Область техники
Изобретение относится к рельефно-формовочному инструменту с признаками предварительно характеризующей части п.1 формулы изобретения. К тому же, изобретение относится к рельефно-формованному продукту с признаками предварительно характеризующей части п.10 формулы изобретения.
Предпосылки создания изобретения
Рельефная формовка трехмерных продуктов является сложной, особенно таких продуктов, как матерчатые продукты или мягкие продукты. Такие продукты имеют сердцевину, которая может быть предусмотрена с непрерывно и/или ступенчато изменяющейся высотой. В таком случае может быть желательно предусматривать такую профилированную сердцевину с рельефно-формованными непрерывными канавками или каналами, которые являются рельефно-формованными в профилированной сердцевине.
Другая проблема возникает, если плотность сердцевины меняется непрерывно или ступенчато. Также в этом случае трудно обеспечить рельефно-формованные углубления в продукте, так как глубина рельефной формовки во многом зависит от местной плотности продукта. Продукты с неоднородной глубиной рельефной формовки имеют отрицательное влияние на желаемую видимость узора рельефной формовки.
Помимо внешнего вида продукта, критический интерес представляет функция рельефно-формованных углублений. В частности, когда предусмотрены дренажные углубления, важно, чтобы они осуществляли требуемую функцию перемещения выпускаемой влаги или жидкостей с высокой скоростью и беспрепятственно к целевой зоне продукта. В таком случае также может быть желательно разработать рельефно-формованные углубления, которые изменяются по отношению к их ширинам и глубинам на протяжении длины рельефно-формованного углубления. Такой специфический дизайн рельефно-формованных канавок также может быть желательным в случае однородных продуктов с мягкой сердцевиной, которые имеют одинаковые толщину и плотность.
В US 6998086 описан вращающийся рельефно-формовочный ролик с сегментами. Эти сегменты могут быть расположены в разных радиальных положениях ролика с использованием проставок с изменяемыми толщинами. Подобное решение описано в EP 1 321 286 Bl, который также следует этому же принципу, а именно регулировке радиального положения областей на рельефно-формовочной поверхности вращающегося рельефно-формовочного ролика.
Такой же эффект, как описанный в US 6998086 и EP 1 321 286 Bl, может быть достигнут посредством изменения ролика-наковальни вместо рельефно-формовочного ролика. Такая технология описана в WO 03/008183 Al. Ролик-наковальня, перемещающийся в соответствии с рельефно-формовочным роликом, модифицирован с возможностью иметь отдельные зоны на его периферийной поверхности с разными характеристиками податливого слоя. Такими разными характеристиками могут быть разный состав материала или обработка поверхности по сравнению с податливым слоем остальной периферийной поверхности. Податливый слой ролика-наковальни также может быть толще в конкретных зонах. Эти разные меры служат для влияния на глубину рельефной формовки, когда такой ролик-наковальня взаимодействует и синхронно перемещается с рельефно-формовочным роликом.
В US 2005/0064058 А1 описана рельефно-формовочная машина с вращающимся рельефно-формовочным устройством, имеющим радиальное направление и наружную периферийную поверхность. Рельефно-формовочное устройство включает в себя по меньшей мере один рельефно-формовочный компонент, который простирается радиально наружу от периферийной поверхности, и выполнено с возможностью обеспечения первого узора рельефной формовки. Рельефно-формовочное устройство также включает в себя вращающийся вал. Опорный рельефно-формовочный сегмент функционально присоединен к вращающемуся валу и выполнен с возможностью несения первой опорной секции первого рельефно-формовочного компонента. К тому же, первый вспомогательный сегмент может быть функционально присоединен к вращающемуся валу и выборочно расположен на нем. Этот вспомогательный рельефно-формовочный сегмент выполнен с возможностью несения первой вспомогательной секции первого рельефно-формовочного компонента. Согласно другой особенности первый зазорный механизм может регулировать радиальное положение первого вспомогательного рельефно-формовочного сегмента. US 2005/0064058 A1 представляет собой наиболее близкий предшествующий уровень техники.
Краткое изложение сущности изобретения
Задачей изобретения является разработка рельефно-формовочного инструмента, который обеспечивает высокую изменчивость рельефно-формованных углублений продукта с мягкой сердцевиной, даже в случае, если он имеет неоднородную сердцевину.
Эта задача решается рельефно-формовочным инструментом с признаками п.1 формулы изобретения.
