Данное изобретение имеет отношение к заявке США №10/393,966 на выдачу патента, поданной 21 марта 2003 г., озаглавленной «Пузырек для медикамента, снабженный герметизируемой под воздействием тепла крышкой, и устройство и способ для заполнения пузырька» («Medicament Vial Having A Heat-Sealable Cap, And Apparatus and Method For Filling The Vial»), которая является выделенной заявкой из аналогично озаглавленной заявки США №09/781,846 на выдачу патента, поданной 12 февраля 2001 г. (в настоящее время по указанной заявке выдан патент США №6,604,561 от 12 августа 2003 г.), которая, в свою очередь, имеет приоритет по аналогично озаглавленной предварительной заявке США №60/182,139 на выдачу патента, поданной 11 февраля 2000 г., и, кроме того, в данной заявке заявлен приоритет по предварительной заявке США №60/408,068 на выдачу патента, поданной 03 сентября 2002 г., озаглавленной «Герметичные контейнеры и способы их изготовления и заполнения» («Sealed Containers And Methods Of Making And Filing Same»), каждая из которых включена в данное описание в качестве ссылки с целью раскрытия данного изобретения.
Область техники
Данное изобретение относится к герметичным контейнерам, и, в частности, к контейнерам, таким как медицинские пузырьки, которые имеют уникальную форму, напоминающую катушку или «диаболо», и, более конкретно, к контейнерам, которые содержат устройство для закрывания, которое герметично закрывает контейнер, при этом контейнер может быть стерилизован посредством облучения, например, лазерными, гамма-лучами, электронными пучками, рентгеновскими лучами или с помощью других видов ионизирующего излучения, после чего пузырек с устройством для закрывания может быть заполнен посредством иглы, после заполнения его герметичность может быть восстановлена под воздействием тепла, например посредством применения к отверстию, выполненному иглой, лазерного излучения.
Предшествующий уровень техники.
Медикаменты, такие как вакцины, часто хранят в пузырьках перед использованием. Пузырьки обычно содержат основную корпусную часть (корпус), которая имеет либо цилиндрическую, либо сферическую форму, и отходящее от основной части горлышко. Горлышко содержит отверстие для введения медикамента во внутреннюю камеру контейнера. Обычно пузырьки сначала заполняют медикаментом, а затем устанавливают предварительно стерилизованные крышки или устройства для закрывания для того, чтобы герметично закрыть медикамент внутри пузырька.
Обычно крышка пузырька представляет собой конструкцию, состоящую из двух частей: заглушки и удерживающего кольца. Заглушку вставляют в отверстие пузырька, причем она имеет конфигурацию, которая позволяет эффективно герметизировать пузырек по его окружности. Удерживающее кольцо находится в контакте с горлышком пузырька и, по крайней мере, частично расположено поверх заглушки так, чтобы удерживать ее внутри горлышка пузырька. Заглушку изготавливают из вулканизированной резины или сходного эластичного материала, который не загрязняет и не воздействует негативно на помещенный в пузырек медикамент. Как было установлено, вулканизированная резина является безопасным и эффективным материалом для изготовления крышек для пузырьков, в которые помещают различные типы медикаментов. Вулканизированная резина, однако, неплавка, поэтому любые отверстия, выполненные иглой в таких крышках, невозможно закрыть под воздействием тепла.
Удерживающее кольцо обычно имеет такую конфигурацию, чтобы часть заглушки была открыта и доступна для иглы, так, чтобы медикамент можно было извлечь из пузырька. Традиционно удерживающее кольцо прикрепляют к пузырьку и фиксируют по отношению к нему при помощи технологии обжима металла. При использовании таких пузырьков в области здравоохранения зачастую предпочитают использовать удерживающие кольца, прикрепленные посредством обжима, так как использование таких колец обеспечивает уверенность в том, что пузырек не открывали или состав его содержимого не был изменен после заполнения или стерилизации.
На Фиг.1 показана крышка для пузырька для медикамента согласно предшествующему уровню техники, обозначенная в целом цифрой 10. Крышка 10 содержит заглушку 12 из вулканизированной резины, которая посредством скольжения вставлена во вход или горлышко 8 цилиндрического корпуса 14 пузырька. Корпус 14 пузырька изготовлен из стекла или подобного материала и содержит камеру 16 для размещения в ней медикамента. Алюминиевое блокирующее кольцо 18 окружает контур заглушки 12 и пузырька 14, причем оно обжато для присоединения и закрепления крышки 10 к корпусу 14 и ее герметизации. Блокирующее кольцо 18 содержит выполненное по центру отверстие, которое позволяет получать ограниченный доступ к заглушке 12.
Перед заполнением таких известных из уровня техники пузырьков стерильной жидкостью или другим веществом, таким как медикамент, обычно необходимо стерилизовать отдельные (несоединенные друг с другом) компоненты (части) пузырька, например, посредством обработки в автоклаве и/или подвергая их облучению гамма-лучами. Стерилизованные компоненты затем заполняют и собирают в асептическом изоляторе стерильного устройства для заполнения. В некоторых случаях стерилизованные компоненты хранят в мешках или других стерильных емкостях, содержащих множество приспособлений для герметизации, для транспортировки к стерильному устройству для заполнения. В других случаях оборудование для стерилизации размещают на входе стерильного устройства для заполнения. В устройстве для заполнения такого типа каждый компонент с сохранением стерильности подают в изолятор, камеру пузырька заполняют жидкостью или другим веществом, стерилизованную заглушку устанавливают в пузырек, затыкая отверстие для заполнения, и герметично закрывают жидкость или другое вещество в пузырьке, после чего для закрепления заглушки на пузырек устанавливают обжимное кольцо.
Одним из недостатков таких известных из уровня техники пузырьков, способов и оборудования для их заполнения является то, что процесс заполнения является продолжительным по времени, а выполнение способов и оборудование являются дорогостоящими. Кроме того, относительная сложность способов заполнения и соответствующего оборудования может приводить к большему количеству ненадлежащим образом заполненных (дефектных), чем рассчитывают. Например, обычно считают, что причин, которые могут привести к возникновению неудачи, по крайней мере, столько, сколько компонентов используют. Во многих случаях используют сложное оборудование для сборки пузырьков или других контейнеров, расположенное в асептическом боксе устройства для заполнения, которое необходимо поддерживать стерильным. Такой тип оборудования может быть значимым источником нежелательных загрязнений. Кроме того, внутри таких изоляторов необходимо поддерживать стерильным воздух. В закрытых барьерных системах неизбежно возникает конвекционный поток, и, следовательно, невозможно создать ламинарный или в основном ламинарный поток. Когда останавливают работу изолятора, необходимо проводить тесты на состав среды, что может занимать несколько, а иногда и много дней, и это может приводить к длительным перерывам и заметному снижению объема выпускаемых медикаментов или других продуктов, производимых с помощью описанного оборудования. В области производства такого рода продукции исходящие от правительства регулирующие нормы становятся все более сложными и еще больше увеличивают стоимость и без того дорогих изоляторов и другого подобного оборудования для заполнения. С другой стороны, правительственный ценовой контроль за препаратами, такими как вакцины или препараты для инъекций, включая, например, профилактические медикаменты, уменьшает привлекательность финансовых вложений в такое производство. Соответственно, существует опасение, что только некоторые компании будут способны выдержать такие повышенные уровни затрат (инвестиций) в стерильное оборудование для заполнения, что приведет к дальнейшему снижению конкуренции на рынке вакцин и препаратов для инъекций.
Учитывая указанные и иные факторы, как было установлено автором данного изобретения, желательным является такой способ изготовления и заполнения пузырьков, при котором сначала к пузырьку присоединяют заглушку, потом пузырек и заглушку в сборе подвергают стерилизации, например, посредством облучения, а затем заполняют пузырек в сборе путем введения иглы или иного подобного элемента для инъекции через заглушку и введения медикамента посредством иглы в стерилизованный пузырек. Однако при использовании такого подхода возникает проблема, которая заключается в том, что в заглушке после введения иглы или подобного элемента для инъекции и последующего ее/его извлечения, остается небольшое отверстие. Заглушку с целью уменьшения размера отверстия изготавливают из упругого материала, поэтому отверстие обычно достаточно мало, что предотвращает вытекание медикамента. Однако отверстие обычно недостаточно мало для того, чтобы предотвратить проникновение через него воздуха или иных газов в пузырек, и поэтому наличие подобных отверстий может привести к загрязнению или порче медикамента.
В медицинской практике к медикаментам, таким как вакцины, принято добавлять консерванты (предохранительные средства), для того, чтобы предотвратить их порчу при воздействии воздуха или других возможных загрязнений. Однако, как было установлено, определенные консерванты способны оказывать на пациентов нежелательное воздействие. Как следствие, многие медикаменты, включая вакцины, не содержат консервантов. Такие медикаменты, в особенности вакцины, не содержащие консервантов, подвержены порче и/или загрязнению при хранении в пузырьке, который содержит в заглушке отверстие от иглы, как описано выше.
Как было отмечено выше, в процессе транспортировки, хранения и сборки сложно поддерживать стерильность заглушек и пузырьков, поэтому до заполнения медикаментом необходимо собрать крышки и пузырьки в единую конструкцию, которую затем нужно подвергнуть стерилизации. Хотя обжимные металлические кольца обеспечивают уверенность в том, что содержимое пузырька не было изменено (загрязнено), они не позволяют без осложнений использовать технологию стерилизации с использованием гамма-излучения или сходные процессы в отношении пузырька в сборе как единой конструкции. Использование металлического кольца привносит дополнительные сложности в процесс стерилизации с помощью гамма-излучения. Из-за плотности материала возникают затененные участки (т.е. области, где гамма-лучи не проходят через материал), которые уменьшают уверенность в полной стерилизации камеры (внутреннего объема) пузырька. Кроме того, установка металлических колец в процессе сборки может вызвать запыление и/или другие загрязнения чистого пространства, предназначенного для сборки и заполнения пузырьков.
Помимо этого форма традиционных пузырьков для медикаментов может быть признана неудачной с точки зрения требований безопасности и/или удобства обращения с ними. Например, когда медицинский работник извлекает медикамент из пузырька, его/ее пальцы должны удерживать цилиндрический или сферический корпус пузырька. Внешний диаметр корпуса традиционного пузырька больше, чем внешний диаметр крышки или устройства для закрывания. Если игла соскальзывает с крышки, например в результате соответствующего расположения пальцев медицинского работника относительно крышки, пальцы оказываются на пути скольжения иглы и поэтому могут быть травмированы, вследствие чего должны быть предприняты различные меры предосторожности. Кроме того, такие традиционные пузырьки имеют относительно высоко расположенный центр тяжести, что делает их неустойчивыми (склонными к опрокидыванию) в процессе использования. Помимо этого их форма и/или конфигурация не всегда хорошо подходят для заполнения посредством иглы и/или автоматического манипулирования в процессе соответствующего заполнения посредством иглы и применения лазерного или другого оборудования, с помощью которого под воздействием тепла восстанавливают герметичность.
Следовательно, целью данного изобретения является устранение одного или нескольких отмеченных выше недостатков предшествующего уровня техники.
Раскрытие изобретения.
С одной стороны, данное изобретение представляет собой пузырек для хранения вещества, такого как медикамент, содержащий корпус, снабженный отверстием, и камеру для размещения в ней вещества, в которую через отверстие может быть введено вещество. Корпус содержит основание, среднюю часть и верхнюю часть, которая отделена в направлении оси от основания верхней частью (расположена по отношению к основанию по другую сторону от средней части). Размеры основания и верхней части в горизонтальной плоскости больше, чем максимальный размер средней части в горизонтальной плоскости. В предпочтительном в настоящее время варианте выполнения данного изобретения поперечные сечения основания, средней части и верхней части имеют примерно форму окружности, а максимальный диаметр и основания, и верхней части больше максимального диаметра средней части, так что пузырек имеет форму, напоминающую катушку или «диаболо». Предпочтительно, пузырек в сборе содержит пластиковую предохраняющую от повреждений часть, которая прочно прикреплена к корпусу и, по крайней мере, частично расположена поверх заглушки для предотвращения ее удаления, которое может остаться незамеченным.
В одном варианте выполнения данного изобретения заглушка содержит часть, выполненную с возможностью восстановления герметичности под воздействием тепла, расположенную поверх в основном неплавкой части.
Согласно другому варианту выполнения заглушка является термопластичной и содержит участок для введения иглы, в котором с помощью иглы может быть выполнен прокол с образованием отверстия, и герметичность этого участка может быть восстановлена под воздействием тепла посредством применения лазерного излучения с заданными длиной волны и мощностью, при этом происходит герметичное закрывание отверстия, образованного иглой. Заглушка содержит термопластичный корпус, характеризующийся: i) заданной толщиной стенок в аксиальном направлении, ii) заданными цветом и непрозрачностью, за счет чего в значительной степени происходит поглощение лазерного излучения с заданной длиной волны и в значительной степени происходит предотвращение прохождения излучения через стенки заданной толщины, и iii) заданными цветом и непрозрачностью, за счет чего с помощью лазерного излучения с заданными длиной волны и мощностью за заданное время, которое составляет менее примерно 2 секунд, происходит герметичное закрывание отверстия от иглы, образованного в соответствующем участке, в основном без сжигания участка введения иглы.
С другой стороны, данное изобретение представляет собой способ, в котором осуществляют следующие стадии:
i) используют пузырек, содержащий корпус, снабженный отверстием, камеру, в которую через отверстие может быть введено заданное вещество, основание, среднюю частью и верхнюю частью, которая отделена в направлении оси от основания средней частью, причем размеры основания и верхней части в горизонтальной плоскости больше, чем максимальный размер средней части в горизонтальной плоскости, и заглушку, выполненную с возможностью восстановления герметичности под воздействием тепла, которая способна плавиться при приложении к ней тепловой энергии,
ii) до заполнения пузырька веществом выполняют сборку заглушки и пузырька, создавая в основном газонепроницаемый слой между заглушкой и пузырьком,
iii) стерилизуют пустую конструкцию, представляющую собой пузырек и заглушку в сборе,
iv) поддерживают пузырек посредством держателя, содержащего установочную поверхность, которая находится в контакте со средней частью пузырька, верхнюю поверхность, расположенную по одну сторону от установочной поверхности, и нижнюю поверхность, расположенную по другую сторону от установочной поверхности,
v) иглу, через которую может быть введено заданное вещество и которая соединена с источником вещества, вводят в заглушку,
vi) посредством иглы внутрь пузырька вводят заданное вещество,
vii) извлекают иглу из заглушки,
viii) к участку заглушки, в котором выполнен прокол, прикладывают воздействие тепловой энергии, достаточное для расплавления участка, в котором выполнен прокол, для образования в основном газонепроницаемого слоя между этим участком и внутренней частью пузырька.
Одним из преимуществ предпочтительных вариантов выполнения данного изобретения является то, что пузырек имеет сходную с катушкой или «диаболо» форму, что облегчает предотвращение несчастных случаев от уколов иглой при его использовании и упрощает процесс использования пузырька при его заполнении и при другой обработке. Другим преимуществом определенных предпочтительных вариантов выполнения изобретения является то, что заглушка и пузырек могут быть собраны вместе в автоматическом режиме, без вмешательства человека, и герметично закрыты перед заполнением, пустые пузырьки затем могут быть стерилизованы и могут храниться в стерильном состоянии до выполнения заполнения. Другим преимуществом определенных предпочтительных вариантов выполнения данного изобретения является то, что использование изготовленного из пластика или сходного материала предохраняющего от повреждений элемента позволяет проводить стерилизацию пустых пузырьков, например, посредством гамма-излучения, электронных пучков или других видов излучения.
Другие преимущества данного изобретения и/или его раскрытых вариантов выполнения станут более понятными из приведенного ниже подробного описания предпочтительных вариантов его выполнения и сопроводительных чертежей.
Краткое описание чертежей.
Для того чтобы сущность процесса изготовления и использования данного изобретения стала более понятной для среднего специалиста в данной области техники, ниже приведены ссылки на сопроводительные чертежи.
Фиг.1 представляет собой поперечное сечение крышки для пузырька для медикаментов, известной из уровня техники.
Фиг.2 представляет собой поперечное сечение заглушки, выполненной с возможностью восстановления герметичности, которая может быть использована в конструкции пузырька в сборе по данному изобретению.
Фиг.3 представляет собой поперечное сечение заглушки, выполненной с возможностью восстановления герметичности, показанной на Фиг.2, приведенной с иглой для инъекций или шприцем, введенной(ым) через заглушку с целью введения медикамента в пузырек, и вентиляционной иглой или шприцем, введенной(ым) через заглушку и предназначенной(ым) для осуществления отвода воздуха из пузырька в процессе заполнения его медикаментом.
Фиг.4 представляет собой поперечное сечение другого варианта выполнения заглушки, выполненной с возможностью восстановления герметичности, и пузырька.
Фиг.5 представляет собой поперечное сечение обжимного блокирующего элемента, показанного на Фиг.4, предназначенного для прикрепления крышки, выполненной с возможностью восстановления герметичности, к пузырьку.
Фиг.6 представляет собой поперечное сечение основания заглушки, выполненной с возможностью восстановления герметичности, показанной на Фиг.4, изготовленного из совместимого с заданным предназначенным для размещения в пузырьке медикаментом материала, такого как вулканизированная резина.
Фиг.7 представляет собой поперечное сечение той части заглушки, показанной на Фиг.4, которая выполнена с возможностью восстановления герметичности и которая изготовлена из материала, способного плавиться под воздействием тепла, обеспечивая восстановление герметичности заглушки после введения в нее и извлечения иглы для заполнения или другого подобного инструмента.
Фиг.8 представляет собой показанное в увеличении поперечное сечение участка части, выполненной с возможностью восстановления герметичности, показанной на Фиг.7, при этом на чертеже показан участок, в который можно вводить иглу или другой подобный инструмент.
На Фиг.9А-9С в схематичном виде последовательно показаны поперечные сечения, иллюстрирующие приведенные в качестве примера устройство и способ стерилизации заглушек, выполненных с возможностью восстановления герметичности, для пузырьков по данному изобретению путем непосредственного теплового прижигания до введения иглы для заполнения или другого подобного инструмента.
На Фиг.10 в схематичном виде показана часть поперечного сечения устройства для стерилизации заглушек, выполненных с возможностью восстановления герметичности, для пузырьков по данному изобретению посредством прижигания лазером до введения иглы для заполнения или другого подобного инструмента.
Фиг.11 представляет собой схематичное изображение части поперечного сечения устройства для заполнения посредством иглы пузырька в сборе по данному изобретению заданным медикаментом или другим веществом, которое должно быть размещено внутри пузырька.
На Фиг.12A-12D в схематичном виде последовательно показаны поперечные сечения, иллюстрирующие устройство и способ герметизации участка заглушки, выполненной с возможностью восстановления герметичности, в котором выполнен прокол, для пузырьков по данному изобретению при помощи непосредственного теплового прижигания после извлечения из него иглы для заполнения.
На Фиг.13А-13С в схематичном виде последовательно показаны поперечные сечения, иллюстрирующие устройство и способ для герметизации участка заглушки, выполненной с возможностью восстановления герметичности, в котором выполнен прокол, для пузырьков по данному изобретению путем герметизации посредством лазера после извлечения из него иглы для заполнения.
Фиг.14А представляет собой вид сбоку верхней части варианта выполнения пузырька по данному изобретению.
Фиг.14В представляет собой поперечное сечение пузырька, показанного на Фиг.14А, выполненное по линии 14В-14В и показывающее устройство для закрывания, состоящее из трех частей, частично вставленное в горлышко пузырька, причем устройство для закрывания содержит заглушку, часть, выполненную с возможностью восстановления герметичности под воздействием тепла, и сформованное поверх удерживающее или блокирующее кольцо.
Фиг.14С представляет собой поперечное сечение пузырька, выполненного способом формования поверх, показанного на Фиг.14В, причем сечение выполнено по линии 14С-14С, показанной на Фиг.14В, при этом пузырек имеет относительно увеличенное основание.
Фиг.15 представляет собой поперечное сечение другого варианта выполнения пузырька по данному изобретению, содержащего устройство для закрывания или крышку, причем сформованное поверх удерживающее кольцо расположено в круговой выемке, выполненной между внешним краем заглушки и корпусом пузырька.
Фиг.16А и 16В представляют собой расположенные последовательно изображения, иллюстрирующие приведенный в качестве примера способ формования поверх, который используют для изготовления пузырьков согласно одному из вариантов выполнения данного изобретения.
На Фиг.17А-17С последовательно показаны поперечные сечения, иллюстрирующие альтернативный способ формования поверх, который используют для изготовления пузырьков согласно варианту выполнения данного изобретения, причем как устройство для закрывания пузырька, так и основание пузырька выполнены литьевым формованием.
Фиг.18 представляет собой поперечное сечение другого варианта выполнения пузырька, в котором основание и блокирующее кольцо «прищелкивают» к корпусу пузырька, при этом предохраняющий от повреждений колпачок «прищелкивают» к блокирующему кольцу.
Фиг.19 представляет собой поперечное сечение другого варианта выполнения пузырька, в котором заглушка и удерживающее кольцо выполнены последовательным формованием.
Фиг.20 представляет собой поперечное сечение заглушки для пузырька, показанного на Фиг.19.
Фиг.21 представляет собой поперечное сечение заглушки и удерживающего кольца для пузырька, показанного на Фиг.19.
Фиг.22А представляет собой общий вид пузырька, показанного на Фиг.18, с удаленным предохраняющим от повреждений колпачком.
Фиг.22В представляет собой общий вид пузырька, показанного на Фиг.18, содержащего предохраняющий от повреждений колпачок, прочно присоединенный к пузырьку.
Фиг.22С представляет собой общий вид пузырька, показанного на Фиг.18, демонстрирующий часть предохраняющего от повреждений колпачка, выполненную с возможностью ее отламывания, причем эта часть показана отодвинутой вверх, с тем чтобы открыть доступ к заглушке, выполненной с возможностью восстановления герметичности, так чтобы в ней можно было выполнить прокол для извлечения из пузырька с помощью иглы шприца медикамента или иного помещенного в пузырек вещества.
Фиг.23 представляет собой вид сбоку другого варианта выполнения пузырька, в котором блокирующее кольцо, колпачок и основание соединены посредством ультразвуковой сварки.
Фиг.24 представляет собой поперечное сечение пузырька, показанного на Фиг.23.
На Фиг.25 показан пузырек, представленный на Фиг.23, причем некоторые детали показаны отсоединенными.
Фиг.26 представляет собой общий вид пузырька в сборе, показанного на Фиг.23, причем предохраняющий от повреждений колпачок удален.
Фиг.27 представляет собой общий вид пузырька в сборе, показанного на Фиг.23, причем пузырек показан с пространственным разделением деталей.
Фиг.28 представляет собой общий вид пузырька в сборе, показанного на Фиг.23, причем часть пузырька вырезана.
Фиг.29 представляет собой поперечное сечение другого варианта выполнения пузырька по данному изобретению.
На Фиг.30 представлен общий вид пузырька, показанного на Фиг.29, причем пузырек показан с пространственным разделением деталей.
На Фиг.31 представлен общий вид части пузырька, показанного на Фиг.30, причем часть пузырька вырезана.
Фиг.32 представляет собой общий вид трубопровода для игл, используемого в модуле для заполнения посредством игл стерильного устройства для заполнения, предназначенного для заполнения пузырьков медикаментом или иным веществом посредством игл, причем некоторые детали трубопровода показаны отсоединенными.
Фиг.33 представляет собой вид спереди в перспективе трубопровода для игл, показанного на Фиг.32, расположенного в поднятом положении внутри стерильного бокса стерильного устройства для заполнения, причем в системе для перемещения установлено множество пузырьков, а сама система содержит звездчатое колесо и связанную с ним направляющую, при этом пузырьки выровнены по отношению к иглам и готовы для заполнения.
Фиг.34 представляет собой вид спереди в перспективе трубопровода для игл и системы для перемещения, показанных на Фиг.33, причем трубопровод для игл показан в опущенном положении, в котором иглы введены в заглушки пузырьков, выполненные с возможностью восстановления герметичности, и заполняют внутренний объем пузырьков медикаментом или иным веществом.
Фиг.35 представляет собой вид сзади в перспективе трубопровода для игл и системы для перемещения, показанных на Фиг.33, причем игла показана в опущенном положении (положении для заполнения).
Фиг.36 представляет собой общий вид осуществляющего герметизацию с помощью лазера и инфракрасного сенсорного трубопровода, расположенного после трубопровода для игл, показанного на Фиг.32-35, в стерильном боксе стерильного устройства для заполнения, предназначенного для герметизации в заполненных пузырьках отверстий, выполненных иглой, с помощью лазера.
На Фиг.37 показан модуль, содержащий трубопровод для игл, лазерные оптические устройства и сенсоры, предназначенный для заполнения посредством игл и восстановления герметичности пузырьков с помощью лазера, причем некоторые детали показаны отсоединенными, а некоторые детали не показаны для облегчения восприятия конструкции.
На Фиг.38 показан модуль, приведенный на Фиг.37, причем трубопровод для игл присоединен к пластине, а некоторые детали не показаны для облегчения восприятия конструкции.
На Фиг.39А показан модуль, показанный на Фиг.37, причем некоторые детали не показаны для облегчения восприятия, при этом в модуле нет пузырьков, а иглы показаны в поднятом положении.
На Фиг.39В показан модуль, приведенный на Фиг.39А, причем пузырьки показаны расположенными в модуле и готовыми для введения игл и выполнения заполнения.
На Фиг.39С показан модуль, приведенный на Фиг.39А, причем снабженный иглами трубопровод показан в опущенном положении, иглы показаны введенными в заглушки, выполненные с возможностью восстановления герметичности, для введения медикамента или иного вещества через иглы для заполнения пузырьков.
На Фиг.40А модуль показан в увеличении, причем некоторые детали не показаны для облегчения восприятия конструкции, а также на чертеже показаны приведенные в качестве примера лазерное оптическое устройство и сенсор.
На Фиг.40В показан модуль, приведенный на Фиг.40А, причем игла показана введенной в заглушку, выполненную с возможностью восстановления герметичности, для заполнения внутренней камеры соответствующего пузырька медикаментом или иным веществом.
На Фиг.40С показан модуль, приведенный на Фиг.40А, причем игла показана извлеченной из заглушки, выполненной с возможностью восстановления герметичности, и на участок, в котором иглой выполнен прокол, направлен луч лазера, а инфракрасный сенсор определяет температуру участка заглушки, герметичность которого восстанавливают, с тем чтобы обеспечить целостность герметизации.
На Фиг.41 показан снабженный иглами трубопровод для модуля, причем некоторые детали показаны отсоединенными, а некоторые детали не показаны для облегчения восприятия конструкции.
Фиг.42 представляет собой общий вид модуля, причем в модуле установлен узел, испускающий электронный пучок, для стерилизации выбранных поверхностей пузырька и игл, расположенных в камере модуля, причем снабженный иглами трубопровод и другие элементы не показаны для облегчения восприятия конструкции.
Фиг.43 представляет собой схематичный вид сверху модуля, установленного вблизи конвейера винтового типа, предназначенного для перемещения пузырьков в модуле.
Фиг.44 представляет собой схематичный вид сверху модуля, установленного вблизи конвейера, выполненного в виде замкнутой петли, причем показаны входной конвейер для перемещения пустых пузырьков на конвейер, выполненный в виде замкнутой петли, и выходной конвейер для получения заполненных пузырьков, герметичность которых восстановлена.
Фиг.45 представляет собой поперечное сечение пузырька согласно другому варианту выполнения изобретения, в котором игла для заполнения может входить в заглушку с краю участка, в котором может быть выполнен прокол, под острым углом по отношению к оси пузырька, и часть заглушки, выполненная с возможностью восстановления герметичности, при удалении части, выполненной с возможностью ее отламывания, предохраняющего от повреждений колпачка, может оставаться закрытой им.
Фиг.46 представляет собой общий вид пузырька, показанного на Фиг.45, причем предохраняющий от повреждений колпачок удален.
Фиг.47 представляет собой другое поперечное сечение пузырька, показанного на Фиг.45, содержащего прикрепленный к пузырьку предохраняющий от повреждений колпачок, и на чертеже показано, как участок заглушки, герметичность которого была восстановлена под воздействием лазера, закрыт от визуального восприятия под предохраняющим от повреждений колпачком при удалении его части, выполненной с возможностью ее отламывания.
Фиг.48 представляет собой общий вид пузырька, показанного на Фиг.45.
Подробное описание предпочтительных вариантов выполнения изобретения.
Ниже приведено подробное описание предпочтительных вариантов выполнения изобретения со ссылками на сопроводительные чертежи. Чертежи и подробное описание приведены в качестве примеров и не ограничивают рамки изобретения.
Как показано на Фиг.2, крышка или заглушка, выполненная с возможностью восстановления герметичности под воздействием тепла, которая может быть использована в пузырьках согласно данному изобретению, обозначена в целом цифрой 110. Крышка 110 содержит упругое основание 112, изготовленное из вулканизированной резины или подобного материала, использование которого для такой цели известно для среднего специалиста в данной области техники, причем указанный материал пригоден для изготовления нижних частей крышек или тех их частей, которые находятся в контакте с медикаментом или другим веществом, которое размещают в пузырьках, таким как вакцина. Основание 112 содержит нижнюю периферическую стенку 115, форма и размер которой выбраны такими, чтобы ее можно было со скольжением поместить в открытый конец пузырька 114. Пузырек 114 может быть изготовлен из различных типов стекла или пластика или любого другого материала, применение которого для целей изготовления пузырьков, таких как пузырьки для хранения медикаментов или других веществ, известно либо станет известным в будущем. Пузырек 114 содержит камеру 116 для размещения в ней медикамента. Как будет показано ниже, пузырек предпочтительно имеет форму, напоминающую катушку или «диаболо», для, например, упрощения обращения с ним в процессе стерилизации, заполнения и/или другой обработки, а также в процессе его использования. Основание 112 крышки 110 дополнительно содержит верхнюю периферическую стенку 117, размер и форма которой также выбраны такими, чтобы ее можно было со скольжением установить внутрь открытого конца пузырька 114, и периферический герметизирующий фланец 118, который проходит наружу от верхнего края периферической стенки 117. Пузырек 114 содержит на своем открытом конце периферический фланец 120. Как показано на Фиг.2 и 3, периферический фланец 118 основания 112 герметично соединен с периферическим фланцем 120 пузырька 114, герметично закрывая стык между крышкой и пузырьком. Основание 112 содержит верхнюю выемку 122, выполненную в верхней периферической стенке 117, и круговой обод 124, проходящий вовнутрь от верхнего края периферической стенки.
Часть 126, выполненная с возможностью восстановления герметичности, плотно входит в верхнюю выемку 122 основания 112, образуя крышку 110 в сборе. Часть 126, выполненная с возможностью восстановления герметичности, содержит верхний периферический фланец 128, круговую снабженную выемкой часть или выемку 130, и основание 132, расположенное на противоположной стороне от круговой выемки 130 по отношению к фланцу и выступающее наружу из выемки. Как показано на Фиг.2 и 3, круговая выемка 130, и основание 132 части 126, выполненной с возможностью восстановления герметичности, имеют размеры и форму, комплементарные (или представляющие собой зеркальное отражение) по отношению к внутренним поверхностям верхней выемки 122 и кругового обода 124 основания 112. Соответственно, часть 126, выполненную с возможностью восстановления герметичности, вдавливают, «защелкивают» или другим способом размещают внутри верхней выемки 122 так, что круговой обод 124 входит внутрь круговой выемки 130, таким образом прочно закрепляя часть, выполненную с возможностью восстановления герметичности, внутри основания.
