты с многослойным биологическим активным покрытием помещают в емкость с раствором нитрата серебра с концентрацией 0,04% AgNO3, помещенную в дополнительную емкость с водой, и проводят обработку со стороны поверхности напыленного многослойного биологического активного покрытия ультразвуковым излучением.
2. Способ по п.1, отличающийся тем, что обработку ультразвуковым излучением в растворе нитрата серебра осуществляют в течение 35 секунд при интенсивности ультразвука 9,6 Вт/см2 и частоте 22 кГц.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ | 1994 |
|
RU2074674C1 |
| БАКТЕРИЦИДНОЕ МЕДИЦИНСКОЕ ПОКРЫТИЕ | 2007 |
|
RU2385167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ | 2010 |
|
RU2443434C1 |
| СПОСОБ МИКРОДУГОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 1995 |
|
RU2081213C1 |
| САЛЬНИКОВЫЙ КОМПЕНСАТОР | 2022 |
|
RU2789315C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫЖИМАНИЯ БОЛВАНОК ИЗ ИЗЛОЖНИЦ | 1933 |
|
SU38753A1 |