Согласно изобретению рельефно-формовочный инструмент содержит вращающийся рельефно-формовочный ролик с осью вращения в его продольном направлении и поднятыми рельефно-формовочными выступами, расположенными на области рабочей поверхности рельефно-формовочного ролика. Рельефно-формовочный ролик содержит по меньшей мере два сегмента, образующих по меньшей мере часть области рабочей поверхности рельефно-формовочного ролика, причем каждый сегмент предусмотрен по меньшей мере с одним поднятым рельефно-формовочным выступом. Рельефно-формовочный инструмент отличается тем, что радиальное положение и угловая ориентация по меньшей мере одного сегмента регулируются посредством по меньшей мере двух расположенных на расстоянии друг от друга, независимо предусмотренных регулировочных устройств.
Преимуществом такого рельефно-формовочного инструмента является его высокая изменчивость. Используя только основной цилиндр рельефно-формовочного ролика, легко отрегулировать такой рельефно-формовочный ролик под конкретную форму профилированной сердцевины, а также под желаемую форму рельефно-формованных канавок. Благодаря возможности регулировать угловую ориентацию сегмента может быть исключено возникновение ступеней в нижней части рельефно-формованных канавок, простирающихся через связи двух смежных сегментов. Преимуществом этого является то, что выпускаемые влага или жидкости не захватываются у такой ступени в нижней части рельефно-формованной канавки, а могут быть эффективно перемещены к целевой зоне продукта.
Соответственно, рельефно-формованный продукт, который, в частности, является матерчатым продуктом или мягким продуктом, содержит рельефно-формованные углубления в продукте. Вдоль по меньшей мере одного продольного углубления вес поверхности материала, окружающего углубление, непрерывно и/или ступенчато увеличивается или уменьшается. Рельефно-формованный продукт отличается тем, что по меньшей мере вдоль одного углубления плотность углубления является, по существу. постоянной. Такой продукт предусмотрен с отчетливым узором в сердцевине, который улучшает внешний вид продукта, сердцевина которого является неоднородной. Если вес поверхности материала, окружающего углубление, уменьшается или увеличивается вдоль его продольного удлинения, возможно управлять распределением жидкости вдоль каналов продукта. Также возможно создавать форму в сердцевине продукта посредством предусмотрения сердцевины с множеством углублений с медленно увеличивающейся или уменьшающейся плотностью среди одного или более этих углублений.
Согласно предпочтительному варианту осуществления изобретения рельефно-формовочный инструмент отличается тем, что по меньшей мере два сегмента расположены рядом друг с другом в продольном направлении рельефно-формовочного ролика. Согласно другому или дополнительному предпочтительному варианту осуществления по меньшей мере два сегмента расположены рядом друг с другом в окружном направлении рельефно-формовочного ролика. Следовательно, возможно разработать рельефно-формовочный ролик любым подходящим способом, чтобы сегменты, находящиеся рядом друг с другом, были расположены в продольном направлении и/или в окружном направлении рельефно-формовочного ролика. Ввиду факта того, что радиальное положение и угловая ориентация каждого сегмента регулируются индивидуально, это дает почти неограниченное количество разных вариаций расположения смежных сегментов в продольном направлении или окружном направлении вращающегося рельефно-формовочного ролика. Высокая изменчивость в отношении положения и ориентации отдельных сегментов позволяет выполнять управляемую и определенную рельефную формовку продуктов для получения желаемых характеристик продуктов. При рельефной формовке податливого материала, такого как продукты из бумаги «тиссью» или вспушенные продукты, очень трудно предугадать детально окончательный узор тиснения, особенно при рельефной формовке сердцевин с неоднородным профилем. В таком случае, предусмотрение по меньшей мере двух находящихся на расстоянии друг от друга, независимо предусмотренных регулировочных устройств для каждого сегмента позволяет легко перенастраивать правильное положение и ориентацию каждого сегмента во время испытательной фазы продукта.
Согласно предпочтительному варианту осуществления рельефно-формовочный инструмент дополнительно содержит крепежное средство для крепления сегментов к сердцевинному элементу рельефно-формовочного ролика. В принципе, будет достаточно разработать по меньшей мере два расположенных на расстоянии друг от друга, независимо предусмотренных регулировочных устройства, чтобы иметь двойную функцию регулировки радиального положения и угловой ориентации по меньшей мере одного сегмента и в это же время прикрепления такого сегмента к сердцевинному элементу рельефно-формовочного ролика. Тем не менее, удобнее разделять эти две функции. Когда регулировка положения сегмента завершена, сегмент в итоге фиксируется в таком положении и без ослабления крепежного средства положение сегмента не может быть изменено.