Часть 126, выполненная с возможностью восстановления герметичности, предпочтительно изготовлена из упругого полимерного материала, такого как смесь первого полимерного материала, который продают под зарегистрированными товарными знаками KRATON® или DYNAFLEX®, и второго материала, представляющего собой полиэтилен низкой плотности, такой как полиэтилен, продаваемый фирмой Dow Chemical Co. под товарными знаками ENGAGE™ или EXACT™. В некоторых вариантах выполнения изобретения первый и второй материалы смешивают в соотношении от примерно 50:50 до примерно 90:10 по весу (соотношение первый материал: второй материал). В одном из вариантов выполнения первый и второй материалы смешивают в соотношении примерно 50:50 по весу. Преимуществами указанной предпочтительной смеси по сравнению с первым материалом, если рассматривать его по отдельности, являются улучшенные барьерные свойства по отношению к воде или пару и, следовательно, увеличенный срок хранения продукта, улучшенные характеристики восстановления герметичности под воздействием тепла, уменьшенный коэффициент трения, улучшенная способность к формованию или увеличенная скорость потока при формовании, снижение гистерезисных потерь. Как понятно для специалиста в данной области техники, указанные численные значения и материалы приведены только в качестве примера и могут быть заменены другими в случае необходимости или по желанию.
Важным признаком части 126, выполненной с возможностью восстановления герметичности, является то, что ее герметичность, после того как через нее была введена игла, шприц или другой подобный элемент для инъекций, может быть восстановлена с образованием газонепроницаемого слоя. Предпочтительно, чтобы восстановление герметичности указанной части можно было произвести посредством нагревания участка, в котором иглой выполнен прокол, как будет описано ниже. Одним из преимуществ описанной выше смеси полимеров является то, что она обладает минимальной степенью абсорбции медикамента по сравнению с KRATON® или DYNAFLEX®, если рассматривать их сами по себе.
Алюминиевое блокирующее или обжимное кольцо 134, содержащее верхний периферический фланец 136 и нижний периферический фланец 138, может быть установлено поверх крышки 110 и пузырька 114. Верхний и нижний фланцы 136 и 138 соответственно блокирующего кольца обжимают или иным образом присоединяют посредством надавливания к прилегающим поверхностям крышки и пузырька, прижимая герметизирующие фланцы крышки к пузырьку и таким образом поддерживая герметичность между крышкой и пузырьком по отношению к жидкости и/или газу. В альтернативном варианте блокирующее кольцо может быть изготовлено из неметаллического материала, такого как пластик, и оно может быть присоединено к нижней поверхности периферического фланца 120 посредством «защелкивания» или может быть прикреплено к фланцу корпуса пузырька иным способом, как будет описано ниже.
Как показано на Фиг.3, крышка 110, выполненная с возможностью восстановления герметичности под воздействием тепла, показана с гиподермической (или другого типа) иглой 140, которая введена через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 с целью заполнения камеры 116 пузырька медикаментом. Вентилирующая игла 142 также может быть введена через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 для того, чтобы газ мог выходить из пузырька по мере заполнения его медикаментом. В альтернативном варианте игла 140 может содержать на своей внешней поверхности одну или несколько проходящих в аксиальном направлении выемок, которые служат для отвода газа, и в этом варианте отпадает необходимость в использовании иглы 142. Игла 140 также может быть «двуполостной» или «многополостной», т.е. иглой, в которой по одной полости в пузырек доставляют медикамент или другое вещество, а по другой полости газ, замещаемый медикаментом или иным веществом, выходит из пузырька. Устройства и способы для введения медикаментов или иных веществ в пузырек могут принимать такую форму, которая описана в еСША №5,641,004 на имя Daniel Py (дата выдачи 24 июня 1997 г.) или, что является более предпочтительным, в предварительной заявке США №60/484,204 на выдачу патента (дата подачи 30 июня 2003 г.), озаглавленной «Пузырек для медикамента, содержащий крышку, выполненную с возможностью восстановления герметичности под воздействием тепла, и устройство и способ для заполнения пузырька» («Medicament Vial Having A Heat-Sealable Cap, And Apparatus And Method For Filling The Vial»), указанные документы приведены в описании в качестве ссылки как часть раскрытия данного изобретения.
Часть 126, выполненную с возможностью восстановления герметичности, вставляют в основание 112, и крышку в сборе вставляют со скольжением в открытый конец пузырька 114. Блокирующее кольцо 134 обжимают, блокируя крышку 110 по отношению к пузырьку и поддерживая газонепроницаемость по стыку между крышкой и пузырьком. Крышку 110 и пузырек 114 в сборе затем предпочтительно стерилизуют, например, подвергая собранную конструкцию воздействию облучения, например посредством лазерного, бета-, гамма-излучения, облучения электронными пучками, способами, известными среднему специалисту в данной области техники. Иглу 140 для введения медикамента затем вводят через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 до тех пор, пока свободный конец иглы не войдет в камеру 116 пузырька для размещения в ней медикамента. Вентилирующая игла 142 сходным образом может быть введена через часть 126, выполненную с возможностью восстановления герметичности, и упругое основание 112 для того, чтобы осуществлять отвод газа из герметизированного пузырька по мере заполнения его камеры жидким медикаментом. После окончания введения медикамента в камеру пузырька иглы 140 и 142 извлекают из крышки 110 и, как будет описано ниже, к участкам части 126, в которых иглами 140 и 142 выполнены проколы, прикладывают воздействие источника тепловой или иной энергии с тем, чтобы восстановить герметичность указанных участков и герметично закрыть медикамент внутри пузырька.
Одним из преимуществ такой конструкции является то, что герметичность заглушки после размещения медикамента внутри пузырька может быть восстановлена, что приводит к тому, что такие пузырьки могут быть использованы для хранения медикаментов, не содержащих консерванты, таких как не содержащие консерванты вакцины. Соответственно, другим преимуществом данной конструкции является то, что в медикаменты не нужно добавлять консерванты и, следовательно, можно избежать описанных выше неблагоприятных последствий и недостатков, привносимых такими консервантами.
Другим преимуществом показанной на чертежах конструкции является то, что в процессе транспортировки и хранения не происходит неблагоприятного воздействия загрязнений или других веществ, содержащихся в атмосфере, на медикамент, помещенный в камеры таких герметичных пузырьков.
На Фиг.4-8 показан другой вариант выполнения заглушки или крышки, выполненной с возможностью восстановления герметичности, которая может быть использована для пузырьков по данному изобретению, причем заглушка (крышка) в целом обозначена цифрой 210. Заглушка (крышка) 210, выполненная с возможностью восстановления герметичности, в основном является такой же, как описанная выше заглушка 110, поэтому для обозначений сходных элементов используют сходные цифры, за исключением того, что первая цифра «1» заменена на «2». Как наилучшим образом показано на Фиг.4 и 6, основание 212 крышки содержит на внутренней стороне верхней периферической стенки 217 круговую выемку 230. Как наилучшим образом показано на Фиг.4 и 7, часть 226, выполненная с возможностью восстановления герметичности, содержит на периферической поверхности основания 232 круговую приподнятую часть или выступ 224, который имеет такие размеры, чтобы с трением входить в соответствующую круговую выемку 230 основания 212, таким образом прикрепляя к основанию часть, выполненную с возможностью восстановления герметичности. Как показано на Фиг.6, основание 212 дополнительно содержит на внешней стороне нижней периферической стенки 215 множество приподнятых круговых частей или выступов 244, расположенных вокруг оси с промежутками между ними, предназначенных для соединения с трением с внутренней стенкой пузырька 214, закрепляющих, таким образом, крышку внутри пузырька и облегчающих поддержание состояния герметичности между крышкой и пузырьком. Как наилучшим образом показано на Фиг.7 и 8, часть 226, выполненная с возможностью восстановления герметичности, содержит на своей верхней поверхности круговую приподнятую часть или выступ 246, ограничивающий имеющий форму круга участок 248 поверхности для введения иглы для заполнения или другого подобного устройства, как будет описано ниже. Как показано на Фиг.5, блокирующее или обжимное кольцо 234 содержит центральное отверстие 250, выполненное в его верхней части, для размещения кругового выступа 246 части 226, выполненной с возможностью восстановления герметичности.
Предпочтительно, чтобы сборку крышки 210, выполненной с возможностью восстановления герметичности, и пузырька 214 и обжим или иное прикрепление блокирующего кольца 234, как описано выше и показано на Фиг.4, проводили до введения в пузырек медикамента или другой жидкости. После этого одна или несколько пустых конструкций, представляющих собой пузырек и крышку в сборе, закрывают, стерилизуют и могут перемещать, как это описано в патентах на изобретения, принадлежащих автору данного изобретения, а именно в патенте США №5,186,772, озаглавленном «Способ перемещения изделий, мешок для перемещения и бокс» («Method Of Transferring Articles, Transfer Pocket And Enclosure»), и/или в заявке США №10/241,249 на выдачу патента на изобретение, озаглавленной «Порт для перемещения и способ перемещения стерильных предметов» («Transfer Port And Method For Transferring Sterile Items»), дата подачи 10 сентября 2002 г., каждый из приведенных документов включен в описание в качестве ссылки как часть раскрытия данного изобретения. Пустые конструкции, представляющие собой пузырек и крышку в сборе, могут быть помещены во внутреннюю полость или «карман», который(ую) закрывают и, если необходимо, снабжают индикатором стерильности. Затем внутренний карман может быть помещен в мешок для перемещения, снабженный обеспечивающей герметичность рамой, содержащей круговую выемку, выполненную по ее контурной поверхности. Мешок для перемещения растягивают по поверхности рамы и закрывают с помощью эластичной ленты, размещенной поверх мешка для перемещения и входящей в периферическую выемку. Мешок для перемещения аналогичным образом может быть снабжен индикатором стерильности. Предпочтительно, собранные в одну конструкцию внутренний карман и мешок для перемещения герметично упаковывают во «внешний» карман и полученную таким образом конструкцию подвергают стерилизации, например, под воздействием гамма-излучения, с тем чтобы стерилизовать мешки/карманы и помещенные в них пустые конструкции, представляющие собой пузырьки и крышки в сборе. После этого мешки/карманы для перемещения могут быть использованы для хранения и/или перемещения стерильных конструкций к системе для заполнения без оказания на них какого-либо воздействия, привносящего загрязнения. Как описано в патенте и заявке на выдачу патента, указанных выше, система для заполнения расположена внутри стерильного бокса и пустые пузырьки помещают в бокс посредством удаления и выбрасывания внешнего кармана и соединения обеспечивающей герметичность рамы мешка для перемещения с окном или портом для перемещения бокса. Как описано в указанных выше патенте и заявке на выдачу патента, на обеспечивающую герметичность раму предпочтительно наносят адгезивный материал для прикрепления мешка для перемещения к порту для перемещения бокса системы для заполнения. До того как поместить пузырьки в бокс системы для заполнения, можно проверить индикаторы стерильности, чтобы убедиться в должном поддержании стерильности конструкций пузырьков в процессе хранения и перемещения. Как описано в указанных выше патенте и заявке на выдачу патента, ту часть мешка для перемещения, которая выступает за раму, обрезают и одновременно проводят стерилизацию поверхности среза для того, чтобы уничтожить любые находящиеся там микроорганизмы или бактерии, с тем чтобы внутренний карман мог быть помещен в бокс через его порт для перемещения.
Помещенный в бокс внутренний карман открывают, извлекают из него пустые конструкции пузырьков в сборе и подают их в устройство для заполнения, расположенное внутри стерильного бокса. После подачи к устройству для заполнения часть, выполненную с возможностью восстановления герметичности, каждого пустого пузырька в сборе могут опять подвергнуть стерилизации, с тем чтобы иметь дополнительную уверенность в том, что в процессе заполнения в пузырек не попадут никакие загрязнения. На этой стадии части заглушек, выполненные с возможностью восстановления герметичности, могут быть стерилизованы при помощи непосредственного теплового прижигания, прижигания лазером или посредством применения другого типа излучения, такого как, например, облучения пучком электронов.
Как показано на Фиг.9А-9С, устройство для теплового прижигания заглушек или крышек, выполненных с возможностью восстановления герметичности, в целом обозначено цифрой 252. Устройство 252 содержит корпус 254, расположенный над держателем 256 для пузырьков. Держатель 256 может быть выполнен так, чтобы удерживать один или, что является предпочтительным, множество пузырьков. Держатель в варианте выполнения, предназначенном для удерживания множества пузырьков, содержит канал 258 для размещения в нем пузырьков и пару противоположно расположенных выступов 260, выполненных на верхнем крае канала, для удерживания фланца 220 пузырька. Если требуется, к держателю 256 может быть присоединен вибрационный двигатель (не показан) для того, чтобы оказывать вибрационное воздействие на держатель и таким образом передвигать пузырьки по каналу с заданной скоростью. В альтернативном варианте держатель 256 для пузырьков может быть выполнен в форме конвейера или может быть установлен на конвейере для перемещения пузырьков в стерильном устройстве для заполнения. Как понятно для специалиста в данной области техники, для перемещения пузырьков в устройстве для заполнения могут быть использованы и другие системы для перемещения, применение которых для этой цели известно либо станет известным в будущем.
Корпус 254 содержит периферическую герметизирующую поверхность 262, выполненную на свободном конце корпуса, для герметичного закрепления поверхности 236 верхнего фланца каждого из блокирующих элементов 234. Как наилучшим образом показано на Фиг.9В, периферическая герметизирующая поверхность окружает отверстие 250, выполненное в блокирующем элементе, и оставляет открытым участок 248, в котором может быть выполнен прокол, части 226 заглушки, выполненной с возможностью восстановления герметичности. Предпочтительно, чтобы периферическая герметизирующая поверхность 262 создавала в значительной степени герметичный по отношению к жидкости слой между корпусом и заглушкой. Нагревающая поверхность 264 выступает наружу из свободного конца центрального держателя 266 корпуса для осуществления контакта с поверхностью участка 248, в котором может быть выполнен прокол, части, выполненной с возможностью восстановления герметичности, и для прижигания поверхности. Круговой канал 268 проходит по краю нагревающей поверхности 264 и связан с источником вакуума 270 для удаления через канал воздуха от прижигаемой поверхности участка 248, как показано стрелками на чертежах. Корпус 254 соединен с двигателем 272 для перемещения корпуса и, следовательно, нагревающей поверхности 264 к поверхности участка 248, в котором может быть выполнен прокол для прижигания поверхности и от нее, как показано стрелками на чертежах. Как понятно для специалиста в данной области техники, двигатель 272 может представлять собой двигатель любого известного типа, способный выполнять функцию двигателя и использование которого с этой целью известно либо станет известным в будущем, и он может представлять собой, например, пневматический двигатель, или двигатель, приводимый в действие посредством соленоида, или другой тип электрического двигателя. Аналогично нагревающая поверхность 264 может иметь любую форму и конфигурацию и может быть нагрета любым образом, который известен либо станет известным в будущем, например посредством прибора с электрическим сопротивлением (или «проволокой высокого сопротивления» («hot wire»)). Предпочтительно, однако, чтобы нагревающая поверхность 264 имела форму поверхности и контур, соответствующие форме и контуру участка 248 крышки, в котором может быть выполнен прокол.
Как показано на Фиг.9А, при работе устройства 252 каждый пузырек сначала помещают в блок для прижигания, при этом поверхность участка 248, в котором может быть выполнен прокол, части 226, выполненной с возможностью восстановления герметичности, выравнивают с нагревающей поверхностью 264. После этого приводят в действие двигатель 272, который перемещает корпус 254 вниз до тех пор, пока периферические герметизирующие поверхности 262 не войдут в прочный контакт с поверхностью 236 верхнего фланца соответствующего блокирующего элемента 234, при этом нагревающая поверхность 264 одновременно входит в контакт с открытой поверхностью участка 248, в котором может быть выполнен прокол, части 226, выполненной с возможностью восстановления герметичности. Нагревающую поверхность 264 поддерживают при заданной температуре и удерживают в контакте с открытой поверхностью участка 248 в течение заданного времени, достаточного для ее прижигания. Одно из преимуществ конструкции части 226, выполненной с возможностью восстановления герметичности, как показано на Фиг.7 и 8, заключается в том, что процесс прижигания деформирует круговой выступ 246 с образованием контура, соответствующего контуру нагревающей поверхности, что позволяет оператору (или оптической или другой автоматической сенсорной системе) визуально определить, прошла ли каждая крышка надлежащую обработку прижиганием до заполнения. Как показано на Фиг.9С, после выполнения прижигания открытой поверхности двигатель 272 приводят в действие для того, чтобы переместить корпус 254 вверх и прервать его контакт с крышкой, после чего под корпус перемещают другой пузырек и процесс повторяют до тех пор, пока все пузырьки не пройдут обработку прижиганием. Как будет дополнительно показано ниже, после прохождения блока для прижигания, показанного на Фиг.9А-9С, пузырьки предпочтительно перемещают в блок для заполнения, в котором производят быстрое заполнение прошедших стерилизацию пузырьков. Блоки для прижигания и для заполнение предпочтительно размещают внутри стерильного бокса с ламинарным потоком газа, проходящим через бокс, для того, чтобы облегчить поддержание стерильности, как описано, например, в упомянутых выше патенте и заявке на выдачу патента.
В варианте выполнения, показанном на Фиг.9А-9С, температура нагревающей поверхности находится в интервале от примерно 250°С до 300°С, а время выполнения цикла (т.е. тот период времени, в течение которого нагревающая поверхность находится в контакте с открытой поверхностью участка 248 части, выполненной с возможностью восстановления герметичности) составляет от примерно 1.0 до 3.0 секунд. Автором данного изобретения было установлено, что такие температура и время выполнения цикла позволяют достичь, по крайней мере, примерно 6-log снижения показаний в био-тестах на стерильность и, таким образом, позволяют эффективно стерилизовать поверхность.
На Фиг.10 показан альтернативный вариант выполнения устройства для прижигания крышек, выполненных с возможностью восстановления герметичности, которое в целом обозначено цифрой 274. Устройство 274 отличается от устройства 252, показанного на Фиг.9А-9С, тем, что тепловая энергия для стерилизации участка части, выполненной с возможностью восстановления герметичности, через который происходит заполнение, подается лазером (далее обозначено как «прижигание лазером»). Устройство 274 для прижигания лазером содержит лазер или другой подходящий источник излучения 276, оптически соединенный со сканирующим зеркалом 278, размещенным над конструкцией, представляющей собой пузырек и крышку в сборе. Несмотря на то что это не показано на Фиг.10, пузырьки предпочтительно размещают на держателе того же типа, который показан на Фиг.9А-9С, с тем чтобы можно было быстро осуществить прижигание крышек до заполнения каждого пузырька медикаментом, как будет описано ниже.
Согласно одному из вариантов выполнения лазер 276 представляет собой коммерчески доступный СО2- или YAG-лазер. CO2-лазер осуществляет работу при длине волны примерно 10,6 мкм. При такой длине волны поглощение энергии лазера частично зависит от электропроводности материала. Поэтому изоляционный материал, такой как эластомерный материал части 226, выполненной с возможностью восстановления герметичности, поглощает и преобразует большую часть получаемой энергии в тепловую, что вызывает прижигание поверхности участка 248. YAG-лазер осуществляет работу при длине волны примерно 1,06 мкм. При такой частоте поглощение частично происходит за счет атомов решетки. Таким образом, прозрачный полимер с малой ионизацией будет проницаемым для лазерного луча. Соответственно, когда используют YAG-лазер (или другие источники лазерного излучения, как будет описано ниже), к эластомерному материалу части, выполненной с возможностью восстановления герметичности, желательно добавить краситель для увеличения поглощения лазерного излучения. При использовании YAG-лазера поверхностный слой участка, в котором может быть выполнен прокол, а вместе с ним и микроорганизмы, бактерии или другие загрязнения, которые находятся на нем, быстро превращаются в плазму и, таким образом, происходит полная стерилизация обрабатываемой поверхности. Если необходимо, на поверхности стерильного бокса для заполнения может быть нанесено фильтрующее ультрафиолетовые лучи покрытие, с тем чтобы предохранить оператора от нежелательного воздействия облучения ультрафиолетом.
Автором данного изобретения было показано, что мощность луча в пределах от примерно 15 ватт до 30 ватт достаточна для эффективного прижигания поверхности участка 248 части из эластомерного материала, выполненной с возможностью восстановления герметичности. Кроме того, с помощью био-тестов было показано, что мощность лазера, составляющая от примерно 20 ватт или более, позволяет получить примерно 6,0-log снижение показаний (содержания бионагрузки). При использовании указанных значений устройство может эффективно осуществлять стерилизацию поверхности участка 248 при времени выполнения цикла, составляющем примерно 0,5 сек. Следовательно, значительное преимущество устройства для лазерного прижигания и соответствующего способа заключается в значительно более коротком времени выполнения цикла по сравнению с различными способами, в которых используют непосредственное тепловое воздействие. Другим преимуществом лазерного прижигания является то, что соответствующие устройство и способ являются бесконтактными и, следовательно, не нужно очищать контактную головку или подобные нагревающие поверхности.
Согласно Фиг.11 после непосредственного теплового прижигания или лазерного прижигания части 226, выполненной с возможностью восстановления герметичности, каждого пузырька пузырек перемещают в держателе 256 (например, посредством вибродвигателя) в блок для заполнения 280. Блок для заполнения 280 содержит иглу или другое подобное устройство 282 для инъекции, расположенное соответственно над держателем 256, как показано стрелками на Фиг.11, и выровненное в аксиальном направлении по отношению к участку 248, в котором может быть выполнен прокол, части 226, выполненной с возможностью восстановления герметичности, каждого пузырька в сборе, расположенного под ним. Двигатель 284 соединен с иглой 282 для ее введения внутрь и извлечения из каждой крышки или заглушки 210. Резервуар 286 для медикамента или иного вещества связан с иглой 282, и из него посредством иглы медикамент (или иное вещество) может быть введен(о) в пузырек. В показанном на чертежах варианте выполнения игла 282 содержит множество жидкостных резервуаров, включая первый жидкостной резервуар 288 для введения заданного медикамента или иного вещества (композиции) в пузырек, как показано стрелкой на Фиг.11, и второй резервуар 290, соединенный с источником вакуума 292, предназначенный для отвода воздуха или других газов из внутренней камеры 216 пузырька до и/или в процессе его заполнения медикаментом или иным веществом. В показанном на чертежах варианте выполнения игла 282 является «двуполостной», содержащей центральный жидкостной резервуар 288 для введения (инъекции) заданного медикамента или иного вещества в пузырек и внешний круговой жидкостной канал (резервуар) 290 для отвода замещаемого воздуха или других газов из внутренней камеры пузырька. В альтернативном варианте внешний жидкостной канал 290 двуполостной иглы может быть заменен одним или более аксиально расположенными желобами, выполненными во внешней стенке иглы, которые образуют проходы между иглой и участком, в котором выполнен прокол, заглушки, выполненной с возможностью восстановления герметичности. Как понятно для специалиста в данной области техники, иглы, которые используют для заполнения пузырьков в сборе по данному изобретению, могут иметь разнообразную форму и/или конфигурацию, использование которой для выполнения вышеописанной функции известно, либо станет известным в будущем.
Как показано на Фиг.12А-12D, после заполнения пузырька медикаментом или другим веществом и извлечения иглы 282 из крышки или заглушки 210, участок крышки, в котором выполнен прокол, содержит отверстие 294 от иглы (Фиг.12В). После извлечения иглы вулканизированная резина основания 212 заглушки, являясь достаточно упругой, способна «закрыть» прокол и поддерживать пузырек в герметичном состоянии. Однако, как было сказано выше, пары, газы и/или жидкости способны со временем проникнуть через это отверстие, поэтому каждая конструкция, представляющая собой пузырек и крышку в сборе, проходит через блок для герметизации, как показано на Фиг.12С, для осуществления восстановления герметичности под воздействием тепла части 226, выполненной с возможностью восстановления герметичности, крышки вскоре после извлечения из нее иглы. Как показано на Фиг.12С, нагревающий элемент или поверхность 264 могут быть выровнены в аксиальном направлении и расположены соответственно над участком 248, в котором выполнен прокол, конструкции, представляющей собой пузырек и крышку в сборе, расположенной в устройстве для заполнения. Двигатель 272 соединен с нагревающим элементом 264 и перемещает его по направлению к части каждой крышки, выполненной с возможностью восстановления герметичности, и от нее. Как показано на Фиг.12С, элемент 264 поддерживают нагретым до достаточной температуры и удерживают в контакте с участком, в котором выполнен прокол, части 226, выполненной с возможностью восстановления герметичности, для расплавления эластомерного материала и герметичного закрывания отверстия 294 от иглы. В результате, как показано на Фиг.12D, отверстие от иглы во внешней поверхности части, выполненной с возможностью восстановления герметичности, закрывают, вследствие чего между пузырьком и крышкой поддерживается состояние герметичности.
Как понятно для специалиста в данной области техники, двигатель и нагревающий(ая) элемент/поверхность, показанный(ая) на Фиг.12А-12D, могут представлять собой любой двигатель или нагревающий элемент, как было описано выше. Однако согласно Фиг.12С нагревающий элемент 264 может иметь меньшую ширину по сравнению с шириной нагревающего(ей) элемента/поверхности, который(ую) использовали для прижигания участка, в котором может быть выполнен прокол, до заполнения пузырька. Кроме того, температура нагревающего элемента 264, который используют для герметизации, может быть выше, чем температура описанного выше элемента, что нужно для того, чтобы быстро расплавить и герметизировать участок, в котором выполнен прокол. Одним из преимуществ заглушек, выполненных с возможностью восстановления герметичности, является то, что основание термически изолирует нагреваемый участок от медикамента, размещенного в пузырьке, так, что медикамент в пузырьке в процессе выполнения прижигания и герметизации под воздействием тепла находится при приемлемой температуре, что устраняет риск его порчи под воздействием тепла.
В альтернативном варианте, как показано на Фиг.13А-13С, для герметизации участка 294/248, в котором выполнен прокол, могут использовать источник лазерного излучения 276 и сканирующее зеркало 278. Для выполнения указанной функции в блоке для герметизации под воздействием тепла могут использовать тот же тип источника лазерного излучения 276 и сканирующего зеркала 278, которые были описаны выше, или в альтернативном варианте могут использовать другой тип лазерной системы. В одном из вариантов выполнения изобретения для герметизации участка заглушки, имеющего диаметре примерно 0,10 дюйма, используют СO2-лазер с мощностью примерно 50 ватт.
В предпочтительных в настоящее время вариантах выполнения изобретения каждая крышка или заглушка, выполненная с возможностью восстановления герметичности, изготовлена из термопластичного материала и содержит участок, в котором иглой может быть выполнен прокол с образованием отверстия, причем крышка/заглушка выполнена с возможностью восстановления герметичности под воздействием тепла, так что посредством применения к участку лазерного излучения с заданной длиной волны и мощностью можно герметично закрыть отверстие от иглы. Как описано ниже, каждая крышка или заглушка содержит термопластичный корпус или корпусную часть, характеризующийся(уюся) (i) заданной толщиной стенки в аксиальном направлении, (ii) заданным цветом и непрозрачностью, которые существенно влияют на поглощение лазерного излучения заданной длины волны и в значительной степени предотвращают прохождение излучения через стенку заданной толщины, (iii) заданным цветом и непрозрачностью, что приводит к тому, что воздействие лазерного излучения с заданной длиной волны и мощностью герметично закрывает отверстие от иглы, образованное в соответствующем участке, за заданное время и в основном без сжигания участка, в котором иглой выполнен прокол, и/или колпачка (покрытия) заглушки (т.е. без необратимого изменения молекулярной структуры или химических свойств материала). В некоторых вариантах выполнения заданное время составляет примерно 2 секунды, и, предпочтительно, 1,5 секунды или менее. В некоторых из указанных вариантов выполнения заданная длина волны лазерного излучения составляет примерно 980 нм, а заданная мощность каждого лазера предпочтительно составляет менее примерно 30 ватт, и, еще более предпочтительно, равна или меньше примерно 10 ватт, или находится в интервале от примерно 8 ватт до примерно 10 ватт. Кроме того, в некоторых из указанных вариантов выполнения, предпочтительный цвет материала - серый и заданная непрозрачность достигается при добавлении к материалу заглушки темно-серых красителей в количестве от примерно 0,3% до примерно 0,6% по весу.
Кроме описанных выше термопластичный материал может представлять собой смесь первого материала, который предпочтительно является блоксополимером стирола, например, таким как продаваемый под товарными знаками материал KRATON или DYNAFLEX, например DYNAFLEX G2706-10000-00, и второго материала, который предпочтительно является олефином, например продаваемым под товарными знаками ENGAGE или EXACT материалом, например EXACT 8203. В некоторых из вариантов выполнения изобретения первый и второй материалы смешивают в соотношении, которое составляет от примерно 50:50 по весу до, предпочтительно, примерно 90:10 по весу, и наиболее предпочтительно составляет примерно 90:5 по весу (соотношение первый материал: второй материал). Преимуществами предпочтительной смеси материалов по сравнению с первым материалом являются улучшенные водо- или паро-барьерные свойства, и, следовательно, увеличенный срок хранения продукта, улучшенные характеристики восстановления герметичности под воздействием тепла, уменьшенный коэффициент трения, улучшенная способность к формованию и повышенная скорость потока при формовании, а также снижение гистерезисных потерь.
В альтернативном варианте термопластичный материал заглушек, выполненных с возможностью восстановления герметичности, может быть блоксополимером стирола, который продает фирма GLS Corporation of McHenry, Иллинойс, под обозначением LC254-071. Указанный тип блоксополимера стирола обладает следующими физическими свойствами: (i) твердость (Shore A): примерно 28-29, (ii) удельная плотность: примерно 0,89 г/см3, (iii) цвет: от серого до темно-серого, (iv) 300% модуль, в направлении течения: примерно 181-211 Пси (фунт-сила на квадратный дюйм), (v) прочность на разрыв, в направлении течения: примерно 429-498 Пси, (vi) удлинение при разрыве, в направлении течения: примерно 675-708% и (vii) прочность на раздир, в направлении течения: примерно 78-81 lbf/in (фунт-сила на дюйм). В одном из вариантов выполнения изобретения заданные цвет и непрозрачность термопластика получают посредством добавления серого красителя, концентрация которого в цветовом концентрате составляет примерно 3% (т.е. соотношение концентрата и натуральной резины или ТРЕ составляет примерно 33:1). Цветовой концентрат содержит примерно 88,83% носителя или базовой резины, а оставшуюся часть составляет пигмент (краситель). В одном из вариантов выполнения пигмент представляет собой серый графитово-черный (grey carbon black). Таким образом, в получаемом в результате термопластике пигмент составляет примерно 0,34% по весу.
Кроме того, к термопластичному веществу, такому как указанный выше блоксополимер стирола, могут быть добавлены известные специалистам в данной области техники смазочные вещества для предотвращения или уменьшения образования частиц при введении иглы или иного устройства для заполнения через участок, в котором может быть выполнен прокол, части, выполненной из термопластичного материала. В одном из вариантов выполнения изобретения смазочное вещество может представлять собой минеральное масло, которое добавляют к блоксополимеру стирола или к иному термопластичному материалу в количестве, достаточном для предотвращения или в значительной степени уменьшения образования таких частиц при выполнении прокола иглой или иным устройством для заполнения. В другом варианте выполнения смазочное вещество представляет собой силикон, такой как жидкий силикон, продаваемый фирмой Dow Corning Corporation под обозначением «360 Medical Fluid, 350 CST», который добавляют к блоксополимеру стирола или иному термопластичному веществу в количестве, достаточном для предотвращения или в значительной степени уменьшения образования таких частиц при выполнении прокола иглой или иным устройством для заполнения.
