Ссылки на приоритетные заявки
В данной заявке заявлен приоритет по совместно рассматриваемой предварительной заявке США 60/660935, дата подачи 11 марта 2005, озаглавленной «Устройство и способ для асептического формования и сборки контейнеров с нагреваемыми поверхностями и способ заполнения контейнеров» («Apparatus And Method For Aseptically Molding And Assembling Containers With Heated Surfaces And Filling Same»), которая во всей своей полноте включена в описание как его часть посредством ссылки.
Область изобретения
Данное изобретение относится к устройствам и способам для формования конструкций контейнеров, содержащих контейнеры и заглушки, служащие для закрывания отверстий контейнеров, таких как контейнеры с заглушками из полимеров, при этом в заглушки может быть введена игла для заполнения закрытых контейнеров веществом, и герметичность заглушек может быть восстановлена посредством закрывания отверстия от иглы в участке введения иглы в заглушке при помощи лазера, и, в частности, к устройствам и способам для формования, разделения сформованных контейнеров и заглушек и сборки таких контейнеров и заглушек в асептических условиях.
Уровень техники
Обычные конструкции заполненных в асептических условиях контейнеров, такие как конструкции контейнеров для хранения и последующего извлечения из них медикаментов, например, вакцин или лекарственных средств, или пищевых продуктов и напитков, таких как жидкие продукты питания, включают в себя контейнер или корпус контейнера с резервуаром (внутренней камерой для хранения), отверстие для заполнения, сообщающееся с контейнером или корпусом контейнера, и заглушку или крышку, служащую для закрывания отверстия для заполнения после заполнения резервуара с тем, чтобы герметично закрыть медикамент, пищевой продукт, напиток или иное вещество внутри контейнера. Для заполнения таких известных из уровня техники контейнеров стерильной жидкостью или иным веществом обычно необходимо подвергнуть стерилизации несобранные вместе компоненты распределительного устройства или контейнера, например, посредством обработки в автоклаве компонентов и/или подвергая их воздействию гамма-излучению. Прошедшие стерилизацию компоненты затем заполняют и собирают вместе в асептическом изоляторе стерильного устройства для заполнения. В некоторых случаях прошедшие стерилизацию компоненты держат в нескольких герметично закрытых мешках или иных стерильных боксах для транспортировки к стерильному устройству для заполнения. В других случаях оборудование для стерилизации расположено на входе в стерильное устройство для заполнения. В устройстве для заполнения такого типа каждый компонент стерильным перемещают в изолятор, резервуар контейнера заполняют жидкостью или иным веществом, к контейнеру присоединяют прошедшую стерилизацию заглушку, закрывая отверстие для заполнения, и герметично закрывают жидкость или иное вещество внутри контейнера, затем к контейнеру присоединяют обжимное кольцо или иной блокирующий элемент для прочного прикрепления к нему заглушки.
Один из недостатков таких известных из уровня техники конструкций контейнеров, а также способов и оборудования для их заполнения заключается в том, что процесс заполнения требует продолжительного времени, а осуществление способов и оборудование являются дорогостоящими. Кроме того, относительная сложность процессов заполнения и оборудования может привести к тому, что количество дефектно заполненных контейнеров будет превышать желаемое. Например, принято считать, что источников ошибки столько, сколько используют компонентов. Во многих случаях применяют сложные устройства для сборки контейнеров, которые расположены в асептической части устройства для заполнения, в которой должны поддерживаться стерильные условия. Такой тип оборудования может являться значительным источником нежелательных частиц. Кроме того, в таких изоляторах в пределах барьерного бокса требуется поддерживать стерильным воздух. В закрытых барьерных системах конвекционный поток неизбежен, в результате невозможно создать ламинарный или практически ламинарный, поток. Когда работу изолятора останавливают, может быть необходимым проведение тестов на среду, продолжительность которых может составлять несколько, а может быть и много дней, что может приводить к повторяющимся перерывам и значительному снижению выхода продукции фармацевтических, пищевых производств или иных производств, применяющих такое оборудование. В отношении таких продуктов издаваемые государственными органами регулирующие положения становятся все более сложными и дополнительно повышают стоимость уже и так дорогостоящих изоляторов и аналогичного оборудования для заполнения. С другой стороны, правительственное регулирование цен и конкуренция на рынке фармацевтических препаратов и вакцин, включая, например, профилактические медицинские препараты, и других продуктов, заполнение тары которыми проводят в асептических условиях, таких как жидкие продукты питания, приводят к повышению рискованности большинства финансовых вложений в такое производство. Соответственно, существует опасение, что лишь немногие компании смогут позволить себе такой возросший уровень необходимых инвестиций в стерильные устройства для заполнения, что дополнительно снижает конкуренцию на рынке фармацевтических препаратов, вакцин и продуктов питания.
В некоторых из известных из уровня техники устройств для заполнения и способах для стерилизации компонентов контейнеров до заполнения и/или для термической стерилизации контейнеров после заполнения используют гамма-излучение, в том случае, если предполагают, что продукт не разрушается под действие гамма-излучения. Один из недостатков стерилизации под действие гамма-излучения заключается в том, что оно способно повредить или иным образом негативно сказаться на подвергаемых стерилизации частях, например, посредством обесцвечивания частей, выполненных из пластика или иных чувствительных к воздействию гамма-излучения материалов. Кроме того, если гамма-излучение используют для термической стерилизации заполненных контейнеров, оно способно испортить продукт, который хранится в контейнере. Соответственно, гамма-излучение имеет ограниченную применимость и, кроме того, не всегда является желаемой формой стерилизации в отношении многих типов продукции, для которых это излучение используют.
