Изобретение относится к металлургии, в частности к способу плазменного напыления покрытий, и может найти применение в приборо- и машиностроении, а также при изготовлении внутрикостных имплантатов с металлическими и композиционными покрытиями.
Известен способ плазменного напыления покрытий (патент РФ №2283364, МПК: C23C 4/12, опубл. 10.09.2006), в котором покрытие формируют потоком частиц, образующихся путем распыления части пруткового материала, расплавляемого в струе плазмы. Распыление части пруткового материала осуществляют путем сообщения ему ультразвуковых колебаний. Ток дуги плазмотрона и расстояние от среза его сопла до оси пруткового материала устанавливают равным соответственно (120-150) A и (10-15) мм. Скорость подачи пруткового материала в струю плазмы определяют из условий обратной пропорциональности скорости распространения фронта расплавленного материала и сохранения на торце пруткового материала слоя расплава не большего половины длины стоячей волны ультразвуковых колебаний.
Данный способ плазменного напыления покрытий трудоемок в использовании и требует для его осуществления дополнительного оборудования.
Известен способ плазменного напыления износостойких покрытий (патент РФ №2462533, МПК: C23C 4/10, опубл. 27.09.2012), заключающийся во вводе дисперсного керамического порошка через кольцевую щель в воздушно-плазменную струю и последующем его напылении на предварительно обработанную поверхность изделия. При этом используют дисперсные частицы оксида алюминия Al2O3 со следующим соотношением фракционного состава: 20-40 мкм в количестве 75-85% и менее 20 мкм - остальное. Напыление проводят при мощности плазмотрона в пределах 44-54 кВт и расходе воздуха 1-2 г/с.
Однако данный способ является трудоемким и не позволяет получать равномерные покрытия с развитой морфологией поверхности.
Наиболее близким к предлагаемому решению является способ плазменного напыления покрытий (патент №2203977, МПК: C23C 4/02, опубл. 10.05.2003), по которому в дугу, горящую между катодом и медным водоохлаждаемым соплом, подают рабочий газ, образующий плазменную струю, а напыляемый порошок подают в сопло струей транспортирующего газа на предварительно обработанную поверхность. При этом напыляемый порошок в плазменную струю подают импульсами на необработанную поверхность, при этом соотношение паузы и импульса подачи порошка составляет 4:1.
Однако в рассматриваемом способе плазменного напыления не решена проблема формирования покрытия с высокой адгезией и равномерностью.
Задача заявляемого изобретения заключается в усовершенствовании технологии плазменного напыления, которая должна обеспечить получение плазмонапыленного покрытия, сформированного из частиц с оптимальными характеристиками, такими как адгезия и равномерность покрытия.
Техническим результатом является повышение адгезии и равномерности покрытий.
Поставленная задача решается тем, что при осуществлении способа плазменного напыления многофункциональных покрытий, заключающегося в подаче рабочего газа в дугу, горящую между катодом и медным анодом, и образовании тем самым плазменной струи, подаче напыляемого материала в плазменную струю струей транспортирующего газа на предварительно обработанную поверхность, согласно заявляемому техническому решению процесс плазменного напыления проводят в вакуумной среде при качательном движении плазмотрона перпендикулярно направлению его движения и дополнительно воздействуют на напыляемую поверхность импульсными газовыми разрядами с током 90±2 A, длительностью импульсов тока 0,2±0,02 с и частотой повторения импульсов 50±2 Гц. Также качательное движение плазмотрона осуществляется с углом качения 15-25° с частотой 20-40 качательных движений в минуту и длиной поступательного движения 10-15 мм со скоростью перемещения 20-30 поступательных движений в минуту.