Каждый из пузырьков по данному изобретению может быть изготовлен из различных материалов, применение которых для этой цели известно либо станет известным в будущем. Например, в некоторых вариантах выполнения изобретения пузырьки изготовлены из стекла. В одном из таких примеров корпус пузырька изготовлен из стекла, однако отходящее от него в горизонтальном направлении основание изготовлено из пластика и прикреплено к изготовленному из стекла корпусу при помощи адгезии, «защелкиванием», способом «формования поверх» или с помощью другого известного механизма присоединения. Блокирующее кольцо аналогичным образом изготовлено из пластика и прикреплено к открытому концу корпуса пузырька при помощи адгезии, «защелкиванием», способом «формования поверх» или с помощью другого известного механизма присоединения. В других предпочтительных в настоящее время вариантах выполнения данного изобретения корпус пузырька изготовлен из термопластичного материала, такого как термопластичный материал, продаваемый фирмой Ticona Corp. of Summit, Нью-Джерси, под товарным знаком TOPAS. В некоторых вариантах выполнения используют материал TOPAS™, который продают под следующими коммерческими кодами: 5013, 5513, 6013, 6015 и 8007 и который представляет собой циклический сополимер олефина и/или циклический полиолефин.
Как понятно для специалиста в данной области техники, специфическая композиция полимерных соединений, которую используют для изготовления заглушек и пузырьков или других контейнеров по данному изобретению, может быть изменена таким образом, чтобы получить требуемые физические характеристики, включая показатели сорбции (как абсорбции, так и адсорбции) и переноса влаги-пара (moisture-vapor transmission, «MVT»). Так, например, толщина стенок пузырьков и/или заглушек может быть увеличена или изменена другим образом, с тем чтобы получить улучшенный или другой требуемый MVT барьер. Наряду с такими изменениями или вместо них смесь компонентов, образующих термопластичный материал, может быть изменена таким образом, чтобы соответствовать требуемым характеристикам уровня сорбции по отношению к конкретному(ым) продукту(ам), который(ые) помещают в пузырек, и/или для того чтобы получить требуемые показатели MVT. Кроме того, в тех вариантах выполнения изобретения, в которых для изготовления заглушки, выполненной с возможностью восстановления герметичности, используют множество слоев плавких и неплавких материалов, соответствующая толщина различных материалов может быть подобрана таким образом, чтобы получить требуемые показатели MVT. Кроме того, как будет описано ниже, предохраняющий от повреждений или иной колпачок (покрытие), который может содержать часть, выполненную с возможностью ее отламывания или иного отсоединения, которую удаляют непосредственно перед использованием пузырька, чтобы открыть доступ к заглушке, выполненной с возможностью восстановления герметичности, может образовывать герметичный или газонепроницаемый слой между поверхностью заглушки, в которой иглой может быть выполнен прокол, и окружающей средой (атмосферой), с тем чтобы дополнительно улучшить MVT барьер для медикамента или иного вещества, помещенного в пузырек. Как понятно для специалиста в данной области техники, указанные выше численные показатели и материалы приведены только в качестве примера и могут быть изменены по желанию или согласно требованиям конкретной системы.
На Фиг.14А-14С показан другой вариант выполнения конструкции пузырька для медикамента, выполненного согласно данному изобретению, обозначенного в целом цифрой 300. Помимо других элементов, пузырек в сборе содержит пузырек для хранения 310, заглушку 330, удерживающее кольцо 350 и диск 370, выполненный с возможностью восстановления герметичности под воздействием тепла.
Пузырек для хранения 310 содержит корпус 312, основание 314 и горлышко 316. Корпус 312 содержит внутреннюю камеру 318, подходящую для хранения заданного медикамента или иного вещества. Как показано на чертежах, корпус 312 имеет в основном цилиндрическую форму. Однако для специалиста в данной области техники понятно, что он может иметь сферическую или любую другую форму, которая задает внутреннюю камеру, в которой можно хранить медикаменты или иные вещества. Горлышко 316 связано с вершиной корпуса 312 и задает вход 320 пузырька. В предпочтительных в настоящее время вариантах выполнения изобретения медикамент помещают во внутреннюю камеру 318 пузырька и извлекают из нее посредством иглы.
Заглушка 330 помещена во вход 320 и содержит внешнюю периферическую поверхность 332, которая выполнена таким образом и имеет такую конфигурацию, что ее можно вставить во вход 320, при этом она входит в контакт с горлышком 316 пузырька 310. Заглушка 330 создает первую предварительную герметизацию для медикамента, помещенного во внутреннюю камеру 318 пузырька для хранения 310. Заглушка 330 может быть изготовлена из вулканизированной резины. Однако для специалиста в данной области техники понятно, что для изготовления заглушки 330 могут быть использованы и другие подходящие материалы.
Во вход 320 пузырька для хранения 310 также помещена деталь 370, выполненная с возможностью восстановления герметичности под воздействием тепла, причем указанная деталь предпочтительно полностью покрывает заглушку 330 сверху. Как описано выше в отношении других вариантов выполнения заглушки, деталь 370, выполненная с возможностью восстановления герметичности под воздействием тепла, предпочтительно изготовлена из упругого полимерного материала, такого как смесь первого полимерного материала, продаваемого фирмой Shell Oil Co. под зарегистрированными товарными знаками KRATON® или DYNAFLEX®, и второго материала, представляющего собой полиэтилен низкой плотности, такой как полиэтилен, продаваемый фирмой Dow Chemical Co. под товарными знаками ENGAGE™ или EXACT™. В одном из вариантов выполнения изобретения первый и второй материалы смешивают в соотношении от примерно 50:50 до примерно 90:10 по весу (соотношение первый материал: второй материал). Согласно другому варианту выполнения изобретения смесь первого и второго материалов составлена в соотношении примерно 50:50 по весу. Преимуществами смеси согласно предпочтительному варианту выполнения по отношению к первому материалу, если рассматривать его сам по себе, являются улучшенные водо- или паробарьерные свойства и, следовательно, увеличенные сроки хранения продукта, улучшенные характеристики восстановления герметичности под воздействием тепла, уменьшенный коэффициент трения, облегчение формования или увеличение скорости потока при формовании, снижение гистерезисных потерь. Однако, как понятно для специалиста в данной области техники, указанные численные значения и материалы приведены только в качестве примера и могут быть изменены по желанию или в зависимости от требований конкретной системы.
Важным признаком детали 370, выполненной с возможностью восстановления герметичности под воздействием тепла, является то, что ее герметичность может быть восстановлена с образованием газонепроницаемого слоя после введения в нее иглы, шприца и иного устройства для инъекции.
Предпочтительно, герметичность указанной детали может быть восстановлена посредством нагревания участка, в котором иглой выполнен прокол, способом, описанным выше. Одним из преимуществ описанной выше смеси полимеров является то, что степень адсорбции медикамента полимером, по сравнению как с KRATON®, так и с DYNAFLEX® (если рассматривать их сами по себе), сведена к минимуму.
Как показано на Фиг.14А-14С, удерживающее кольцо 350 находится в контакте с горлышком 316 пузырька 300 и выполнено таким образом и имеет такую конфигурацию, чтобы удерживать деталь 370, выполненную с возможностью восстановления герметичности под воздействием тепла, и заглушку 330 внутри входа 320 пузырька, образуя, таким образом, второй уровень герметизации. Удерживающее кольцо 350 предпочтительно изготовлено из, по крайней мере, одного из термопластичных или эластичных материалов. Оно может быть изготовлено из упругого полимерного материала и из полиэтилена низкой плотности, такого же, который используют для изготовления детали 370. Предпочтительно, удерживающее кольцо 350 изготавливают следующим образом: конструкцию, представляющую собой пузырек для хранения 310 и заглушку 330 в сборе, помещают в устройство для формования и размещают посредством формования материал удерживающего кольца непосредственно поверх части пузырька для хранения 310 и заглушки 330 (далее указанный способ обозначен как «формование поверх»).
Как было отмечено выше, в процессе транспортировки, хранения и сборки сложно поддерживать стерильность крышек и пузырьков. Использование неметаллических материалов для изготовления удерживающего кольца 350 позволяет собрать конструкцию пузырька и крышки и подвергнуть ее стерилизации как единую деталь до заполнения пузырька медикаментом с использованием, например, технологии стерилизации под воздействием гамма-излучения или другого процесса, в ходе которого осуществляют облучение или стерилизацию. В отличие от пластиковых крышек, устанавливаемых посредством резьбы, удерживающее кольцо, выполненное способом «формования поверх», обеспечивает сохранность содержимого пузырька и предотвращает удаление заглушки.
Как показано на Фиг.14В, удерживающее кольцо 350 имеет в поперечном сечении С-образную форму и содержит перегородку 356, которая разделяет нижний фланец 352 и верхний фланец 354. Удерживающее кольцо 350 выполнено таким образом, что нижний фланец 352 находится в контакте с выступом 322 пузырька для хранения 310. Кроме того, верхний фланец 354 частично расположен поверх заглушки 330 и детали 370, выполненной с возможностью восстановления герметичности под воздействием тепла, таким образом закрепляя эти элементы внутри горлышка 320 корпуса пузырька 310.
В процессе «формования поверх», если требуется, материал, из которого изготавливают удерживающее кольцо 350, выдерживают в устройстве для формования при температуре, достаточной для его частичного расплавления на участке соединения горлышка 316 пузырька и/или диска (кольца) 370, выполненного с возможностью восстановления герметичности под воздействием тепла, или заглушки 330. В результате при охлаждении удерживающее кольцо 350 оказывается прочно сплавленным с горлышком 316 пузырька и/или деталью 370, выполненной с возможностью восстановления герметичности под воздействием тепла, или заглушкой 330. Сплавление материалов дополнительно улучшает герметизацию и удерживание посредством удерживающего кольца 350. Для пузырьков, имеющих относительно большой диаметр горлышка, частичное расплавление одного или нескольких элементов, как описано выше, может предоставлять дополнительные преимущества, так как при введении иглы в заглушку существует тенденция проталкивания ее (заглушки) во внутреннюю камеру. Если необходимо, сплавление удерживающего кольца с заглушкой или деталью, выполненной с возможностью восстановления герметичности под воздействием тепла, может облегчить предотвращение разрушения заглушки. Нужно отметить, что сплавление материалов могут осуществлять посредством применения ультразвуковой сварки, посредством приложения тепловой энергии или с использованием любой другой известной технологии для соединения термопластичных, эластичных или других используемых материалов.
В альтернативном варианте выполнения диск, выполненный с возможностью восстановления герметичности под воздействием тепла, могут не использовать и удерживающее кольцо может быть выполнено таким образом, чтобы полностью покрывать заглушку сверху. В этом варианте выполнения удерживающее кольцо может быть изготовлено из материала, способного восстанавливать свою герметичность под воздействием тепла, аналогичного или сходного с тем, из которого выполнен диск 370, или который был описан выше. В рабочем режиме прокол, который выполняют иглой или подобным устройством для заполнения для введения медикамента во внутреннюю камеру пузырька, выполняют в заглушке и в удерживающем кольце. После извлечения иглы для заполнения к удерживающему кольцу применяют тепловое воздействие для герметичного закрывания отверстия, выполненного иглой.
Как показано на Фиг.14А-14С, конструкция пузырька в сборе 300 дополнительно содержит отгибаемый колпачок 380. Колпачок 380 присоединяют к герметизирующему кольцу 350 после завершения процессов заполнения и восстановления герметичности, причем колпачок создает предохраняющее от повреждений покрытие, по состоянию которого можно судить, извлекали ли из пузырька медикамент, или был ли пузырек поврежден после его заполнения и в процессе хранения. Кроме того, если в этом существует необходимость или таково желание лица, использующего изобретение, отгибаемый колпачок может создавать дополнительный барьер по отношению к поступлению влаги и/или пара внутрь пузырька или из него.
Как показано на Фиг.14А, пузырек 310 имеет форму, напоминающую катушку или «диаболо». Если рассматривать ее более подробно, то верхняя часть или удерживающее кольцо 350 имеет первый размер, измеряемый в горизонтальном направлении, или диаметр «D1», корпус 312 пузырька имеет второй размер, измеряемый в горизонтальном направлении, или диаметр «D2», и основание 314 имеет третий размер, измеряемый в горизонтальном направлении, или диаметр «D3». Как показано на чертежах, D1 и D3 больше, чем D2, таким образом, образуется форма, напоминающая катушку или «диаболо». Как было отмечено выше, такая форма облегчает обращение с пузырьком в процессе его использования, так как пользователь может крепко удерживать корпус пузырька в месте меньшего диаметра D2, например, указательным и большим пальцем одной руки. Относительно более большие диаметры D1 и D3 облегчают предотвращение аксиального перемещения пузырька. Кроме того, использование относительно более большого диаметра D1 верхней части предохраняет пальцы пользователя от иглы, например, при ее соскальзывании или в случае, если игла иным образом проходит мимо заглушки. Кроме того, как будет описано ниже, использование формы, напоминающей катушку или «диаболо», приводит к тому, что центр тяжести пузырька расположен ниже, чем в пузырьках, известных из предшествующего уровня техники, что предохраняет пузырек от переворачивания в процессе использования, например, при заполнении пузырька в автоматических устройствах. Как будет показано ниже, такая форма также облегчает удерживание и другие манипуляции с пузырьком в автоматизированных процессах выполнения стерилизации, заполнения с помощью иглы и/или восстановления герметичности под воздействием тепла.
На Фиг.15 показан другой вариант выполнения конструкции пузырька в сборе, выполненного согласно данному изобретению, причем конструкция в целом обозначена цифрой 400. Конструкция пузырька в сборе 400 помимо других элементов содержит пузырек для хранения 410, заглушку 430 и удерживающее кольцо 450. Пузырек для хранения 410 содержит цилиндрический корпус 412, который соединяет основание 414 и горлышко 416. Корпус 412 содержит внешнюю стенку 411, которая ограничивает внутреннюю камеру 418 для хранения медикамента, и центральную ось 413 конструкции пузырька в сборе 400.
В отличие от пузырька 300, в котором основание 314 и корпус 312 представляют собой единое целое, основание 414 и корпус 412 пузырька для хранения 410 выполнены в виде отдельных деталей. Основание 414 содержит внутреннюю поверхность 422, которая выполнена и сконфигурирована таким образом, чтобы входить в контакт с аксиально расположенным фланцем 424 пузырька для хранения 410. Основание 414 может быть закреплено с корпусом 412 посредством прессовой посадки, адгезии, ультразвуковой сварки или с помощью других технологий соединения. Благодаря увеличенной ширине основания 414 по сравнению с пузырьком 300, устойчивость в вертикальном положении конструкции пузырька в сборе 400 при расположении ее на горизонтальной поверхности повышается.
Как показано на Фиг.15, в приведенном на чертеже варианте выполнения заглушка 430 содержит круговую выемку 434, выполненную во внешнем крае 432. Когда заглушку 430 вставляют во вход 420 пузырька для хранения 410, между заглушкой 430 и горлышком 416 пузырька 410 образуется круговая выемка. Удерживающее кольцо 450 размещают в указанной выемке предпочтительно способом, описанным ниже.
На Фиг.16А-16В показан пример осуществления способа изготовления удерживающего кольца 450. Как показано на Фиг.16А, корпус 412 пузырька сначала помещают в кювету в нижней части устройства для формования 460. Для удобства обработки на этой стадии основание 414 еще не приведено в контакт с фланцами 424 корпуса 412 пузырька. Устройство для формования 460 содержит днище 462 и первую и вторую боковые стенки 464 и 466 соответственно.
После этого заглушку 430 помещают во вход корпуса 412 пузырька. Как было показано выше со ссылкой на Фиг.15, заглушка 430 содержит круговую выемку 434, выполненную в ее внешнем крае 432. Когда заглушку 430 помещают во вход корпуса 412 пузырька, между заглушкой 430 и горлышком 416 пузырька 410 образуется круговая выемка. В альтернативном варианте с целью уменьшения риска внесения загрязнений корпус 412 пузырька и заглушка 430 могут быть изготовлены формованием в соединенных (расположенных рядом) устройствах в помещении, в котором поддерживают надлежащий уровень чистоты. Заглушку 430 могут помещать во вход корпуса 412 пузырька до перемещения из указанного помещения к устройству для формования 460, для того чтобы предотвратить попадание посторонних частиц во внутреннюю камеру 418.
Как показано на Фиг.16В, верхний элемент 468 устройства для формования расположен над нижней конструкцией устройства для формования 460. Затем путем нанесения посредством литья (как показано стрелками), по крайней мере, одного из термопластичных или эластичных материалов в жидкой форме в круговую выемку формуют удерживающее кольцо 450. В процессе формования, учитывая, что корпус пузырька изготовлен из пластичного материала (в отличие от, например, стекла) температура материала, который используют для изготовления удерживающего кольца 450, является достаточной для того, чтобы частично расплавить материал в месте его контакта с прилегающим материалом горлышка 416. Таким образом, после охлаждения удерживающее кольцо 450 оказывается частично сплавленным с горлышком 416 и удерживает, таким образом, заглушку 430 внутри входа пузырька. Необходимо отметить, что сплавление могут осуществлять посредством ультразвуковой сварки, путем применения тепловой энергии или при помощи любой другой технологии для соединения термопластичных, пластичных или иных используемых материалов.
Устройство для закрывания пузырьков, изготовленное согласно способу, подробно показанному на Фиг.16А и 16В, содержит герметизирующее кольцо, изготовленное посредством нанесения при помощи литья полиолефина ENGAGE™ в жидкой форме в круговую выемку, образованную между заглушкой и горлышком пузырька при температуре, которая превышает примерно 390°F. Заглушку изготавливают из термопластика на основе смеси ENGAGE™ и DYNAFLEX™ способом, описанным выше. Температура ENGAGE™ в жидкой форме является достаточной для того, чтобы локально (на определенных участках) расплавить термопластичную заглушку, а также горлышко пузырька. При охлаждении материалов во внутреннюю камеру через отверстие, просверленное или выполненное иным способом в днище корпуса пузырька, могут подавать воздух. Заявителем по данной заявке было установлено, что внутренняя камера может быть подвергнута воздействию давления, составляющего более 80 Пси без смещения устройства для закрывания, образованного заглушкой и удерживающим кольцом, из входа пузырька.
На Фиг.17А-17С показан пример осуществления способа изготовления конструкции пузырька в сборе согласно данному изобретению. Конструкция пузырька в сборе 500 содержит пузырек для хранения 510, заглушку 530, выполненную «формованием поверх», и основание 580, выполненное «формованием поверх». Пузырек для хранения 510 по конструкции сходен с пузырьками для хранения 310 и 410, описанными выше, за исключением того, что пузырек для хранения 510 содержит открытые основание и вершину.
Так же как и пузырек 310, описанный выше, как показано на Фиг.15, пузырек 410 имеет форму, напоминающую катушку или «диаболо», образованную относительно более большими диаметрами D1 верхней части 417 и D3 основания 415 и относительно меньшим диаметром D2 корпуса 412, расположенного между верхней частью и основанием.
Как показано на Фиг.17А, пузырек 510 сначала помещают внутрь кюветы, составляющей часть устройства для формования 560. Устройство для формования 560 содержит основание 562, первую и вторую боковые стенки 564 и 566 соответственно и верхнюю часть 568. Основание 562 устройства для формования 560 содержит цилиндрическую формовочную вставку 570, выступающую из него и проходящую в пузырек 510. Верхняя поверхность 572 формовочной вставки 570 подогнана и сконфигурирована для образования нижней поверхности формуемой поверх заглушки 530. Сформованную поверх заглушку 530 выполняют посредством литья, по крайней мере, одного из термопластичных и эластичных материалов в жидкой форме в кювету, образованную элементами устройства для формования.
После осуществления формования заглушки 530, корпус пузырька 510 с выполненной формованием поверх заглушкой 530 извлекают из устройства для формования. Как показано на Фиг.17В, основание 514 соединяют с нижней частью пузырька для хранения 510 любым способом, описанным выше. Наконец, конструкцию пузырька размещают внутри второго устройства для формования (на чертежах не показано) и способом, аналогичным описанному способу «формования поверх», выполняют основание 580.
На Фиг.18 изображен другой вариант выполнения конструкции пузырька согласно приведенному в качестве примера варианту выполнения изобретения, причем конструкция в целом обозначена цифрой 600. Так же, как это было описано для приведенных выше вариантов выполнения, конструкция 600 пузырька в сборе содержит пузырек для хранения 610 и заглушку 630. Пузырек 610 содержит цилиндрический корпус 612, присоединяемое посредством «защелкивания» основание 614 и горлышко 616. Корпус 612 содержит внутреннюю камеру 618 для хранения заданного медикамента и центральную ось конструкции 600 пузырька.
Как было описано выше, заглушка 630 имеет внешнюю периферическую поверхность 632, которая выполнена и сконфигурирована таким образом, чтобы входить в контакт с горлышком 616 пузырька для хранения 610. Периферическая поверхность 632 заглушки 630 создает первый уровень герметизации для заданного медикамента, помещенного во внутреннюю камеру пузырька. Как показано на чертежах, горлышко 616 содержит заостренный круговой выступ 617, который проходит аксиально по направлению к расположенному сверху материалу заглушки, что дополнительно улучшает герметичность между заглушкой и пузырьком. В отличие от ранее описанных вариантов выполнения конструкция 600 пузырька в сборе дополнительно содержит блокирующее или удерживающее кольцо 650 и присоединяемый посредством «защелкивания» предохраняющий от повреждений колпачок 640. Блокирующее кольцо 650 содержит внешний периферический фланец 652, снабженный на внутренней поверхности выступом 654. Выступ 654 выполнен и сконфигурирован таким образом, чтобы входить в блокирующее взаимодействие с нижней поверхностью 620 горлышка 614. Блокирующее кольцо 650 изготовлено из относительно гибкого, неметаллического материала, такого как пластик.
В процессе выполнения сборки блокирующее кольцо 650 устанавливают поверх заглушки 630. Блокирующее кольцо 650 посредством надавливания перемещают в аксиальном направлении вниз таким образом, чтобы оно сдавливало и удерживало заглушку 630 внутри входа пузырька. Фланец 652 блокирующего кольца, благодаря своей гибкости и конфигурации, выгибается в направлении от внешней периферической поверхности 622 горлышка 614. Если выступ 654 перемещается в аксиальном направлении вниз ниже нижней поверхности 620, фланец 652 выгибается в обратном направлении и выступ 654 и нижняя поверхность 620 образуют плотно защелкивающееся, блокирующее соединение. В приведенном в качестве примера варианте выполнения круговую выемку вырезают или иным образом выполняют во внешней поверхности фланца 652 после того, как блокирующее кольцо 650 соединяют с горлышком 614 пузырька для хранения 610. Как показано на чертежах, блокирующее кольцо 650 невозможно отсоединить от горлышка 614 без разрушения фланца 652. Такое выполнение предотвращает удаление заглушки и любое повреждение содержимого пузырька без выполнения в заглушке прокола.
Блокирующее кольцо 650 по центру снабжено отверстием, которое обеспечивает доступ к заглушке 630 для иглы или другого подобного устройства. Предохраняющий от повреждений колпачок 640 покрывает расположенное по центру отверстие блокирующего кольца 650 и соединен с блокирующим кольцом 650, защищая, таким образом, открытый для доступа материал заглушки. В показанном варианте выполнения колпачок 640 соединен с блокирующим кольцом 650 посредством прессовой посадки, аналогично тому, как это было описано для блокирующего кольца 650. Колпачок 640 содержит внешний периферический фланец 642, который по внутреннему диаметру снабжен выступом 655, выполненным таким образом, что он может входить в блокирующий контакт с периферической выемкой 656 блокирующего кольца 650. Предохраняющий от повреждений колпачок 640 дополнительно содержит с внутренней стороны заостренный круговой выступ 657, который посредством надавливания вводят в контакт с прилегающим материалом заглушки, с тем чтобы увеличить герметичность между колпачком 640 и заглушкой 630. Предпочтительно, предохраняющий от повреждений колпачок 640 не может быть удален с пузырька без его (колпачка) разрушения, что обеспечивает выполнение функции предохранения от повреждений. В альтернативном варианте такой признак предохранения от повреждений может быть внесен в конструкцию посредством ультразвуковой сварки, адгезией или с помощью любой другой подходящей технологии соединения, которую применяют для того, чтобы соединить предохраняющий от повреждений колпачок 640 и блокирующее кольцо 650 таким образом, что если его (колпачок) сняли (удалили) один раз, его уже невозможно опять соединить с блокирующим кольцом 650.
Как понятно для среднего специалиста в данной области техники, пузырек может быть изготовлен из стекла, пластика или из комбинации стекла и пластика. Например, корпус пузырька может быть изготовлен из стекла, в то время как основание 614 может быть изготовлено из пластика, и блокирующее кольцо 650 и предохраняющее от повреждений кольцо могут быть изготовлены из пластика. Изготовленные из пластика основание и блокирующие кольцо могут быть присоединены к стеклянному корпусу любыми описанными здесь способами, включая присоединение пластиковых элементов к стеклянному посредством «формования поверх», механического «защелкивания» или с помощью других средств для создания блокирующего соединения, используемых для соединения стеклянных и пластиковых деталей, или посредством адгезионного присоединения пластиковых элементов к стеклянному. Кроме того, в этом варианте выполнения изобретения заглушка может содержать основание, изготовленное из вулканизированной резины или другого неплавкого материала, а также может содержать часть, выполненную с возможностью расплавления описанными выше способами, которая изготовлена из термопластика или иного подверженного плавлению под воздействием тепла материала, причем эта часть расположена поверх основания. Одним из преимуществ такого варианта выполнения данного изобретения является то, что медикамент или иное вещество, помещенное в пузырек, находится в контакте только со стеклянными и выполненными из вулканизированной резины поверхностями. Таким образом, такой вариант выполнения может быть использован для таких медикаментов или других веществ, хранение которых осуществляют в стеклянных пузырьках с заглушками, изготовленными из вулканизированной резины или из других подобных материалов.
На Фиг.22А-22С подробно показан колпачок 640, который содержит часть 660, выполненную с возможностью ее отламывания, присоединенную к остальной части колпачка множеством расположенных вокруг оси с промежутками между ними соединительных элементов 662, выполненных с возможностью их отламывания. Как показано на чертежах, для того чтобы в заглушке 630, выполненной с возможностью восстановления герметичности, иглой или другим подобным устройством мог бы быть выполнен прокол, часть 660 нужно удалить с заглушки посредством приложения силы, достаточной для того, чтобы сломать соединительные элементы 662, выполненные с возможностью их отламывания, для высвобождения части 660. Как показано на чертежах, колпачок 640 может содержать периферический обод 664, который соприкасается с большим пальцем пользователя, например, при надавливании пальцем, в результате чего отсоединяют часть 660, выполненную с возможностью ее отламывания. После того как соединительные элементы 662 сломаны, часть 660 невозможно установить заново, что позволяет обеспечить наличие признака предохранения от повреждений. Кроме того, круговой выступ 657 и связанная с ним часть колпачка, расположенная поверх материала заглушки внутри центрального отверстия блокирующего кольца 650, дополнительно обеспечивает герметичность заглушки и внутренней части пузырька по отношению к воздействию окружающей среды (атмосферы) и дополнительно препятствует воздействию газов, паров и других нежелательных веществ как на заглушку, так и на вещества, помещенные внутрь пузырька. Например, колпачок 640 может существенно улучшить барьер, препятствующий проникновению паров (или MVT барьер), создаваемый конструкцией заглушки, и, таким образом, увеличить срок хранения веществ, помещенных в пузырек.
Одним из преимуществ конструкции 600 пузырька в сборе, а также конструкций 300, 400 и 500 является то, что они выполнены таким образом, что имеют форму, напоминающую катушку или «диаболо». Как было описано выше, верхняя и нижняя части пузырька имеют наружные периферические поверхности, размеры которых в радиальном направлении превышают размеры центральной части корпуса пузырька. В результате при извлечении медикамента медицинским работником его пальцы, удерживающие корпус пузырька, в большей степени защищены от укола иглой при ее соскальзывании с заглушки.
Такая форма конструкции пузырька, напоминающая «диаболо», также повышает устойчивость заполненных пузырьков, и, кроме того, облегчает манипуляции с пузырьком в процессе выполнения стерилизации и заполнения. Пузырьки по данному изобретению содержат основание, внешняя периферическая поверхность которого проходит радиально от центральной части корпуса, и, следовательно, пузырек по данному изобретению имеет центр тяжести, который расположен ниже по сравнению с этим показателем для традиционных выполненных формованием раздувом пузырьков той же высоты, с основанием, которое не проходит в радиальном направлении от корпуса пузырька. То, что верхняя и нижняя части пузырька выступают за внешний диаметр его корпуса (центральной части), также позволяет усовершенствовать процесс манипуляции с корпусом пузырька или пузырьком в сборе посредством выполнения верхних и нижних выступов, которые могут быть использованы для того, чтобы направлять перемещение пузырька в процессе его обработки, и облегчают использование автоматического оборудования для совершения с ним соответствующих манипуляций (например, в случае использования устройств-роботов, работающих в режиме «подними-и-положи»).
Дополнительным преимуществом описанных конструкций пузырьков является то, что предохраняющий от повреждений колпачок может быть герметично присоединен к расположенным под ним блокирующим элементам и/или заглушке, выполненной с возможностью восстановления герметичности, таким образом, происходит герметичное по отношению к воздействию окружающей среды присоединение заглушки к блокирующим элементам и колпачку. Согласно одному из аспектов предпочтительного варианта выполнения данного изобретения расположенные сверху блокирующие элементы и колпачки могут быть изготовлены из относительно твердых материалов и/или из материалов, обладающих относительно высокой устойчивостью к воздействию влаги и пара по сравнению с материалом самой заглушки, выполненной с возможностью восстановления герметичности. Это облегчает предотвращение потери медикамента или иного вещества, помещенного в пузырек или иной подобный контейнер, или попадания влаги или пара в пузырек или иной подобный контейнер, например, в процессе хранения, транспортировки и/или использования продукта в течение срока его годности.
На Фиг.19-21 показан другой вариант выполнения конструкции 700 пузырька в сборе по данному изобретению. Конструкция 700 пузырька помимо других признаков содержит конструкцию 735 устройства для закрывания и корпус 710 пузырька. Так же, как и устройство для закрывания, показанное на Фиг.18, конструкция 735 устройства для закрывания включает в себя три элемента и содержит заглушку 730, блокирующее или удерживающее кольцо или крышку 750 и предохраняющий от повреждений колпачок 740.
В отличие от устройства для закрывания, показанного на Фиг.18, конструкция 735 устройства для закрывания частично выполнена посредством способа последовательного формования. Если говорить более подробно, заглушка 730 (Фиг.20) и блокирующее кольцо 750 выполнены в виде одной детали способом двухстадийного формования. Сначала при помощи любого известного способа формования изготавливают заглушку 730. Как показано на Фиг.20, внешний край 732 заглушки 730 содержит круговую выемку 736. Затем заглушку 730 помещают в устройство для формования и используют для образования, по крайней мере, части внутренней поверхности 752 блокирующего кольца 750. Термопластичный или эластичный материал вливают в форму с тем, чтобы сформовать блокирующее кольцо 750, снабженное круговым выступом 754, который находится в контакте с круговой выемкой 736 заглушки 730. После этого, как показано на Фиг.19, объединенный элемент, представляющий собой заглушку/блокирующее кольцо, соединяют с открытым концом корпуса 710 пузырька так, чтобы герметично закрыть внутреннюю камеру 718.