В других известных из уровня техники устройствах для заполнения и способах используют жидкие/газообразные дезинфицирующие вещества или стерилизующие агенты, применяемые для того, чтобы стерилизовать поверхности контейнеров, которые будут вступать в контакт с хранящимся в них веществом, таким как продукты питания или напитки. Одним из таких широко применяемых стерилизующих веществ являются пары пероксида водорода. В некоторых из таких известных из уровня техники устройствах для заполнения и способах контейнеры и заглушки сначала стерилизуют жидким/газообразным дезинфицирующим веществом, таким как пары пероксида водорода, а затем открытые контейнеры заполняют предназначенным для хранения продуктом, таким как продукт питания или напиток, затем присоединяют заглушки или крышки с тем, чтобы герметично закрыть продукт внутри контейнера. Один из недостатков таких известных из уровня техники устройств для заполнения и способов заключается в том, что жидкое/газообразное дезинфицирующее вещество, такое как пары пероксида водорода, в обязательном порядке должно контактировать с внутренними поверхностями контейнеров и стерилизовать их. В результате внутренние части контейнеров и, следовательно, продукт, помещенный в контейнер, могут содержать остатки пероксида водорода. Это, в свою очередь, может привести к реакции с пероксидом или к образованию свободных радикалов, которые могут разложить или иным образом испортить композицию продукта во время хранения, либо могут ухудшить вкус или иные качества продукта, помещенного в контейнер.
Таким образом, цель данного изобретения состоит в том, чтобы преодолеть один или более из описанных недостатков и неудобств предшествующего уровня техники.
Раскрытие изобретения
Согласно первому аспекту изобретения данное изобретение направлено на создание устройства для формования и заполнения контейнера, содержащего корпус контейнера с отверстием, контактирующим с внутренней камерой (резервуаром), в которую помещают вещество, и заглушку, которую вводят в отверстие для закрывания отверстия и находящегося в контейнере вещества. Устройство содержит, по меньшей мере, один барьерный бокс с, по меньшей мере, одной асептической камерой. Кроме того, устройство содержит, по меньшей мере, одну форму, помещенную в асептическую камеру, с, по меньшей мере, одной первой формовочной полостью, форма которой такова, что служит для формования, по меньшей мере, одного из следующих: заглушки и корпуса контейнера, и, по меньшей мере, одну первую практически стерильную поверхность, которая проходит вокруг, по меньшей мере, одной первой формовочной полости. По меньшей мере, один из инструментов устройства расположен внутри асептической камеры и содержит входящую в контакт часть, которая входит в контакт с корпусом контейнера и/или заглушкой, находящимися в, по меньшей мере, одной первой формовочной полости. По меньшей мере, одна первая формовочная полость и инструмент способны перемещаться относительно друг друга, что нужно для захвата и извлечения практически стерильных заглушки и/или корпуса контейнера при извлечении их из, по меньшей мере, одной первой формовочной полости. По меньшей мере, один источник стерильного воздуха устройства находится в жидкостной взаимосвязи с, по меньшей мере, одной асептической камерой, и он направляет поток стерильного воздуха в асептическую камеру и поверх первой стерильной поверхности формы для поддержания стерильности поверхности формы, заглушки и корпуса контейнера во время их извлечения. По меньшей мере, один первый гибкий барьер присоединен к форме между, по меньшей мере, одной первой стерильной поверхностью и устройством для формования с тем, чтобы в значительной степени предотвратить прохождение через него загрязняющих веществ от устройства для формования. По меньшей мере, один второй гибкий барьер присоединен к инструменту между, по меньшей мере, одной входящей в контакт частью и базовой частью инструмента с тем, чтобы в значительной степени предотвратить прохождение через него загрязняющих веществ от базовой части инструмента. Блок для заполнения посредством иглы и восстановления герметичности под действием тепла устройства выполнен так, чтобы в него помещали герметично закрытый, пустой стерильный контейнер, и содержит (i), по меньшей мере, одну иглу, которая может перемещаться из первого положения, в котором она протыкает заглушку и вводит вещество через иглу во внутреннюю камеру корпуса контейнера, во второе положение, в котором она отведена от заглушки, и (ii) источник тепла, служащий для восстановления под действием тепла герметичности участка введения иглы в заглушке после извлечения из нее иглы.
В одном из вариантов выполнения данного изобретения форма, расположенная внутри асептической камеры, содержит, по меньшей мере, одну первую формовочную полость, форма которой такова, чтобы формовать корпус контейнера, по меньшей мере, одну вторую формовочную полость, форма которой такова, чтобы формовать заглушку, по меньшей мере, одну первую практически стерильную поверхность, проходящую вокруг первой формовочной полости, по меньшей мере, одну вторую практически стерильную поверхность, проходящую вокруг указанной, по меньшей мере, одной второй формовочной полости, и два первых гибких барьера. Один из первых гибких барьеров присоединен к форме между указанной, по меньшей мере, одной первой стерильной поверхностью и соответствующим устройством для формования и служит для того, чтобы в значительной степени предотвращать прохождение через него загрязняющих веществ от устройства для формования. Другой первый гибкий барьер присоединен к форме между указанной, по меньшей мере, одной второй стерильной поверхностью и соответствующим устройством для формования и служит для того, чтобы в значительной степени предотвращать прохождение через него загрязняющих веществ от устройства для формования.
В одном из вариантов выполнения данного изобретения форма содержит первую часть и вторую часть. Первая часть формы задает первую стерильную поверхность, вторая часть формы задает вторую стерильную поверхность, и, по меньшей мере, одна из частей - первая часть формы - способна перемещаться относительно второй части формы между закрытым положением, в котором происходит формование, по меньшей мере, одного из следующих: корпуса контейнера и заглушки, и открытым положением, при котором первая и вторая стерильные поверхности разведены (находятся на некотором расстоянии друг от друга) и образуют между собой часть асептической камеры. Предпочтительно первая стерильная поверхность проходит по периферии первой формовочной полости, а вторая стерильная поверхность проходит по периферии второй формовочной полости. В одном из вариантов выполнения данного изобретения устройство дополнительно содержит, по меньшей мере, одну третью практически стерильную поверхность, которая проходит по периферии входящей в контакт части инструмента.