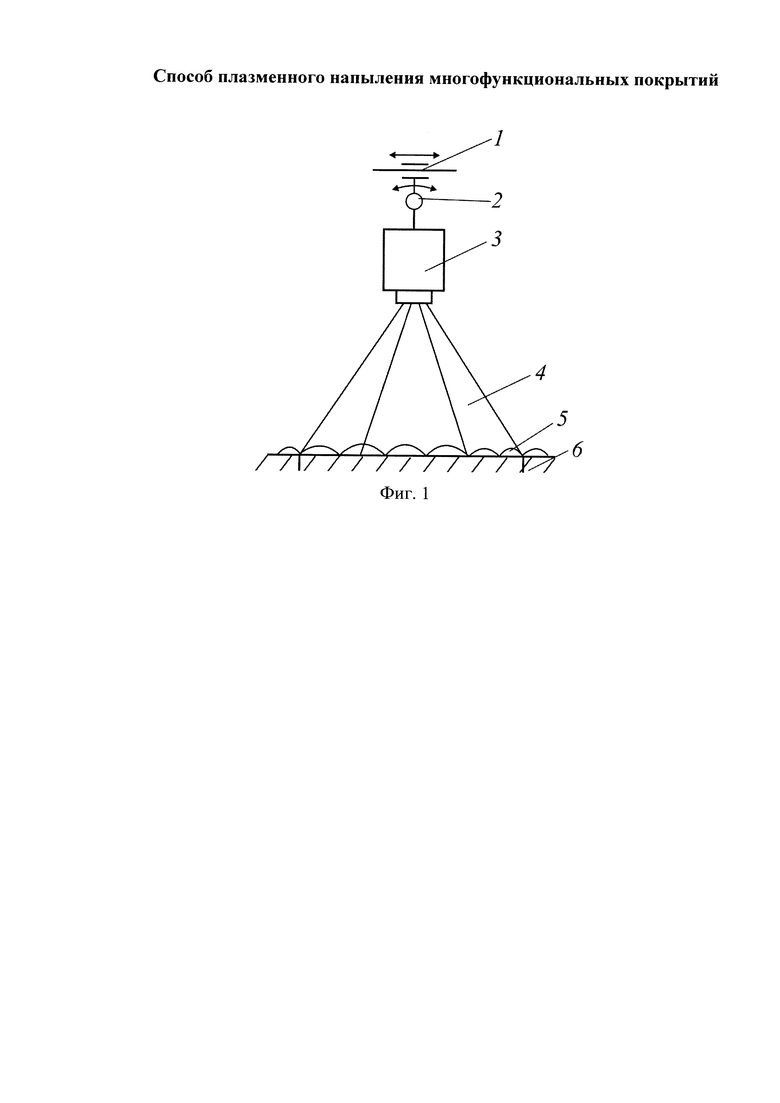
Изобретение поясняется чертежом: фиг. 1 - Схема технологии плазменного напыления многофункциональных покрытий.
Позициями на чертеже обозначены: 1 - кинематическое звено поступательного перемещения плазмотрона; 2 - кинематическое звено качательного движения плазмотрона; 3 - плазмотрон; 4 - плазменная струя; 5 - пятно напыления; 6 - поверхность напыления.
Способ плазменного напыления многофункциональных покрытий заключается в следующем.
Поверхность напыления 6 предварительно подвергают механической обработке, например струйной при использовании порошка электрокорунда с размером частиц 200-250 мкм под давлением 6,5 атм (Лясникова А.В. Стоматологические имплантаты. Исследование, разработка, производство, клиническое применение / А.В. Лясникова и др. - Саратов: Сарат. гос. техн. ун-т, 2006. - 254 с.; Лясникова А.В. Биосовместимые материалы и покрытия нового поколения: особенности получения, наноструктурирование, исследование свойств, перспективы клинического применения / А.В. Лясникова и др. - Саратов: Научная книга, 2011. - 220 с.).
Далее объем рабочей камеры установки плазменного напыления откачивают вакуумной системой до требуемого давления, например 1 Па, и заполняют рабочим газом, например аргоном. При подаче напряжения между анодом и катодом в плазмотроне 3 загорается плазменная дуга, в которую подают рабочий газ, например, аргон, образующий плазменную струю 4. Напыляемый порошок подают в сопло плазмотрона 3 с помощью струи транспортирующего газа. Одновременно с подачей порошка прикладывают напряжение источника питания между обрабатываемым изделием и соплом плазмотрона 3, вследствие чего происходит активация поверхности 6 импульсным дуговым разрядом с силой тока 90±2 A, длительностью импульсов тока 0,2±0,02 с и частотой повторения импульсов 50±2 Гц в процессе плазменного напыления. При напылении покрытия на поверхность 6 в пятне напыления 5 плазмотрон осуществляет поступательное (вверх/вниз) движение на длину 10-15 мм со скоростью перемещения 20-30 поступательных движений в минуту с помощью кинематического звена поступательного перемещения плазмотрона 1 и качательное движение с углом качения 15-25° и частотой 20-40 качательных движений в минуту с помощью кинематического звена качательного движения плазмотрона 2.