Блокирующее кольцо 750 содержит круговой желоб 756, выполненный вдоль его внешнего края. Как показано на Фиг.19, предохраняющий от повреждений колпачок 740 содержит отходящий от него внешний периферический фланец 744. Фланец 744 соединен с возможностью скольжения с желобом 756 блокирующего кольца 750 и прикрепляет колпачок 740 к блокирующему кольцу 750. Когда предохраняющий от повреждений колпачок 740 вдавливают и посредством этого приводят в соединение с блокирующим кольцом 750, круговое ребро 738 заглушки 730 сдавливается основанием колпачка, в результате чего создается второй уровень герметизации. Соответственно, предохраняющий от повреждений колпачок 740 формирует герметичный или газонепроницаемый слой между внешней поверхностью заглушки и окружающей средой, обеспечивая, тем самым, MVT барьер между внутренней частью пузырька и окружающей средой. Как понятно для среднего специалиста в данной области техники, материал(ы) и/или толщина предохраняющего от повреждений колпачка 740 и/или блокирующего кольца 750 или, по крайней мере, их части(ей), расположенной(ых) сверху и закрывающей(их) открытую(ые) поверхность(и) заглушки, могут быть подобраны таким образом, чтобы можно было осуществлять контроль за MVT барьером между внутренней и внешней сторонами пузырька с точки зрения возможности проникновения через заглушку.
Круговой желоб 756, выполненный вдоль внешнего края блокирующего кольца 750, также предназначен для того, чтобы уменьшить вероятность случайного укола иглой. С тем чтобы получить доступ к заглушке 730 для извлечения медикамента из внутренней камеры 718, колпачок 740 отделяют от блокирующего кольца, открывая желоб 756. В том случае, если игла, с помощью которой осуществляют извлечение медикамента, случайно соскальзывает с заглушки 730 или промахивается мимо нее, она (игла) с большей долей вероятности соскользнет в круговой желоб 756, чем продолжит свое движение вниз и уколет руку медицинского работника.
Как показано на Фиг.19 и 20, емкость 734, которая задана днищем заглушки 730, позволяет верхней части заглушки 730 изгибаться при приложении силы к круговому ребру 738 колпачка 740. В результате нижняя часть заглушки оказывает противодавление в радиальном направлении, что приводит к улучшению герметизации по кругу между внешним краем 732 заглушки 730 и корпусом 710 пузырька. Кроме того, верхняя часть заглушки 730 в результате действия приложенных к круговому ребру 738 сил находится в сжатом состоянии, в результате чего между предохраняющим от повреждений колпачком 740 и открытой поверхностью заглушки образуется герметичный или газонепроницаемый слой, что приводит к дополнительной герметизации заглушки по отношению к окружающей среде, и может приводить к дополнительному повышению MVT барьера между внутренней частью пузырька и окружающей средой.
На Фиг.23-28 представлен другой вариант выполнения пузырька по данному изобретению, причем пузырек в целом обозначен цифрой 800. Пузырек 800 во многом сходен с пузырьками, описанными выше со ссылками на Фиг.14-23, поэтому для обозначения сходных элементов использовали сходные цифры, причем в качестве первой цифры соответствующей ссылки использовали «8». Главное отличие рассматриваемого пузырька 800 по сравнению с описанными выше заключается в том, что блокирующее кольцо 850 приваривают, например, посредством ультразвуковой сварки к горлышку 816 корпуса пузырька. Кроме того, защелкивающуюся верхушку или предохраняющий от повреждений колпачок 840 приваривают прихваточным швом, например, посредством ультразвуковой сварки, к блокирующему кольцу 850. Как показано на Фиг.24 и 28, заглушка 830 содержит круговой фланец 832, горлышко 816 корпуса пузырька содержит заостренный круговой выступ 817, который проходит к одной из сторон фланца 832 заглушки, и блокирующее кольцо 850 содержит другой круговой выступ 819, который проходит к противоположной стороне фланца 832 заглушки. Таким образом, круговые выступы 817 и 819 образуют непрерывные, расположенные по кругу герметизирующие поверхности, которые вносят вклад в создание газонепроницаемого или герметичного слоя между заглушкой и корпусом пузырька. Кроме того, как показано на Фиг.24, периферическая поверхность 832 по стыку подогнана с внутренней поверхностью корпуса 810, улучшая, таким образом, газонепроницаемую или герметичную изоляцию между заглушкой и корпусом пузырька. Горлышко 816 содержит на своей осевой стороне заостренный круговой выступ 821, который входит в соответствующую круговую выемку 823, выполненную на внутренней стороне блокирующего кольца 850. Круговой выступ 821 сплавляют с блокирующим кольцом 850 в круговой выемке 823 посредством, например, ультразвуковой сварки, с тем, чтобы прочно прикрепить блокирующее кольцо к корпусу пузырька. Кроме того, сварка по кругу предпочтительно создает герметичный или газонепроницаемый слой между блокирующим кольцом и корпусом пузырька, что еще более улучшает изоляцию внутренней части пузырька от воздействия окружающей среды. Блокирующее кольцо 850 на периферическом конце дополнительно содержит множество отдельных проходящих в радиальном направлении выступов 866, которые входят в соответствующие выемки 868, выполненные на внутренней поверхности блокирующего кольца 840. Выступы 866 сплавляют с колпачком 840 в выемках 868, посредством, например, ультразвуковой сварки, в результате чего между колпачком 840 и блокирующим кольцом 850 образуется множество соединений, выполненных с возможностью их отламывания. В альтернативном варианте, как показано на Фиг.27, в основании фланца 842 колпачка могут быть образованы выступы 866', и их могут сплавлять с соответствующими выемками 868', выполненными в круговой выемке 870 блокирующего кольца. Как показано на Фиг.24, 27 и 28, основание корпуса пузырька содержит заостренный круговой выступ 815, который входит в соответствующую круговую выемку, выполненную в основании 814, для того, чтобы прочно прикрепить основание к корпусу посредством, например, ультразвуковой сварки.
Чтобы заполнить пузырек 810, заглушку 830, блокирующее кольцо 850 и основание 814 прикрепляют к корпусу пустого пузырька посредством, например, ультразвуковой сварки. Затем пустой пузырек стерилизуют, например, посредством гамма- или излучения иного типа. После этого стерилизованные пустые пузырьки заполняют посредством иглы и восстанавливают их герметичность при помощи применения теплового воздействия, например при помощи лазера, как было описано выше. Затем к заполненному пузырьку присоединяют предохраняющий от повреждений колпачок 840 посредством прочного присоединения колпачка к блокирующему кольцу 850 при помощи, например, ультразвуковой сварки, как было описано выше. Как показано на Фиг.24, внешняя поверхность заглушки 830 может быть по стыку подогнана с внутренней поверхностью предохраняющего от повреждений колпачка с тем, чтобы дополнительно улучшить газонепроницаемую или герметичную изоляцию между колпачком и заглушкой, для того чтобы, в свою очередь, создать дополнительный MVT барьер между внутренним объемом пузырька и окружающей средой с точки зрения возможности проникновения через колпачок. Если необходимо, между частью 870 блокирующего кольца, выполненной в форме усеченного конуса, и внутренней стороной предохраняющего от повреждений колпачка 840 может быть выполнена изоляция по контуру путем создания изоляции по кругу элементов 866, 868 посредством, например, ультразвуковой сварки, в результате чего создается газонепроницаемый или герметичный слой между заглушкой и окружающей средой и, таким образом, создается необходимый MVT барьер. Для того чтобы использовать пузырек, предохраняющий от повреждений колпачок 840 удаляют, например, захватывая край 843 колпачка большим пальцем и отжимая колпачок наверх или в основном в аксиальном направлении от блокирующего кольца, с тем чтобы сломать соединения 866, 868 или 866', 868', в результате чего колпачок или его часть, выполненную с возможностью ее отламывания, отсоединяют от блокирующего кольца, открывая доступ к расположенной под ними заглушке. Как понятно для среднего специалиста в данной области техники, предохраняющий от повреждений колпачок и/или его часть, выполненная с возможностью ее отламывания, могут быть выполнены в различной форме и/или конфигурации, применение которых для выполнения функции предохраняющего от повреждений колпачка, как описано выше, известно либо станет известным в будущем.
На Фиг.29-31 представлен другой вариант выполнения пузырька, который в целом обозначен цифрой 900. Пузырек 900 во многом сходен с описанными выше со ссылками на Фиг.14-28 пузырьками, поэтому сходные элементы обозначены сходными цифрами, причем в качестве первой цифры обозначения использовали цифру «9». Основное отличие пузырька 900 по сравнению с описанными выше заключается в том, что блокирующее кольцо 950 присоединено к корпусу 910 пузырька посредством «защелкивания» и блокирующее кольцо 950 задает горлышко 916 пузырька. Как показано на чертежах, блокирующее кольцо 950 содержит периферический фланец, образующий горлышко 916, и дополнительно содержит на своем внутреннем крае круговую выемку 968, в которую помещают круговой выступ 966, выполненный на предохраняющем от повреждений колпачке 940. Как показано на чертежах, внутренний край кругового фланца 916, переходящий в выемку 968, образует скошенную поверхность и ведущий край кругового выступа 966 колпачка также скошен, что позволяет его «защелкивать» в выемке или иным образом прочно закреплять в ней, предотвращая удаление колпачка. Аналогично, блокирующее кольцо 950 содержит на своем внутреннем диаметре круговой выступ 921, который фиксируют в соответствующей круговой выемке 923, выполненной на внешней стороне корпуса пузырька, посредством «защелкивания» или иным способом, позволяющим осуществлять его фиксацию, с тем чтобы прочно присоединить колпачок к корпусу пузырька. В этом варианте выполнения, для того чтобы уменьшить количество составных частей, основание 914 корпуса пузырька выполнено неразъемным с остальными элементами корпуса. Однако, если требуется, основание 914 может быть выполнено в виде отдельной детали, которую присоединяют к корпусу пузырька посредством «защелкивания» или иным способом.
Как показано на Фиг.31, предохраняющий от повреждений колпачок 940 содержит расположенную по центру часть 960, выполненную с возможностью ее отламывания, расположенный внутри круговой выступ 963, который входит в соединение с открытой поверхностью заглушки 930 и образует между ними герметичный или газонепроницаемый слой, часть 965, выполненную в форме усеченного конуса, которая образована на его внешнем конце смежно к круговому выступу 963 и которая предпочтительно образует между ними герметичную или газонепроницаемую изоляцию. Как показано на Фиг.30 и 31, множество соединений 962, выполненных с возможностью их отламывания, расположены с промежутками под углом по отношению друг к другу и проходят между частью 960, выполненной с возможностью ее отламывания, и корпусом колпачка 940, имеющим в основном куполообразную форму, что позволяет удалить указанную часть, выполненную с возможностью ее отламывания, и получить доступ к расположенной под ней заглушке 930. Как показано стрелкой на Фиг.32, часть 960 колпачка, выполненную с возможностью ее отламывания, надавливают вниз посредством, например, пальца пользователя, чтобы слегка сдавить расположенный под ним материал заглушки и сломать соединения 962. После того как часть 960, выполненную с возможностью ее отламывания, удалили, ее невозможно прикрепить снова, что обеспечивает выполнение функции предохранения от повреждений. Таким образом, до удаления части 960, выполненной с возможностью ее отламывания, предохраняющего от повреждений колпачка 940, часть 960 с круговым выступом 963 и частью 965, выполненной в форме усеченного конуса, блокирующего кольца 950 образуют газонепроницаемую или герметичную изоляцию между внутренней частью пузырька и окружающей средой с точки зрения возможности проникновения через заглушку, и, таким образом, между внутренней частью пузырька и окружающей средой создается дополнительный MVT барьер с точки зрения возможности проникновения через заглушку. Если есть желание или необходимо создать дополнительный MVT барьер, часть 965, выполненная в форме усеченного конуса, и периферический фланец 916 могут образовывать непрерывный твердый барьер, как показано штриховой линией на Фиг.29 (т.е. без каких-либо отверстий), с тем чтобы полностью изолировать заглушку от воздействия окружающей среды.
Согласно Фиг.32-36 множество выполненных в соответствии с данным изобретением пузырьков 610 формы, сходной с «диаболо», помещают в стерильное устройство для заполнения, которое посредством иглы заполняет пузырьки, и посредством применения лазера восстанавливает их герметичность, как описано в находящейся на совместном рассмотрении предварительной заявке США №60/484,204 на выдачу патента, поданной 30 июня 2004 г. и включенной в данное описание в качестве ссылки. Как показано на чертежах, пузырьки 610 не содержат предохраняющие от повреждений колпачки 640 (Фиг.18) во время выполнения заполнения посредством иглы и восстановления герметичности при помощи лазера, но колпачки прикрепляют к пузырькам по окончании выполнения указанных процессов заполнения и восстановления герметичности. Как понятно для среднего специалиста в данной области техники, несмотря на то что согласно чертежам в устройство для заполнения помещают пузырьки 610, в показанном стерильном устройстве для заполнения могут быть заполнены и герметизированы любые другие пузырьки, приведенные в данном описании или содержащие признаки данного изобретения. Стерильное устройство для заполнения содержит стерильный бокс (не показан), источник ламинарного потока (не показан), который создает в основном ламинарный поток стерильного воздуха или другого газа вокруг пузырьков, которые перемещают внутри бокса, и, как показано на Фиг.33-36, систему для перемещения, содержащую в приведенном на чертежах варианте выполнения множество звездчатых колес 1010 и связанных с ними направляющих 1012, расположенные прилегающими к краю каждого звездчатого колеса 1010, причем направляющие предназначены для удерживания пузырьков 610.
Как показано на Фиг.33-36, каждое из звездчатых колес 1010 снабжено множеством выемок 1014, выполненных по его краю, которые приспособлены для размещения средней части пузырьков 610. Одно или большее количество звездчатых колес может(гут) иметь край в виде зубцов, что уменьшает вероятность зацепления пузырьков, когда они поступают к звездчатым колесам, например, с поворотной платформы или канала для подачи. В таком варианте выполнения край звездчатого колеса содержит множество зубцов, причем каждый из них имеет заостренный конец, и каждые два смежных зубца образуют соответственно одну из выемок, приспособленных для размещения в ней пузырька. В этом варианте выполнения зубцы и/или выемки имеют такие форму и/или размеры, что верхняя часть зубца, расположенная около острия, задает гнездо, в которое помещают пузырек. Кроме того, в этом варианте выполнения гнездо задает поверхность, которая толчками перемещает контейнер. Очевидно, что могут быть использованы и другие варианты конструкции. Если требуется, выемки 1014 одного или более звездчатых колес могут быть снабжены вакуумными портами, которые селективно соединены с источником вакуума (не показан), предназначенными для того, чтобы звездчатые колеса в случае необходимости могли перемещать и высвобождать (отпускать) пузырьки.
Как наилучшим образом показано на Фиг.32-35, трубопровод 1016 для заполнения с помощью игл расположен в первом положении около края звездчатого колеса 1010 в блоке для заполнения посредством игл в стерильном устройстве для заполнения. Трубопровод 1016 для заполнения посредством игл содержит множество игл, например четыре иглы 1018, 1020, 1022 и 1024, которые используют для введения медикамента или другого вещества в герметичные пузырьки. Трубопровод 1016 снабжен приводом и расположен так, что каждую иглу можно приводить в движение так, чтобы она входила в контакт с заглушками, выполненными с возможностью восстановления герметичности, с тем чтобы выполнить в них прокол для заполнения пузырьков медикаментом или иным предназначенным для размещения в пузырьке веществом, и так, чтобы затем извлечь иглы после осуществления заполнения пузырька. Выполнение трубопровода со множеством игл позволяет осуществлять одновременное заполнение множества пузырьков. В каждую из игл 1018, 1020, 1022 и 1024 может быть введена жидкость через соответствующую гибкую трубку 1026, 1028, 1030 и 1032, которая соединяет соответствующую иглу 1018, 1020, 1022 и 1024 с источником медикамента или иного вещества (не показан) посредством одного или множества насосов (не показаны). Источник медикамента может быть расположен как внутри устройства для заполнения, так и вне его.
Как показано на Фиг.33-35, трубопровод 1016 для заполнения с помощью игл закреплен на двух стержнях 1034, которые приводно связаны с двигателем (не показан), приводящим в движение трубопровод, так что набор игл, установленных на трубопроводе, входит в контакт с заглушками, выполненными с возможностью восстановления герметичности, пузырьков, размещенных в блоке для заполнения посредством игл, и могут быть извлечены из них, как показано стрелкой «а» на Фиг.33. Несмотря на то что это не показано на чертежах, основание каждого стержня может быть заключено в мех для изоляции подвижных частей стержней. Как наилучшим образом показано на Фиг.32, снабженный иглами трубопровод 1016 содержит основание 1036, множество держателей 1038 для игл, расположенных отдельно друг от друга, так что образуются отверстия 1040 для ламинарного потока, и зажим 1042, который прочно прикреплен к основанию 1036 посредством соединительных элементов 1044 (Фиг.33), таким образом, прикрепляя иглы к трубопроводу. Как показано на Фиг.32, каждая игла содержит опорный фланец 1046, который размещен с возможностью скольжения внутри отверстия, образованного в соответствующей опоре 1038, и закреплен посредством присоединения зажима 1042 к основанию 1036. Регулирующие болты 1048 выступают наружу из передней поверхности основания 1036 и помещены в соответствующие отверстия, выполненные в зажиме 1042, обеспечивая необходимое выравнивание зажима и игл на трубопроводе. Как показано на Фиг.35, опорная пластина 1050 прочно прикреплена к концам стержней 1034, 1034 и может перемещаться вместе с ними. Регулирующие болты (не показаны) расположены между основанием 1036 снабженного иглами трубопровода 1016 и подвижной пластиной 1050, чтобы обеспечить необходимое выравнивание снабженного иглами трубопровода и, следовательно, игл, на подвижной пластине. Пару винтов 1052 с накатанными головками вводят посредством резьбы через противоположные концы основания 1036 трубопровода, с тем чтобы присоединить с возможностью отсоединения трубопровод к подвижной пластине 1050.
Как показано на Фиг.36, осуществляющий герметизацию с помощью лазера и инфракрасный сенсорный трубопровод 1054 расположен во втором положении около края звездчатого колеса 1010 после трубопровода 1016 для заполнения посредством игл. Как показано на Фиг.36, осуществляющий герметизацию с помощью лазера и инфракрасный сенсорный трубопровод 1054 содержит множество лазерных оптических устройств (например, четыре лазерных оптических устройства 1056, 1058, 1060 и 1062) вместе с множеством инфракрасных сенсоров (например, четыре инфракрасных сенсора 1064, 1066, 1068 и 1070). Лазерные оптические устройства выполнены таким образом, чтобы создавать лазерный луч для восстановления герметичности заглушек после заполнения пузырьков посредством игл. Каждое из множества лазерных оптических устройств установлено в соответствующем месте вблизи края звездчатого колеса 1010, для того чтобы направлять лазерный луч на соответствующую заглушку, выполненную с возможностью восстановления герметичности, с тем чтобы посредством нагревания герметично закрыть отверстие от иглы, выполненное в заглушке. Каждое из лазерных оптических устройств 1056, 1058, 1060 и 1062 соединено с соответствующим оптоволоконным кабелем, который соединяет оптическое устройство с соответствующим источником лазерного излучения (не показан). Использование множества оптоволоконных устройств позволяет одновременно восстанавливать герметичность множества пузырьков. В данном варианте выполнения каждое из множества инфракрасных сенсорных устройств 1064-1070 установлено в соответствующих местах вблизи края звездчатого колеса 1010. Предпочтительно, чтобы источники лазерного излучения (не показаны) были установлены вне бокса, с тем чтобы их можно было чинить и/или перемещать без открывания бокса и/или иного риска нарушения его стерильности. Инфракрасные сенсоры 1064-1070 определяют температуру участка введения иглы в заглушке, обрабатываемого в процессе восстановления герметичности с помощью лазера, и, следовательно, могут быть использованы с целью определения достаточности произведенного в процессе восстановления герметичности нагрева заглушки. Каждый инфракрасный сенсор 1064-1070 соединен с соответствующим модулем инфракрасного сенсора (не показан). Использование множества инфракрасных сенсоров позволяет одновременно определять температуру множества пузырьков в стерильном устройстве для заполнения, например, в процессе восстановления их герметичности.
Как было описано выше, каждый источник лазерного излучения испускает лазерное излучение заданной длины волны, составляющей примерно 980 нм, и заданной мощности, значение которой для каждого лазера предпочтительно составляет менее примерно 30 ватт и, более предпочтительно, равно или меньше примерно 10 ватт или находится в диапазоне от примерно 8 ватт до примерно 10 ватт. В показанном на чертежах варианте выполнения каждый источник лазерного излучения представляет собой полупроводниковый диодный лазер с мощностью примерно 15 ватт, который связан оптико-волоконным кабелем с соответствующей коллимирующей линзой, установленной над пузырьками внутри узла для заполнения. Осуществляющий герметизацию с помощью лазера и инфракрасный сенсорный трубопровод 1054 содержит цветной бокс 1072, содержащий множество изготовленных из цветного стекла или полупрозрачного или прозрачного пластика панелей, которые окружают лазеры с четырех сторон, с тем чтобы отфильтровывать потенциально вредное излучение, создаваемое лазерными лучами. Вдоль края звездчатого колеса 1010 после трубопровода 1016 для заполнения посредством игл могут быть установлены емкостные сенсоры (не показаны), для того чтобы определять, помещен ли в каждый пузырек медикамент или другое вещество и отбраковывать пузырек в случае его дефектности.
В рабочем режиме стерильного устройства для заполнения звездчатое колесо 1010 перемещает пузырьки 610 по направляющей 1012 показанным на чертежах способом. Звездчатое колесо 1010 проходит четыре положения и затем выполняет короткую остановку. Во время остановки снабженный иглами трубопровод 1016 опускают посредством двигателя вниз так, чтобы четыре иглы 1018-1024 прошли сквозь заглушки четырех расположенных под трубопроводом пузырьков. Через иглы с помощью насоса во внутренние камеры пузырьков подают медикамент или другое вещество, затем трубопровод поднимают вверх, извлекая из четырех заглушек четыре иглы 1018-1024. В одном из вариантов выполнения иглы сначала поднимают относительно медленно, позволяя пузырькам заполниться до верха, а затем после заполнения пузырьков иглы поднимают быстрее для быстрого извлечения игл и уменьшения общего времени цикла. Как показано на Фиг.33-35, форма пузырьков, сходная с «диаболо» или катушкой, позволяет более просто перемещать пузырьки при помощи звездчатых колес или иной конвейерной системы и, кроме того, форма, напоминающая «диаболо», повышает устойчивость пузырьков и предотвращает их смещение в аксиальном направлении во время введения и извлечения игл в процессе их заполнения. Средняя часть каждого пузырька закреплена в выемке, образованной звездчатым колесом или иным конвейерным устройством, относительно более большой диаметр верхней части пузырька предотвращает его опрокидывание (движение вниз в аксиальном направлении) при введении иглы в заглушку пузырька посредством контакта с верхней поверхностью звездчатого колеса и/или направляющей, а сравнительно более большой диаметр нижней части (основания) пузырька предотвращает движение вверх в аксиальном направлении при извлечении иглы из заглушки посредством контакта с нижней поверхностью звездчатого колеса и/или направляющей.
Во время остановки четыре лазерные оптические устройства 1056-1062 с целью восстановления герметичности заглушек подают лазерное излучение на расположенные под лазерным и инфракрасным трубопроводом заглушки четырех пузырьков. В процессе нагревания заглушек посредством применения энергии лазера четыре инфракрасных сенсора 1064-1070 определяют температуру каждой заглушки, с тем чтобы определить, достаточен ли нагрев каждой из них для восстановления ее герметичности. После остановки процесс повторяют, т.е. звездчатое колесо проходит другие четыре положения, затем снова следует остановка, таким образом осуществляют заполнение и восстановление герметичности четырех следующих пузырьков.
После восстановления герметичности пузырьки перемещают к другому звездчатому колесу (не показано), которое в выемках содержит вакуумные порты, предназначенные для удерживания пузырьков в процессе их перемещения. Если заполнение пузырька и восстановление его герметичности было осуществлено успешно, звездчатое колесо перемещает пузырек до достижения им выпускной направляющей, где селективно удаляют вакуум в соответствующем вакуумном порте и пузырек подают к выпускной направляющей. Выпускная направляющая перемещает пузырек к резервуару-накопителю (не показан), в котором находятся контейнеры, заполнение и восстановление герметичности которых было проведено успешно. Если заполнение и восстановление герметичности пузырька прошло неудачно, звездчатое колесо перемещает пузырек до тех пор, пока он не достигнет другого звездчатого колеса, где вакуум соответствующего вакуумного порта селективно удаляют и подают вакуум на соответствующий вакуумный порт другого соответствующего звездчатого колеса, в результате чего осуществляют перемещение пузырька к другому звездчатому колесу для размещения вместе с остальными дефектными пузырькам.
На Фиг.37-48 модуль для заполнения посредством иглы и восстановления герметичности с помощью лазера в целом обозначен цифрой 2000. Модуль 2000 для заполнения посредством иглы и восстановления герметичности с помощью лазера во многом сходен со снабженным иглами и лазерным и инфракрасным сенсорным трубопроводами, описанными выше, и, следовательно, сходные элементы обозначены сходными цифрами, но в качестве первой цифры обозначения используют цифру «2» вместо цифры «1». Одно из основных отличий модуля 2000 по сравнению с описанными выше трубопроводами состоит в том, что модуль 2000 позволяет осуществлять заполнение посредством иглы и восстановление герметичности с помощью лазера в одном модуле. Кроме того, если есть необходимость, модуль 2000 может содержать источник электронов или иного подходящего излучения или источник стерилизации с тем, чтобы дополнительно увеличить стерильность пузырьков и игл для заполнения, как будет описано ниже.
Модуль 2000 может быть установлен внутри стерильных боксов различных типов и использован вместе с различными конвейерными системами, предназначенными для перемещения пузырьков в модуле. Если необходимо, стерильный бокс может содержать источник ламинарного потока, как описано в упомянутой выше находящейся на совместном рассмотрении заявке на выдачу патента. Предпочтительно, чтобы система для перемещения проходила внутри модуля в основном в линейном направлении и содержала направляющую 2010, задающую проходящий в аксиальном направлении канал 2014, расположенный внутри модуля. Как показано на Фиг.39 и 40, проходящий в аксиальном направлении канал 2014 имеет такой размер, чтобы в него с возможностью скольжения могли бы быть помещены средние части пузырьков, имеющих форму, сходную с «диаболо», чтобы верхние части каждого пузырька, имеющие относительно более большой диаметр, могли бы удерживаться на верхних поверхностях направляющей 2010 и, в случае необходимости, чтобы основание каждого пузырька, имеющее относительно более большой диаметр, могло удерживаться нижними поверхностями направляющей. В одном из вариантов выполнения данного изобретения, показанном на Фиг.43, система для перемещения содержит устройство винтового типа, содержащее ходовой винт 2015, снабженный винтовым желобом 2017, образующим выемки для размещения пузырьков 610. Двигатель 2019 присоединен к одному из концов ходового винта и передвигает с вращением винт, как показано стрелкой «b», для того чтобы, в свою очередь, перемещать пузырьки 610 в аксиальном направлении относительно трубопровода 2000. Двигатель 2019 электрически соединен с узлом управления (не показан) для осуществления точного контроля за началом движения, остановкой и скоростью движения винта и для того, чтобы координировать указанные параметры с работой снабженного иглами трубопровода и работой источников лазерного излучения.
Как понятно для среднего специалиста в данной области техники, система для перемещения может содержать различные структуры для перемещения пузырьков относительно трубопровода, включая, например, другие типы конвейеров, использование которых для выполнения указанной функции известно либо станет известным в будущем.
Трубопровод 2016 для заполнения с помощью игл установлен на паре приводных стержней 2034, которые соединены посредством общего приводного стержня 2035 (Фиг.42) с подходящим двигателем (не показан) для передвижения снабженного иглами трубопровода и, соответственно, набора игл 2018 (на чертеже показана только одна игла), установленного на трубопроводе, таким образом, чтобы иглы входили в заглушки, выполненные с возможностью восстановления герметичности, пузырьков с последующим извлечением оттуда, причем пузырьки размещены в направляющей 2010 трубопровода. Несмотря на то что это не показано на чертежах, основание каждого стержня может быть заключено в мех для изоляции подвижных частей стержней. Снабженный иглами трубопровод 2016 содержит основание 2036, множество держателей 2038 для игл, расположенных отдельно друг от друга, и зажим 2042, который прочно прикреплен к основанию 2036 посредством соединительных элементов (не показаны), таким образом прикрепляя иглы к трубопроводу. Если необходимо, между держателями 2038 для игл могут быть выполнены отверстия для ламинарного потока, с тем чтобы поток стерильного воздуха или иного газа мог проходить в указанные отверстия и вокруг игл. Каждая игла содержит опорный фланец 2046, который размещен с возможностью скольжения внутри отверстия, выполненного в соответствующей опоре 2038 для иглы, и закреплен посредством присоединения зажима 2042 к основанию 2036. Использование множества игл позволяет одновременно проводить заполнение множества пузырьков. В каждую из игл может быть введена жидкость посредством соответствующей гибкой трубки 2026, которая соединяет иглу 2018 с источником соответствующего медикамента или иного вещества (не показан) посредством одного или множества насосов (не показано). Источник медикамента может быть расположен внутри устройства для заполнения или вне его.
Как показано на Фиг.41, зажим 2042 может содержать регулирующие болты 2039, которые помещены в соответствующие отверстия 2041 для болтов, выполненные в основании 2036, обеспечивающие необходимое выравнивание зажима и игл на трубопроводе. Опорная пластина 2050 прочно прикреплена к концам стержней 2034, 2034 и может передвигаться вместе с ними. Подвижная пластина 2050 содержит установочную поверхность 2053, которая помещена в соответствующие установочные выемки 2055, выполненные в основании 2036 трубопровода для установки и выравнивания трубопровода на подвижной пластине. Регулирующие болты (не показаны) могут быть расположены между основанием 2036 снабженного иглами трубопровода 2016 и подвижной пластиной 2050, чтобы обеспечить необходимое выравнивание снабженного иглами трубопровода и, следовательно, игл на подвижной пластине. Блокирующий зажим 2052 установлен на подвижной пластине 2050 с возможностью совершения поворота и может передвигаться из открытого положения, при котором происходит либо высвобождение трубопровода из контакта с подвижной пластиной, либо присоединение к ней трубопровода, как показано на Фиг.37, в закрытое положение, в котором трубопровод прочно присоединен к подвижной пластине, как показано на Фиг.38. В альтернативном варианте, как показано на Фиг.40А-40С, вместо зажима для прикрепления трубопровода к подвижной пластине могут использовать соединительные элементы 2052'. Как понятно для среднего специалиста в данной области техники, для прикрепления трубопровода к подвижной пластине равным образом могут быть использованы различные виды зажимов и соединительных элементов, применение которых для выполнения этой функции известно либо станет известным в будущем.