В одном из вариантов выполнения каждая из поверхностей - первая, вторая и третья стерильные поверхности - образована относительно нагретыми поверхностями, изготовленными, например, из керамики. В таких вариантах выполнения устройство предпочтительно дополнительно содержит, по меньшей мере, один источник нагрева, который находится в термической взаимосвязи с каждой нагретой поверхностью. Устройство также предпочтительно содержит, по меньшей мере, один тепловой датчик, соединенный с, по меньшей мере, одним источником нагрева и выполненный так, что он способен определять температуру нагретой(ых) поверхности(ей). Такой, по меньшей мере, один источник нагрева способен давать ответ на показания указанного, по меньшей мере, одного температурного датчика с тем, чтобы регулировать температуру нагретой(ых) поверхности(ей).
В одном из вариантов выполнения данного изобретения устройство дополнительно содержит, по меньшей мере, одно устройство для сборки, содержащее, по меньшей мере, один инструмент, при этом такие устройство для сборки и инструмент выполнены так, чтобы (i) извлечь практически стерильную заглушку из, по меньшей мере, одной первой формовочной полости, (ii) извлечь практически стерильный корпус контейнера из, по меньшей мере, одной первой формовочной полости, (iii) собрать вместе в, по меньшей мере, одной асептической камере практически стерильные корпус контейнера и заглушку с образованием стерильного, герметично закрытого пустого контейнера, (iv) переместить стерильный, герметично закрытый пустой контейнер к, по меньшей мере, одному блоку для перемещения и блоку для заполнения посредством иглы и восстановления герметичности под действием тепла для заполнения контейнера веществом при помощи иглы и для восстановления герметичности под действием тепла заполненного контейнера. В одном из вариантов выполнения изобретения инструмент содержит, по меньшей мере, один вакуумный порт, находящийся в жидкостной взаимосвязи с входящей в контакт частью, служащий для подачи вакуума и для прикрепления к инструменту с возможностью высвобождения, по меньшей мере, одного из следующих: стерильной заглушки и корпуса контейнера.
Согласно другому аспекту данное изобретение относится к устройству для формования и заполнения контейнера, содержащему корпус контейнера с отверстием, которое находится во взаимосвязи с внутренней камерой, в которую помещают вещество, и заглушку, которую вводят в отверстие для герметичного закрывания отверстия и помещенного в контейнер вещества. Устройство содержит первое приспособление для образования, по меньшей мере, одной закрытой асептической камеры, второе приспособление, расположенное внутри указанной, по меньшей мере, одной асептической камеры и образующее, по меньшей мере, одну формовочную полость для формования, по меньшей мере, одного из следующих: заглушки и корпуса контейнера, и третье приспособление для образования, по меньшей мере, одной первой практически стерильной области, расположенной вокруг, по меньшей мере, одной первой формовочной полости. Устройство также содержит четвертое приспособление, расположенное в, по меньшей мере, одной асептической камере, которое способно перемещаться относительно третьего приспособления для контакта с и для извлечения, по меньшей мере, одного из следующих: стерильных заглушки и корпуса контейнера из, по меньшей мере, одной первой формовочной полости. Устройство также содержит пятое приспособление, находящееся в жидкостной взаимосвязи с, по меньшей мере, одной асептической камерой, которое служит для направления потока стерильного воздуха в асептическую камеру и поверх третьего приспособления и четвертого приспособления для поддержания стерильности заглушки и корпуса контейнера во время их извлечения. Устройство также содержит шестое приспособление для предотвращения поступления загрязняющих веществ от устройства для формования в, по меньшей мере, одну асептическую камеру, седьмое приспособление для предотвращения поступления загрязняющих веществ от базовой части четвертого приспособления и в асептическую камеру, восьмое приспособление для того, чтобы принимать герметично закрытый, пустой стерильный контейнер для выполнения в заглушке прокола и введения вещества через заглушку во внутреннюю камеру контейнера и для восстановления под действием тепла герметичности участка заглушки, в котором был выполнен прокол.
В одном варианте выполнения изобретения первое приспособление образовано, по меньшей мере, одним барьерным боксом, второе приспособление представляет собой, по меньшей мере, одну форму, третье приспособление образовано, по меньшей мере, одной стерильной поверхностью, которая проходит по периферии, по меньшей мере, одной формовочной полости, четвертое приспособление образовано инструментом-манипулятором на конце, содержащим контактную часть, которая входит в зацепление с, по меньшей мере, одним из следующих: корпусом контейнера и заглушкой, пятое приспособление образовано, по меньшей мере, одним источником стерильного воздуха, который находится в жидкостной взаимосвязи с, по меньшей мере, одной асептической камерой, шестое приспособление образовано, по меньшей мере, одним гибким барьером, седьмое приспособление образовано, по меньшей мере, одним гибким барьером и восьмое приспособление образовано блоком для заполнения посредством иглы и восстановления герметичности под действием тепла.