Предпочтительно регулировочные устройства представляют собой винты, предпочтительно самостопорящиеся винты. Это очень простой способ обеспечения соответствующей регулировки сегментов на сердцевинном элементе рельефно-формовочного ролика. При использовании самостопорящихся винтов винты должны быть только приведены в соответствующее положение перед фиксацией сегментов в таком положении с использованием отдельного крепежного средства. Тем не менее, винты также могут быть использованы как единственное средство как для регулировки положения, так и для фиксации сегментов к сердцевинному элементу.
Согласно предпочтительному варианту осуществления регулировочные устройства обеспечивают максимальное изменение в радиальном удлинении 0,8 мм, предпочтительно 0,5 мм. Это является разумным диапазоном для коммерческих матерчатых или мягких продуктов с профилированной сердцевиной.
Предпочтительно угловой наклон сегмента относительно продольного направления и/или окружного направления максимально составляет 45 градусов. Угловой наклон зависит от размера сегмента и от изменения радиального удлинения сегмента. В любом случае относительно сложные формы профилированных сердцевин должны быть приняты во внимание, если используются относительно маленькие сегменты.
Согласно предпочтительному варианту осуществления изобретения, по меньшей мере один из рельефно-формовочных выступов сегмента имеет постепенно или ступенчато изменяющуюся толщину и/или высоту. Отдельные сегменты не должны быть слишком маленькими. Тем не менее, могут быть случаи, в которых профилированная сердцевина имеет высокие местные изменения ее топографии. Также возможно, что рельефно-формованные углубления расположены вблизи друг от друга, но имеют очень разные функции, так что существуют разные требования по отношению к их геометрии и плотности окружающего материала. В таком случае может быть трудно подразделять область рабочей поверхности рельефно-формовочного ролика на слишком много маленьких сегментов. Вместо этого рельефно-формовочные выступы на сегменте могут быть отрегулированы для соответствия специальным требованиям для того, чтобы обеспечить все возможные варианты по отношению к геометрии рельефно-формованных углублений и к характеристикам материала сердцевины, окружающего такие углубления.
Предпочтительно, рельефно-формовочный инструмент дополнительно содержит ролик-наковальню, взаимодействующий с рельефно-формовочным роликом, причем рабочая поверхность ролика-наковальни покрыта податливым материалом.
Сердцевина продукта может состоять из нескольких листов материала друг над другом, либо с одинаковым размером, либо с разными размерами для создания трехмерной сердцевины. Разные материалы представляют собой, например, лист материала, произведенного путем суховоздушного формования, нетканого, пенного или матерчатого. Сердцевина продукта подходит для множества разных применений, таких как санитарные салфетки, детские подгузники, и мужские и женские продукты для случаев недержания.
Краткое описание чертежей
Далее изобретение будет вкратце описано со ссылкой на чертежи, в которых:
на Фиг.1 схематично показан рельефно-формовочный ролик с различными сегментами, образующими его окружную область рабочей поверхности, а также схематично показаны рельефно-формовочные выступы на области рабочей поверхности сегментов;
на Фиг.2 схематично показаны три сегмента, прикрепленные к сердцевине вращающегося рельефно-формовочного ролика, и независимо предусмотренные регулировочные устройства;
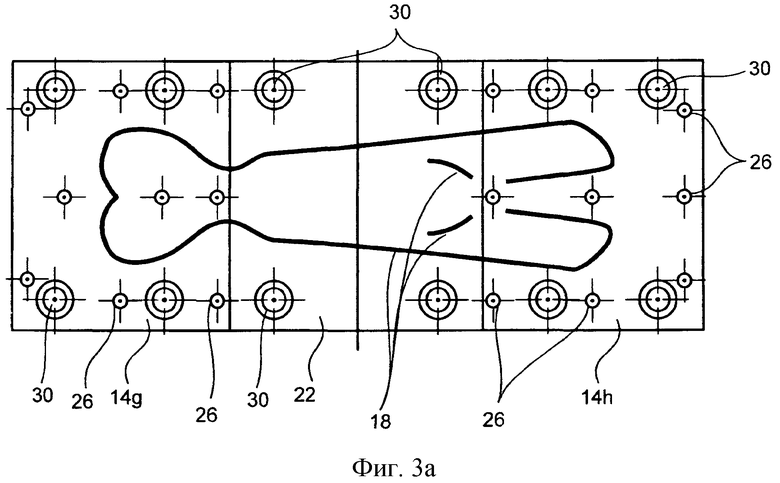
на Фиг.3a показан схематичный вид области рабочей поверхности вращающегося рельефно-формовочного ролика в развертке, то есть помещенного в плоскость;
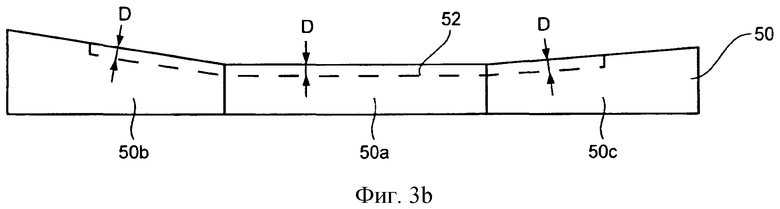
