Известен /1/ способ контроля годности роликовых цепей, заключающийся в выполнении ряда следующих операций.
1. Демонтировать роликовую цепь с машины.
2. Очистить от грязи.
3. Доставить на пункт технического обслуживания машин.
4. Установить цепь на прибор для дефектовки втулочно-роликовых цепей, например 70-8701-13 НА.
5. Нагрузить цепь усилием 300…400 Н.
6. Измерить длину 10 звеньев.
7. Определить среднюю длину одного звена в процентах к номинальному шагу цепи.
8. Сопоставить полученный результат с нормативом и сделать заключение о годности.
Недостатком данного способа является организация специального пункта контроля годности цепей с задействованием площадей, специализация контролирующего персонала, большая трудоемкость выполнения всех операций, невозможность периодического контроля состояния цепи непосредственно на машине.
Кроме того, известный способ не обеспечивает объективной оценки состояния цепи, так как звездочки с разным числом зубьев имеют разные возможности по компенсации удлинения шага от износа. Между тем норматив удлинения шага независимо от числа зубьев звездочек установлен по ГОСТ Р 54784-2011 в пределах 3-5% от его номинального значения.
В связи с неизбежным отклонением звездочек от расположения в одной плоскости имеет место перекос цепи, в результате которого детали шарниров получают наименьший износ в центре и наибольший износ по краям, который и определяет максимальное удлинение шага цепи. Однако существующий способ контроля годности позволяет измерять только минимальные изменения шага цепи от износа, который имеет место по центру шарниров, что не является реальной характеристикой состояния цепи.
Упомянутые недостатки устраняются путем применения контроля, непосредственно на машине специальным инструментом.
Известно /2/, что шарниры цепи в результате износа деталей и увеличения шага перемещаются по рабочей поверхности зубьев звездочек от их основания к вершине. Установлено, что цепь подлежит выбраковке при использовании шарнирами 80% рабочей поверхности зубьев.
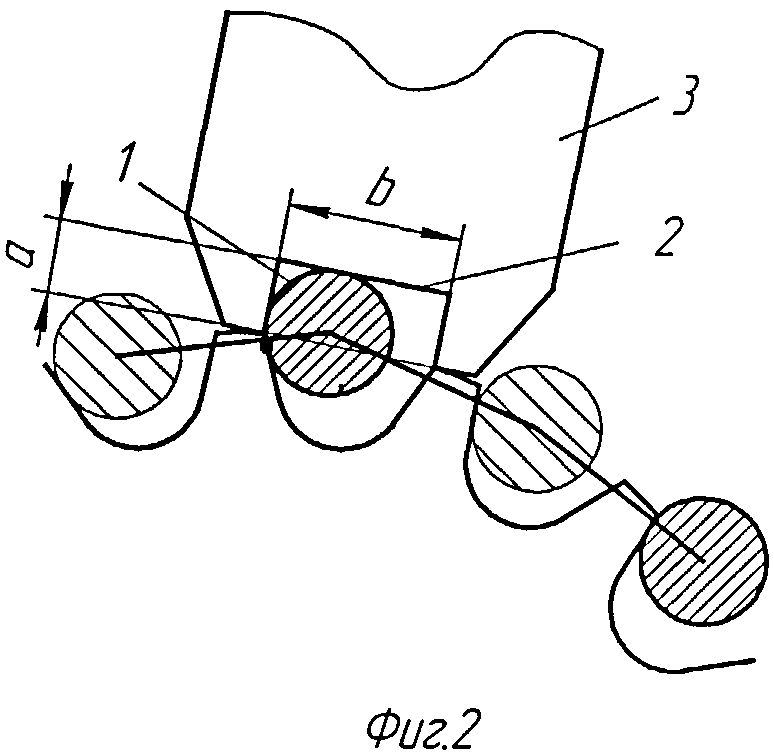
Предлагается определять годность цепей, непосредственно на передаче, способом контроля положения шарниров цепей, максимально выступающих над вершинами зубьев наибольших звездочек передач с помощью специальных калибров, снабженных контролирующими выемками.
На фиг.1 показано положение шарнира 1 относительно основания контролирующей выемки 2 калибра 3, для еще годной цепи, а на фиг.2 - положение шарнира 1 относительно основания контролирующей выемки 2 калибра 3 для цепи, подлежащей выбраковке. При этом глубина контролирующей выемки для калибров цепи разного шага определяется по формуле
а=0,378·t;
а ширина контролирующей выемки - формулой
b=0,87·t;
где t - шаг контролируемой цепи.
Для выполнения контроля состояния цепи (текущего или предельного), того или иного шага, соответствующий калибр накладываются на два соседних зуба наибольшей звездочки передачи, без демонтажа цепи с машины. Заключение о состоянии делается на основании расположения шарнира по отношению к выемке калибра. При упоре шарнира в основание выемки цепь подлежит выбраковке. В противном случае цепь может эксплуатироваться до достижения предельного состояния.
Способ может использоваться при техническом обслуживании цепных передач, например сельскохозяйственных машин и орудий.
