Область техники
Настоящее изобретение относится в целом к способу адаптации формы печатающих точек, создаваемых при изготовлении печатных форм для высокой печати, с целью конфигурирования печатающих точек для оптимальной печати на различных подложках.
Уровень техники
Флексография является одним из способов печати, который широко применяется для промышленного изготовления от тысяч до миллионов печатных экземпляров. Флексография является универсальной и может применяться для печати на разнообразных подложках, таких как бумага, картон, гофрированный картон, пленки, фольга и слоистые материалы. Их известными примерами являются газеты, упаковка для пищевых продуктов и пакеты для продовольственных товаров. Печать на шероховатых поверхностях и растягивающихся пленках может экономично осуществляться только методом флексографии. Флексографские печатные формы представляют собой печатные формы для высокой печати, у которых элементы изображения приподняты над открытыми участками. Обычно форма является до некоторой степени мягкой и достаточно гибкой, чтобы обертывать печатающий барабан, и достаточно долговечной, чтобы обеспечивать печать более миллиона экземпляров. Такие формы имеют ряд преимуществ над принтерами главным образом за счет своей долговечности и простоты изготовления.
Одной из типичных светочувствительных заготовок, используемых для изготовления флексографской печатной формы, является многослойное изделие, состоящее в порядке следования из опорного или несущего слоя, одного или нескольких неэкспонированных светоотверждающихся слоев, необязательно защитного слоя или прокладной пленки и часто защитного покрытия.
Несущий или опорный слой служит опорой для формы. Несущий или опорный слой может быть изготовлен из светопроницаемого или светонепроницаемого материала, такого как бумага, целлюлоза, пластмасса или металл. Предпочтительные материалы включают листы, изготовленные из синтетических полимерных материалов, таких как полиэфиры, полистирол, полиолефины, полиамиды и т.п. Обычно наиболее широко применяемым материалом несущего слоя является гибкая пленка из полиэтилентерефталата. Несущий слой также может содержать клейкий слой для более прочного соединения со светоотверждающимся слоем(-ями). Между несущим слоем и одним или несколькими светоотверждающимися слоями необязательно может быть предусмотрен противоореольный слой для сведения к минимуму образования ореолов вследствие рассеяния ультрафиолетового света на пробельных участках слоя светоотверждающейся смолы.
Светоотверждающийся слой(-и) может содержать любой из известных фотополимеров, мономеров, сенсибилизаторов, реакционноспособных или нереакционноспособных разбавителей, наполнителей и красителей. Термин "Светоотверждающийся" означает композицию, в которой при экспонировании актиничным излучением происходит полимеризация, сшивание или любая другая реакция отверждения или упрочнения, в результате чего неэкспонированные участки материала могут быть избирательно отделены от экспонированных (отвержденных) участков и извлечены с образованием трехмерной или рельефной структуры отвержденного материала. Предпочтительные светоотверждающиеся материалы включают соединение эластомера, этиленненасыщенное соединение, имеющее по меньшей мере одну концевую этиленовую группу, и фотосенсибилизатор. Примеры светоотверждающихся материалов описаны в Европейских патентных заявках 0456336 A2 и 0640878 A1 на имя Goss и др., патенте Великобритании 1366769, патенте США 5223375 на имя Berrier и др., патенте США 3867153 на имя MacLahan, патенте США 4264705 на имя Allen, патентах США 4323636, 4323637, 4369246 и 4423135 на имя Chen и др., патенте США 3265765 на имя Holden и др., патенте США 4320188 на имя Heinz и др., патенте США 4427759 на имя Gruetzmacher и др., патенте США 4622088 на имя Min и патенте США 5135827 на имя Bohm и др., объект каждого из которых в порядке ссылки во всей полноте включен в настоящую заявку. Может использоваться несколько светоотверждающихся слоев.
Светоотверждающиеся материалы образуют поперечные связи (отверждаются) и упрочняются в результате радикальной полимеризации, инициированной под воздействием актиничного излучения в определенном диапазоне длин волн. Используемый в описании термин актиничное излучение означает излучение, способное вызывать химическое изменение в одном или нескольких соединениях материалов светоотверждающегося слоя. Актиничное излучение включает, например, усиленное (например, лазерное) и неусиленное излучение, в частности, в ультрафиолетовой и фиолетовой областях. Одним из широко применяемых источников актиничного излучения является ртутная лампа, хотя специалистам в данной области техники обычно известны другие источники.
Защитным слоем или прокладной пленкой является тонкий слой, который защищает светочувствительную заготовку от пыли и делает обращение с ней более удобным.
В традиционной ("аналоговой") технологии изготовления форм прокладная пленка является проницаемой для ультрафиолетового излучения. В этом случае принтер отслаивает защитное покрытие от заготовки печатной формы и помещает негатив поверх слоя прокладной пленки. Затем форму и негатив подвергают сплошному экспонированию ультрафиолетовым излучением через негатив. Экспонированные участки отверждаются или упрочняются, а неэкспонированные участки удаляются (проявляются), в результате чего на печатной форме создается рельефное изображение. Для удобства обращения с формой вместо прокладной пленки также может использоваться матовый слой. Матовый слой обычно содержит мелкие частицы (диоксида кремния или аналогичного вещества), взвешенные в водном связующем растворе. Матовый слой наносят на слой фотополимера и высушивают на воздухе. Затем на матовый слой помещают негатив для последующего сплошного экспонирования светоотверждающегося слоя ультрафиолетовым излучением. В "цифровой" технологии или технологии изготовления форм путем "прямого экспонирования" изображение, хранящееся в файле электронных данных, наводит лазер, который используется для прямого создания негатива в цифровом (т.е. удаляемом лазерным излучением) маскирующем слое, которым обычно является прокладная пленка, модифицированная таким образом, чтобы включать непроницаемый для излучения материал. Участки удаляемого лазерным излучением слоя удаляют путем воздействия на маскирующий слой лазерным излучением с выбранной длиной волны и мощностью лазера. Примеры удаляемых лазерным излучением слоев описаны, например, в патенте США 5925500 на имя Yang и др. и в патентах США 5262275 и 6238837 на имя Fan, объект каждого из которых в порядке ссылки во всей полноте включен в настоящую заявку. Затем форму и прямо созданный негатив подвергают сплошному экспонированию актиничным излучением (например, ультрафиолетовым излучением) через прямо созданный негатив.