Модуль 2000 дополнительно содержит осуществляющий герметизацию с помощью лазера и инфракрасный сенсорный трубопровод 2054, который отделен в радиальном направлении от снабженного иглами трубопровода 2036, который используют для герметизации с помощью лазера заглушек, в которых иглами выполнены проколы непосредственно после заполнения посредством иглы и ее извлечения. Как показано на Фиг.42, осуществляющий герметизацию с помощью лазера и инфракрасный сенсорный трубопровод 2054 содержит множество лазерных оптических устройств (например, пять лазерных оптических устройств 2056, 2058, 2060, 2062 и 2063) вместе со множеством инфракрасных сенсоров (например, с пятью инфракрасными сенсорами 2064, 2066, 2068, 2070 и 2071). Нужно отметить, что, несмотря на то что на Фиг.42 с целью упрощения показаны только четыре лазерные оптические устройства и соответствующие инфракрасные сенсоры, на Фиг.43 показано уже пять лазерных оптических устройств и инфракрасных сенсоров. Лазерные оптические устройства выполнены таким образом, чтобы создавать лазерный луч для восстановления герметичности заглушек после заполнения пузырьков посредством игл. Каждое из множества лазерных оптических устройств установлено в соответствующем месте вблизи направляющей 2010, чтобы направлять соответствующий лазерный луч на соответствующую заглушку, выполненную с возможностью восстановления герметичности, соответствующего пузырька 610, с тем, чтобы герметично закрыть отверстие от иглы, выполненное в заглушке, посредством нагревания. Кроме того, каждое лазерное оптическое устройство выровнено по отношению к соответствующей игле 2018 снабженного иглами трубопровода 2016 с тем, чтобы герметизировать тот участок заглушки, в котором иглой выполнен прокол. Каждое из лазерных оптических устройств 2056-2063 соединено с соответствующим оптоволоконным кабелем, который соединяет оптическое устройство с соответствующим источником лазерного излучения (не показан). Как показано на чертежах, использование множества оптоволоконных устройств позволяет одновременно восстанавливать герметичность множества пузырьков. В данном варианте выполнения каждое из множества инфракрасных сенсорных устройств 2064-2071 установлено близи и выровнено с соответствующим лазерным оптическим устройством и иглой 2018 трубопровода 2016. Предпочтительно, чтобы источники лазерного излучения (не показаны) были установлены вне стерильного бокса устройства для заполнения с помощью игл, в котором установлен модуль 2000, с тем, чтобы источники лазерного излучения можно было чинить и/или перемещать без открывания бокса и/или иного риска нарушения его стерильности. Инфракрасные сенсоры 2064-2071 определяют температуру участка заглушки, в котором был выполнен прокол, обрабатываемого в процессе восстановления герметичности с помощью лазера, и, следовательно, могут быть использованы для определения достаточности произведенного в процессе восстановления герметичности нагрева заглушки. Каждый инфракрасный сенсор 2064-2071 соединен с соответствующим модулем инфракрасного сенсора (не показан). Использование множества инфракрасных сенсоров позволяет одновременно определять температуру множества пузырьков в стерильном устройстве для заполнения, например, в процессе восстановления их герметичности.
Как было описано выше, каждый источник лазерного излучения испускает лазерное излучение заданной длины волны, составляющей примерно 980 нм, и заданной мощности, значение которой для каждого лазера предпочтительно составляет менее примерно 30 ватт и, более предпочтительно, равно или меньше примерно 10 ватт или находится в диапазоне от примерно 8 ватт до примерно 10 ватт. В показанном на чертежах варианте выполнения каждый источник лазерного излучения представляет собой полупроводниковый диодный лазер с мощностью примерно 15 ватт, который связан оптиволоконным кабелем с соответствующей коллимирующей линзой соответствующего лазерного оптического устройства. В случае необходимости модуль 2000 может быть помещен или частично помещен в цветной бокс (не показан), содержащий множество изготовленных из цветного стекла или полупрозрачного или прозрачного пластика панелей, которые окружают лазерные оптические устройства с четырех сторон, с тем чтобы отфильтровывать потенциально вредное излучение, создаваемое лазерными лучами. Кроме того, после модуля 2000 могут быть установлены емкостные сенсоры (не показаны), для того чтобы определять, помещен ли в каждый пузырек медикамент или другое вещество, и отбраковывать пузырек в случае его дефектности.
При работе модуля 2000 двигатель 2019, вращаясь в направлении, показанном стрелкой «b», вращает ходовой винт 2015, таким образом перемещая пузырьки 610 вдоль направляющей 2012, как показано, например, на Фиг.43. В приведенном в качестве примера модуле, показанном на Фиг.43, он (модуль) содержит пять игл, пять лазерных оптических устройств и пять инфракрасных сенсоров, что позволяет осуществлять заполнение с помощью иглы и выполнять восстановление герметичности с помощью лазера одновременно пяти пузырьков. Соответственно, ходовой винт 2915 проходит пять положений и выполняет остановку. Как понятно для среднего специалиста в данной области техники, модуль 2000 может содержать любое требуемое количество игл, лазерных оптических устройств и/или сенсоров. Кроме того, если необходимо, лазеры и сенсоры могут быть расположены внутри модуля после снабженного иглами трубопровода, для того чтобы осуществлять одновременное заполнение и восстановление герметичности различных пузырьков, тем самым может быть достигнуто повышение общей производительности модуля. Во время остановки снабженный иглами трубопровод 2016 опускают вниз для введения игл 2018 через заглушки, выполненные с возможностью восстановления герметичности, пузырьков, расположенных под трубопроводом. Медикамент или иное вещество подают с помощью насосов (не показаны) через иглы во внутренние камеры пузырьков, после чего трубопровод поднимают вверх, с тем чтобы извлечь иглы 2018 из заглушек. В одном из вариантов выполнения иглы сначала извлекают относительно медленно, для того чтобы заполнить пузырьки до верха, затем, после заполнения пузырьков, иглы извлекают относительно быстро, с тем чтобы процесс извлечения игл прошел быстро и общее время выполнения цикла было снижено. Как показано на чертежах, форма пузырьков, сходная с «диаболо» или катушкой, облегчает их перемещение в конвейерной системе и, кроме того, форма, напоминающая «диаболо», повышает устойчивость пузырьков и предотвращает их перемещение в аксиальном направлении в процессе введения и извлечения игл при заполнении пузырьков. Средняя часть каждого пузырька удерживается внутри канала 2014 направляющей 2010, относительно более большой диаметр верхней части пузырька предотвращает его опрокидывание (перемещение в аксиальном направлении вниз) при введении иглы в заглушку посредством контакта указанной верхней части с верхней поверхностью направляющей, а относительно более большой диаметр основания предотвращает перемещение пузырька в аксиальном направлении вверх при извлечении иглы из заглушки посредством контакта основания с нижней стороной направляющей.
Во время остановки после извлечения игл из заглушек лазерные оптические устройства 2056-2063 подают энергию лазера на заглушки пузырьков с целью восстановления их герметичности. Инфракрасные сенсоры 2064-2071 определяют температуру каждой крышки во время ее нагревания с тем, чтобы определить, достаточно ли она нагрета для восстановления ее герметичности. По окончании остановки процесс повторяют, то есть ходовой винт проходит другие пять положений, после чего опять следует остановка для заполнения и восстановления герметичности следующих пяти пузырьков.
Как показано на Фиг.44, модуль 2000 может быть установлен в стерильном боксе, при этом система для перемещения содержит бесконечный конвейер 2076 и носители 2078, установленные на этом конвейере 2076 для перемещения пузырьков 610 в модуле 2000. Подающий конвейер 2080 подает герметичные пустые пузырьки на носители 2078 бесконечного конвейера 2076, затем конвейер 2076 перемещает пузырьки через модуль 2000 таким же или аналогичным образом, как описано выше. После того как пузырьки заполнены и их герметичность восстановлена в модуле 2000, их подают на выходной конвейер 2082. Как понятно для среднего специалиста в данной области техники, конвейеры 2076, 2080 и 2082 и/или их компоненты могут быть выполнены в любой известной для конвейеров или их частей форме, использование которой для выполнения указанной функции известно либо станет известным в будущем.
Как показано на Фиг.42, модуль 2000 дополнительно содержит вытянутый в аксиальном направлении порт 2084, расположенный на противоположной стороне от снабженного иглами трубопровода 2016 по отношению к лазерным оптическим устройствам и сенсорам, для установки узла 2086 для испускания пучка электронов в вытянутую в аксиальном направлении камеру 2088 модуля для стерилизации поверхности пузырька и поверхностей игл, помещенных в камеру. Конструкция узла для испускания пучка электронов, содержащего источник пучка электронов, камеру для пучка электронов и конвейер для перемещения пузырьков в камере для пучка электронов может быть такой же или аналогичной описанной в находящейся на совместном рассмотрении заявке США №10/600,525 на выдачу патента, поданной 19 июня 2003 г., озаглавленной «Стерильное устройство для заполнения, содержащее внутри камеры для пучка электронов блок для заполнения посредством иглы» («Sterile Filling Machine Having Needle Filling Station Within E-beam Chamber») или в предварительной заявке США №60/390,212 на выдачу патента, озаглавленной «Стерильное устройство для заполнения, содержащее внутри камеры для пучка электронов блок для заполнения посредством иглы» («Sterile Filling Machine Having Needle Filling Station Within E-beam Chamber»), поданной 19 июня 2002 г., каждая из которых включена в данное описание в качестве ссылки как часть раскрытия изобретения. Как описано в указанных заявках на выдачу патента, источник пучка электронов может представлять собой любой тип источника пучка электронов, использование которого для выполнения функции такого источника известно либо станет известным в будущем.
Пучок электронов представляет собой форму ионизирующей энергии, которая обычно характеризуется низкой проникающей способностью и высокой мощностью дозы излучения. Электроны изменяют различные химические и молекулярные связи облучаемых объектов, включая репродуктивные клетки микроорганизмов. Поэтому использование пучка электронов особенно удобно для проведения стерилизации пузырьков, шприцов и других контейнеров для медикаментов или для других стерильных веществ. Источник испускает пучок электронов, который образован концентрированным и высокозаряженным потоком электронов, созданным посредством ускорения и преобразования электрических зарядов. Предпочтительно, чтобы пучок электронов был сфокусирован на поверхности каждого из контейнеров, в которой иглой может быть выполнен прокол для осуществления заполнения контейнера медикаментом или иным веществом. Например, в случае использования пузырьков, таких, которые содержат заглушки, выполненные с возможностью восстановления герметичности, как описано выше, пучок электронов фокусируют на верхней поверхности заглушки, для того чтобы до введения через нее иглы для заполнения стерилизовать поверхность, в которой может быть выполнен прокол. Кроме того, на противоположных сторонах конвейера могут быть установлены отражающие поверхности для отражения пучка электронов и/или отраженных и рассеянных электронов на боковые поверхности пузырьков для стерилизации указанных поверхностей. Альтернативно или вместе с такими отражающими поверхностями могут использовать более чем один источник пучка электронов, причем каждый источник пучка электронов фокусируют на соответствующей поверхности или части поверхности пузырьков или других контейнеров, с тем чтобы обеспечить стерилизацию каждой области поверхности, представляющей интерес с этой точки зрения. В некоторых из вариантов выполнения поток, ширину сканирования, расположение и энергию пучка электронов, скорость системы для перемещения и/или ориентацию и расположение отражающих поверхностей выбирают таким образом, чтобы достичь, по крайней мере, 3-log снижения и, предпочтительно, 6-log снижения показаний в био-тестах, проводимых в отношении верхней поверхности заглушек пузырьков, то есть поверхности заглушки, которая содержит участок, в котором иглой для заполнения пузырька может быть выполнен прокол. Кроме того, в качестве дополнительной меры предосторожности, могут использовать одно или более приведенных выше изменений, для того чтобы добиться, по крайней мере, 3-log снижения показателей для боковых сторон пузырька, то есть для тех его поверхностей, в которых не выполняют прокол в процессе заполнения пузырька. Кроме того, пучок электронов может быть направлен на иглы или, по крайней мере, на те части игл, которые входят в контакт с заглушками, до их введения в заглушки для того чтобы дополнительно улучшить стерилизацию игл и пузырьков. Однако такие специальные уровни стерильности приведены только в качестве примера, и уровень стерильности может быть установлен по желанию или согласно установленным в отношении конкретного продукта требованиям, например согласно требованиям, установленным Ассоциацией по пищевым продуктам и лекарственным препаратам США (FDA), или применяемым в Европе стандартам, например, таким как применяемые Уровни гарантированной стерильности (Sterility Assurance Levels (SAL)).
На Фиг.45-48 показан другой вариант выполнения пузырька по данному изобретению, причем пузырек в целом обозначен цифрой 2200. Конструкция пузырька 2200 во многом сходна с конструкцией пузырька 900, описанного выше со ссылками на Фиг.29-31, поэтому сходные элементы обозначены сходными цифрами, за исключением того что первые цифры «9» заменены на «22». На Фиг.45 показано, что основное отличие пузырька 2200 по сравнению с описанным выше пузырьком 900 заключается в том, что усеченно-конический или внутренний край 2265 блокирующего кольца 2250 проходит немного вниз, что, в свою очередь, позволяет игле 2018 для заполнения входить в заглушку 2230, выполненную с возможностью восстановления герметичности, под острым углом «D» к оси пузырька в периферической части участка 2231 заглушки, в котором может быть выполнен прокол. Одним из преимуществ такой конфигурации является то, что, как показано на Фиг.47, участок 2231 заглушки, в котором был выполнен прокол и герметичность которого была восстановлена под воздействием лазера (или иного термического воздействия), расположен на краю или периферии заглушки и, следовательно, может быть закрыт внутренним краем 2233 предохраняющего от повреждений колпачка 2240, когда в процессе использования его часть 2260, выполненную с возможностью ее отламывания, удаляют, как будет описано ниже.
Как можно видеть, блокирующее кольцо 2250 содержит периферический фланец, образующий горлышко 2216, и дополнительно содержит на внутреннем крае круговую выемку 2268 для размещения в ней кругового выступа 2266, выполненного на предохраняющем от повреждений колпачке. Внутренний край кругового фланца 2216, ведущий в выемку 2268, может иметь скошенную поверхность и ведущий край кругового выступа 2266 колпачка тоже может быть выполнен скошенным, что позволяет «защелкнуть» или иным образом зафиксировать выступ в выемке с тем, чтобы предотвратить удаление колпачка. Аналогичным образом, блокирующее кольцо 2250 содержит на внутреннем диаметре круговой выступ 2221, который «защелкивают» или иным образом фиксируют в соответствующей круговой выемке 2223, выполненной на внешней стороне корпуса 2210 пузырька, для прочного присоединения блокирующего кольца 2250 к корпусу пузырька. В этом варианте выполнения основание 2214 корпуса 2210 пузырька выполнено как единое целое с остальной частью корпуса с целью уменьшения количества деталей, однако, если необходимо, основание 2214 может быть выполнено в виде отдельной части, которую присоединяют к корпусу пузырька посредством «защелкивания» или иным способом.
Как показано на Фиг.47 и 48, предохраняющий от повреждений колпачок 2240 содержит расположенную по центру часть 2260, выполненную с возможностью ее отламывания, и проходящий внутрь круговой выступ 2263, который входит в контакт с открытой поверхностью заглушки 2230, и, если необходимо, может образовать герметичный или газонепроницаемый слой. Как показано на Фиг.47 и 48, множество соединительных элементов 2262, выполненных с возможностью их отламывания, расположены на расстоянии друг от друга и проходят между частью 2260, выполненной с возможностью ее отламывания, и имеющим в основном куполообразную форму корпусом 2241 колпачка, с тем чтобы часть, выполненная с возможностью отламывания, могла бы быть удалена и мог быть получен доступ к расположенной под ним заглушке 2230. Часть 2260 колпачка, выполненную с возможностью отламывания, надавливают вниз, например, посредством пальца, с тем чтобы слегка сдавить расположенный под ним материал заглушки и сломать соединительные элементы 2262. После удаления части 2260 ее невозможно присоединить вновь так, чтобы она вновь выполняла функцию предохранения от повреждений. Предохраняющий от повреждений колпачок 2240 дополнительно содержит второй выступ 2235, проходящий по направлению вниз, расположенный вблизи первого выступа 2263 и находящийся в контакте с открытой для доступа заглушкой, образуя между ними герметичный или газонепроницаемый слой. Если необходимо, соответственно первый и второй круговые выступы 2263 и 2235 могут быть выполнены прилегающими друг к другу, образуя, таким образом, герметичный или газонепроницаемый слой, что улучшает MVT барьер для пузырька с точки зрения возможности проникновения через заглушку.
Как показано на Фиг.45, пузырек 2200 может быть заполнен, например, посредством иглы и его герметичность может быть восстановлена с помощью лазерного модуля, как описано выше. Однако в отношении пузырька 2200 существует отличие, заключающееся в том, что иглу 2018 вводят в участок 2231, в котором может быть выполнен прокол, заглушки 2230 под острым углом «D» по отношению к оси пузырька на краю или внешней периферической части участка, в котором может быть выполнен прокол, вблизи внутреннего края 2265 блокирующего кольца 2250. Как видно из сравнения с блокирующим кольцом 950, описанным выше со ссылкой на Фиг.29, внутренний край 2265 блокирующего кольца 2250 расположен радиально наружу, таким образом, открывая доступ к краю участка 2231, в котором может быть выполнен прокол, заглушки, что делает возможным введения туда иглы 2018 под острым углом «D». Одно из преимуществ введения иглы 2018 в заглушку 2230 под острым углом «D» заключается в том, что жидкость, которую вводят посредством инъекции с помощью иглы, направляют на боковую стенку корпуса 2210 пузырька в основном под острым углом, как показано на Фиг.45 стрелкой «Е», что облегчает создание ламинарного или в основном ламинарного потока жидкости в пузырьке. Такой тип потока облегчает предотвращение образования пузырьков или иных эффектов турбулентности при заполнении пузырька жидкостью, что позволяет заполнять пузырьки более быстро и/или более приемлемым образом. Как понятно для среднего специалиста в данной области техники, острый угол «D» может быть соблюден посредством установки иглы в трубопроводе для игл под острым углом относительно оси пузырька или посредством ориентации оси пузырька в блоке для заполнения под острым углом относительно оси иглы либо комбинацией обоих способов. В приведенном на чертежах варианте выполнения угол «D» составляет от примерно 30° до примерно 45°, однако указанные значения приведены лишь в качестве примера и, если необходимо, могут быть изменены для получения требуемого потока и/или характеристик заполнения или в соответствии с требованиями конкретного применения.
Другим преимуществом такого выполнения изобретения является то, что участок заглушки, в котором может быть выполнен прокол и герметичность которого может быть восстановлена, может быть визуально не виден конечному пользователю при использовании пузырька. Как показано на Фиг.47, отверстие от иглы и участок 2231 заглушки, выполненный с возможностью восстановления герметичности, закрыт частью 2233 внутреннего края предохраняющего от повреждений колпачка 2240. Соответственно, после удаления части 2260, выполненной с возможностью отламывания, предохраняющего от повреждений колпачка 2240 с тем, чтобы при помощи шприца получить доступ к содержимому пузырька, расположенный под этой частью и открытый для доступа участок заглушки 2230 не включает в себя участок 2231, выполненный с возможностью восстановления герметичности. Такое выполнение может считаться более удобным и предпочтительным с точки зрения эстетического критерия, чем выполнение, при котором участок, герметичность которого восстанавливали, будет открыт для обозрения.
Как понятно для специалиста в данной области техники, в приведенных выше и иных вариантах выполнения данного изобретения могут быть выполнены различные изменения и модификации, не выходящие за рамки раскрытого в данном описании изобретения. Например, часть, выполненная с возможностью восстановления герметичности, может быть выполнена в виде единой детали с основанием, например, посредством формования на вставках, часть, выполненная с возможностью восстановления герметичности, может быть сплавлена с основанием, или она может быть последовательно сформована с основанием. В альтернативном варианте заглушка, выполненная с возможностью восстановления герметичности, может быть изготовлена из только одного материала, то есть часть, выполненная с возможностью восстановления герметичности, может быть выполнена с неплавким основанием или с другим неплавким слоем, или может быть выполнена из множества слоев, причем все или некоторое из указанных слоев выполнены с возможностью восстановления герметичности под воздействием тепла. Таким образом, заглушка, выполненная с возможностью восстановления герметичности, может быть изготовлена из различных материалов, использование которых для выполнения функции части или заглушки, выполненной с возможностью восстановления герметичности, как описано выше, известно либо станет известным в будущем. Такая заглушка может быть, например, изготовлена из широкого круга различных термопластичных и/или эластомерных материалов. Кроме того, пузырьки могут быть изготовлены из различных материалов, использование которых для изготовления пузырьков, например пузырьков для медикаментов, известно либо станет известным в будущем, включая различные виды стекла или пластика или комбинации стекла и пластика. Например, корпус пузырька может быть изготовлен из стекла, тогда как основание, блокирующее кольцо и/или предохраняющий от повреждений колпачок могут быть изготовлены из пластика и могут быть присоединены к корпусу или друг к другу при помощи различных механизмов для присоединения, которые известны в настоящее время либо станут известными в будущем, например посредством формования поверх, механического защелкивания или с помощью других блокирующих соединений с помощью адгезивного присоединения стекла к пластику или посредством ультразвуковой сварки или другого способа сваривания пластика. Кроме того, иглы, которые используют для заполнения пузырьков, могут иметь форму любой из раскрытых в заявке Великобритании № GB0308705.2 на выдачу патента, поданной 28 апреля 2003 г., озаглавленной «Новое устройство» («Novel Device») иглы. Устройство для закрывания пузырька может быть выполнено в любой из форм, раскрытых в заявке Великобритании № GB0304268.6 на выдачу патента, поданной 26 февраля 2003 г., озаглавленной «Новое устройство» («Novel Device»), конвейерная система и/или ее компоненты могут быть выполнены в любой из форм, раскрытых в заявке Великобритании № GB0221510.1 на выдачу патента, поданной 17 сентября 2002 г., озаглавленной «Новое устройство» («Novel Device»), блоки для заполнения с помощью иглы и/или для обработки могут быть выполнены в любой из форм, описанных в заявке Великобритании № GB0221511.9 на выдачу патента, поданной 17 сентября 2002 г., озаглавленной «Новое устройство» («Novel Device»), каждая из указанных выше заявок включена в данное описание во всей полноте как часть раскрытия данного изобретения. Соответственно, приведенное подробное описание предпочтительных вариантов выполнения данного изобретения носит иллюстративный характер и не предназначено для его ограничения.