Источники информации
1. Ю.А. Шумов, В.В. Клепиков. Прибор для дефектовки втулочно-роликовых цепей. «Сельский механизатор» №12, 2012 г.
2. Н.В. Воробьев. Цепные передачи / Н.В. Воробьев. - 4-е изд., испр. и доп. - М: Машиностроение, 1968. - 251 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНЧАТАЯ ЦЕПЬ | 2009 |
|
RU2490530C2 |
| РОЛИКОВАЯ ЦЕПЬ | 2009 |
|
RU2419008C1 |
| ПЕРЕДАЧА РОЛИКОВОЙ ЦЕПЬЮ | 2013 |
|
RU2531698C1 |
| ПЕРЕДАЧА ВТУЛОЧНОЙ ЦЕПЬЮ | 2013 |
|
RU2520186C1 |
| ЦЕПЬ С ОТКРЫТЫМИ ШАРНИРАМИ | 2014 |
|
RU2544463C1 |
| ПРИВОДНАЯ ЦЕПЬ С ОТКРЫТЫМИ ШАРНИРАМИ | 2010 |
|
RU2423633C1 |
| ПЛАСТИНЧАТАЯ ЦЕПЬ | 2015 |
|
RU2594266C1 |
| РАЗБОРНАЯ ВАЛИКОВАЯ ЦЕПЬ | 2016 |
|
RU2610722C1 |
| ПРИВОДНАЯ ПЛАСТИНЧАТАЯ ЦЕПЬ С ВНУТРЕННИМ ЗАЦЕПЛЕНИЕМ | 2015 |
|
RU2598115C1 |
| ЗВЕЗДОЧКА ДЛЯ ЦЕПНЫХ ПЕРЕДАЧ | 2015 |
|
RU2600376C1 |
Годность роликовых цепей в передаче определяют по результатам контроля положения шарниров цепей максимально выступающих над вершинами зубьев наибольших звездочек передач без демонтажа цепей с машин. Для контроля используют калибры с контролирующими выемками, глубина которых определяется по формуле а=0,378·t, а ширина - формулой b=0,87·t, где t - шаг контролируемой цепи. Уменьшается трудоемкость контроля годности роликовых цепей. 2 ил.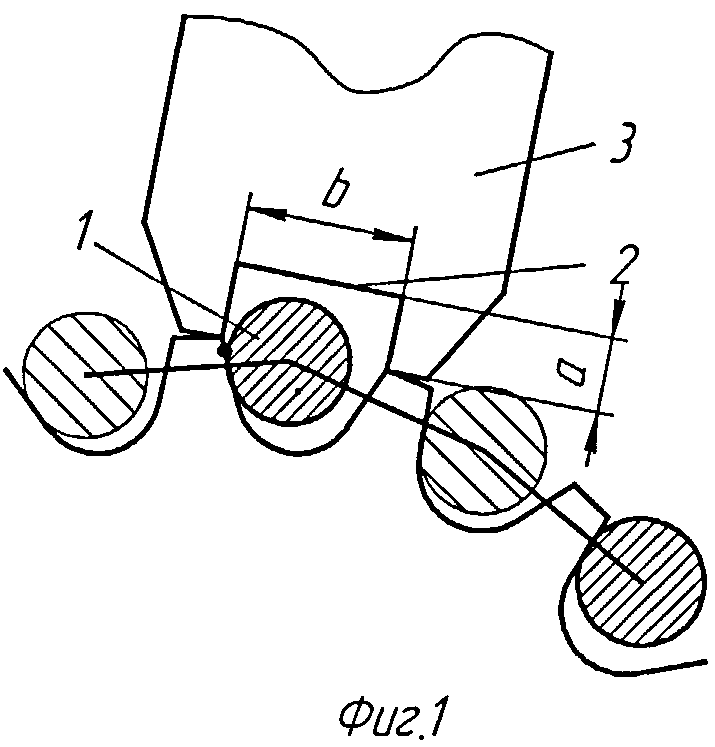
Способ контроля годности роликовых цепей в передаче, например в цепных передачах сельскохозяйственного назначения, отличающийся тем, что контролируется положение шарниров цепей максимально выступающих над вершинами зубьев наибольших звездочек передач без демонтажа цепей с машин, с помощью специальных калибров, с контролирующими выемками, глубина которых определяется по формуле
а=0,378·t;
а ширина - формулой
b=0,87·t;
где t - шаг контролируемой цепи.
| Способ дефектации втулочно-роликовой цепи | 1981 |
|
SU992425A1 |
| Способ измерения величины зазоров в шарнирах втулочно-роликовых цепей | 1972 |
|
SU446734A1 |
| WO 2004057264 A2, 08.07.2004; | |||
| Устройство управления литьевой машиной | 1981 |
|
SU994279A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АБРАЗИВНОЙ ЛЕНТОЙ ТОРЦА И ФАСОК ПЛОСКОГО ИЗДЕЛИЯ | 0 |
|
SU211352A1 |