После формирования изображения проявляют светочувствительный печатающий элемент, чтобы удалить неполимеризованные участки слоя светоотверждающегося материала и проявить сшитое рельефное изображение в отвержденном светочувствительном печатающем элементе. Типичные способы проявления включают промывание различными растворителями или водой часто с помощью щетки. Другие возможности проявления включают применение воздушного шабера или тепла плюс промокательная бумага. Получаемая поверхность имеет рельефную структуру, которая воспроизводит печатаемое изображение и обычно включает как сплошные, так и структурированные области, содержащие множество рельефных печатающих точек. После проявления рельефного изображения на печатной машине может быть установлен элемент для печати рельефных изображений, и начата печать.
Рельефное изображение содержит множество печатающих точек, форма которых и глубина рельефа в числе прочих факторов влияют на качестве печатного изображения. Печать небольших графических элементов, таких как мелкие точки, линии и даже текст, с использованием флексографских печатных форм может являться очень затруднительной при сохранении открытого инвертированного текста и теней. В наиболее светлых областях изображения (обычно называемых световыми пятнами) плотность изображения отображается общей площадью точек при растровом отображении на экране многотонового изображения. При растрировании с амплитудной модуляцией (AM) множество растровых точек постоянной периодической матрицы сжимаются до очень небольшого размера, и плотность светового пятна отображается площадью точек. При растрировании с частотной модуляцией (ЧМ) размер растровых точек обычно сохраняется на определенном постоянном уровне, и число плотность изображения отображается числом случайно или псевдослучайно размещенных точек. В обоих случаях для надлежащего отображения наиболее светлых областей требуется печать очень мелких точек.
Сохранение мелких точек на флексографских печатных формах может являться очень затруднительным в силу характера изготовления печатных форм. В цифровых технологиях изготовления печатных форм с использованием непроницаемого для ультрафиолетового излучения маскирующего слоя путем сочетания маски и экспонирования ультрафиолетовым излучением получают рельефные точки обычно конической формы. Наименьшие из этих точек обычно удаляются при обработке, что означает, что во время печати на эти области не переносятся чернила (точка не "удерживается" формой и/или печатной машиной). В качестве альтернативы, если печатающие точки сохраняются после обработки, они обычно повреждаются в печатной машине. Например, мелкие точки часто заворачиваются и/или частично отрываются во время печати, из-за чего переносится слишком много чернил, или чернила не переносятся.
Наконец, композиции светоотверждающихся смол обычно отверждаются посредством радикальной полимеризации под воздействием актиничного излучения. Тем не менее, реакция отверждения может замедляться молекулярным кислородом, который обычно растворен в композициях смол и присутствует в обычной окружающей среде, поскольку кислород вступает в реакцию с образующими радикалы соединениями и инициирует полимеризацию в светоотверждающиемся слое. Соответственно, желательно исключать кислород из состава композиции смол во время экспонирования по изображению, чтобы композиция светоотверждающихся смол могла быстрее и более равномерно отверждаться.
Один из способов исключения кислорода включает помещение печатной формы из светочувствительной смолы в среду инертного газа, такого как двуокись углерода или азот до экспонирования, чтобы вытеснить кислород окружающей среды. Одним из известных недостатков этого способа является его неудобство и громоздкость, а также необходимость большого пространства для оборудования.
Согласно другому способу печатные формы подвергают предварительному экспонированию (т.е. "вспомогательному экспонированию") актиничным излучением. Во время вспомогательного экспонирования используется предварительная экспозиционная доза актиничного излучения низкой интенсивности, чтобы сделать смолу светочувствительной до того, как печатная форма будет подвергнута экспонированию основной дозой актиничного излучения более высокой интенсивности. Вспомогательное экспонирование обычно применяется по всей площади печатной формы и является кратковременным экспонированием низкой дозой излучения, в результате чего снижается концентрация кислорода, который замедляет фотополимеризацию печатной формы (или другого печатающего элемента), и облегчается сохранение мелких элементов (т.е. световых точек, тонких линий, изолированных точек и т.д.) у готовой формы. Тем не менее, предварительное придание светочувствительности также может приводить к заполнению темных тонов, из-за чего сужается градационная шкала полутонов изображения. В качестве альтернативы, также предлагалось выборочное предварительное экспонирование, как описано, например, в патентной заявке США 2009/0042138 на имя Roberts и др., объект которой в порядке ссылки во всей полноте включен в настоящую заявку. Другие попытки снижения влияния кислорода на процесс фотополимеризации включали применение особых составов печатных форм отдельно или в сочетании со вспомогательным экспонированием.
Наконец, для сведения к минимуму влияния кислорода на процесс фотополимеризации и изменения формы получаемых точек также применялись источники направленного света, коллимирование которого достигается оптическими или другими механическими средствами.
Тем не менее, все эти способы все же не обеспечивают получение элемента для печати рельефных изображений с улучшенной структурой точек для печати на различных подложках. Кроме того, ни один из этих способов не предусматривает целенаправленную адаптацию или изменение формы точек в соответствии с требованиями процесса печати.
Таким образом, сохраняется потребность в усовершенствованном способе изготовления элемента для печати рельефных изображений, который предусматривает адаптацию или изменение формы и/или геометрических характеристик рельефа печатающих точек для обеспечения более высокого качества печати на различных подложках и/или в различных условиях.
Сущность изобретения
В основу настоящего изобретения положена задача создания способа адаптации или изменения формы рельефа печатающих точек элемента для печати рельефных изображений для обеспечения оптимальной печати на различных подложках и/или в различных условиях.