на Фиг.3b схематично показан рельефно-формованный продукт в поперечном разрезе;
на Фиг.4 показан первый обладающий признаками изобретения продукт, в данном примере санитарная салфетка с рельефно-формованными канавками, и дополнительно показано, где предусмотрены отдельные сегменты рельефно-формовочного инструмента; и
на Фиг.5 показан дополнительный обладающий признаками изобретения продукт, в данном примере санитарная салфетка с рельефно-формованными канавками, и дополнительно показано, где предусмотрены отдельные сегменты рельефно-формовочного инструмента.
Подробное описание вариантов осуществления настоящего изобретения
В последующих чертежах одинаковые или подобные элементы обозначены одинаковыми ссылочными позициями.
На Фиг.1 схематично показан обладающий признаками изобретения рельефно-формовочный инструмент, который является рельефно-формовочным роликом, в целом обозначенным номером 10. Рельефно-формовочный ролик является обычным, за исключением сегментов, предусмотренных на его области рабочей поверхности. Область 12 рабочей поверхности рельефно-формовочного ролика 10 предусмотрена с отдельными сегментами 14. Не обязательно, чтобы вся область рабочей поверхности рельефно-формовочного ролика была предусмотрена с отдельными сегментами. В зависимости от продукта, предназначенного для рельефной формовки, может быть достаточно предусмотреть только один или два сегмента 14, которые должны иметь конкретную регулировку положения, как описано ниже. В примере, показанном на Фиг.1, может быть видно, что несколько сегментов 14a, 14b и 14c расположено в продольном направлении рельефно-формовочного ролика, которое параллельно оси 16 вращения рельефно-формовочного ролика. Подобным образом, любое технически возможное количество сегментов также может быть расположено в окружном направлении рельефно-формовочного ролика 10, что можно будет увидеть позже на Фиг.2.
На Фиг.1 схематично показаны различные рельефно-формовочные выступы 18, которые выступают из области окружной поверхности каждого сегмента 14, 14a, 14b, 14c. На Фиг.1 также схематично показано то, что форма рельефно-формовочных выступов 18 может быть разной, как, например, показано рельефно-формовочными выступами 18a и 18b. "Разная форма" означает, что любой из основных геометрических размеров, таких как высота, ширина и форма, может быть разным. Это также значит, что рельефно-формовочные выступы 18, которые показаны только на виде в поперечном разрезе на Фиг.1, могут изменяться вдоль их продольного удлинения.
На Фиг.2 схематично показана часть рельефно-формовочного ролика, состоящая из сердцевины 20 рельефно-формовочного ролика и сегментов 14d, 14e и 14f, прикрепленных к сердцевине рельефно-формовочного ролика. Размеры на схематичном чертеже на Фиг.2 являются очень преувеличенными, и, для практичности, максимальное изменение H в радиальном удлинении должно быть в диапазоне 0,5 мм, предпочтительно 0,4 мм. Тем не менее, для того, чтобы более ясно показать радиальное и угловое положение отдельных сегментов 14d, 14e, 14f, было выбрано представление с ясно видимыми размерами. Как может быть видно из Фиг.2, существует несколько вариантов. Сегмент 14f расположен так, что радиальное положение изменено. Иначе говоря, область рабочей поверхности сегмента 14f просто поднята относительно, например, неподвижного элемента 22 рельефно-формовочного ролика, который просто зафиксирован посредством подходящего крепежного средства 24, но который не может быть отрегулирован в его радиальном положении и/или угловом положении. Сегмент 14f предусмотрен с регулировочными устройствами, которые, в конкретном варианте осуществления, показанном на Фиг.2, являются регулировочными винтами 26, завинченными в соответственно расположенные резьбовые отверстия 28 в сердцевине рельефно-формовочного ролика 10.