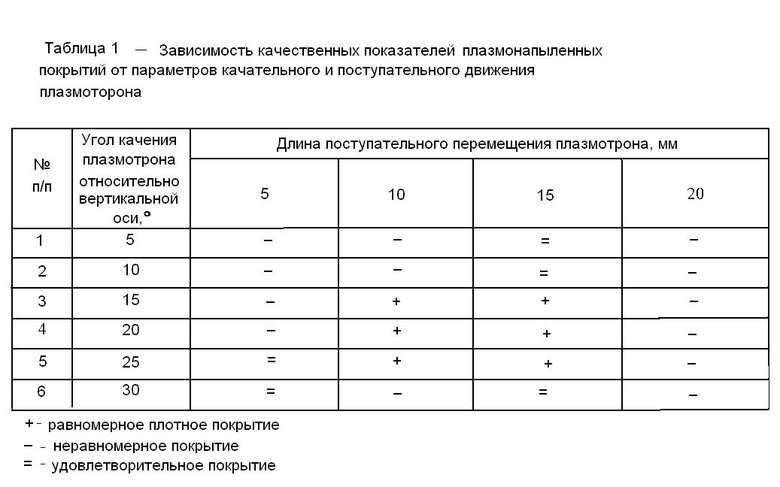
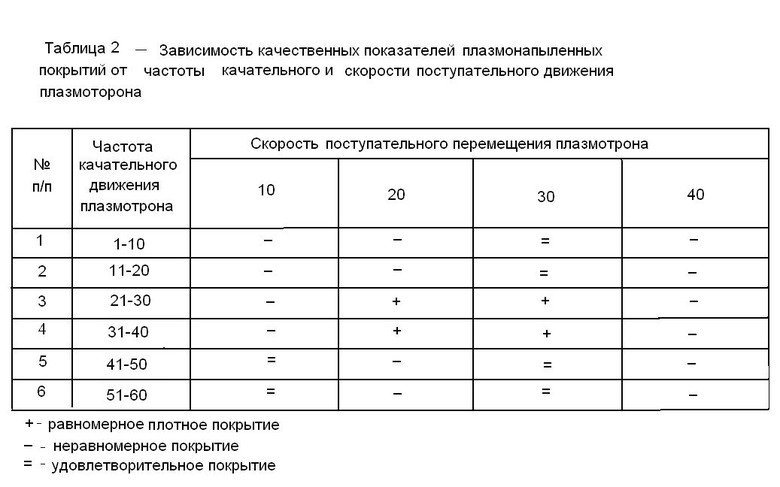
Качательное движение плазмотрона, перпендикулярно направлению его движения, позволит усреднить характеристики напыляемых частиц и исключить влияние места положения частиц в плазменной струе на качественные показатели покрытия. При этом наиболее оптимальными с точки зрения равномерности покрытия углами качения плазмотрона являются 15-25° с частотой 20-40 качательных движений в минуту, а длинами поступательного движения 10-15 мм со скоростью перемещения 20-30 поступательных движений в минуту. Указанные режимы качения и поступательного движения плазмотрона были подобраны экспериментальным путем и сведены в таблицы 1, 2.
Когда ось плазменной струи перпендикулярна напыленной поверхности (основы), поток частиц распределяется симметрично относительно оси струи. Тем самым способ плазменного напыления покрытий с качанием плазмотрона существенно расширяет пределы регулирования равномерности покрытий, что в свою очередь будет сказываться на прочности сцепления покрытия с основой (адгезией).
Введение в плазменный процесс дополнительного воздействия на напыляемую поверхность импульсных газовых разрядов для активации контактирующих поверхностей будет способствовать повышению адгезии. Это обусловлено многими явлениями, происходящими в период нахождения напыленных частиц в плазменной струе и в фазе формирования из частиц покрытия (Анциферов В.Н. Порошковая металлургия и напыленные покрытия / В.Н. Анциферов, Г.В. Бобров, Л.К. Дружинин, С.С. Кипарисов и др. - Москва: Металлургия, 1987. - 502-504 с.).