Другой задачей настоящего изобретения является создание усовершенствованного способа формирования элемента для печати рельефных изображений, имеющего рельефные точки с заданными свойствами в том, что касается четкости границы, угла уступа и/или печатающей поверхности.
Соответственно, в настоящем изобретении в целом предложен способ адаптации формы множества рельефных печатающих точек, создаваемых в процессе цифрового изготовления печатных форм на светочувствительной заготовке, которая содержит удаляемый лазерным излучением маскирующий слой, нанесенный непосредственно или опосредованно по меньшей мере на один светоотверждающийся слой, включающий стадии:
а) лазерной абляции удаляемого лазерным излучением маскирующего слоя с целью прямого создания негатива в удаляемом лазерным излучением маскирующем слое,
б) нанесения барьерной мембраны на светочувствительную заготовку,
в) экспонирования по меньшей мере одного светоотверждающегося слоя актиничным излучением через прямо созданный негатив, и
г) проявления экспонированной светочувствительной заготовки с изображением с целью отображения на ней рельефного изображения, содержащего множество рельефных печатающих точек,
при этом за счет присутствия барьерной мембраны получают печатающие точки, имеющие по меньшей мере одну геометрическую характеристику, выбранную из группы, включающей желаемую плоскостность верхней поверхности печатающих точек, желаемый угол уступа печатающих точек и желаемую резкость границы печатающих точек.
В другом предпочтительном варианте осуществления настоящего изобретения в целом предложено множество рельефных печатающих точек, создаваемых в элементе для печати рельефных изображений и образующих рельефную структуру, при этом в процессе цифрового изготовления печатных форм получают множество рельефных печатающих точек, имеющих по меньшей мере одну геометрическую характеристику, выбранную из группы, включающей желаемую плоскостность верхней поверхности печатающих точек, желаемый угол уступа печатающих точек и желаемую резкость границы печатающих точек.
Краткое описание чертежей
Для обеспечения более полного понимания изобретения далее оно будет описано со ссылкой на сопровождающие его чертежи, на которых:
на фиг.1 показана растровая электронная микроскопия (РЭМ) точек, обработанных барьерным слоем согласно настоящему изобретению, содержащим 100% поливинилбутираля (Butvar® B-90 производства компании Solutia, Inc.),
на фиг.2 показана РЭМ точек, обработанных барьерным слоем согласно настоящему изобретению, содержащим шеллак и поливинилбутираль в соотношении 1:4,4,
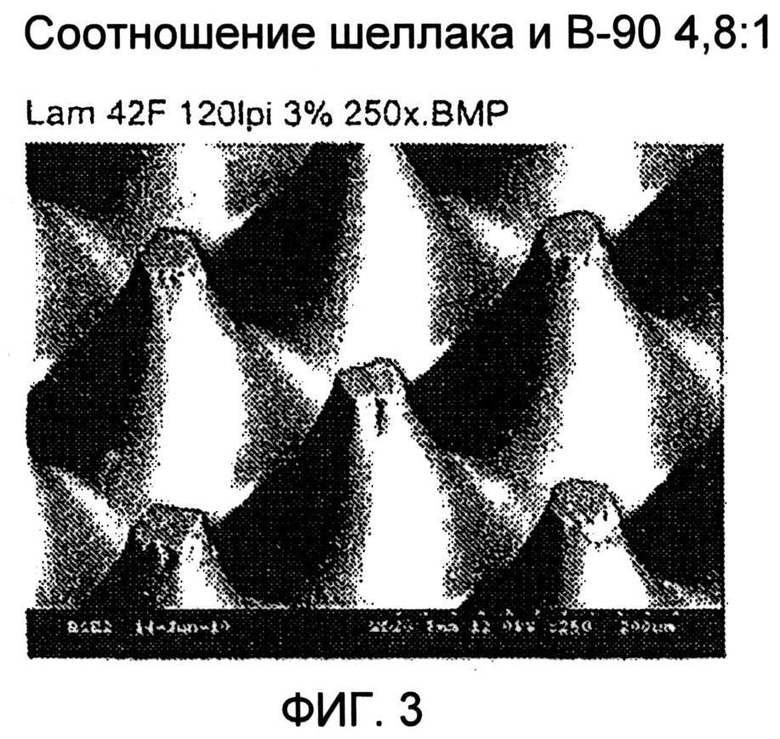
на фиг.3 показана РЭМ точек, обработанных барьерным слоем согласно настоящему изобретению, содержащим шеллак и поливинилбутираль в соотношении 4,8:1,
на фиг.4 показана РЭМ точек, обработанных барьерным слоем согласно настоящему изобретению, содержащим шеллак и поливинилбутираль в соотношении 1,1:1,
на фиг.5 показана РЭМ точек, обработанных барьерным слоем согласно настоящему изобретению, содержащим 100% шеллака,
на фиг.6 показаны скругленные границы 5% флексографских точек, у которых скруглена вся поверхность,
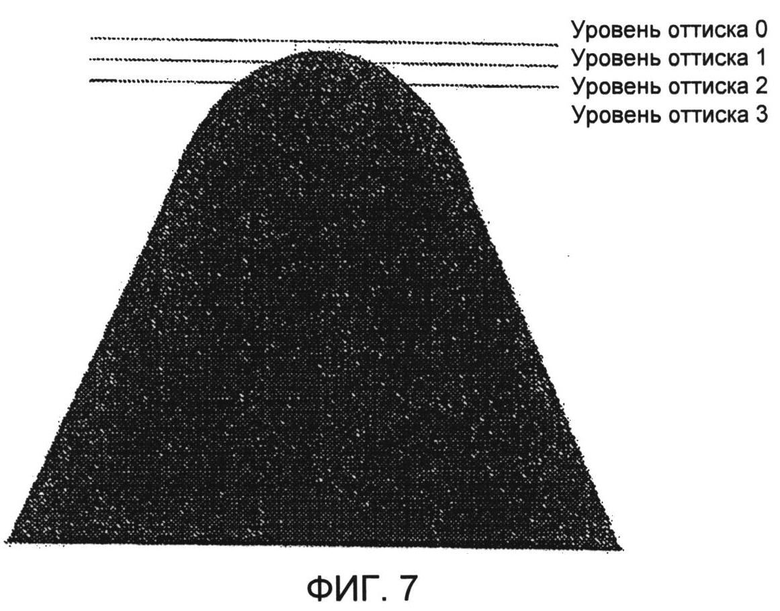
на фиг.7 показана диаграмма увеличения размера пятна контакта при оттиске на точке с неплоским верхом,
на фиг.8 показано измерение угла уступа θ точки,
на фиг.9 показано средство определения характеристик плоскостности печатающей поверхности точки, где p означает расстояние до верха точки, а rt означает радиус кривизны поверхности точки,
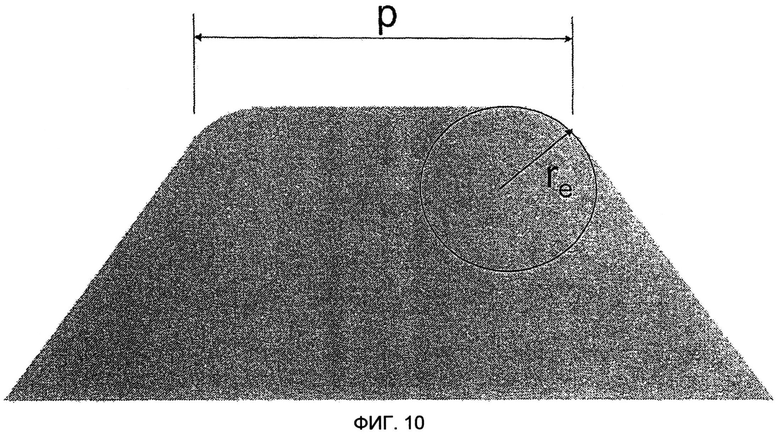
на фиг.10 показана флексографская точка и ее граница, где p означает расстояние до верха точки, которое используется для определения характеристик резкости границы re:р, где re означает радиус кривизны при пересечении уступа и верха точки,
на фиг.11 показана РЭМ 3% и 50% точек, обработанных согласно Примеру 6,
на фиг.12 показана РЭМ 3% и 50% точек, обработанных согласно Примеру 7.
Подробное описание изобретения