Рядом с сегментом 14f расположен сегмент 14e, который образует ступень S относительно сегмента 14f. Такая образованная ступень между сегментами может быть предусмотрена, если продукт, предназначенный для рельефной формовки, имеет профиль сердцевины, который является ступенчатым в соответствующем положении.
Сегмент 14e также предусмотрен с регулировочными винтами, которые, тем не менее, регулируются так, что сегмент 14e ориентирован под углом относительно окружной поверхности сердцевины 20 рельефно-формовочного ролика 10. Для этого регулировочные винты индивидуально зацеплены с резьбовыми отверстиями так, чтобы достичь угловой ориентации в окружном направлении. Этот же основной принцип применяется, когда должна быть выполнена регулировка в продольном направлении рельефно-формовочного ролика, которое перпендикулярно плоскости Фиг.2. Любая желаемая комбинация угловых ориентаций как в продольном, так и в окружном направлении возможна при использовании более двух индивидуальных регулировочных устройств.
Рядом с сегментом 14e находится сегмент 14d, который также ориентирован под углом относительно окружной поверхности сердцевины, но расположен так, что существует плавный переход между сегментами 14e и 14b, то есть отсутствует радиальная разница смежных краев сегментов 14e и 14d. Из-за преувеличенных размеров, показанных на Фиг.2, виден значительный зазор, образованный между сегментами 14d и 14e. Тем не менее, следует помнить, что максимальная высота Н радиальной регулировки не превышает 0,5 мм, что является очень маленьким по сравнению с относительно большими размерами обычных рельефно-формовочных роликов.
Несмотря на то что на Фиг.2 сегменты 14d и 14e отрегулированы только в угловом направлении так, что одна сторона каждого сегмента упирается в сердцевину 20 и только другая сторона этих сегментов поднята, может быть осуществлена любая желаемая комбинация радиального расположения, как проиллюстрировано сегментом 14f, и радиального расположения, как проиллюстрировано сегментами 14e и 14d.
На Фиг.2 не показаны рельефно-формовочные выступы на области рабочей поверхности отдельных сегментов. Тем не менее, каждый сегмент предусмотрен по меньшей мере с одним поднятым рельефно-формовочным выступом, который показан на Фиг.3, которая является разверткой части области рабочей поверхности рельефно-формовочного ролика. На Фиг.3 показаны рельефно-формовочные выступы 18. Существуют три отдельных элемента, несущих общий узор рельефной формовки. Существуют сегменты 14g и 14h и неподвижный элемент 22 между ними. Неподвижный элемент предусмотрен со сквозными отверстиями 30 для подходящего крепежного средства (не показано на Фиг.3), которое может являться обычными винтами. Сегменты 14g и 14h дополнительно предусмотрены с множеством регулировочных устройств 26, которые выполняют функцию обеспечения любого подходящего вращательного положения и/или угловой ориентации сегментов, при прикреплении к сердцевине рельефно-формовочного ролика.
На фиг.4 и 5 дан пример продукта с мягкой сердцевиной, проиллюстрированного санитарной салфеткой 32. Как многие поглощающие продукты женской гигиены, санитарная салфетка 33 может включать в себя проницаемый для жидкости верхний лист, по существу, непроницаемый для жидкости задний лист, присоединенный к верхнему листу, и поглощающую сердцевину, расположенную и удерживаемую между верхним листом и задним листом. Верхний лист является функционально проницаемым для жидкостей, которые нужно удерживать и поглощать поглощающим веществом. Посредством рельефно-формовочного инструмента, как описано выше, образуются рельефно-формованные канавки разной формы в верхней стороне сердцевины продукта. Такие канавки являются углублениями, которые образованы рельефно-формовочными выступами, расположенными как на неподвижных элементах, так и на сегментах, образующих область рабочей поверхности рельефно-формовочного ролика. Из Фиг.4 может быть видно, что канавка 34 может иметь разную ширину и что существуют дополнительные канавки 36, имеющие меньшую ширину. Для того чтобы направить жидкость от середины продукта 32 в канавки 38, предусмотрены маленькие дополнительные канавки 36, которые должны иметь специальный профиль. Глубины канавок 36 в положении А вблизи от канавки 38 должны быть больше, чем в положении B вдали от канавки 38.