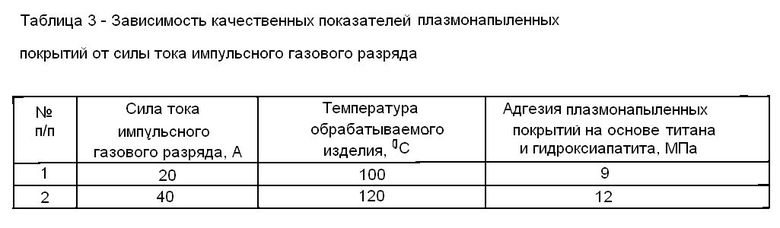
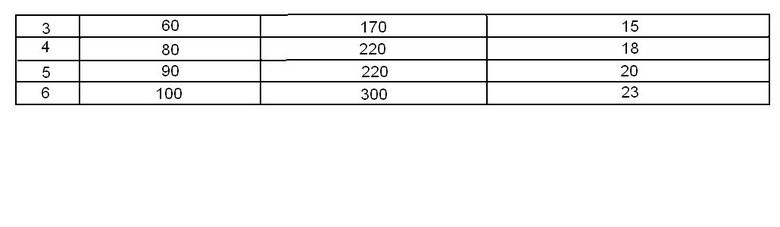
Процесс дополнительного воздействия на напыляемую поверхность импульсных газовых разрядов можно производить с использованием широкого диапазона регулирования силы тока. Однако использование малых величин силы тока приводит к снижению производительности процесса, а при использовании больших величин силы тока повышается средняя температура обрабатываемого изделия, что является недопустимым для некоторых групп изделий. Поэтому целесообразно активацию напыляемой поверхности производить с использованием величины силы тока, равной 90±2 A (таблица 3).
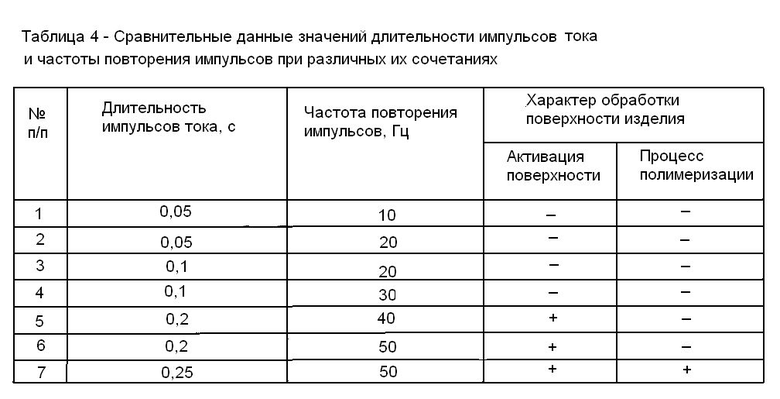
Также на процесс дополнительного воздействия на напыляемую поверхность импульсных газовых разрядов оказывает длительность импульсов тока, а также частота повторения импульсов. В ходе эксперимента установлено, что увеличение частоты повторения импульсов до определенного предела способствует увеличению прочности сцепления покрытия. Однако при обработке напыляемой поверхности при больших значениях величин длительности импульсов тока (более 0,25 с) и частоты повторения импульсов (более 50 Гц) возможно возникновение процесса полимеризации на поверхности детали, что недопустимо для изделий машиностроения, электровакуумных и медицинских приборов и изделий. При использовании малых длительностей импульсов тока (менее 0,05 с) и частоты повторения импульсов (менее 10 Гц) процесс активации будет происходить в неполной мере.
По экспериментальным данным целесообразно использовать длительность импульсов тока, равную 0,2±0,02 с, и частоту повторения импульсов, равную 50±2 Гц (таблица 4).
Таким образом, разработан способ плазменного напыления многофункциональных покрытий, который в результате позволяет получать покрытие с равномерной структурой и повышенной адгезией, что будет способствовать долгому и надежному функционированию изделий различного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2526252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИМПЛАНТАТОВ | 2013 |
|
RU2529262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С БИОАКТИВНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2530573C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАНТАНСОДЕРЖАЩЕГО ПОКРЫТИЯ | 2012 |
|
RU2494764C1 |
| Способ получения биоактивного покрытия на основе кремнийзамещенного гидроксиапатита | 2017 |
|
RU2680149C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО СТОМАТОЛОГИЧЕСКОГО ИМПЛАНТАТА С УГЛЕРОДНЫМ НАНОПОКРЫТИЕМ | 2012 |
|
RU2490032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНЫХ ИМПЛАНТАТОВ С АНТИМИКРОБНЫМ ЭФФЕКТОМ | 2013 |
|
RU2512714C1 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИМИКРОБНОГО ПОКРЫТИЯ | 2012 |