Согласно другому аспекту данное изобретение представляет собой способ формования и заполнения контейнера, содержащего корпус контейнера с отверстием, находящимся во взаимосвязи с внутренней камерой, в которую помещают вещество, и заглушку, которую вставляют в отверстие для герметичного закрывания отверстия и находящегося в контейнере вещества, при этом в способе выполняют следующие стадии:
(а) применяют, по меньшей мере, один барьерный бокс, образующий, по меньшей мере, одну асептическую камеру, по меньшей мере, одну форму, которая внутри указанной, по меньшей мере, одной асептической камеры содержит, по меньшей мере, одну первую формовочную полость, форма которой такова, чтобы формовать, по меньшей мере, одно из следующих: корпус контейнера и заглушку, и, по меньшей мере, один инструмент, содержащий входящую в контакт часть, расположенную внутри указанной, по меньшей мере, одной асептической камеры, при этом указанная часть способна перемещаться относительно, по меньшей мере, одной формы,
(б) формуют в, по меньшей мере, одной первой формовочной полости, по меньшей мере, одно из следующих: корпус контейнера и заглушку,
(в) открывают форму для извлечения сформованного корпуса контейнера и/или заглушки,
(г) поддерживают стерильной, по меньшей, одну первую поверхность формы, проходящую вокруг первой формовочной полости, по меньшей мере, во время открывания формы для предотвращения контакта сформованных корпуса контейнера и/или заглушки с загрязняющими веществами во время извлечения,
(д) направляют поток стерильного воздуха в, по меньшей мере, одну асептическую камеру, включая пространство между противоположными поверхностями формы во время ее открывания, и через, по меньшей мере, одну первую поверхность формы и любые открытые поверхности корпуса контейнера и/или заглушки,
(е) перемещают контактную часть инструмента в пространство между двумя противоположными поверхностями формы, захватывают при помощи контактной поверхности инструмента сформованный корпус контейнера и/или заглушку и извлекают их при помощи контактной части инструмента, и во время извлечения направляют поток стерильного воздуха поверх, по меньшей мере, контактной части инструмента и сформованных корпуса контейнера и/или заглушки,
(ж) применяют, по меньшей мере, один первый гибкий барьер, соединенный с формой между, по меньшей мере, одной первой стерильной поверхностью и устройством для формования, что в значительной степени предотвращает поступление загрязняющих веществ от устройства для формования,
(з) применяют, по меньшей мере, один второй гибкий барьер, соединенный с инструментом между, по меньшей мере, одной контактной частью и базовой частью инструмента, что в значительной степени предотвращает поступление загрязняющих веществ от базовой части инструмента,
(и) собирают вместе, по меньшей мере, один стерильный корпус контейнера и заглушку с образованием герметично закрытого, пустого стерильного контейнера, и
(к) в заглушке выполняют прокол, через заглушку вводят вещество во внутреннюю камеру контейнера и восстанавливают под действием тепла герметичность участка заглушки, в котором был выполнен прокол.
В одном варианте выполнения изобретения в способе дополнительно поддерживают стерильность, по меньшей мере, одной первой поверхности формы, проходящей вокруг первой формовочной полости, посредством нагревания такой(их) поверхности(ей) до температуры, достаточной для уничтожения любых находящихся на ней(них) бактерий.
В другом варианте выполнения в способе дополнительно при помощи инструмента внутри, по меньшей мере, одной асептической камеры собирают вместе стерильные заглушку и корпус контейнера с образованием герметично закрытого, пустого стерильного контейнера и перемещают контейнер при помощи инструмента к, по меньшей мере, одному блоку для перемещения и заполнения посредством иглы и восстановления герметичности под действием тепла.
Одно из преимуществ данного изобретения заключается в том, что корпуса контейнеров и заглушки остаются стерильными во время формования благодаря тому теплу, которое излучает расплавленный пластик, используемый для образования элементов, введение расплавленного пластика в формовочную полость термически стерилизует поверхности, контактирующие с пластиком или, по меньшей мере, это поддерживает такие поверхности стерильными, и, таким образом, поверхности частей контейнера остаются стерильными в форме во время формования. Другое преимущество данного изобретения заключается в том, что, когда форму открывают для извлечения стерильных частей, поверхности формы, расположенные вокруг частей контейнера (или формовочных полостей), поддерживаются стерильными, а пространство между противоположными поверхностями открытой формы поддерживается стерильным при помощи потока стерильного газа. Еще одно преимущество заключается в том, что гибкие барьеры дополнительно предотвращают поступление загрязняющих веществ в стерильное пространство, которые, в ином случае, могли бы поступать от устройства для формования или базовой части инструмента или соответствующего устройства для сборки. Еще одно преимущество заключается в том, что, когда инструмент захватывает и извлекает части контейнера, поток стерильного газа проходит вокруг инструмента и частей контейнера, что дополнительно поддерживает стерильность во время извлечения. Если требуется, инструмент можно использовать для сборки корпусов контейнеров и заглушек в асептических условиях с получением герметично закрытых, пустых стерильных контейнеров. Затем герметично закрытые, пустые стерильные контейнеры могут быть заполнены при помощи иглы в асептических условиях, и их герметичность восстанавливают при помощи лазера. Соответственно, устройство и способ согласно изобретению позволяют не использовать изолятор, гамма-излучение для стерилизации частей контейнера или в них не нужно стерилизовать заполненные контейнеры, что позволяет избежать сопутствующих проблем, присущих предшествующему уровню техники.
Другие преимущества данного изобретения станут более понятными после прочтения приведенного ниже подробного описания предпочтительного в настоящее время варианта выполнения изобретения, снабженного сопутствующими чертежами. Краткое описание чертежей
На Фиг.1A-1F в схематичном виде представлены формы и устройство для сборки согласно данному изобретению для формования заглушек, в которых иглой может быть выполнен прокол и герметичность которых может быть восстановлена под действием тепла, и корпусов контейнеров, сборки вместе заглушек и корпусов контейнеров в или вблизи от формы с образованием герметично закрытых, пустых стерильных контейнеров, выполнения в заглушках проколов при помощи иглы для асептического заполнения контейнеров продуктом и восстановления герметичности (закрывания) образовавшихся от иглы отверстий в заглушках при помощи лазера для того, чтобы герметично закрыть продукт внутри контейнеров.
