Известные станки для обработки абразивной лентой торца и фасок плоского изделия из стекла, включающие станину, приводы, каретку с абразивной лентой, стол и вертикально перемещаемое захватное щриспособление, не обеспечивают обработку изделий криволинейного очертания.
В предлагаемом станке к станине прикреплен двухзвенный шарнирно-рычажный механизм СО смонтированным на нем силовым дилиндром, имеющим копир и захватное приспособление, укрепленное на штоке цилиндра, что обеспечивает обработку криволинейного очертания.
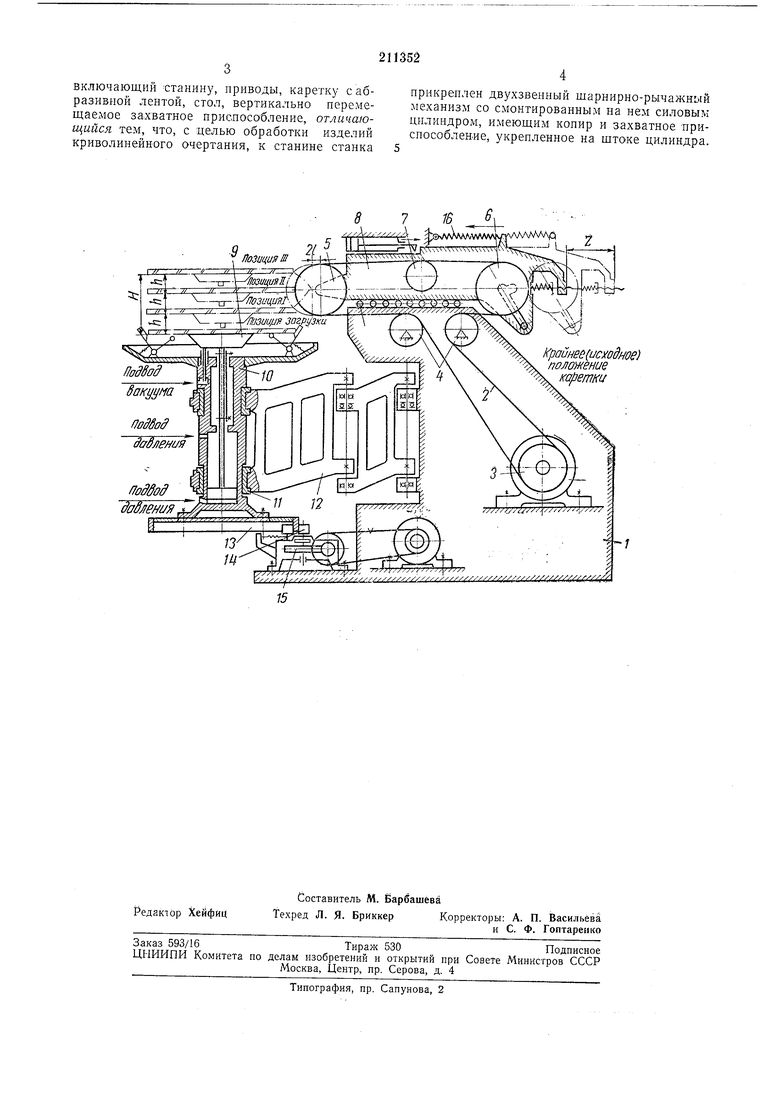
На чертеже показана схема станка.
На станине / станка смонтированы все основные узлы и механизмы: абразивная лента 2 огибает ролики 3 н 4, установленные на станине, и рабочий ролик 5, натяжной 6 и поддерживающий 7, установленные на каретке 8; стол Я установленный на верхнем фланце силового цилиндра 10, вращающегося во вкладышах 11 двухзвенногошарнирно-рычажного механизма 12.
Силовой ЦИЛИНДР 10 имеет копир 13 и захватное приспособление 14.
Копир 13 Соответствует конфигурации обрабатываемого изделия и приводится в движение приводом 15,
ное изделие укладывают на захватное приспособление 14 стола 9, находящегося на уровне позиции загрузки. Захватное приспособление поднимает изделие на высоту h - первую рабочую позицию. Одновременно начинает вращаться абразивная лента 2. Пружина 16 перемещает каретку 8 на величину (L -|- /) до соприкосновения вращающейся ленты с изделием. Оосле этого привод 15 начинает .перемещать обрабатываемое изделие по копиру, обеспечивая контакт Стекла с вращающейся абразиВной лентой.
После обработки всего периметра изделия перемещение его прекращают, и каретку 8 с
абразивной лентой 2 отводят от изделия. На первой позиции происходит обработка верхней фаски изделия. Затем изделие поднимают на вторую позицию, подводят каретку с абразивной лентой к нему и обрабатывают его торец
по всему периметру. Аналогично на третьей позиции осуществляют обработку нижней фаски изделия. После окончания обработки изделия каретку отводят в исходное положение, стол опускают, а изделие снимают с захватного приспособления и направляют на дальнейшую обработку.
включающий станину, нриводы, каретку с абразивной лентой, стол, вертикально перемещаемое залватное приспоеобление, отличающийся тем, что, с целью обработки изделий криволинейного очертания, к станине станка
прикреплен двухзвенный щарнирно-рычажный механизм со смонтированным на нем силовым цилиндром, имеющим копир и захватное приспособлеЕие, укрепленное на штоке цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2481185C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2619651C2 |
| Устройство для шлифования криволинейных поверхностей | 1971 |
|
SU499096A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
Крайнее(ис)одное поможение