Авторами настоящего изобретения было обнаружено, что форма и структура печатающих точек элемента для печати рельефных изображений оказывает существенное влияние на то, как действует элемент для печати рельефных изображений. Авторами настоящего изобретения было обнаружено, что форма печатающей точки может быть изменена или адаптирована путем изменения типа смол и/или соотношения различных смол, образующих композицию противокислородной барьерной мембраны, которую наносят на светочувствительную заготовку до формирования изображения, экспонирования и проявления светочувствительной заготовки с целью получения печатной формы с рельефным изображением.
В одном из предпочтительных вариантов осуществления настоящего изобретения в целом предложен способ регулирования формы множества рельефных печатающих точек, создаваемых в процессе цифрового изготовления печатных форм на светочувствительной заготовке, которая содержит удаляемый лазерным излучением маскирующий слой, нанесенный непосредственно или опосредованно по меньшей мере на один светоотверждающийся слой, включающий стадии:
а) лазерной абляции удаляемого лазерным излучением маскирующего слоя с целью прямого создания негатива в удаляемом лазерным излучением маскирующем слое,
б) нанесения на светочувствительную заготовку барьерной мембраны, которая содержит по меньшей мере две смолы,
в) экспонирования по меньшей мере одного светоотверждающегося слоя актиничным излучением через прямо созданный негатив, и
г) проявления экспонированной светочувствительной заготовки с изображением с целью отображения на ней рельефного изображения, содержащего множество рельефных точек, при этом за счет присутствия барьерной мембраны получают печатающие точки, имеющие по меньшей мере одну геометрическую характеристику, выбранную из группы, включающей желаемую плоскостность верхней поверхности печатающих точек, желаемый угол уступа печатающих точек и желаемую резкость границы печатающих точек, а перечисленные стадии необязательно осуществляются в указанном порядке.
Авторами настоящего изобретения было установлено, что тонкие барьерные мембраны с различными химическими составами способны обеспечивать получение рельефных печатающих точек, имеющих разнообразные желаемые формы и степени резкости границы.
В частности, авторами настоящего изобретения было обнаружено, что конкретный тип и/или соотношении смол, используемых в составе тонкой барьерной мембраны, оказывает существенное влияние на форму получаемой точки. Например, при использовании поливинилпирролидона или шеллака в составе тонкой барьерной мембраны получают печатающие точки с очень резкой границей (т.е. с re:p менее 5%), но довольно широким уступом (т.е. углом уступа 30°-50°). С другой стороны, при использовании поливинилбутираля в составе тонкой барьерной мембраны получают печатающие точки правильной столбчатой формы (50°-80°), но без желаемой четкости границы (т.е. с re:p более 5%).
Соответственно, авторами настоящего изобретения было установлено, что путем сочетания поливинилпирролидона и/или шеллака с поливинилбутиралем в различных концентрациях можно задавать конкретные желаемые геометрические характеристики формы точки, включая, например, плоскостность верхней поверхности точек, угол уступа точек и резкость границы точек, и создавать барьерную мембрану, которая способна с возможностью воспроизведения обеспечивать желаемые геометрические характеристики. Соответственно, в настоящем изобретении предложен способ получения печатающих точек желаемой формы путем использования барьерных мембран, которые содержат конкретную смесь смол и имеют конкретное соотношении различных смол, образующих барьерную мембрану. За счет описанных в изобретении барьерных мембран может обеспечиваться разнообразие различных форм точек и целенаправленно регулироваться форма точек путем изменения соотношения компонентов мембраны.
Как указано выше, за счет присутствия описанной в изобретении барьерной мембраны получают печатающие точки, имеющие по меньшей мере одну геометрическую характеристику, выбранную из группы, включающей желаемую плоскостность верхней поверхности печатающих точек, желаемый угол уступа печатающих точек и желаемую резкость границы печатающих точек.