На Фиг.2 в схематичном виде представлено устройство по данному изобретению, содержащее формы и устройство для сборки, показанные на Фиг.1A-1F, установленные внутри барьерного бокса, при этом внутри барьерного бокса создан практически ламинарный поток стерильного воздуха или иного газа, блок для перемещения, служащий для приема герметично закрытых, пустых стерильных контейнеров, блок для заполнения посредством иглы и восстановления герметичности под действием лазера для асептического заполнения контейнеров при помощи иглы и восстановления под действием лазера герметичности контейнеров с продуктом, и блок выгрузки контейнеров, в котором происходит выгрузка заполненных в асептических условиях и герметичных контейнеров.
На Фиг.3A-3G в схематичном виде представлены форма и автоматическое (роботизированное) устройство для сборки, при этом на Фиг.3А показаны половины формы и устройство для сборки без гибких барьеров, на Фиг.3В показан пример установки гибкого барьера на половине формы, на Фиг.3С гибкие барьеры показаны установленными на половины форм и на устройство для сборки, на Фиг.3D показана стерилизация формы и поверхностей манипулятора инструмента, например, посредством нагревания таких поверхностей, на Фиг.3Е форма показана в закрытом положении, применяемом для формования частей контейнера, на Фиг.3F форма показана в открытом положении, и инструмент с манипулятором на конце перемещен в положение для извлечения сформованных частей контейнера, на Фиг.3G инструмент с манипулятором на конце зацепляет и извлекает сформованную часть контейнера.
На Фиг.4А показан вид сбоку блока для заполнения посредством иглы и восстановления герметичности под действием лазера устройства, показанного на Фиг.2.
На Фиг.4В показан общий вид блока для заполнения посредством иглы и восстановления герметичности под действием лазера, показанного на Фиг.4А.
Подробное описание предпочтительного варианта выполнения изобретения
На Фиг.1A-1F устройство по данному изобретению в целом обозначено цифрой 10. Устройство 10 содержит форму, содержащую первую половину или часть 12 формы и вторую половину или часть 14 формы. Как показано на чертеже, по меньшей мере, один из следующих элементов - первая и вторая части 12 и 14 формы - способен перемещаться относительно другого, как это известно среднему специалисту в данной области техники, между закрытым положением, в котором производят формование частей контейнера, и открытым положением, в котором производят извлечение из формы или высвобождение сформованных частей контейнера. Первая и вторая части 12 и 14 при взаимодействии образуют первую формовочную полость 16, форма которой такова, чтобы формовать корпус 18 контейнера, и вторую формовочную полость 20, форма которой такова, чтобы формовать заглушку 22. Несмотря на то, что показана только одна из каждой формовочной полости, устройство 10 может содержать множество таких формовочных полостей, как это известно среднему специалисту в соответствующей области техники, для того, чтобы повысить производительность и/или эффективно производить контейнеры. Как показано на Фиг.3A-3G, вторая часть 14 формы содержит множество штифтов 17, которые входят в соответствующие полости 16, 20 первой части 12 формы. Когда части 12 и 14 формы находятся в закрытом положении, штифты 17 и полости 16, 20 формы взаимодействуют так, что образуют конфигурацию формовочной полости для формования частей, таких как корпуса и заглушки контейнеров. Как понятно из приведенного описания для среднего специалиста в соответствующей области техники, каждая из частей 12, 14 формы способна образовывать любое количество формовочных полостей или содержать любое количество штифтов или иных конструкций для формования с тем, чтобы можно было сформовать любую из многочисленных частей любым из многочисленных способов, которые известны в настоящее время, либо станут известными в будущем. Кроме того, каждая из частей 12, 14 формы может содержать любое количество компонентов или компоненты любой конфигурации, включая, например, подвижные части, такие как любое желаемое количество полостей или полости любой конфигурации, любое желаемое количество штифтов или штифты любой конфигурации и/или иное оборудование, которое может потребоваться или которое является желаемым. Кроме того, устройство может содержать любое желаемое количество форм, включая набор форм для формования корпусов контейнеров и отличный от него набор форм для формования заглушек или иных желаемых устройств или крышек для контейнеров. В альтернативном варианте корпуса контейнеров и заглушки могут быть изготовлены в одной и той же форме, как показано. Если не указано иное, термин «форма» в данном описании использован для обозначения устройства или конструкции, содержащей одну или более полость, в которой посредством придания формы изготавливают одну или более часть.
Устройство для сборки 24 расположено вблизи от первой и второй частей 12 и 14 формы, соответственно, и оно способно перемещаться относительно них для сборки стерильных заглушки 22, сформованной во второй формовочной полости 20, и корпуса контейнера 18, сформованного в первой формовочной полости 16, с получением стерильной или асептической, герметично закрытой конструкции, состоящей из контейнера и заглушки или «контейнера» 26.
Как показано на Фиг.2, первая и вторая части 12 и 14 формы установлены в одном или более устройстве для формования 28, таком как устройство для инжекционного формования пластмасс или устройстве для формования иного типа, которое известно в настоящее время либо станет известным в будущем для выполнения функции устройства для формования, как раскрыто в настоящем описании. В показанном на чертежах варианте выполнения устройство для формования представляет собой устройство для инжекционного формования с двойной емкостью (double barrel injection molding), которое способно поставлять первый материал или смесь материалов в первую формовочную полость или полости 16 для формования корпусов 18 контейнеров и способно поставлять второй материал или смесь материалов во вторую формовочную полость или полости 20 для формования заглушек 22.
Как показано на Фиг.2, барьерный бокс 30 того типа, который известен среднему специалисту в данной области техники, окружает или практически окружает устройство(а) для формования 28 или его(их) части, содержащие первую и вторую части 12 и 14 формы, и образует асептическую камеру 32. Сборку относительно горячих стерильных заглушек 22 и корпусов 18 контейнеров осуществляют внутри асептической камеры 32 до или во время извлечения их из формовочных полостей 20 и 16 с образованием герметично закрытых стерильных или асептических контейнеров 26.