|
RU2504349C1 |
| Способ формирования титановых пористых покрытий на титановых имплантатах | 2017 |
|
RU2647968C1 |
| СПОСОБ ЭЛЕКТРОПЛАЗМЕННОГО НАПЫЛЕНИЯ БИОСОВМЕСТИМЫХ ПОКРЫТИЙ НА ОСНОВЕ МАГНИЙСОДЕРЖАЩЕГО ТРИКАЛЬЦИЙФОСФАТА | 2016 |
|
RU2641597C1 |
Изобретение может быть использовано для плазменного напыления многофункциональных покрытий в приборо- и машиностроении, а также при изготовлении внутрикостных имплантатов с металлическими и композиционными покрытиями. Рабочий газ подают в дугу, горящую между катодом и медным анодом, с образованием плазменной струи. Напыляемый материал подают в плазменную струю струей транспортирующего газа на предварительно обработанную поверхность. Плазменное напыление проводят в вакуумной среде при качательном движении плазмотрона перпендикулярно направлению его движения и дополнительно воздействуют на напыляемую поверхность импульсными газовыми разрядами с током 90±2 A при длительности импульсов тока 0,2±0,02 с и с частотой повторения импульсов 50±2 Гц. Качательное движение плазмотрона осуществляется с углом качения 15-25° с частотой 20-40 движений в минуту и длиной поступательного движения 10-15 мм со скоростью перемещения 20-30 движений в минуту. Способ обеспечивает получение покрытия, сформированного из частиц с оптимальными характеристиками адгезии и равномерности покрытия. 1 з.п. ф-лы, 1 ил., 4 табл.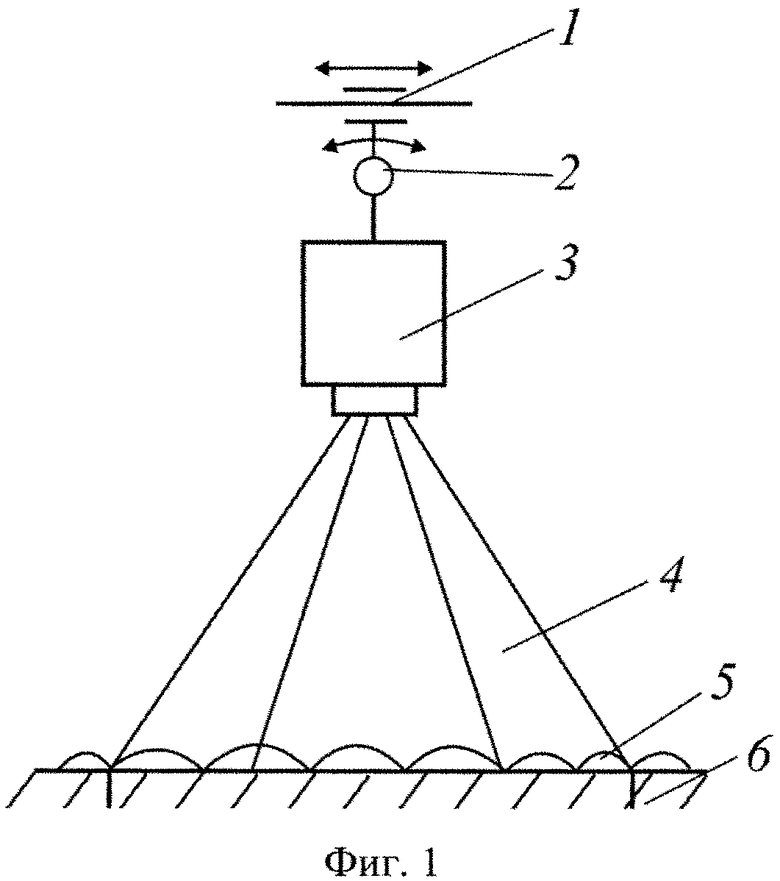
1. Способ плазменного напыления многофункциональных покрытий, включающий подачу рабочего газа в дугу, горящую между катодом и медным анодом, с образованием плазменной струи, подачу на предварительно обработанную поверхность в плазменную струю напыляемого материала струей транспортирующего газа, отличающийся тем, что процесс плазменного напыления проводят в вакуумной среде при качательном движении плазмотрона перпендикулярно направлению его движения и дополнительно воздействуют на напыляемую поверхность импульсными газовыми разрядами с током 90±2 А, длительностью импульсов тока 0,2±0,02 с и частотой повторения импульсов 50±2 Гц.
2. Способ по п. 1, отличающийся тем, что качательное движение плазмотрона осуществляется с углом качения 15-25° с частотой 20-40 качательных движений в минуту и длиной поступательного движения 10-15 мм со скоростью перемещения 20-30 поступательных движений в минуту.
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2001 |
|
RU2203977C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО СТОМАТОЛОГИЧЕСКОГО ИМПЛАНТАТА С УГЛЕРОДНЫМ НАНОПОКРЫТИЕМ | 2012 |
|
RU2490032C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2007 |
|
RU2340703C1 |
| Способ изготовления диапозитива из негатива | 1929 |
|
SU13686A1 |
| JP 2005307349 A, 04.11.2005. | |||