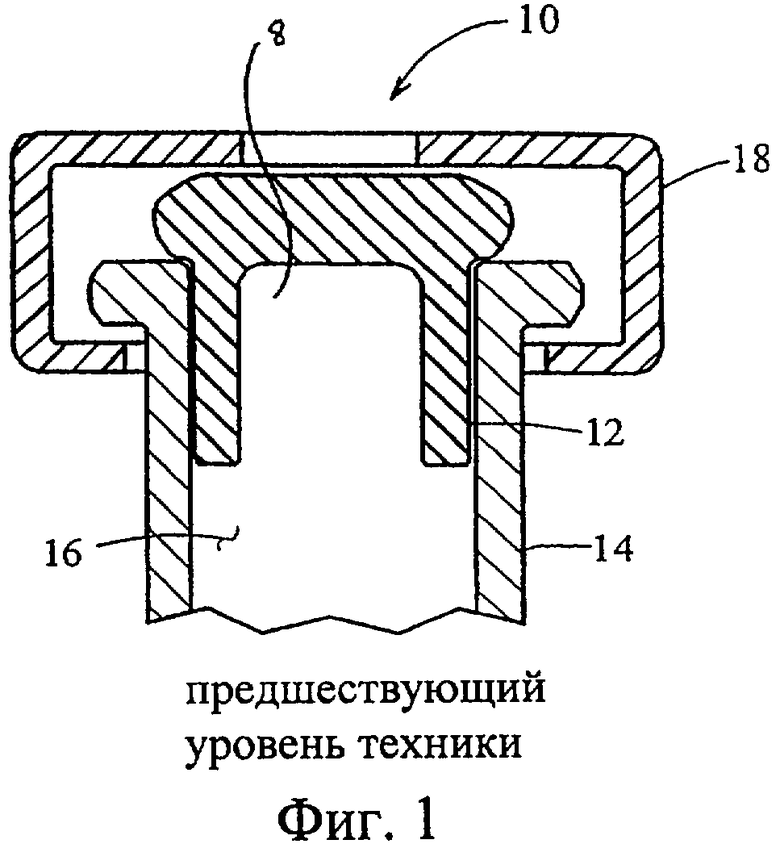
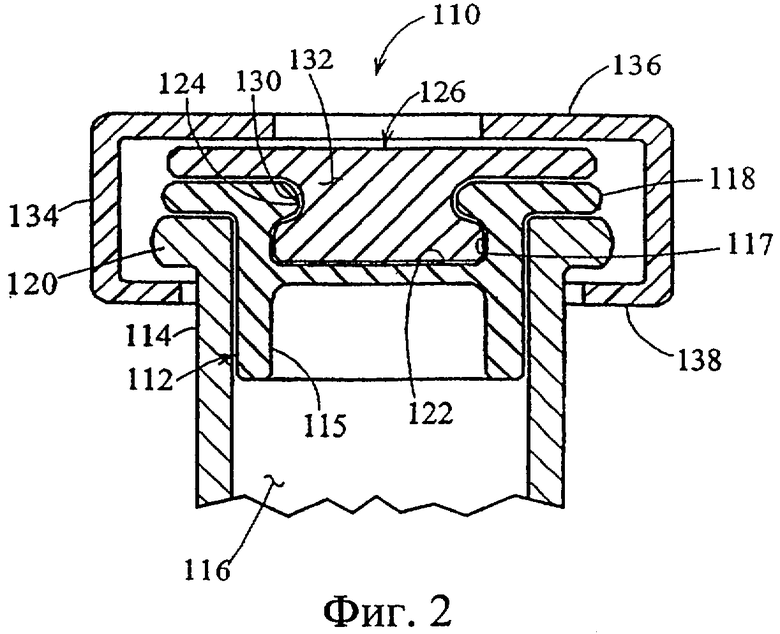
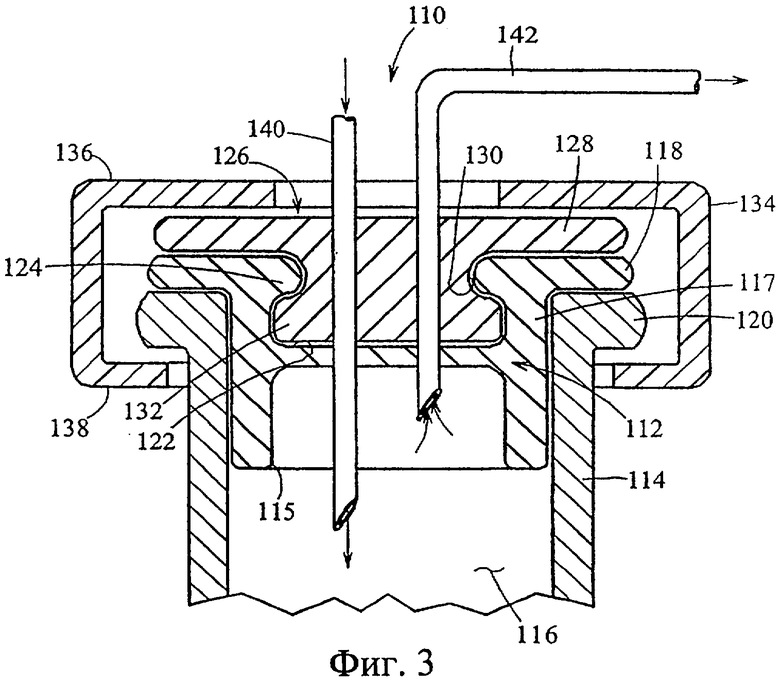
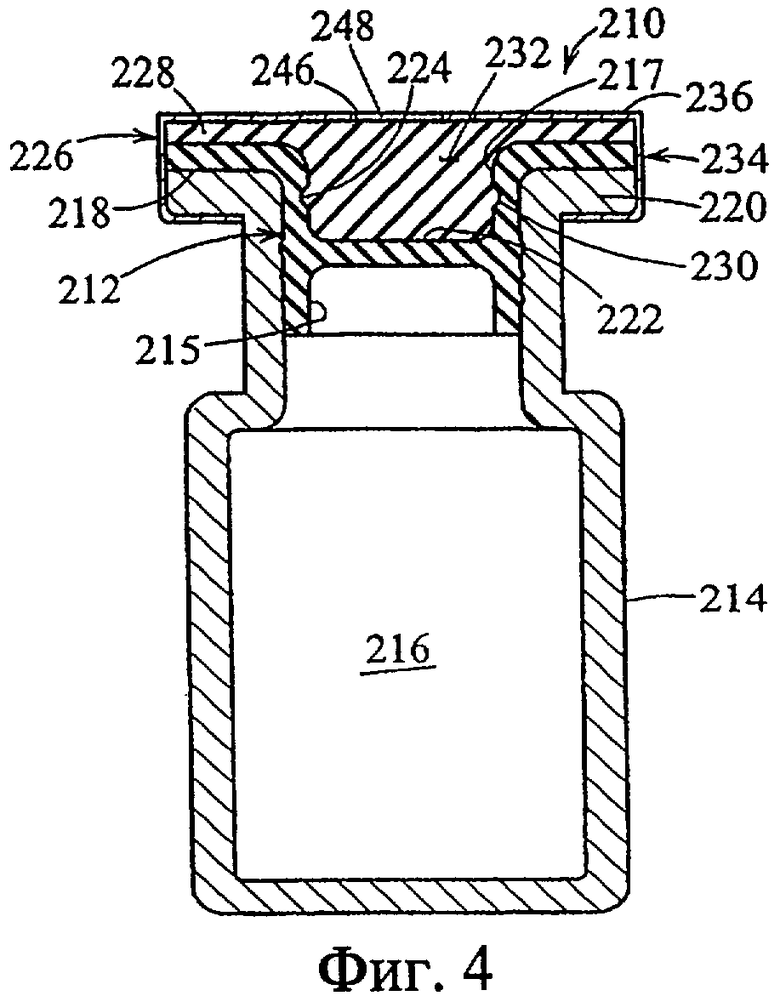

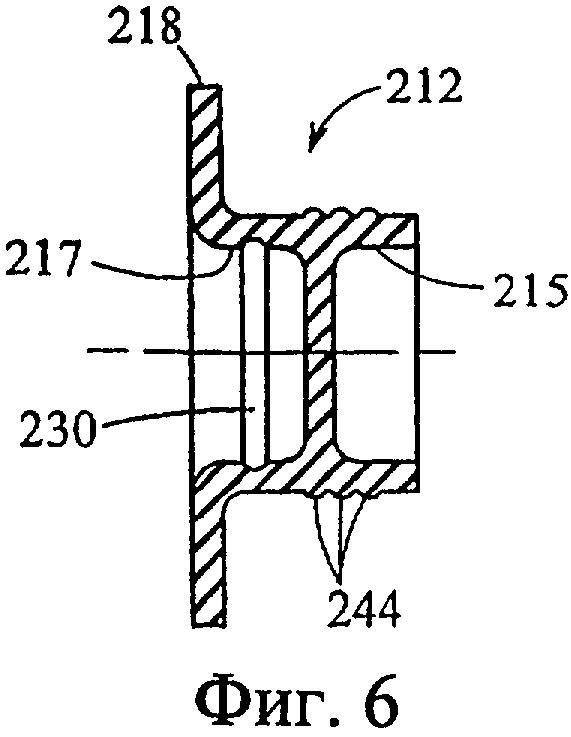
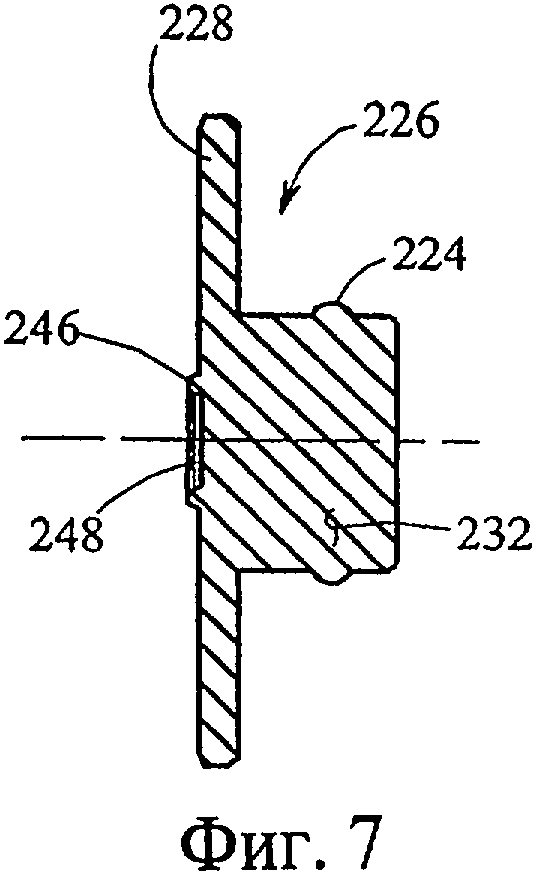
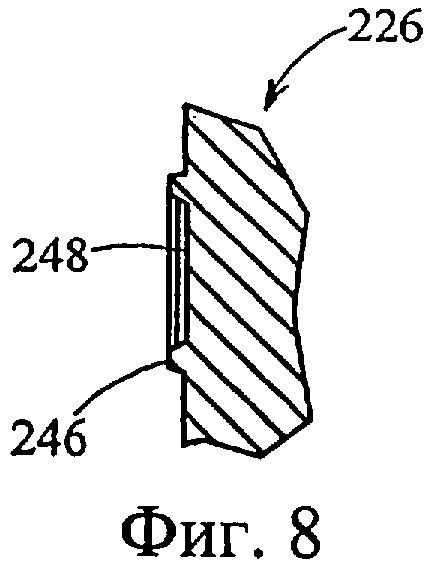
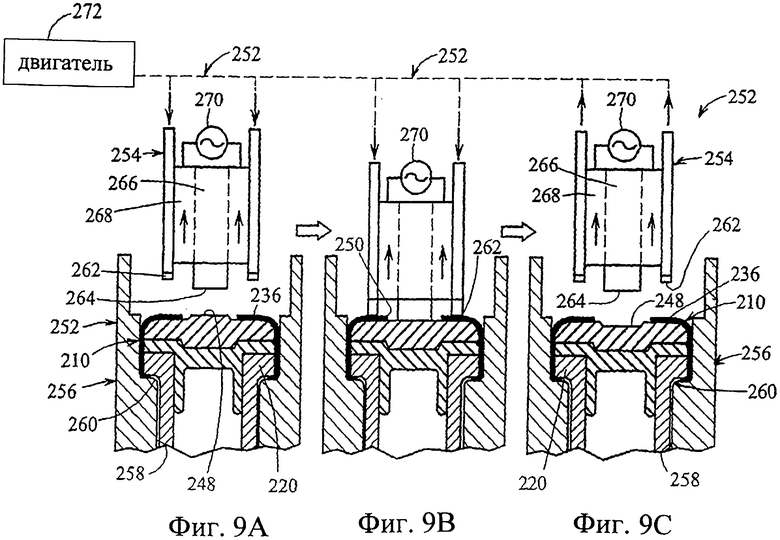

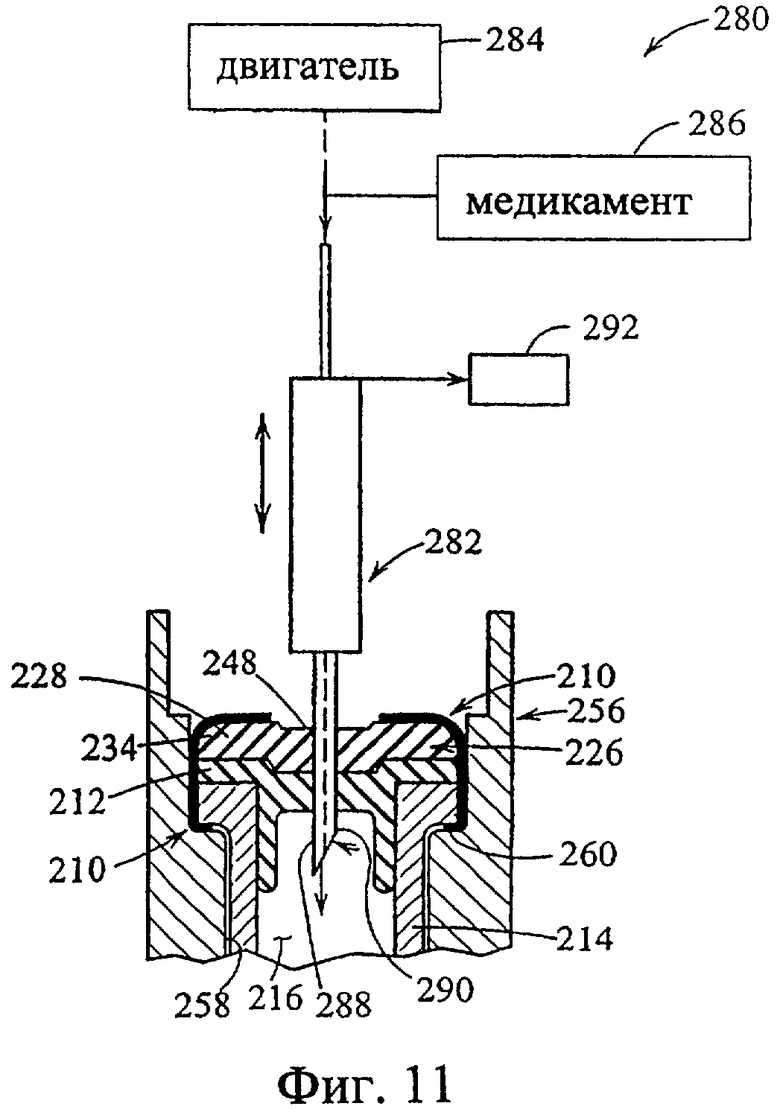
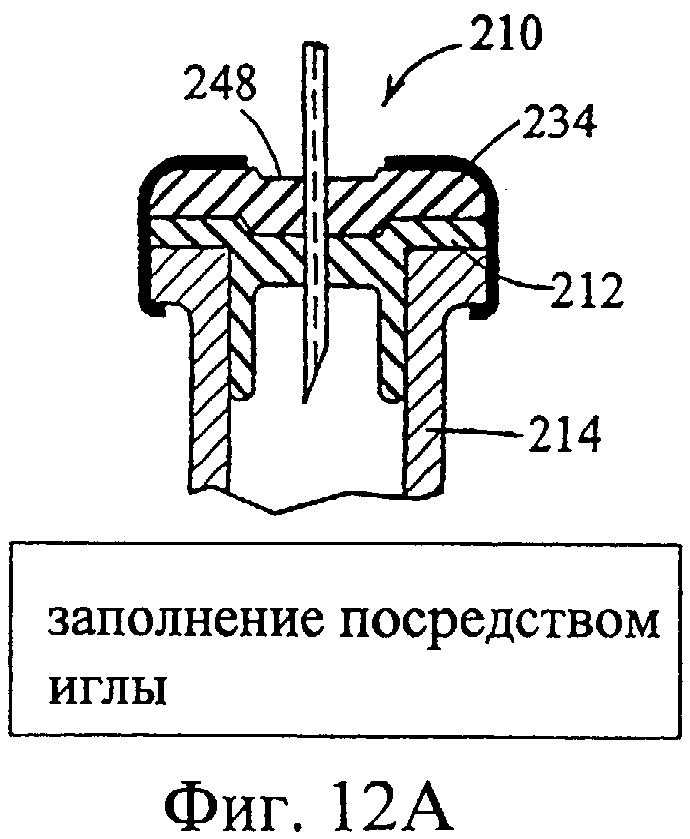
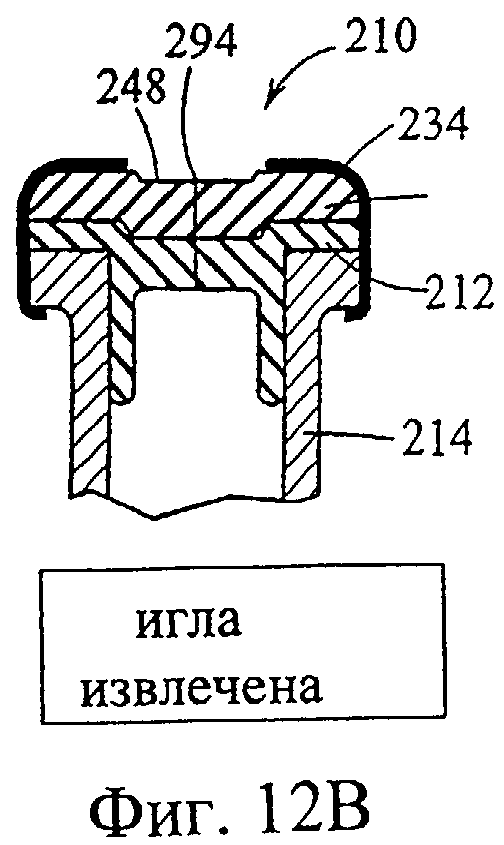
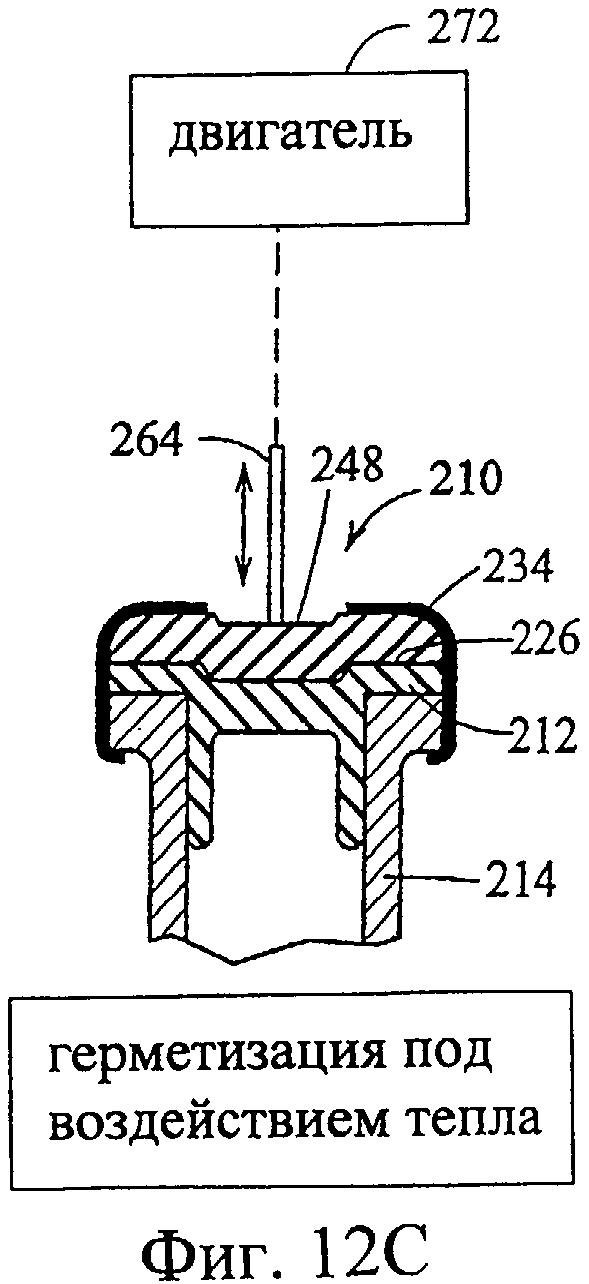
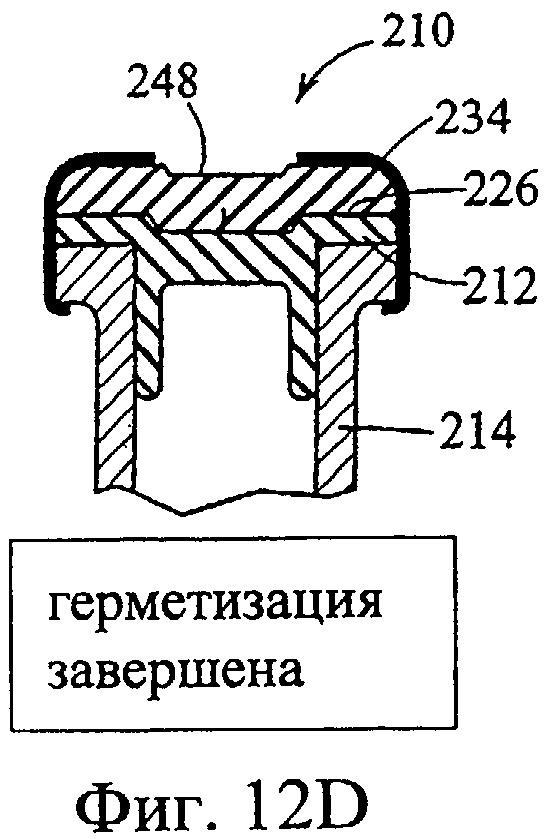
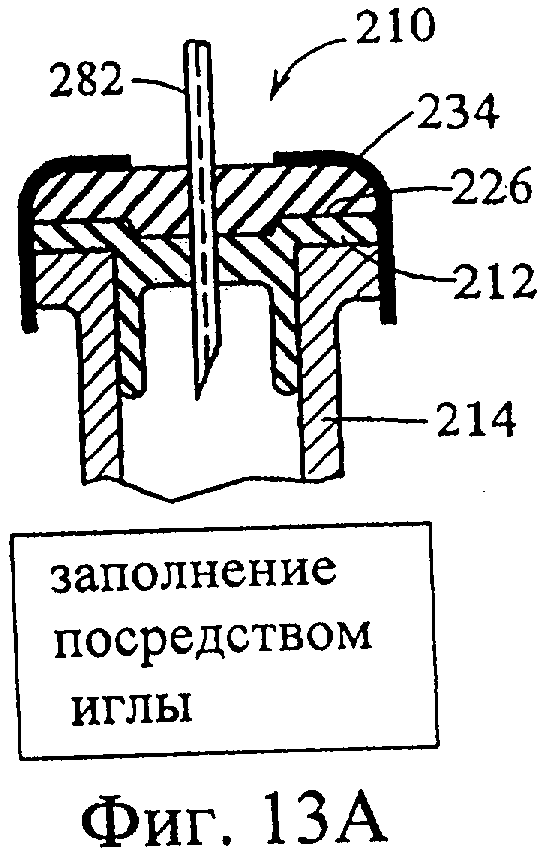
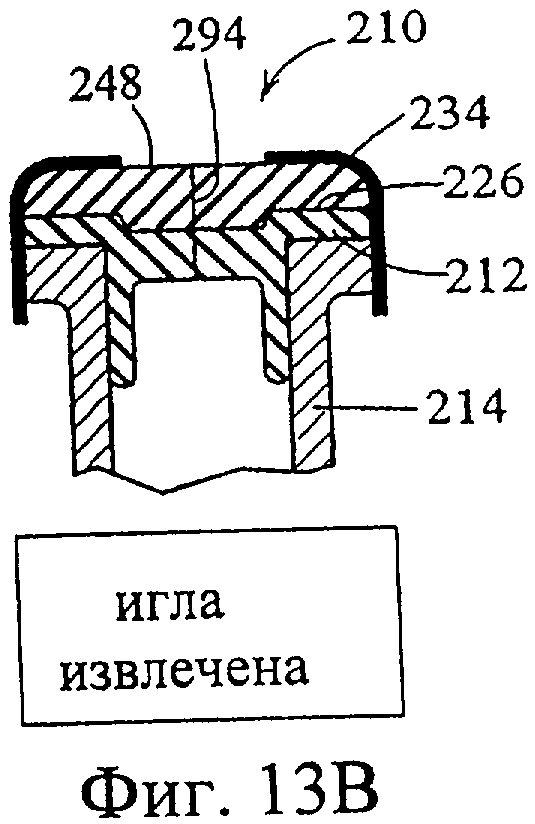

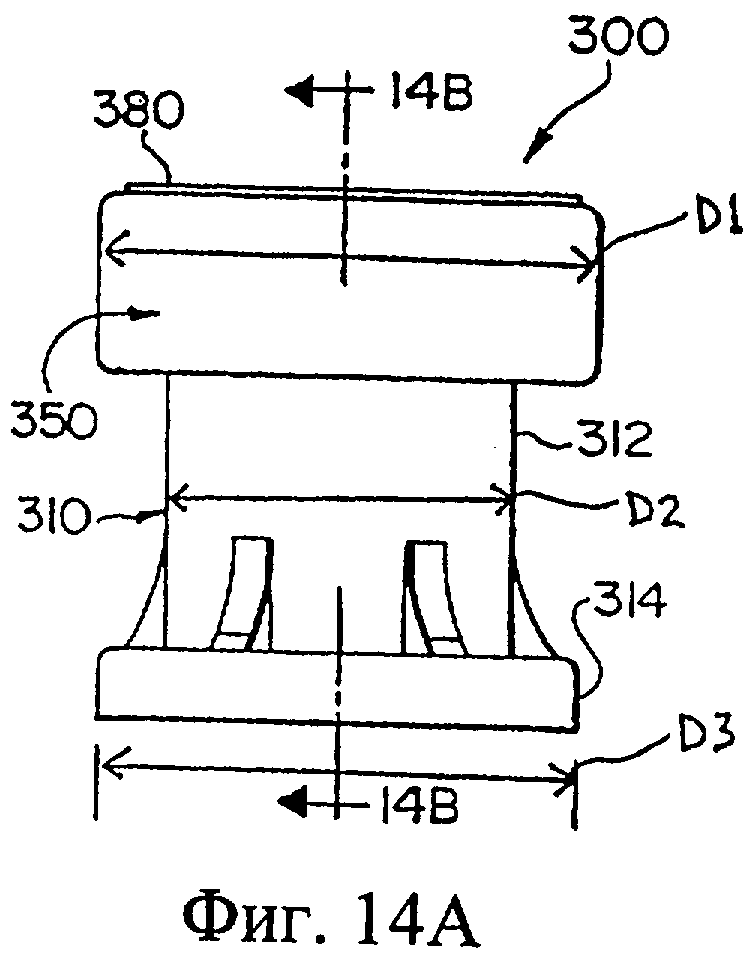
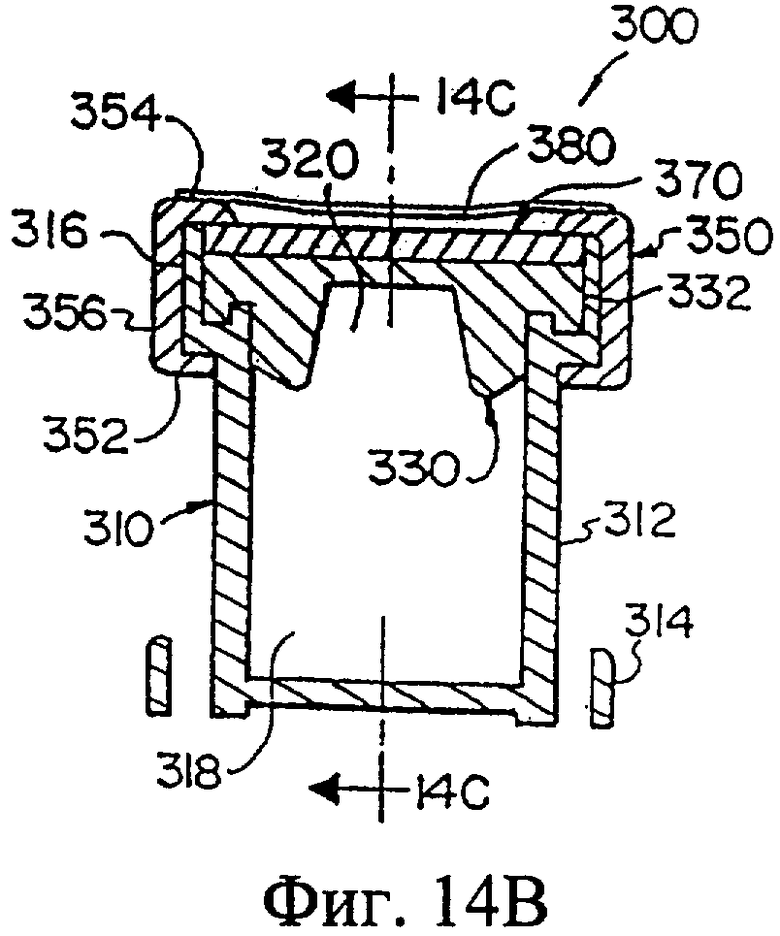
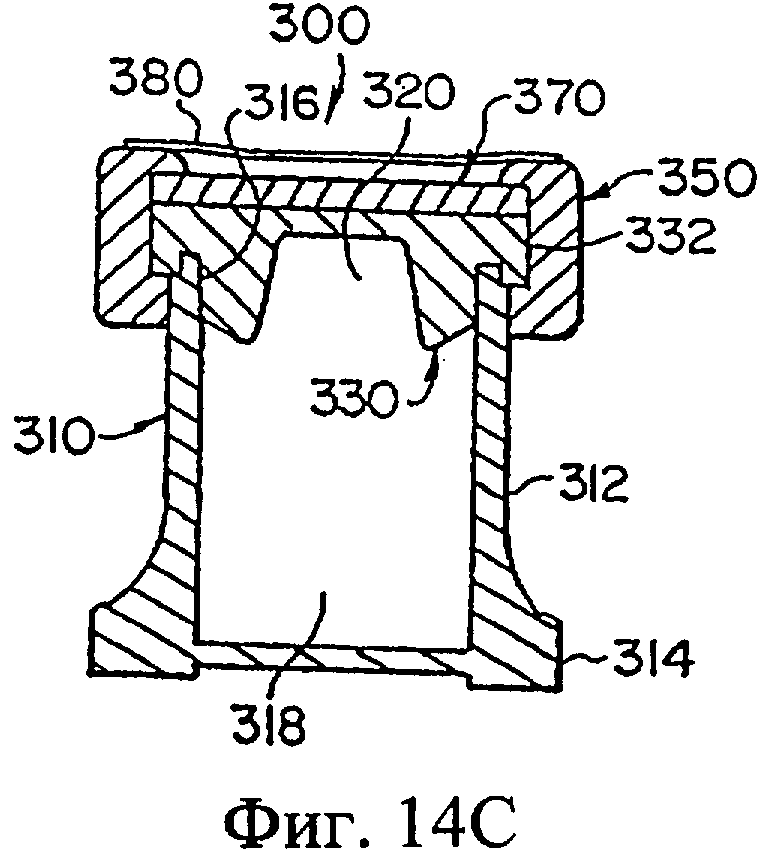


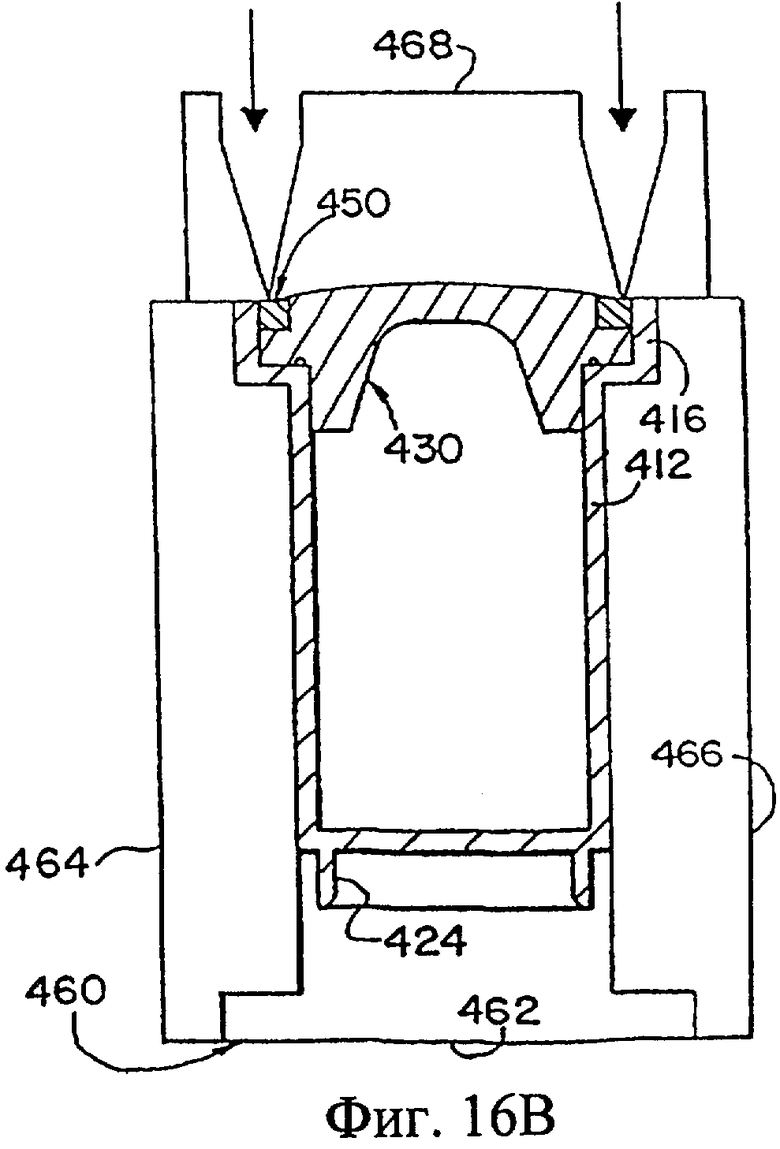
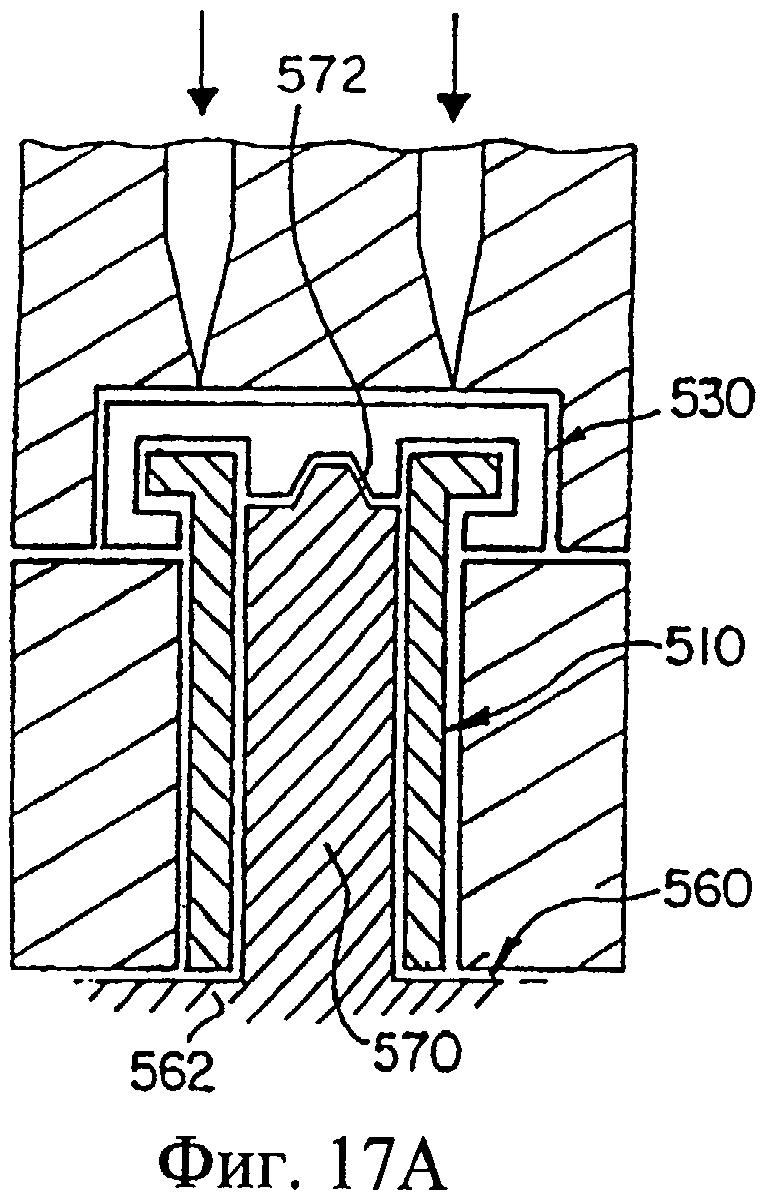



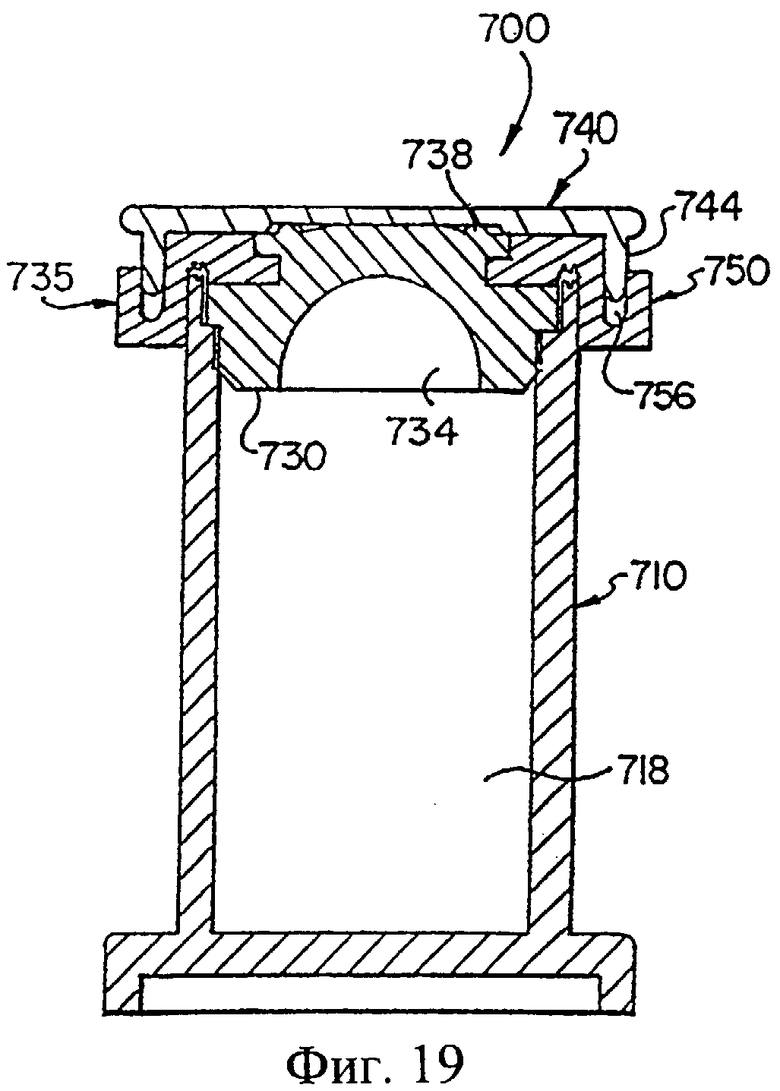
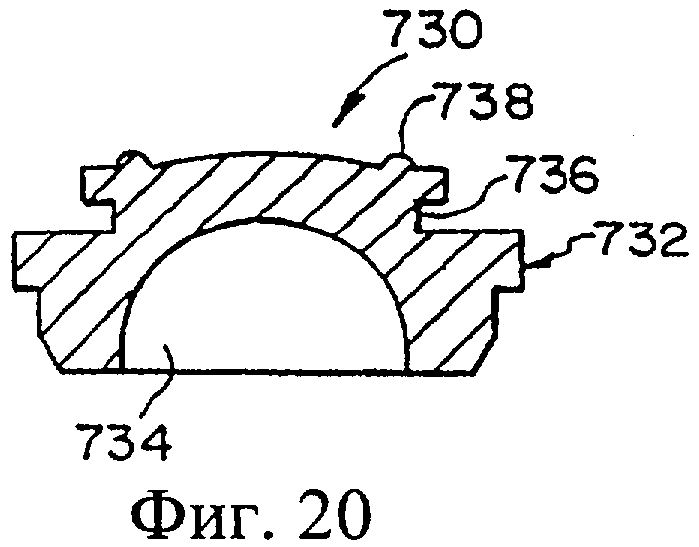
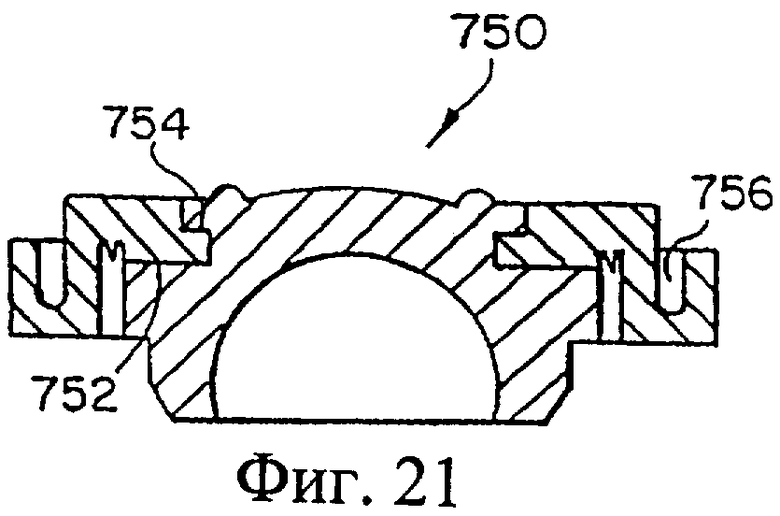

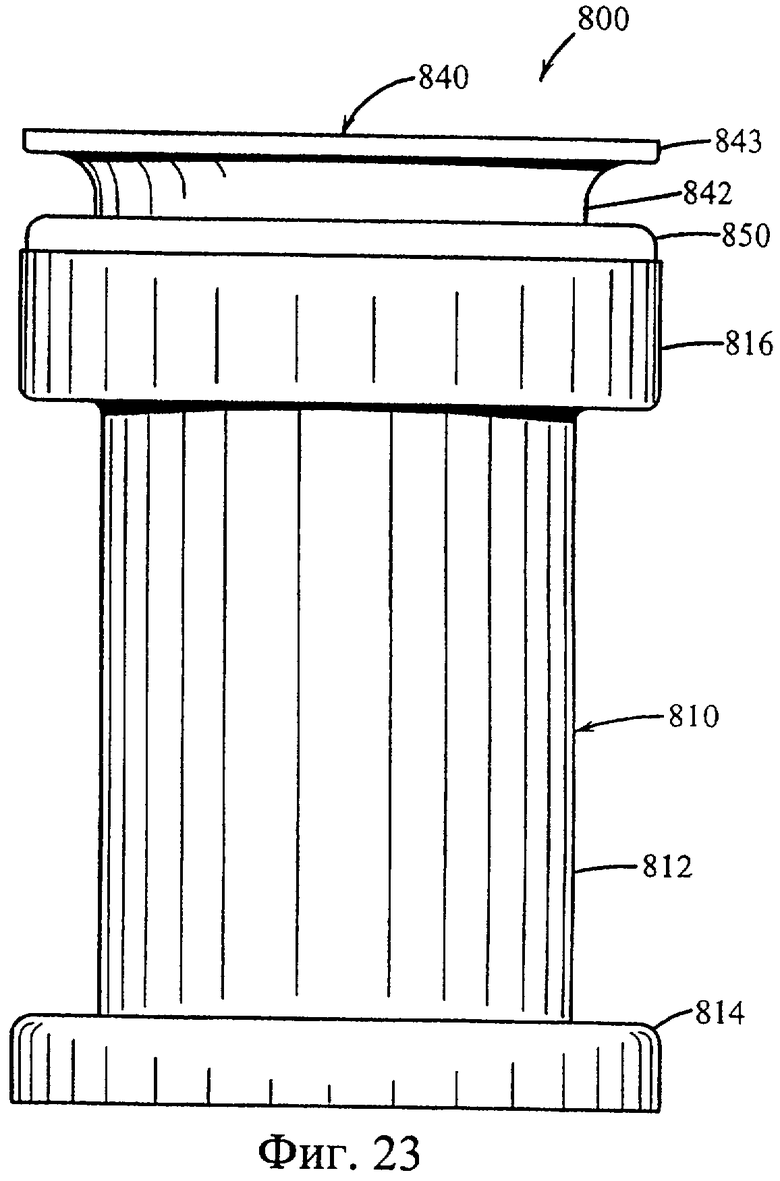


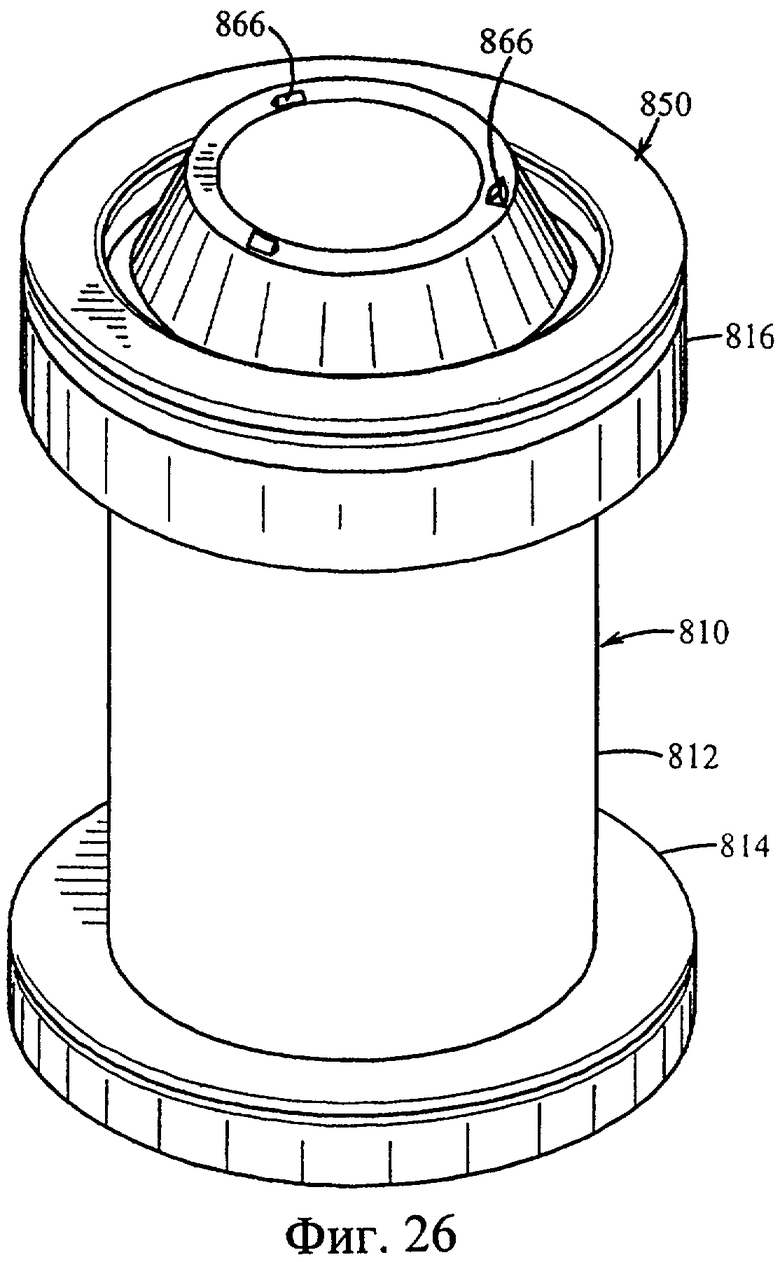
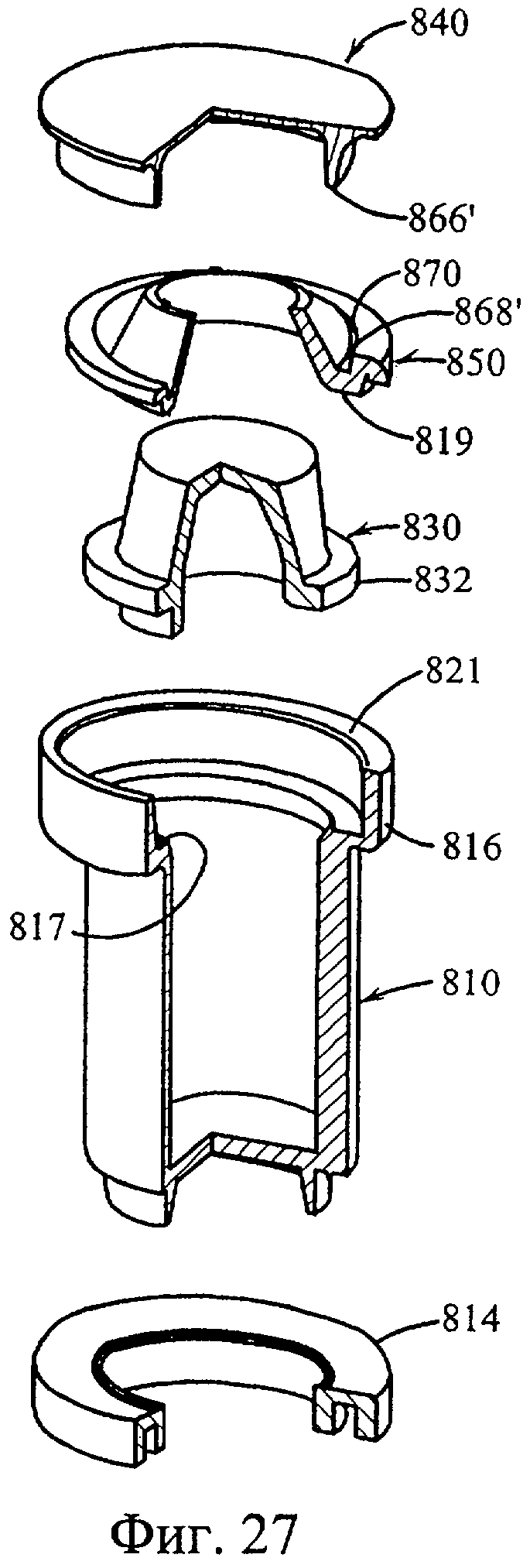
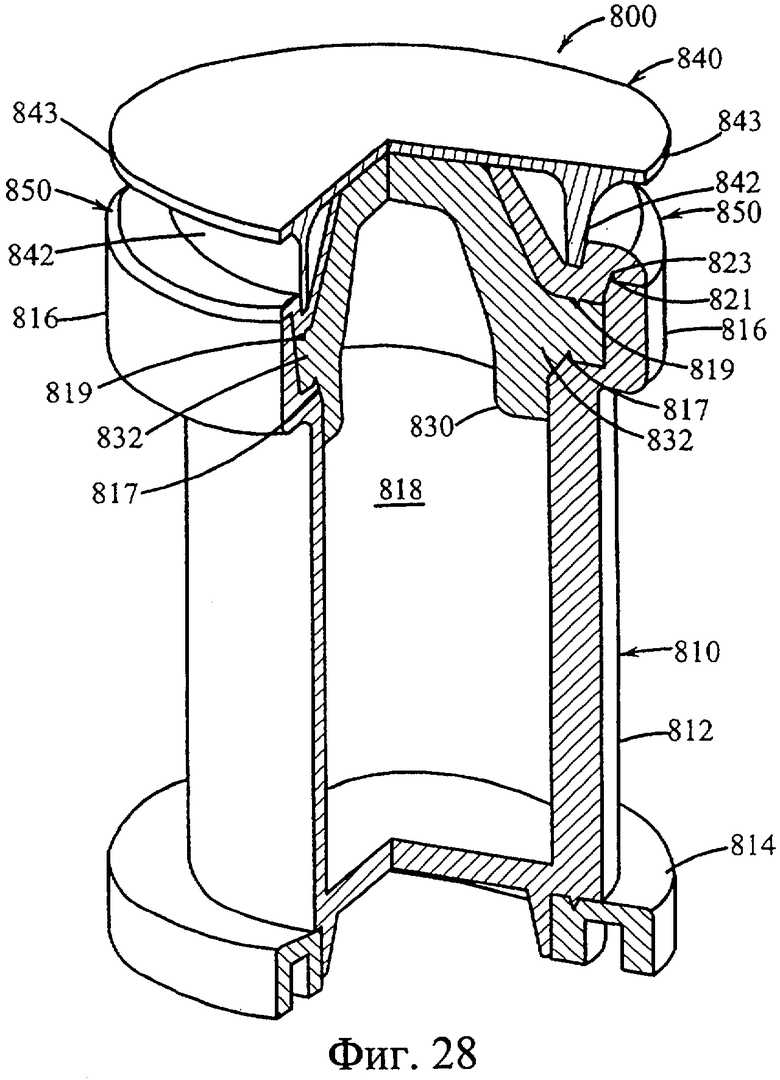
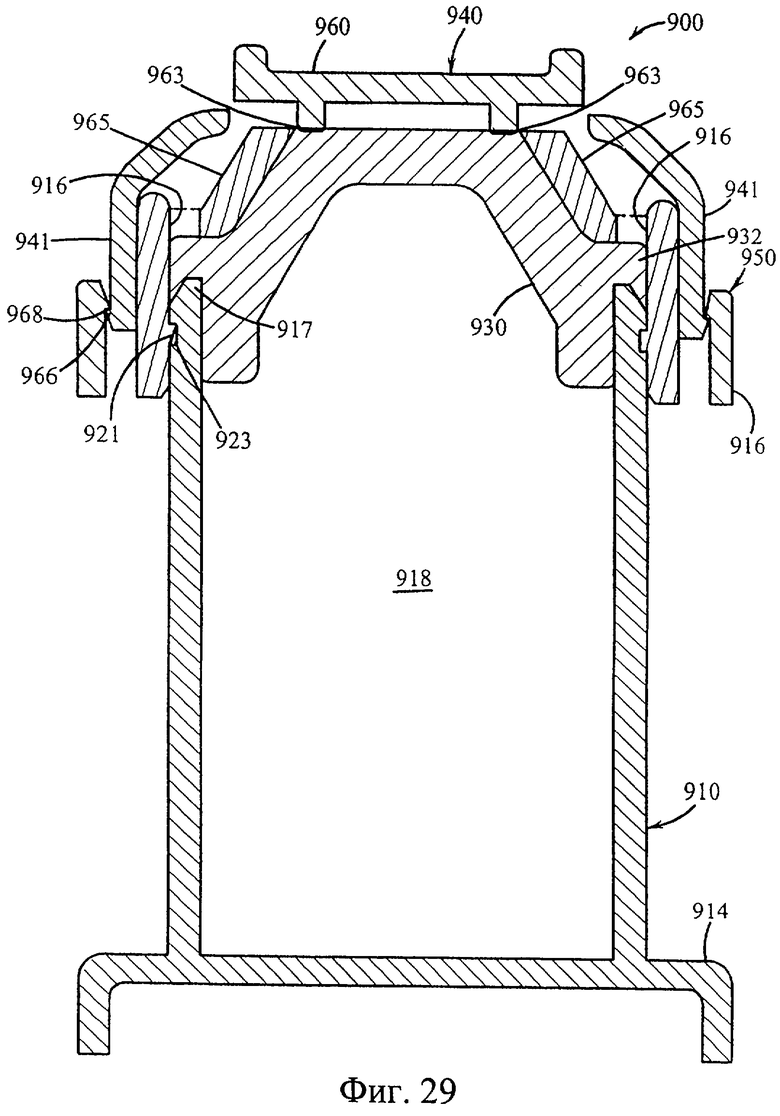

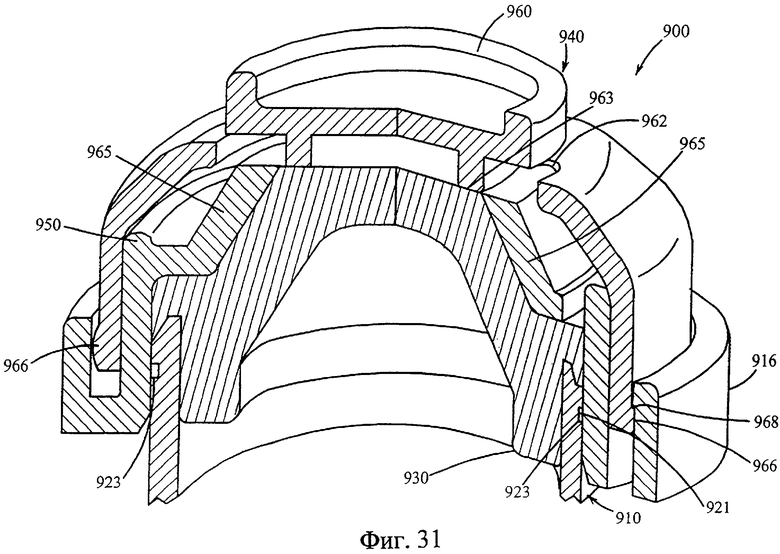
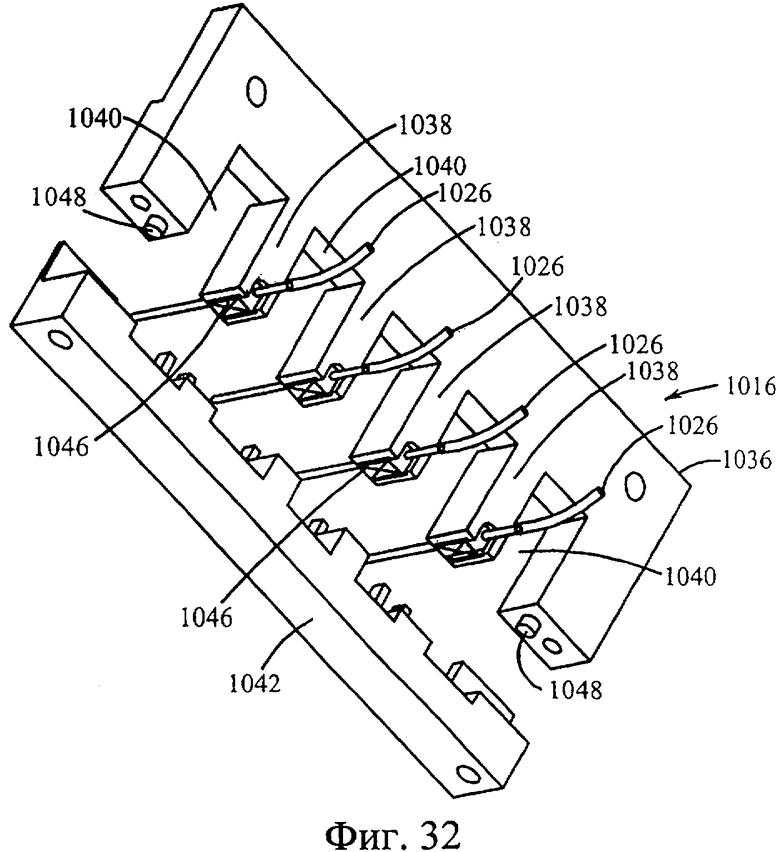
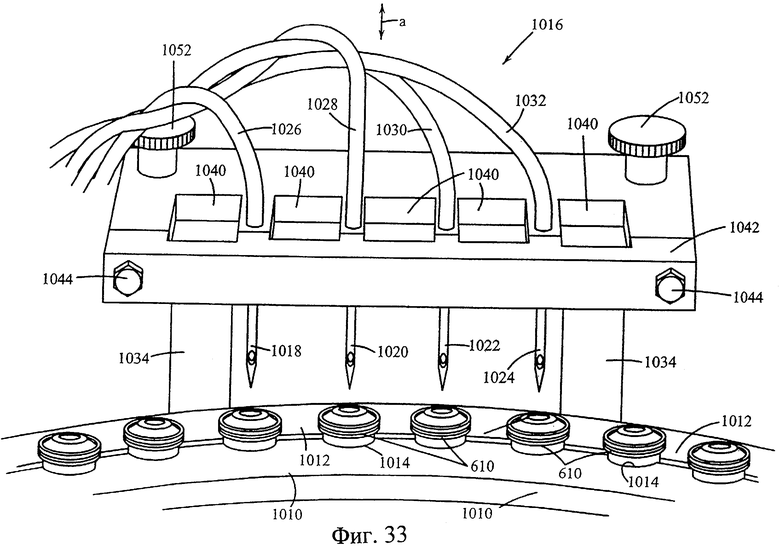
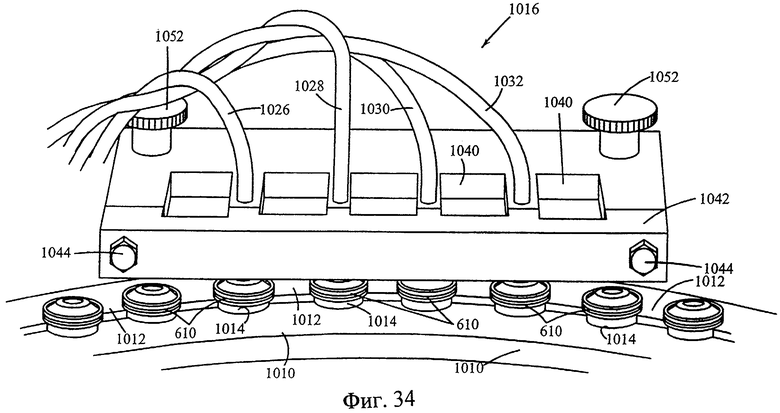
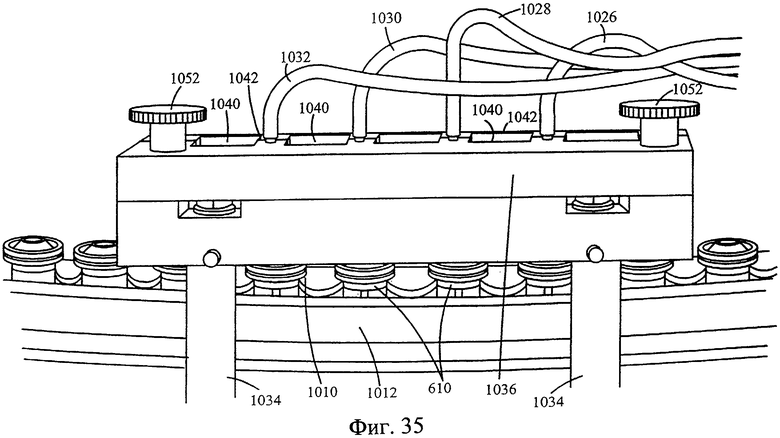
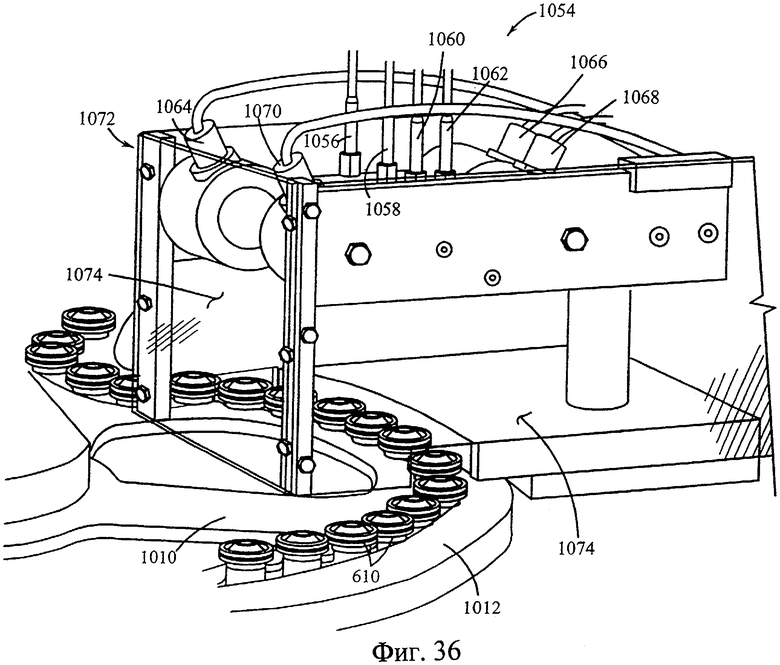
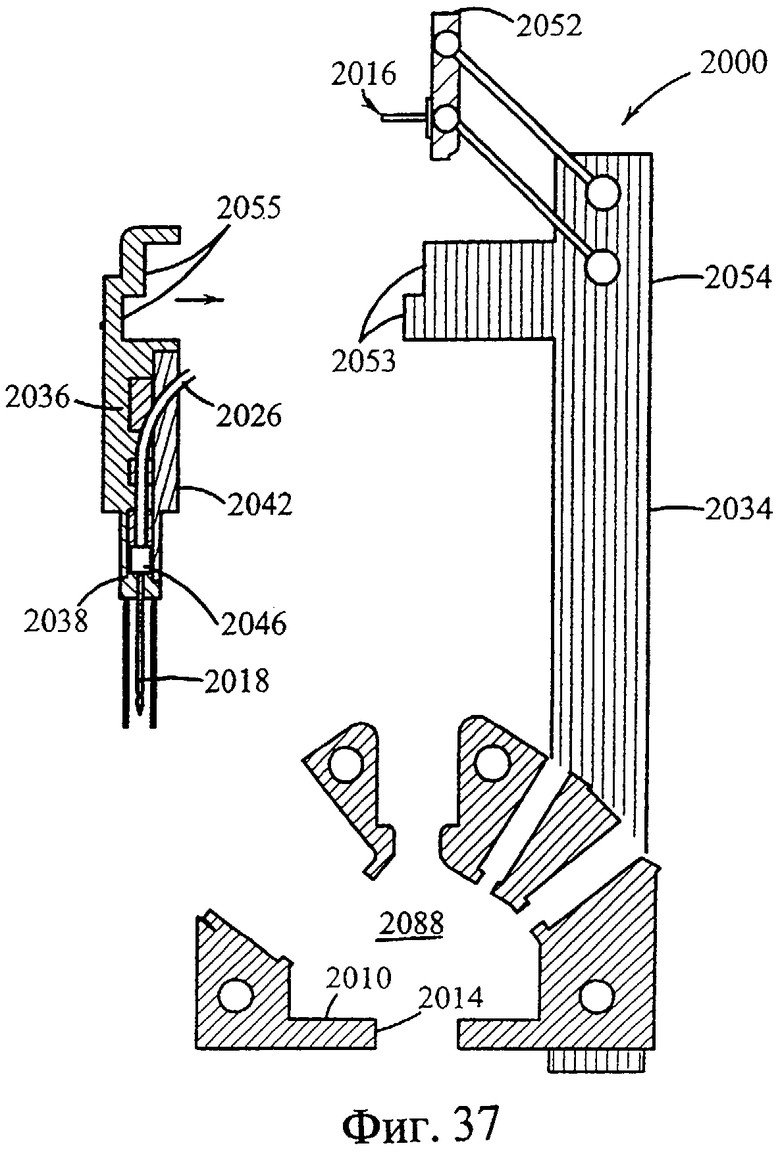
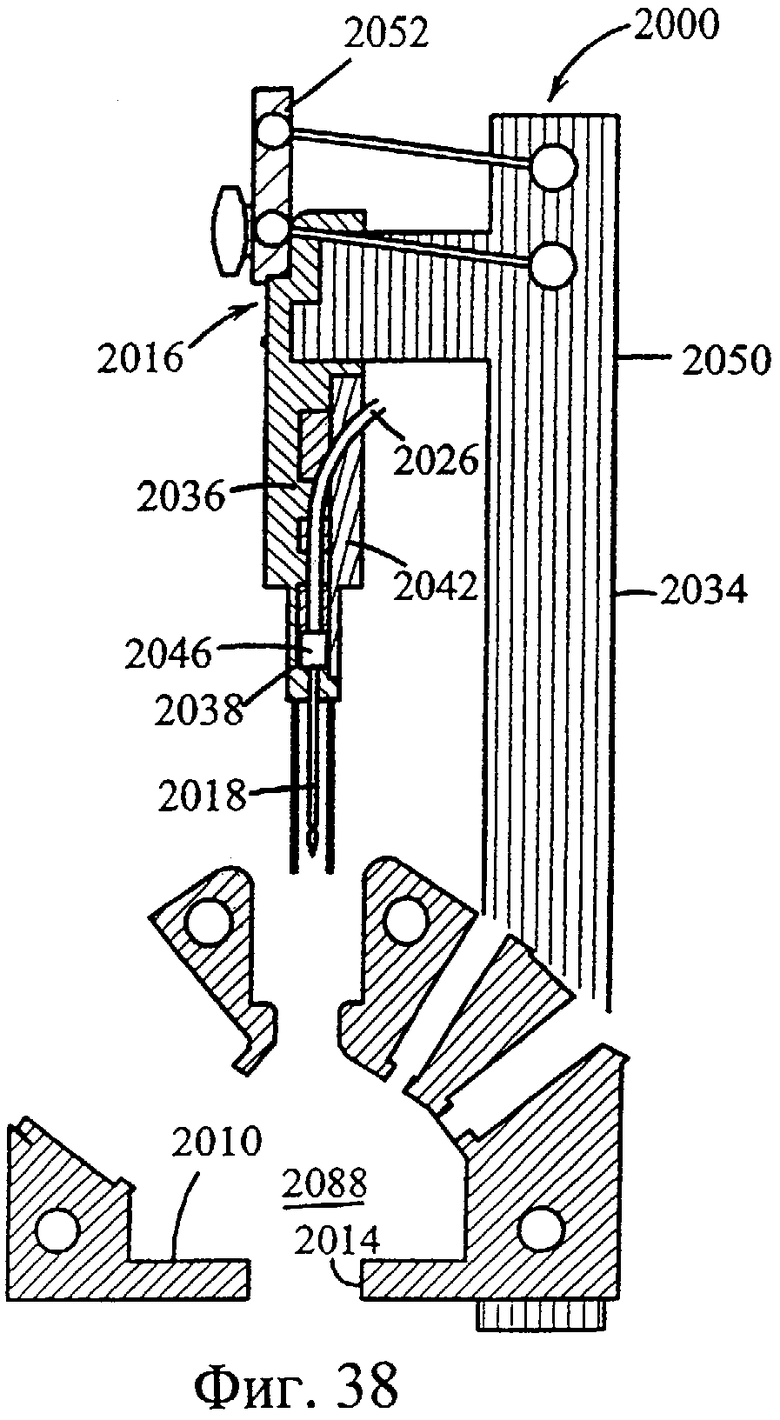
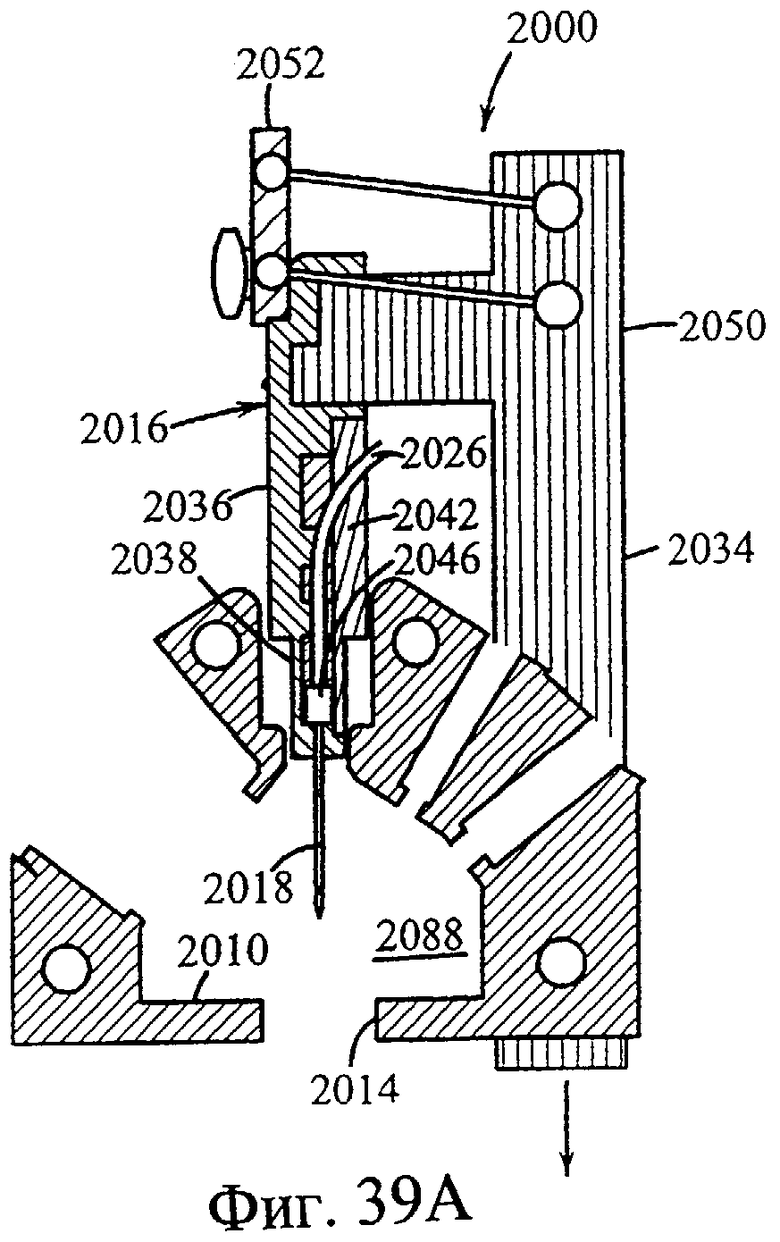
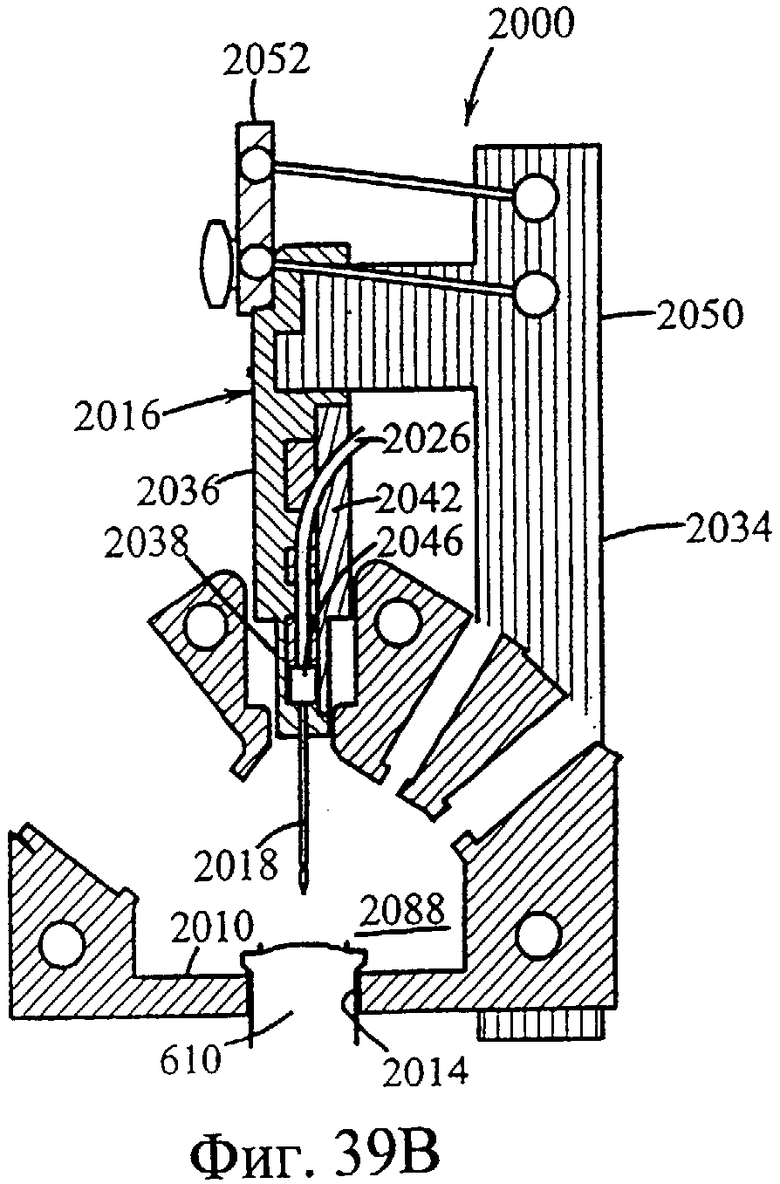
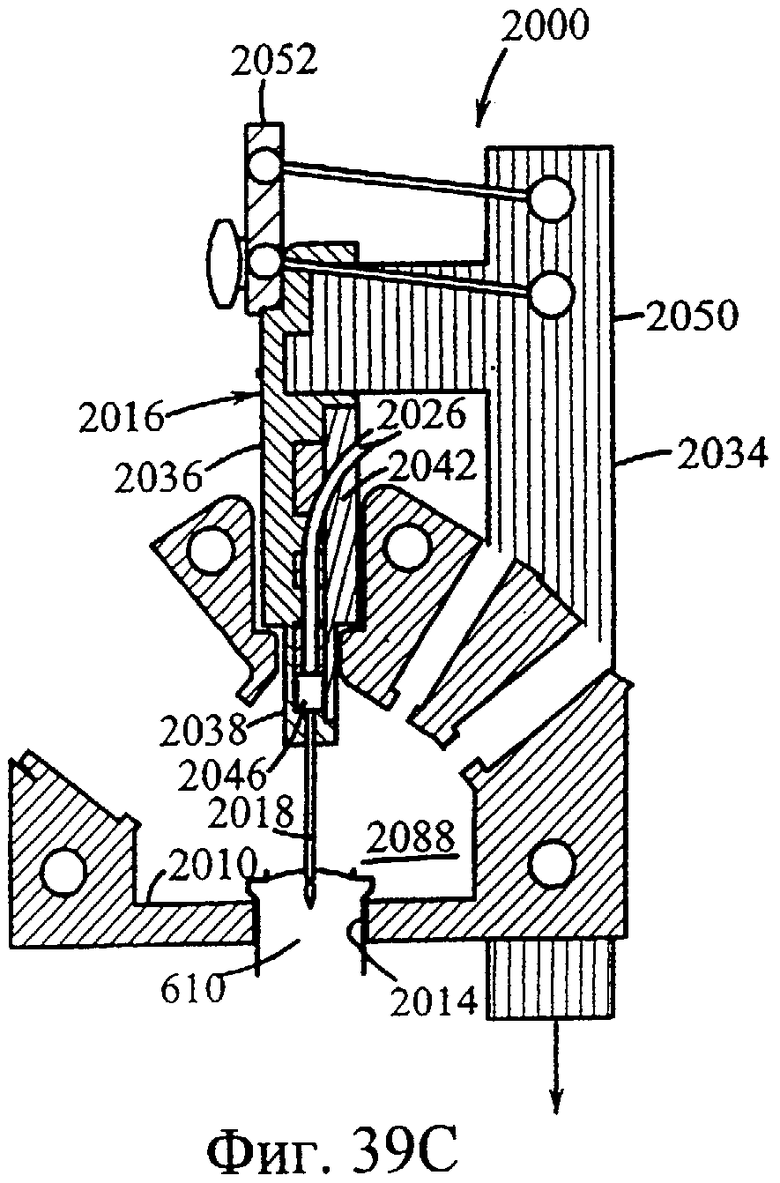

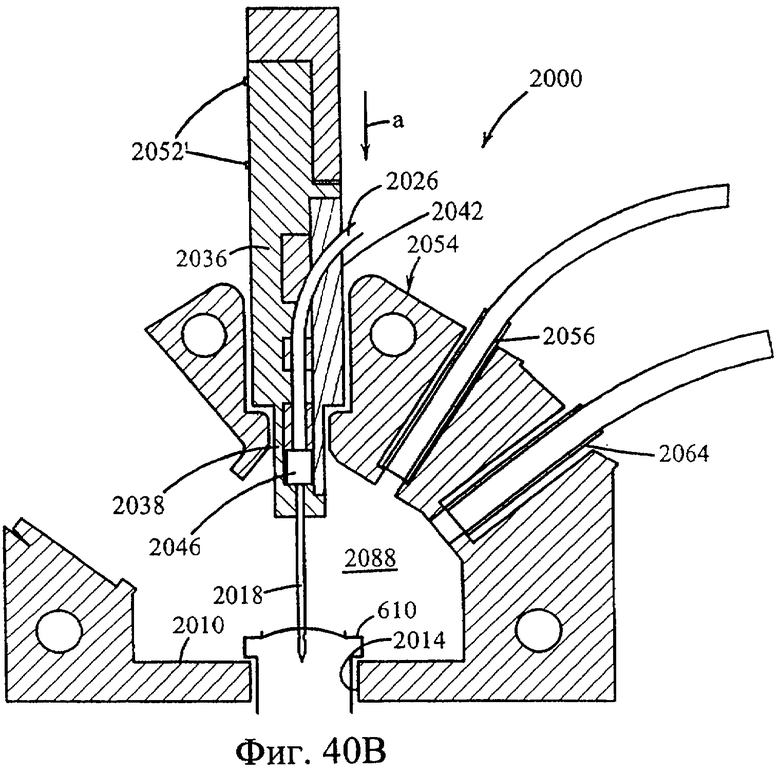
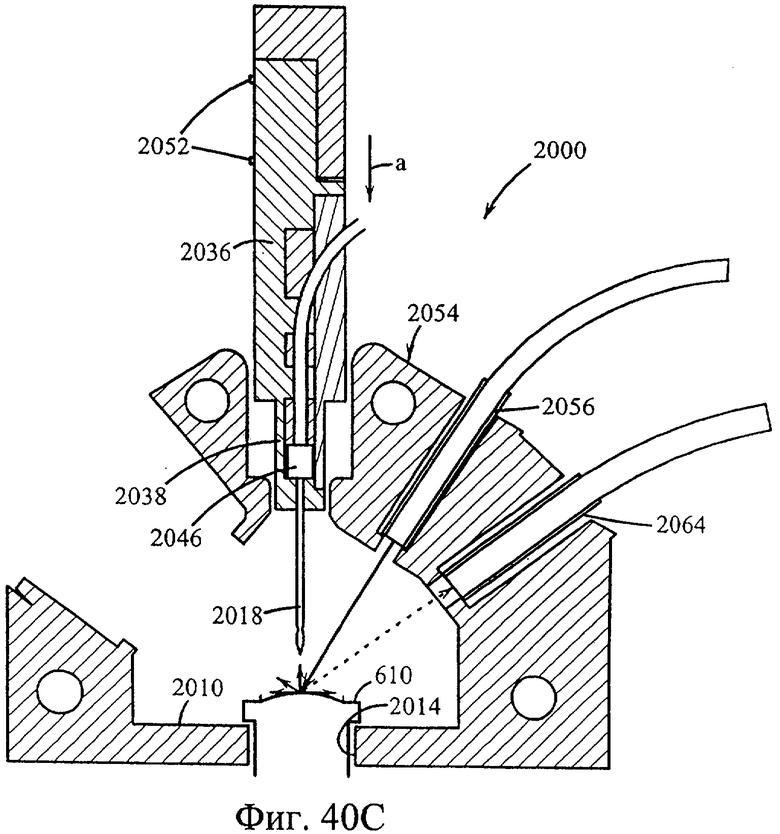
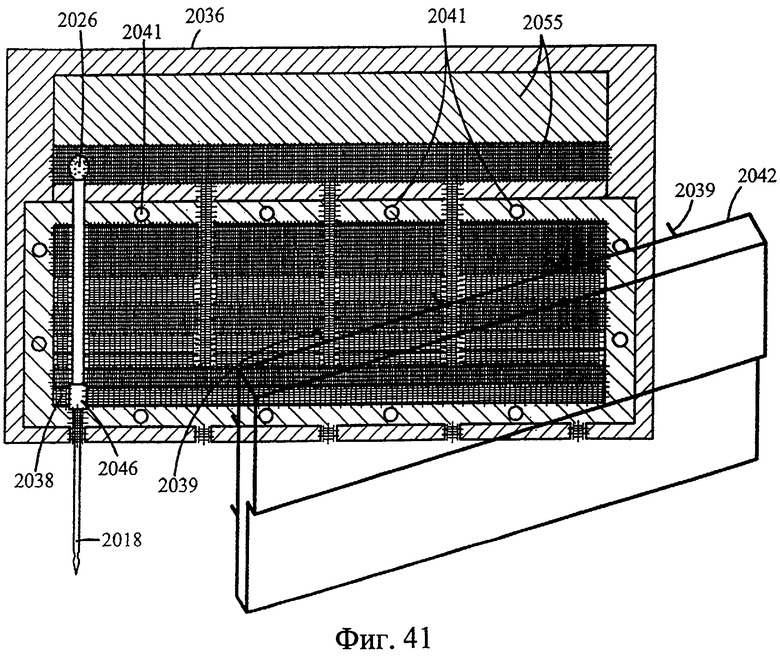
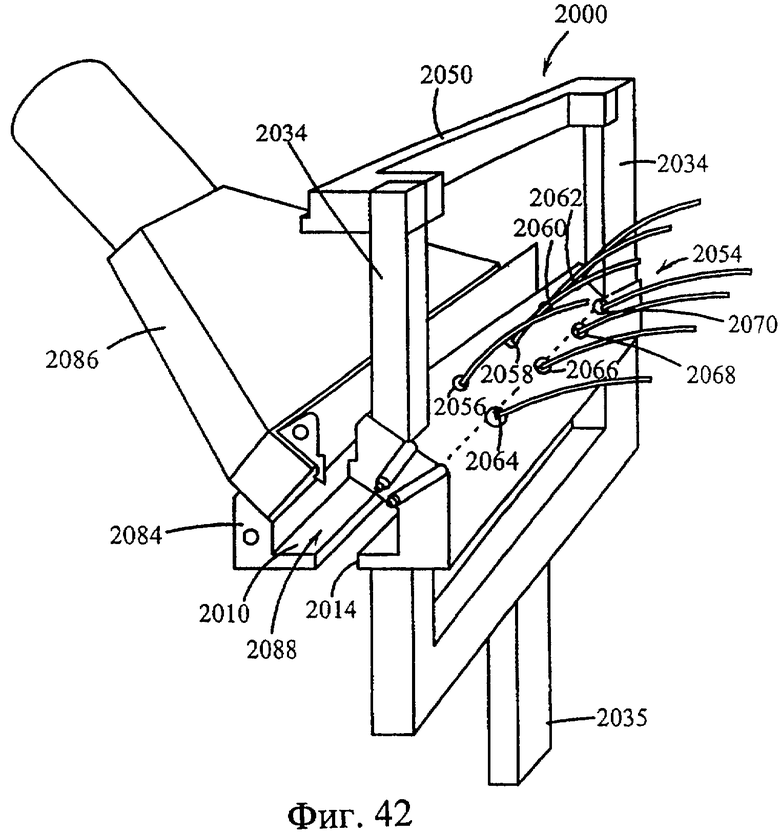
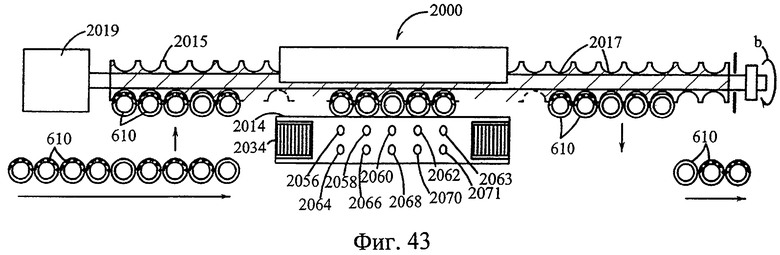
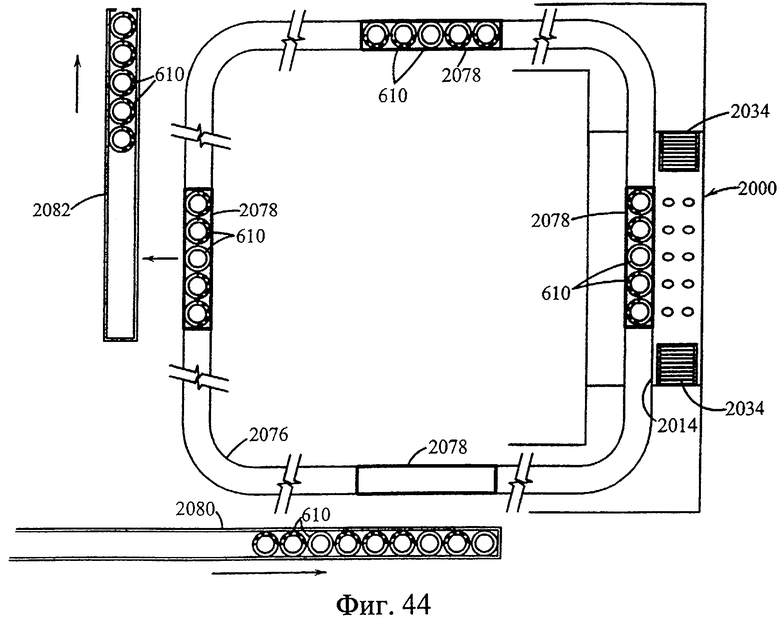

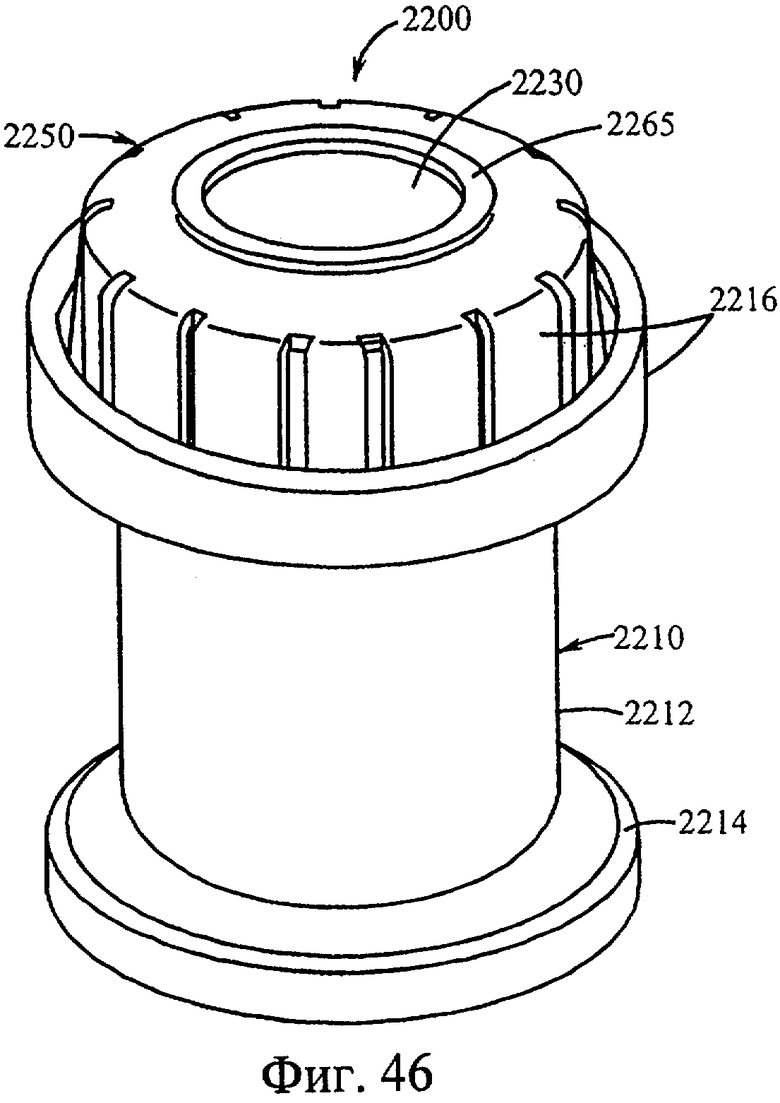
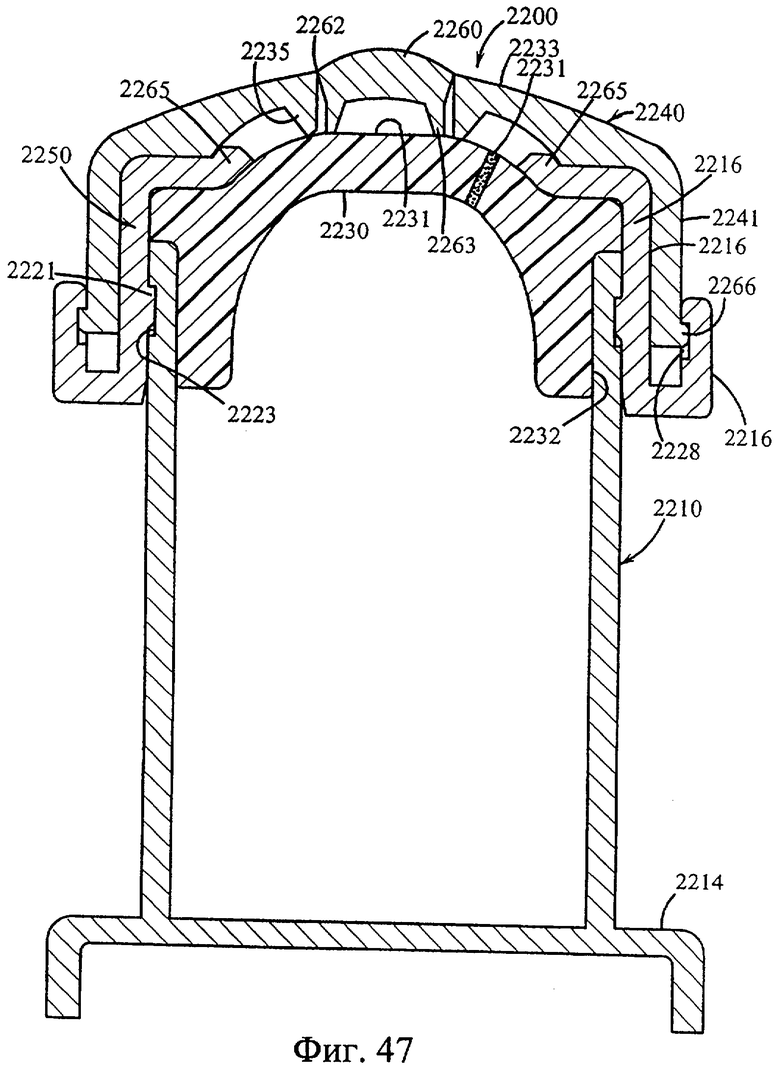
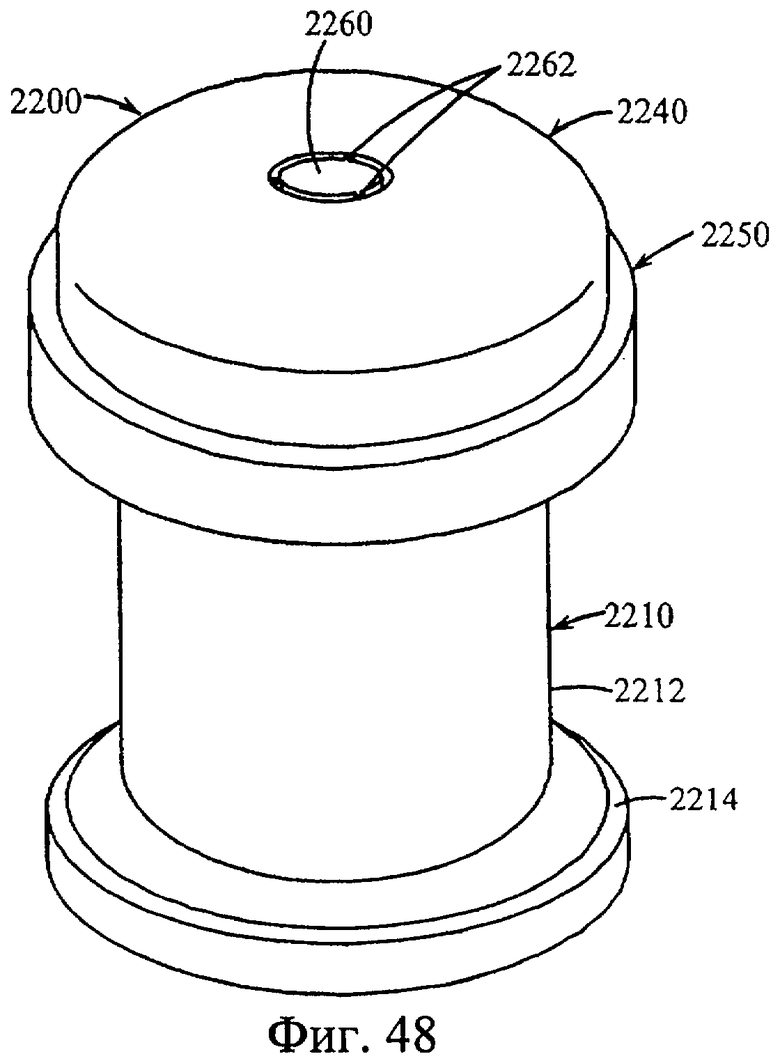
В способе формуют корпус, включающий камеру, в первой пресс-форме в чистой комнате и формуют часть контейнера во второй пресс-форме в чистой комнате того же класса, что и первая, при этом в части контейнера устройством для заполнения контейнера может быть выполнен прокол с образованием отверстия с возможностью восстановления ее герметичности. Затем собирают вместе часть контейнера и корпус в чистой комнате для получения пустой герметично закрытой камеры. Изобретение обеспечивает повышение герметичности, когда в части контейнера выполняют прокол. 14 з.п. ф-лы, 66 ил.