Как также показано на Фиг.2, один или более источников 33 ламинарного потока находится в жидкостной взаимосвязи с асептической камерой 32, что нужно для того, чтобы направлять практически ламинарный поток 35 стерильного воздуха или иного(иных) газа(ов) в асептическую камеру 32, при этом поток проходит вокруг (поверх) поверхностей формы, находящихся вблизи от полостей 16, 18 и вокруг заглушек 22 и корпусов 18 контейнеров во время их сборки и во время извлечения их из частей 12, 14 формы для того, чтобы облегчить поддержание стерильности частей и предотвращения поступления каких-либо частиц или иных нежелательных загрязняющих веществ во внутренние асептические камеры контейнеров 26. Каждый из источников 33 ламинарного потока может быть установлен поверх барьерного бокса 30 с тем, чтобы ламинарный поток 35 был направлен вниз в асептическую камеру 32. В альтернативном варианте один или более источник 33 ламинарного потока может быть установлен на боковой стороне барьерного бокса 30 с тем, чтобы ламинарный поток 35 проходил сбоку (или практически горизонтально) в асептическую камеру 32 и внутри нее, или источник может быть расположен в любом другом из многочисленных мест и/или позиций так, чтобы можно было получить желаемый поток стерильного газа, проходящий в асептическую камеру и через нее. В одном из вариантов выполнения данного изобретения каждый из источников 33 ламинарного потока содержит фильтр и воздухонагнетатель для получения потока фильтрованного воздуха, проходящего в асептическую камеру 32. Наличие такого потока фильтрованного воздуха приводит к тому, что давление внутри барьерного бокса 30 будет несколько выше давления воздуха извне барьерного бокса. Разница в давлении помогает свести к минимуму поступление воздуха во внутреннюю часть барьерного бокса, что, в свою очередь, помогает предотвратить (или, по меньшей мере, ограничивает) вероятность поступления загрязняющих веществ внутрь барьерного бокса 30. В некоторых вариантах выполнения фильтр представляет собой фильтр высокой эффективности, такой как фильтр НЕРА (фильтр для высокоэффективной задержки частиц).
Блок для перемещения 34 для контейнеров установлен внутри барьерного бокса 30 и служит для накопления в нем герметично закрытых контейнеров 26. Герметично закрытые контейнеры 26 могут быть складированы, например, на тележки или в коробки, которые, в свою очередь, могут быть упакованы в один или более мешков (например, в двойные или тройные мешки) так, как это известно среднему специалисту в данной области техники. В альтернативном варианте герметично закрытые контейнеры 26 могут непосредственно передавать от блока для перемещения 34 в блок 36 для заполнения посредством иглы и восстановления герметичности посредством тепла. Блок 36 для заполнения посредством иглы и восстановления герметичности посредством тепла может быть расположен в пределах того же барьерного бокса 30 (или асептической камеры 32), как и части 12, 14 формы и устройство для сборки 24, или он может быть расположен внутри отдельного барьерного бокса или асептической камеры (не показано), и, если требуется, отдельный барьерный бокс может быть соединен с первой асептической камерой 32 для того, чтобы можно было переместить внутрь него герметично закрытые контейнеры 26.
Устройство для сборки 24 расположено вблизи от первой и второй частей 12 и 14 формы, и способно перемещаться относительно них для сборки сформованных стерильных заглушек 22 и корпусов 18 контейнеров с получением стерильных или асептических герметично закрытых контейнеров 26. Устройство для сборки 24 может быть автоматическим и, например, может содержать основание, которое проходит вверх от установочного фланца, первый автоматический манипулятор, который установлен с возможностью поворота на основании, второй автоматический манипулятор, который установлен с возможностью поворота на вершине первого автоматического манипулятора. Оба автоматических манипулятора способны поворачиваться, перемещаясь в плоскости XY. Дополнительно автоматическое устройство предпочтительно содержит приспособление (z-drive), которое установлено на втором автоматическом манипуляторе и способно перемещаться вдоль оси Z. В одном из вариантов выполнения таким автоматическим устройством является устройство «SCARA», которое продает фирма Epson Corporation, модель «E2S SCARA», таким как один из роботов-уборщиков E2S, которые способны убирать (например, класса 10). Одну из таких моделей фирма Epson Corporation продает под обозначением «E2S451C». Однако, как понятно из приведенного описания для среднего специалиста в данной области техники, такие автоматические устройства приведены только в качестве примера, и устройство для сборки может быть любым из множества автоматических или иных устройств для сборки, которые известны в настоящее время, либо станут известными в будущем для выполнения функций устройства для сборки 24, как раскрыто в настоящем описании. Кроме того, в устройстве и/или способе по данному изобретению могут применять более чем одно автоматическое или иное устройство для сборки для выполнения функций, которое выполняет устройство для сборки 24 и/или для выполнения дополнительных функций.