Плоскостность верхней поверхности точки может быть измерена в качестве радиуса rt кривизны верхней поверхности точки, как показано на фиг.9. Следует отметить, что скругленная поверхность точки не является идеальной для печати формой, поскольку размер пятна контакта между печатающей поверхностью и точкой изменяется по экспоненте в зависимости от усилия оттиска. Соответственно, верх точки предпочтительно имеет плоскостность, при этом радиус кривизны верха точки превышает толщину слоя фотополимера, более предпочтительно в два раза превышает толщину слоя фотополимера, наиболее предпочтительно более чем в три раза превышает толщину слоя фотополимера.
Как показано на фиг.8, угол уступа точки определяется как угол θ, образованный верхом и боковой стороной точки. Вертикальная колонна имела бы максимальный угол уступа 90°, но на практике большинство флексографских точек имеет значительно меньший угол, часто ближе к 45°, чем к 90°.
Угол уступа также может изменяться в зависимости от размера точек. Небольшие точки, например 1-15%, могут иметь большие углы уступа, а более крупные точки, например более около 15%, могут иметь меньшие углы уступа. Желательно, чтобы все точки имели наибольший возможный угол уступа.
Угол уступа ограничен двумя конкурирующими геометрическими параметрами: устойчивостью точки и чувствительностью к оттиску. При большом угле уступа чувствительность к оттиску сведена к минимуму, и обеспечивается наиболее широкая область действия печатной машины, но за счет устойчивости и долговечности точки. В отличие от этого, при меньшем угле уступа повышается устойчивость точки, но она становится более чувствительной к оттиску в печатной машине. В настоящее время большинство точек формируется на практике таким образом, чтобы их угол уступа обеспечивал компромисс между этими двумя требованиями.
Угол уступа точки >50° является предпочтительным на протяжении всей градационной шкалы. Используемый в описании термин угол уступа точки означает угол, образованный при пересечении горизонтальной линии, проходящей по касательной к верху точки, и линии, соответствующей соседней боковой стенке точки, как показано на фиг.8.
Резкость границы связана с наличием четко определенной границы раздела между плоским верхом точки и ее уступом, и обычно предпочтительно, чтобы границы точки были резкими и определенными, как показано на фиг.10. Эти четко определенные границы точки лучше разделяют "печатающие" точки и "вспомогательные" точки, обеспечивая более постоянную поверхность контакта между точкой и подложкой во время печати.
Резкость границы может быть определена как соотношение радиуса re, кривизны (при пересечении уступа и верха точки) и ширины p верха или печатающей поверхности точки, как показано на фиг.9. В случае точки с действительно скругленным верхом сложно определить точную печатающую поверхность, поскольку у нее отсутствует граница в общепринятом смысле, и соотношение re:p может приближаться к 50%. В отличие от этого, у точки с резкой границей re имеет очень малую величину, и соотношение re:p приближается к нулю. На практике, предпочтительным является соотношение re:p менее 5%, наиболее предпочтительно менее 2%. На фиг.10 показана флексографская точка и ее граница, где p означает расстояние до верха точки, и проиллюстрировано определение характеристик резкости границы re:p, где re означает радиус кривизны при пересечении уступа и верха точки.
Описанная в изобретении барьерная мембрана может применяться в нескольких конфигурациях. В одном из предпочтительных вариантов осуществления наслаивают барьерную мембрану на удаляемый лазерным излучением маскирующий слой после формирования в нем прямо созданного негатива. После этого экспонируют по меньшей мере один светоотверждающийся слой актиничным излучением через прямо созданный негатив. В другом предпочтительном варианте осуществления наносят барьерную мембрану по меньшей мере на один светоотверждающийся слой и осаждают на нее удаляемый лазерным излучением маскирующий слой. Затем подвергают удаляемый лазерным излучением маскирующий слой лазерной абляции, чтобы сформировать в удаляемом лазерным излучением слое прямо созданный негатив, и экспонируют по меньшей мере один светоотверждающийся слой актиничным излучением через прямо созданный негатив. Фраза "нанесение (включая, наслаивание) барьерной мембраны на светочувствительную заготовку" означает нанесение барьерной мембраны непосредственно или опосредованно как на удаляемый лазерным излучением маскирующий слой, так и светоотверждающийся слой.
В отличие от применения источника направленного света в описанном в изобретении способе не требуется особое оптическое или механическое оборудование для экспонирования ультрафиолетовым излучением, и может создаваться более широкий спектр геометрий точек без отрицательных побочных эффектов, таких как недостаточная равномерность экспонирования на границах, высокий расход энергии и теплообразование. Кроме того, в отличие от экспонирования печатной формы в среде, модифицированной с целью изменения концентрации кислорода, преимуществом настоящего изобретения является то, что в нем не требуется использовать инертные газы, оборудование для регулирования газа или закрытые системы экспонирования. Вместо этого описанный в изобретении способ позволяет путем простых химических изменений в мембранном слое обеспечивать непрерывно изменяемый диапазон форм точек.
Кроме того, хотя, как было обнаружено, сочетания поливинилпирролидона и/или шеллака с поливинилбутиралем обеспечивают хороший результат, для изготовления барьера с аналогичными барьерными и оптическими свойствами могут использоваться другие аналогичные смолы, такие как полиамиды, полистиролы, поливиниловые спирты, поливинилиденхлориды, сополимеры винилхлорида, гидроксиалкилцеллюлозу, сополимеры этилена винилацетата, амфотерные сополимеры, бутират ацетилцеллюлозы, алкилцеллюлозу, бутираль и циклические каучуки. Другие важные свойства компонентов, применимых при осуществлении настоящего изобретения, включают, например, растворимость, адгезию, целостность при изгибе и т.д. в качестве примера, а не ограничения. Исходя из этого, желаемый результат и повышенное качество печати предположительно обеспечивают другие сочетания смол, включающие синтетические материалы и материалы на биологической основе.