При использовании однородного продукта с одинаковой толщиной мягкой сердцевины такая постепенно увеличивающаяся глубина от точки B до точки A канавок 36 может быть осуществлена посредством предусмотрения двух сегментов 14a и 14b, не образующих часть продукта 32 согласно Фиг.4, а показанных на этом чертеже для демонстрации взаимного положения двух сегментов 14a, 14b, упирающихся друг в друга вдоль продольной оси (средней линии) продукта 32. Сегменты 14a и 14b могут быть отрегулированы так, чтобы они были ориентированы под углом. Это приводит к давлению рельефной формовки, которое меньше рядом с продольной средней линией продукта 32 по сравнению с положением, находящимся на расстоянии вбок от продольной оси. В результате этого осуществляются не только увеличивающиеся глубины канавок 36 от их конца, удаленного от канавки 38, к их концу, смежному с канавкой 38, но и также обеспечивается давление рельефной формовки там, где должна быть образована относительно толстая канавка.
Тогда как на Фиг.4 дан первый пример однородного продукта с мягкой сердцевиной с одинаковой толщиной, на Фиг.5 описан другой пример такого продукта с мягкой сердцевиной с однородной сердцевиной. Примером этого продукта является санитарная салфетка 33, имеющая несжатую область 40 в середине продукта. Такая несжатая область создает гребень. Начиная от несжатой области 40, существует множество канавок 44, которые также имеют изменяющуюся глубину. Глубина канавок вблизи от несжатой области меньше, чем глубины канавок вдалеке от несжатой области. Посредством предусмотрения таких канавок с увеличивающимися глубинами транспортируемая жидкость направляется от несжатой области и в подходящие целевые зоны. В примере, показанном на Фиг.5, могут быть использованы четыре сегмента 14a, 14b, 14c, 14d, не образующие часть продукта, как показано на Фиг.5, но обозначенные для примера. Четыре сегмента 14a, 14b, 14c, 14d могут быть отрегулированы по отношению к их индивидуальным углам в обоих основных направлениях, так чтобы глубина канавок была меньше в середине продукта. Это значит, что сегменты будут прикреплены к сердцевине рельефно-формовочного ролика так, чтобы они были вблизи от сердцевины в тех углах индивидуальных сегментов, которые соответствуют несжатой области 40 в продукте, и регулируются так, чтобы расстояние до сердцевины рельефно-формовочного ролика увеличивалось в обоих основных направлениях с увеличением расстояния от этого угла, соответствующего несжатой области.
Рельефно-формовочный инструмент может быть предусмотрен с нагревающими элементами. Такое нагревание может быть преимущественным для рельефной формовки, так как материал плавится до некоторой степени и происходит некоторое приклеивание.
Вариант осуществления на Фиг.5 также может быть основан на продукте, имеющем однородную толщину сердцевины, несмотря на то, что подразумевается наличие канавок с непрерывно изменяющейся глубиной.
Обратимся опять к Фиг.3a и Фиг. 3b, рельефно-формовочный инструмент согласно изобретению также может быть использован для рельефной формовки продукта 50, показанного на виде в поперечном разрезе на Фиг.3b. Продукт 50 имеет сердцевину с изменяемой толщиной. Существует средний сектор 50a с постоянной толщиной, тогда как концевые секторы 50b и 50c имеют постепенно увеличивающиеся толщины. Такой продукт 50 может быть произведен посредством рабочей поверхности рельефно-формовочного инструмента, как показано на Фиг.3a, с неподвижным элементом 23 и двумя сегментами 14g и 14h для обеспечения канавки 52 с однородной толщиной на протяжении продукта. Для достижения этого сегменты 14g и 14h, как показано на Фиг.3a, должны быть отрегулированы в угловом направлении относительно неподвижного элемента 22 так, чтобы образовать плавный переход с неподвижным элементом 22 и учитывать увеличивающуюся толщину концевых областей мягкой сердцевины, предназначенной для рельефной формовки. Если обеспечена правильная угловая регулировка сегментов относительно местного окружного направления сердцевины рельефно-формовочного ролика, возможно осуществлять рельефную формовку канавки 52 с однородной глубиной D в профилированной сердцевине продукта 50.
Правильная ориентация отдельных сегментов может быть выбрана посредством простых способов проб и ошибок, учитывая также внешний вид получаемого продукта. Тем не менее, также возможно измерять конкретные характеристики образцов продуктов, такие как вес поверхности и плотность канавки образца.