Как показано на Фиг.3A-3G, устройство для сборки 24 содержит инструмент 38 с манипулятором на конце для выполнения манипуляций с корпусами 18 контейнеров, заглушками 22 и собранными контейнерами 26. Как показано на чертеже, инструмент 38 перемещается устройством для сборки 24 с тем, чтобы выполнить сборку стерильной заглушки 22, извлеченной из первой формовочной полости, и стерильного корпуса 18 контейнера из второй формовочной полости с получением герметично закрытого, пустого стерильного контейнера 26. Первая и вторая части 12, 14 формы содержат первые асептические или стерилизованные поверхности 40, 42, расположенные вблизи от первой формовочной полости 16 и проходящие по ее периферии, которые подвергают стерилизации с тем, чтобы уничтожить бактерии или удалить иные находящиеся на них загрязняющие вещества. При этом первая и вторая части 12 и 14 формы также содержат вторые асептические или стерилизованные поверхности 44, 46 (Фиг.1A-1F), расположенные вблизи от второй формовочной полости 20 и проходящие по ее периферии, которые подвергают стерилизации с тем, чтобы уничтожить бактерии или удалить иные находящиеся на них загрязняющие вещества. При этом устройство для сборки 24 (Фиг.3A-3G) содержит третью стерилизованную или асептическую поверхность 48, которая расположена вблизи от инструмента 38 и проходит по его периферии, которую подвергают стерилизации с тем, чтобы уничтожить бактерии или удалить иные находящиеся на ней загрязняющие вещества. В соответствии с одним из вариантов выполнения изобретения каждую из первых, вторых и третью стерилизованную или асептическую поверхность термически стерилизуют, в результате чего образуется одна или более нагретая поверхность, такая как нагретые керамические пластины или иные керамические элементы того типа, которые известны среднему специалисту в данной области техники. Как понятно из приведенного описания для среднего специалиста в данной области техники, такие нагретые поверхности приведены только в качестве примера, и стерилизованные или асептические поверхности частей формы и/или устройства для сборки могут быть получены посредством стерилизации любым из многочисленных способов, которые известны в настоящее время, либо станут известными в будущем. Например, одна или более из таких поверхностей может быть подвергнута стерилизации посредством применения жидкого/газообразного стерилизующего вещества, такого как пары пероксида водорода, как описано в предварительной заявке на выдачу патента США №60/727899, дата подачи 17 октября 2005, озаглавленной «Стерильное устройство для извлечения после формования и способ его применения» («Sterile De-Molding Apparatus And Method»), которое включено как часть данного описания посредством ссылки. В альтернативном варианте одна или более стерилизованных поверхностей могут быть подвергнуты стерилизации и/или их могут поддерживать стерильными при помощи излучения, например УФ-излучения.
В показанном на чертежах варианте выполнения изобретения устройство 10 также содержит, по меньшей мере, один источник тепла, который соединен с первыми, вторыми и третьей стерильными поверхностями и служит для нагрева этих поверхностей до температуры, достаточной для уничтожения практически любых бактерий или иных загрязняющих веществ, которые могут находиться на таких поверхностях. В одном из вариантов выполнения данного изобретения, по меньшей мере, один источник тепла представляет собой нагреватель электрического сопротивления. В этом варианте выполнения устройство содержит первые нагреватели 50 электрического сопротивления, помещенные в или прочно прикрепленные к или иным образом термически соединенные с первыми стерильными поверхностями 40, 42 (Фиг.3A-3G), вторые нагреватели электрического сопротивления (не показаны), помещенные в прочно прикрепленные к или иным образом термически соединенные со вторыми стерильными поверхностями 44, 46 (Фиг.1A-1F), и третий нагреватель(и) электрического сопротивления (не показан), помещенный в прочно прикрепленный к или иным образом термически соединенный с третьей стерильной поверхностью(ями) 48. Как понятно из приведенного описания для среднего специалиста в данной области техники, такие нагреватели или источники тепла приведены только в качестве примера, и равным образом могут быть использованы любые из многочисленных типов нагревателей или источников тепла, которые известны в настоящее время либо станут известными в будущем.
Устройство 10 также содержит множество температурных датчиков 52, соединенных с каждым из источников тепла и предназначенных для определения температуры соответствующей стерильной поверхности(ей). Каждый из источников тепла отвечает на сигналы, посылаемые соответствующим температурным датчиком 52 для того, чтобы можно было регулировать температуру соответствующей стерильной поверхности(ей). В показанном на чертежах варианте выполнения каждую из первых, вторых и третьих поверхностей нагревают до температуры, которая достаточна для стерилизации соответствующей поверхности, что предотвращает загрязнение, по меньшей мере, внутренних поверхностей корпусов контейнеров и заглушек. В одном из вариантов выполнения изобретения каждую из первых, вторых и третьих стерильных поверхностей нагревают до температуры, по меньшей мере, примерно 80°С и более предпочтительно каждую из первых, вторых и третьих стерильных поверхностей нагревают до температуры, значение которой находится в диапазоне от примерно 80°С до примерно 180°С.
Как показано на Фиг.3С, устройство 10 также содержит (i) первый гибкий барьер 54, соединенный с первой частью 12 формы между, по меньшей мере, частью первой части формы и устройством для формования (не показано), что предотвращает поступление частиц или иных загрязняющих веществ, (ii) второй гибкий барьер 55 (который может быть таким же, как гибкий барьер 54, или может отличаться от него), соединенный со второй частью 14 формы между, по меньшей мере, частью второй части формы и устройством для формовании, что предотвращает поступление частиц или иных загрязняющих веществ, (iii) третий гибкий барьер 56, соединенный с устройством для сборки 24 между инструментом 38 с манипулятором на конце и базовой частью устройства для сборки 24, что предотвращает поступление частиц или иных загрязняющих веществ. Как показано на чертеже, каждый из гибких барьеров 54, 55, 56 герметично прикреплен при помощи соответствующего эластомерного герметизирующего элемента 58, такого как прокладка, О-кольцо, или герметизирующего элемента иного типа, который прикрепляет гибкий барьер к соответствующей части формы или устройства для сборки и образует между ними герметичное соединение. Каждый из гибких барьеров может представлять собой пакет из полимера или может быть сходным с листом полимера. Однако, как понятно из приведенного описания для среднего специалиста в данной области техники, такие гибкие барьеры и герметизирующие элементы приведены только в качестве примера, и равным образом могут быть использованы любые другие из многочисленных типов гибких барьеров и герметизирующих элементов или устройств, которые известны в настоящее время либо станут известными в будущем.