Кроме того, хотя известны разнообразные поливинилбутирали, одним из примеров поливинилбутираля является BUTVAR В-90 (производства компании Solutia, Inc.), а в одном из предпочтительных вариантов осуществления поливинилбутираль имеет молекулярную массу от около 70000 до 100000, содержание гидроксилов от 18 до 21,5%, более предпочтительно от около 18,5 до около 20,5% в пересчете на процентное содержание поливинилового спирта, температуру стеклования от около 72 до 78°C и прочность на изгиб 1100-1200 фунтов/кв. дюйм.
Барьерная мембрана также может содержать дополнительные компоненты помимо перечисленных выше смол, включая, например, сополимеры, пластификаторы, соединения для повышения клейкости, придающие шероховатость вещества, красители и другие модификаторы оптических свойств, известные специалистам в данной области техники.
Как описано выше, барьерная мембрана предпочтительно содержит смесь поливинилпирролидона или шеллака с поливинилбутиралем. В одном из предпочтительных вариантов осуществления используется сочетание шеллака и поливинилбутираля в соотношении от около 1:4,0 до 5,0:1, предпочтительно от около 1:4,4 около 4,8:1. В другом предпочтительном варианте осуществления используется сочетание поливинилпирролидона и поливинилбутираля в соотношении от около 10:1 до 1:10, предпочтительно около 1,2:1.
Описанные свойства обеспечивают эффективные барьерные слои, способные ограничивать диффузию кислорода в светоотверждающийся слой во время экспонирования актиничным излучением, а также адаптировать геометрические характеристики печатающих точек, включая оптическую прозрачность, малую толщину и ингибирование переноса кислорода.
Ингибирование переноса кислорода является показателем низкого коэффициента диффузии кислорода. Коэффициент диффузии кислорода через мембрану должен составлять менее 6,9×10-9 м2/с, предпочтительно менее 6,9×1-10 м2/с, наиболее предпочтительно менее 6,9×10-11 м2/с. Для регулирования формы создаваемых точек может быть выбрана смесь двух или более смол, каждая из которых может иметь отличающийся коэффициент диффузии кислорода при сушке или отверждении по отдельности.
Барьерная мембрана должна быть максимально тонкой в соответствии с конструктивными требованиями к обращению с пленкой и сочетанием пленки и фотополимерной формы. Толщина барьерной мембраны предпочтительно составляет от около 0,5 до 100 микрон, особо предпочтительно от около 1 около 10 микрон.
Барьерная мембрана должна обладать достаточной оптической прозрачностью, чтобы с ущербом не поглощать или не отклонять актиничное излучение, используемое для экспонирования светочувствительной заготовки. По существу, предпочтительно, чтобы барьерная мембрана имела оптическую прозрачность по меньшей мере 50%, наиболее предпочтительно по меньшей мере 75%. Для регулирования формы создаваемых точек может быть выбрана смесь двух или более смол, каждая из которых может иметь отличающуюся оптическую прозрачность при сушке или отверждении по отдельности.
Барьерная мембрана может быть наслоена на поверхность печатной формы стандартным способом наслаивания с использованием давления и/или тепла. Как описано выше, барьерная мембрана может быть наслоена на светоотверждающийся слой до стадий формирования изображения и экспонирования или наслоена на удаляемый лазерным излучением маскирующий слой после стадии формирования изображения, но до стадии экспонирования. В качестве альтернативы, барьерная мембрана может быть сформирована путем нанесения, а затем сушки или отверждения смеси смол.
После экспонирования светочувствительной заготовки актиничным излучением, как описано в изобретении, заготовку печатной формы проявляют с целью отображения на ней рельефного изображения. Проявление может осуществляться различными способами, включая проявление водой, проявление растворителем и тепловое проявление в качестве примера, а не ограничения.
Наконец, элемент для печати рельефных изображений устанавливают на печатающий барабан печатной машины и начинают печать.
Примеры
Пример 1
Изготовили барьерную мембрану, содержащую 100% поливинилбутираль (Butvar® B-90, производства компании Solutia, Inc.).
Наслоили барьерную мембрану на подвергнутую абляции печатную форму Digital Max (производства компании MacDermid Printing Solutions) с целью создания светочувствительной заготовки. Затем на светочувствительной заготовке сформировали изображение, экспонировали и проявили его с целью отображения рельефного изображения.
На фиг.1 показана растровая электронная микроскопия (РЭМ) точек, обработанных согласно Примеру 1 (т.е. барьерным слоем, содержащим 100% поливинилбутираля).
Как можно видеть на фиг.1, при использовании барьерной мембраны, содержащей 100% поливинилбутираля, были получены печатающие точки, имеющие правильную столбчатую форму, но без желаемой четкости контуров.
Пример 2
Изготовили барьерную мембрану, содержащую шеллак и поливинилбутираль (Butvar® B-90, производства компании Solutia, Inc.) в соотношении 1:4,4.
Наслоили барьерную мембрану на подвергнутую абляции печатную форму Digital Max (производства компании MacDermid Printing Solutions) с целью создания светочувствительной заготовки. Затем на светочувствительной заготовке сформировали изображение, экспонировали и проявили его с целью отображения рельефного изображения.
На фиг.2 показана РЭМ точек, обработанных согласно Примеру 2 (т.е. барьерным слоем, содержащим шеллак и поливинилбутираль в соотношении 1:4,4).
Как можно видеть на фиг.2, при использовании барьерной мембраны, содержащей смесь поливинилбутираля и шеллака в заданном соотношении, были получены печатающие точки с применимым углом уступа и улучшенной четкостью контуров.
Пример 3
Изготовили барьерную мембрану, содержащую шеллак и поливинилбутираль в соотношении 4,8:1 (Butvar® B-90, производства компании Solutia, Inc.).
Наслоили барьерную мембрану на подвергнутую абляции печатную форму Digital Max (производства компании MacDermid Printing Solutions) с целью создания светочувствительной заготовки. Затем на светочувствительной заготовке сформировали изображение, экспонировали и проявили его с целью отображения рельефного изображения.