Толщина канавки определяется как расстояние между наковальней или опорной поверхностью и нажимной лапой, используемой для приложения определенного давления. Это может быть легко выполнено в лаборатории с управляемым климатом (управляемой температурой и относительной влажностью) и с использованием измерительного устройства, такого как Mitutoyo Instruments (Япония) модель ID U1025, которое имеет точность +/- 0,02 мм.
Толщина продукта в области канавки измеряется с использованием устройства точного цифрового измерения с плоскодонной прямоугольной нажимной лапой с длиной 10 мм и шириной 1 мм. Нажимная лапа опускается к основанию канавки, причем нажимная лапа оказывает давление 96 кПа на основание, соответствующее массе 97,8 г. При измерении по меньшей мере 10 продуктов может быть рассчитано среднее значение на множестве положений канавки.
Основной вес продукта может быть легко рассчитан посредством выбивания кусков четко определенной области поверхности и определения их массы с использованием лабораторных весов (+/- 0,0005 г). Из толщины канавки и основного веса может быть оценена плотность канавки.
Для того чтобы правильно отрегулировать сегменты под сердцевину рельефно-формовочного ролика, целью оптимизации могут быть индекс веса поверхности и индекс плотности канавки.
Индекс веса поверхности определяется как наибольшее увеличение среднего веса поверхности между двумя смежными частями (передней и средней или средней и задней частями образцового продукта).
Индекс плотности канавки определяется как наибольшее увеличение средней плотности канавки между двумя смежными частями одного и того же продукта.
В описанных выше вариантах осуществления регулировка сегментов выполнялась только для приспособления к конкретным потребностям продукта, предназначенного для рельефной формовки. Тем не менее, такая регулировка может также служить для компенсации изгибания всего обрабатывающего узла. На такое изгибание влияет область соприкосновения зажима между продуктом и рельефно-формовочным роликом, упругость узла, состоящего из рельефно-формовочного ролика и ролика-наковальни и твердость продукта, если это свойство меняется в продукте. Если область соприкосновения зажима в рельефно-формовочном узле увеличивается, больше материала сдавливается в зажиме между рельефно-формовочным роликом и роликом-наковальней. Следовательно, увеличивается сила, что приводит к изгибанию всего рельефно-формовочного узла. Изгибание узла не произошло бы, только если бы рельефно-формовочный инструмент был полностью жестким без какой-либо упругости. Следовательно, невозможно полностью исключить некоторую степень изгибания узла, которое расширяет зазор между рельефно-формовочным роликом и роликом-наковальней. Это является другой причиной того, почему качество итогового продукта лучше всего осуществляется посредством начала с основного регулировочного положения сегментов, которое следует за профилем высоты сердцевины, предназначенной для рельефной формовки, после чего следует тонкая регулировка с учетом разницы плотностей и компенсации эффектов изгибания в рельефно-формовочном узле.
С помощью регулируемого рельефно-формовочного инструмента согласно изобретению возможно обеспечить разное сжатие или плотность на разных частях продукта. Эта общая технология может быть использована на всех типах продуктов, таких как мягкие и не мягкие продукты. Когда дизайн продукта меняется, рельефно-формовочный инструмент также обеспечивает высокую изменчивость для приспособления к другим типам продуктов с небольшими инвестиционными затратами и даже малым временем на перенастройку. Кроме улучшенного внешнего вида продуктов с профилированными сердцевинами, также могут быть улучшены продукты с однородной мягкой сердцевиной одинаковой толщины, так как возможно легко образовывать рельефно-формованные канавки, которые перемещают больше влаги или жидкостей тела с большей скоростью к желаемой целевой зоне продукта, например зоне продукта с низкой плотностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БОЛЬШОГО ЭЛЕКТРОПРИБОРА | 2011 |
|
RU2539922C1 |
| МНОГОСЕКЦИОННАЯ ЦИЛИНДРИЧЕСКАЯ ЕМКОСТЬ | 1995 |
|
RU2127215C1 |
| ГИРОСКОП | 2015 |
|
RU2719327C2 |