1. Способ формования контейнера, в котором выполняют следующие стадии: формуют корпус, включающий камеру, в первой пресс-форме в чистой комнате; формуют часть контейнера во второй пресс-форме в чистой комнате того же класса, что и первая; при этом в данной части контейнера может быть выполнен прокол и она выполнена с возможностью восстановления герметичности, в которой устройством для заполнения может быть выполнен прокол с образованием отверстия с возможностью восстановления герметичности данного отверстия; и собирают вместе часть контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, и корпус в чистой комнате для получения пустой герметично закрытой камеры.
2. Способ по п.1, отличающийся тем, что первая и вторая пресс-формы расположены рядом в чистой комнате.
3. Способ по п.1, отличающийся тем, что дополнительно выполняют стадию наплавления элемента, предохраняющего от повреждений, между частью контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, и корпусом.
4. Способ по п.1, отличающийся тем, что дополнительно выполняют стадию формования элемента, предохраняющего от повреждений, поверх части контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, и корпуса.
5. Способ по п.1, в котором выполняют следующие стадии:
вводят устройство для заполнения в часть контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, таким образом, чтобы обеспечить возможность перетекания жидкости между устройством для заполнения и камерой устройства в сборе; вводят вещество в камеру контейнера в сборе через устройство для заполнения; извлекают устройство для заполнения из части контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности; и герметично закрывают отверстие.
6. Способ по п.5, в котором дополнительно ориентируют, по крайней мере, либо ось корпуса, либо ось устройства для заполнения под острым углом по отношению друг к другу таким образом, чтобы направление прохождения оси устройства для заполнения через часть контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, было бы расположено под острым углом по отношению к оси корпуса.