На фиг.3 показана РЭМ точек, обработанных согласно Примеру 3 (т.е. барьерным слоем, содержащим шеллак и поливинилбутираль в соотношении 4,8:1).
Как можно видеть на фиг, 3, при использовании барьерной мембраны, содержащей смесь поливинилбутираля и шеллака в заданном соотношении, были получены печатающие точки с большими углами уступа, чем в Примере 2, и аналогичной четкостью контуров.
Пример 4
Изготовили барьерную мембрану, содержащую шеллак и поливинилбутираль (Butvar® B-90, производства компании Solutia, Inc.) в соотношении 1,1:1.
Наслоили барьерную мембрану на подвергнутую абляции печатную форму Digital Max (производства компании MacDermid Printing Solutions) с целью создания светочувствительной заготовки. Затем на светочувствительной заготовке сформировали изображение, экспонировали и проявили его с целью отображения рельефного изображения.
На фиг.4 показана РЭМ точек, обработанных согласно Примеру 4 (т.е. барьерным слоем, содержащим шеллак и поливинилбутираль в соотношении 1,1:1).
Как можно видеть на фиг.4, при использовании барьерной мембраны, содержащей смесь поливинилбутираля и шеллака в заданном соотношении, были получены печатающие точки с большими углами уступа, чем в Примерах 2 и 3, и аналогичной четкостью контуров.
Пример 5
Изготовили барьерную мембрану, содержащую 100% шеллака.
Наслоили барьерную мембрану на подвергнутую абляции печатную форму Digital Max (производства компании MacDermid Printing Solutions) с целью создания светочувствительной заготовки. Затем на светочувствительной заготовке сформировали изображение, экспонировали и проявили его с целью отображения рельефного изображения.
На фиг.5 показана РЭМ точек, обработанных согласно Примеру 5 (т.е. барьерным слоем, содержащим 100% шеллака).
Как можно видеть на фиг.5, при использовании барьерной мембраны, содержащей 100% шеллак, были получены точки с очень резкой границей, но с большими углами уступа.
Соответственно, описанным в изобретении способом изготовления элемента для печати рельефных изображений получают элемент для печати рельефных изображений с рельефной структурой, содержащей печатаемые рельефные точки, сконфигурированные на оптимальное качество печати. Кроме того, при описанном в изобретении изготовлении печатных форм можно регулировать и оптимизировать некоторые геометрические характеристики рельефных точек получаемого рельефного изображения.
Пример 6
Изготовили барьерную мембрану, содержащую шеллак и поливинилбутираль (Butvar® В-90, производства компании Solutia, Inc.) в соотношении 1:2,1.
Наслоили барьерную мембрану на слой углеродной сажи, который в свою очередь наслоили на светоотверждающийся слой, в результате чего между светоотверждающимся слоем и сажевым маскирующим слоем образовался барьерный слой. Затем светочувствительную заготовку подвергли абляции, экспонировали и проявили с целью отображения рельефного изображения.
На фиг.11 показана РЭМ 3% и 50% точек, обработанных согласно Примеру 6 (т.е. барьерным слоем, содержащим шеллак и поливинилбутираль в соотношении 1:2,1).
Как можно видеть на фиг.11, при использовании барьерной мембраны, содержащей 1:2,1 шеллак и поливинилбутираль, были получены печатающие точки с большими углами уступа и высокой четкостью контуров.
Пример 7
Изготовили барьерную мембрану, содержащую шеллак и поливинилбутираль (Butvar® В-90, производства компании Solutia, Inc.) в соотношении 1,1:1.
Наслоили барьерную мембрану на слой углеродной сажи, который в свою очередь наслоили на светоотверждающийся слой, в результате чего между светоотверждающимся слоем и сажевым маскирующим слоем образовался барьерный слой. Затем светочувствительную заготовку подвергли абляции, экспонировали и проявили с целью отображения рельефного изображения.
На фиг.12 показана РЭМ 3% и 50% точек, обработанных согласно Примеру 7 (т.е. барьерным слоем, содержащим шеллак и поливинилбутираль в соотношении 1:2,1).
Как можно видеть на фиг.12, при использовании барьерной мембраны, содержащей шеллак и поливинилбутираль в соотношении 1,1:1, были получены печатающие точки с меньшими углами уступа, чем при использовании барьерной мембраны, описанной в Примере 6.