| РАМКА ДЛЯ УСТРОЙСТВА ИСТОЧНИКА СВЕТА, УСТРОЙСТВО ИСТОЧНИКА СВЕТА И УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2009 |
|
RU2477504C1 |
| ШЛЯПОЧНЫЙ ГРЕБЕНЬ ДЛЯ ЧЕСАЛЬНОЙ МАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ШЛЯПОЧНОГО ГРЕБНЯ | 1993 |
|
RU2109089C1 |
| РАЗДАТОЧНОЕ УСТРОЙСТВО ДЛЯ ТАБЛЕТОК | 2004 |
|
RU2299165C2 |
| ЗАКЛАДНАЯ ДЕТАЛЬ ДЛЯ КРЕПЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КОМПОНЕНТА НА СТЕНКЕ КОРПУСА | 2011 |
|
RU2540099C2 |
| Пневматическая шина | 2015 |
|
RU2633451C1 |
| ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2169083C2 |
| Пневматическая шина для высоконагруженных машин | 2015 |
|
RU2633046C1 |




Рельефно-формовочный инструмент содержит вращающийся рельефно-формовочный ролик с осью вращения в его продольном направлении и поднятыми рельефно-формовочными выступами, расположенными на области рабочей поверхности рельефно-формовочного ролика. Рельефно-формовочный ролик содержит по меньшей мере два сегмента, образующих по меньшей мере часть области рабочей поверхности рельефно-формовочного ролика. Каждый сегмент предусмотрен по меньшей мере с одним поднятым рельефно-формовочным выступом, и радиальное положение и угловая ориентация по меньшей мере одного сегмента регулируются посредством по меньшей мере двух расположенных на расстоянии друг от друга, независимо предусмотренных регулировочных устройств. Предложенный инструмент обеспечивает высокую изменчивость рельефно-формованных углублений продукта с мягкой сердцевиной, даже в случае, если он имеет неоднородную сердцевину. 8 з.п. ф-лы, 5 ил.
1. Рельефно-формовочный инструмент, содержащий:
- вращающийся рельефно-формовочный ролик (10) с осью (16) вращения в его продольном направлении и поднятыми рельефно-формовочными выступами (18; 18а, 18b), расположенными на области (12) рабочей поверхности рельефно-формовочного ролика (10);
- причем рельефно-формовочный ролик (10) содержит по меньшей мере два сегмента (14; 14a-14h), образующих по меньшей мере часть области (12) рабочей поверхности рельефно-формовочного ролика (10);
- причем каждый сегмент (14; 14a-14h) предусмотрен по меньшей мере с одним поднятым рельефно-формовочным выступом (18; 18а, 18b),
отличающийся тем, что
радиальное положение и угловая ориентация по меньшей мере одного сегмента (14; 14a-14h) регулируются посредством по меньшей мере двух расположенных на расстоянии друг от друга, независимо предусмотренных регулировочных устройств (26).
2. Рельефно-формовочный инструмент по п.1, отличающийся тем, что по меньшей мере два сегмента (14а, 14b, 14c) расположены рядом друг с другом в продольном направлении рельефно-формовочного ролика (10).
3. Рельефно-формовочный инструмент по п.1, отличающийся тем, что по меньшей мере два сегмента (14b, 14е, 14f) расположены рядом друг с другом в окружном направлении рельефно-формовочного ролика (10).
4. Рельефно-формовочный инструмент по любому из пп.1-3, дополнительно содержащий крепежное средство (24) для фиксации сегментов (14; 14a-14h) к сердцевинному элементу (20) рельефно-формовочного ролика (10).
5. Рельефно-формовочный инструмент по любому из пп.1-3, отличающийся тем, что регулировочные устройства представляют собой винты (26), предпочтительно самостопорящиеся винты.
6. Рельефно-формовочный инструмент по любому из пп.1-3, отличающийся тем, что регулировочные устройства (26) обеспечивают максимальное изменение в радиальном удлинении 0,8 мм, предпочтительно 0,5 мм.
7. Рельефно-формовочный инструмент по любому из пп.1-3, отличающийся тем, что угловой наклон сегмента относительно продольного направления и/или окружного направления максимально составляет 45 градусов.
8. Рельефно-формовочный инструмент по любому из пп.1-3, отличающийся тем, что по меньшей мере один из рельефно-формовочных выступов (18) сегмента (14; 14a-14h) имеет постепенно или ступенчато изменяющуюся толщину и/или высоту.
9. Рельефно-формовочный инструмент по любому из пп.1-3, дополнительно содержащий ролик-наковальню, взаимодействующий с рельефно-формовочным роликом (10), причем рабочая поверхность ролика-наковальни покрыта податливым материалом.
| US 2005064058 A1, 24.03.2005 | |||
| EP 1321286 A, 25.06.2003 | |||
| ОПРАВКА ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 0 |
|
SU275231A1 |