7. Способ по п.6, дополнительно включающий стадию введения вещества через устройство для заполнения под острым углом на боковую стенку корпуса, что облегчает создание в основном ламинарного потока вещества, поступающего в камеру.
8. Способ по п.5, дополнительно включающий следующие стадии: формуют корпус, включающий основание, среднюю часть и верхнюю часть, которая отделена в направлении оси от основания средней частью, причем размеры основания и верхней части в горизонтальной плоскости больше, чем максимальный размер средней части в горизонтальной плоскости; а при извлечении устройства для заполнения предотвращают перемещение корпуса устройством для заполнения.
9. Способ по п.8, в котором при стадии предотвращения перемещения корпуса используют одно из оснований корпуса и верхнюю часть корпуса при извлечении устройства для заполнения таким образом, чтобы предотвратить перемещение корпуса.
10. Способ по п.8, дополнительно включающий стадию стерилизации пустого контейнера в сборе перед введением в него вещества.
11. Способ по п.10, в котором на стадии стерилизации пустого контейнера в сборе перед заполнением веществом выполняют, по крайней мере, одно из действий, выбранных из группы, включающей воздействие гамма-излучением, пучком электронов или лазерным излучением на контейнер в сборе.
12. Способ по п.1, в котором часть контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, представляет собой заглушку.
13. Способ по п.5, в котором стадия герметичного запаивания отверстия включает использование излучения или энергии по отношению к части контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности.
14. Способ по п.13, в котором излучение или энергия представляет собой лазерное излучение.
15. Способ по п.5, в котором стадия герметического закрывания отверстия представляет собой применение к части контейнера, в которой может быть выполнен прокол и которая выполнена с возможностью восстановления герметичности, одного из следующих покрытий: i) закрывающее отверстие от окружающей атмосферы; ii) закрывающее вещество, находящееся в камере; и iii) образующее газонепроницаемую перегородку между окружающей атмосферой и камерой.
| ЛЬНОКОМБАЙН'-..; ^ч-iT: --. -техНИ40^"^;' 'T>&"K=:i*^'P/--I- | 0 |
|
SU249821A1 |
| US 4251003 A, 17.02.1981 | |||
| УПАКОВКА ДЛЯ ФАРМАЦЕВТИЧЕСКОГО ПРОДУКТА И СПОСОБ ЕЕ СТЕРИЛИЗАЦИИ | 2000 |
|
RU2250864C2 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