Изобретение относится к способу адаптации формы печатающих точек, создаваемых при изготовлении печатных форм для высокой печати, и может быть использовано для печати на разнообразных подложках, таких как бумага, картон, гофрированный картон, пленки, фольга и слоистые материалы. В способе регулирования формы множества рельефных точек, создаваемых в процессе цифрового изготовления печатных форм на светочувствительной заготовке, последняя содержит удаляемый лазерным излучением маскирующий слой, расположенный по меньшей мере на одном светоотверждающемся слое. Маскирующий слой наносят непосредственно или опосредованно по меньшей мере на один светоотверждающийся слой. Способ регулирования включает стадию лазерной абляции удаляемого лазерным излучением маскирующего слоя с целью создания негатива в удаляемом лазерным излучением маскирующем слое. Кроме того, способ включает стадию нанесения на прямо созданный негатив барьерной мембраны, которая содержит по меньшей мере две смолы. Затем производят экспонирование по меньшей мере одного светоотверждающегося слоя актиничным излучением через прямо созданный негатив. После этого проявляют экспонированную светочувствительную заготовку с изображением с целью отображения на ней рельефного изображения, содержащего множество рельефных печатающих точек. Форму рельефных печатающих точек изменяют или адаптируют путем изменения типа в соотношении по меньшей мере двух смол. Рельефные печатающие точки имеют по меньшей мере одну геометрическую характеристику, выбранную из группы, включающей плоскость верхней поверхности печатающих точек, угол уступа печатающих точек и резкость границы печатающих точек. Перечисленные стадии необязательно осуществляются в указанном порядке, а по меньшей мере две смолы представляют собой шеллак и поливинилбутираль. Техническим результатом изобретения является обеспечение возможности получения разнообразных форм точек и целенаправленного регулирования формы точек путем изменения соотношения компонентов мембраны. 2 н. и 13 з.п. ф-лы, 12 ил.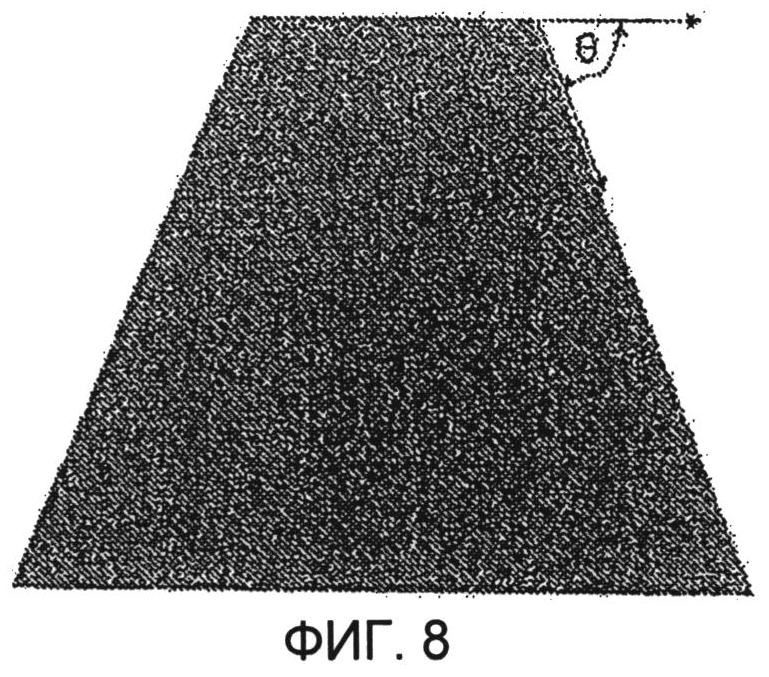
1. Способ регулирования формы множества рельефных точек, создаваемых в процессе цифрового изготовления печатных форм на светочувствительной заготовке, которая содержит удаляемый лазерным излучением маскирующий слой, нанесенный непосредственно или опосредованно по меньшей мере на один светоотверждающийся слой, включающий стадии:
а) лазерной абляции удаляемого лазерным излучением маскирующего слоя с целью прямого создания негатива в удаляемом лазерным излучением маскирующем слое,
б) нанесения на прямо созданный негатив барьерной мембраны, которая содержит по меньшей мере две смолы,
в) экспонирования по меньшей мере одного светоотверждающегося слоя актиничным излучением через прямо созданный негатив, и
г) проявления экспонированной светочувствительной заготовки с изображением с целью отображения на ней рельефного изображения, содержащего множество рельефных печатающих точек,
причем форму рельефных печатающих точек изменяют или адаптируют путем изменения типа и соотношения по меньшей мере двух смол, и при этом
рельефные печатающие точки имеют по меньшей мере одну геометрическую характеристику, выбранную из группы, включающей плоскость верхней поверхности печатающих точек, угол уступа печатающих точек и резкость границы печатающих точек.
2. Способ по п.1, в котором барьерная мембрана содержит по меньшей мере две смолы, выбранные из группы, включающей поливинилпирролидон, шеллак, поливинилбутираль, поливинилиденхлориды, сополимеры винилхлорида и их сочетания.
3. Способ по п.2, в котором барьерная мембрана содержит шеллак и поливинилбутираль.
4. Способ по п.1, в котором барьерная мембрана содержит по меньшей мере две смолы, одна из которых сама по себе имеет оптическую прозрачность от 50% до 100%, а другая смола сама по себе имеет оптическую прозрачность от 50% до 100%.
5. Способ по п.1, в котором одна смола сама по себе имеет коэффициент диффузии кислорода менее 6,9×10-9 м2/с, а другая смола сама по себе имеет коэффициент диффузии кислорода менее 6,9×10-9 м2/с.
6. Способ по п.2, в котором температура стеклования поливинилбутираля составляет от около 62 до 78°С.
7. Способ по п.1, в котором барьерная мембрана имеет коэффициент диффузии кислорода менее около 6,9×10-9 м2/с.
8. Способ по п.1, в котором угол уступа рельефных точек превышает 50°.
9. Способ по п.8, в котором угол уступа рельефных точек превышает около 70°.
10. Способ по п.1, в котором резкость границы рельефных точек, определенная как соотношение радиуса кривизны (rе) при пересечении уступа и верха рельефной точки и ширины верха или печатающей поверхности (p) точки, составляет менее 5%.
11. Способ по п.10, в котором соотношение re:p составляет менее 2%.
12. Способ по п.1, в котором барьерная мембрана имеет толщину от около 0,5 до около 100 микрон.
13. Способ по п.1, в котором барьерная мембрана имеет оптическую прозрачность от около 50 до около 100%.
14. Способ по п.1, в котором по меньшей мере одна из смол представляет собой одну, выбранную из по меньшей мере поливинилпирролидона или шеллака.
15. Способ регулирования формы множества рельефных точек, создаваемых в процессе цифрового изготовления печатных форм на светочувствительной заготовке, которая содержит удаляемый лазерным излучением маскирующий слой, нанесенный непосредственно или опосредованно по меньшей мере на один светоотверждающийся слой, включающий стадии:
а) лазерной абляции удаляемого лазерным излучением маскирующего слоя с целью прямого создания негатива в удаляемом лазерным излучением маскирующем слое,
б) нанесения на светочувствительную заготовку барьерной мембраны, которая содержит по меньшей мере две смолы,
в) экспонирования по меньшей мере одного светоотверждающегося слоя актиничным излучением через прямо созданный негатив, и
г) проявления экспонированной светочувствительной заготовки с изображением с целью отображения на ней рельефного изображения, содержащего множество рельефных печатающих точек,
при этом перечисленные стадии необязательно осуществляются в указанном порядке, и в котором
по меньшей мере две смолы представляют собой шеллак и поливинилбутираль.