На Фиг.4А и 4В показан приведенный в качестве примера блок 36 для заполнения посредством иглы и восстановления герметичности под действием тепла, который содержит закрытый контур или бесконечный конвейер 60 для захвата и перемещения через блок контейнеров 10. Контейнеры 26, которые подают при помощи конвейера 60 в блок 36, содержат заглушки 22, герметично укрепленные в отверстиях корпусов 18 контейнеров. Внутренняя камера каждого из контейнеров 26 стерильна, так как присоединение заглушек 22 к корпусам 18 контейнеров происходило в форме и/или внутри стерильной зоны в или вблизи от формы, как было описано выше. Блок 36 содержит удлиненный корпус 62, внутри которого образована стерильная зона 64, через которую проходит конвейер 60 с размещенными на нем контейнерами 26. Термин «стерильная зона» в контексте данного описания соответствует регулирующим инструкциям, издаваемым, например, Управлением по контролю за продуктами и лекарствами (США) или иным национальным или уполномоченным регулирующим органом, и включает в себя положения, касающиеся продуктов питания с низким содержанием кислоты, помещенных в банки («LACF»), и предпочтительно обозначает применяемую для коммерческих нужд стерильную область, стерильность которой поддерживают при помощи направленного сверху потока 35 оказывающего давление стерильного воздуха (или стерильного воздуха, направленного сбоку или иным образом), как описано выше, или иным образом, как это известно для среднего специалиста в данной области техники. В показанном на чертежах варианте выполнения корпус 62 имеет боковые стенки, выполненные из прозрачных панелей, с тем, чтобы оператор мог видеть внутреннюю часть блока для заполнения посредством иглы и восстановления герметичности под действием тепла. Однако если требуется, боковые стенки могут быть матовыми или могут содержать матовые и прозрачные участки, отличные от тех, которые показаны. Как показано на чертеже, одна или более из боковых панелей может быть прикреплена к раме корпуса при помощи петель 61 с тем, чтобы соответствующую боковую панель можно было поворачивать, открывая ее наружу для получения доступа к внутренней части корпуса, что может потребоваться, например, для технического обслуживания и/или ремонта. Однако боковые и верхние панели корпуса 62 могут быть герметично закрыты от воздействия окружающей среды с тем, чтобы поддерживать стерильность стерильной зоны 64.
Блок 36 для заполнения посредством иглы и восстановления герметичности под действием тепла имеет на входном торце входной узел 66, через который конвейер 60 перемещает размещенные на нем контейнеры 26 в стерильную зону 64. Блок стерилизации 68 расположен внутри корпуса 62 непосредственно после входного узла 66 в направлении перемещения конвейера (по часовой стрелке на Фиг.4А и 4В) и содержит одну или более стерилизующих головок 70, соединенных с источником жидкого/газообразного стерилизующего вещества (не показан), такого как пероксид водорода, пары пероксида водорода или иного жидкого/газообразного стерилизующего вещества, которое известно в настоящее время либо станет известным в будущем, для подачи жидкого/газообразного стерилизующего вещества на внешние поверхности контейнеров 26 для их стерилизации. Блок 36 также содержит внутри корпуса 62 первый блок 72 для удаления стерилизующего вещества, расположенный после блока стерилизации 68 в направлении перемещения конвейера, и второй блок 74 для удаления стерилизующего вещества, расположенный после первого блока 72 для удаления стерилизующего вещества. Каждый из блоков 72, 74 для удаления стерилизующего вещества содержит одну или более головок 76, удаляющих стерилизующее вещество, которые подают нагретый стерильный воздух или иной газ на внешние поверхности контейнеров при достаточных температуре, скорости потока и/или объеме и в течение достаточного времени, чтобы практически полностью удалить с них жидкое стерилизующее вещество. Пары пероксида водорода способны конденсироваться на, по меньшей мере, части поверхностей контейнеров и/или конвейера, и, следовательно, желательно обработать такие поверхности нагретым стерильным воздухом или иным газом для испарения сконденсировавшегося пероксида водорода и удаления его из стерильной зоны. В предпочтительном в настоящее время варианте выполнения изобретения температура стерильного воздуха составляет, по меньшей мере, примерно 60°С, однако, как понятно из приведенного описания для среднего специалиста в данной области техники, температура может быть установлена так, как этого желают или как требуется согласно конкретному применению. Блок 78 для заполнения посредством иглы расположен внутри корпуса 62 после второго блока 74 для удаления стерилизующего вещества и служит для заполнения продуктом из емкости для продукта 80 каждого из контейнеров 26 при помощи игл, а первый и второй блоки 82 и 84 для восстановления герметичности при помощи лазера расположены, соответственно, после блока 78 для заполнения посредством иглы и служат для закрывания при помощи лазера отверстий от игл, образованных в заглушках контейнеров после их заполнения и извлечения игл. Выходной узел 86 расположен после блоков 82, 84 для восстановления герметичности при помощи лазера и служит для перемещения заполненных контейнеров 26 на конвейере 60 из стерильной зоны 64. После того как контейнеры 26 покинули стерильную зону 64, на них могут быть надеты крышки или иные способствующие сохранности элементы, которые размещают поверх заглушек, и заполненные контейнеры готовы к отгрузке.
Избыточного давления стерильного воздуха или иного газа достигают посредством использования источника 88 стерильного воздуха, который содержит один или более подходящий фильтр, такой как фильтр HEPА, для стерилизации воздуха или иного газа до введения его в стерильную зону 64. Трубка 90 расположена между источником 88 стерильного воздуха и стерильной зоной 64 и служит для направления стерильного воздуха в стерильную зону. Устройство 58 содержит один или более вакуумных насосов или иных источников вакуума (не показаны), установленных в пределах подложки 87 основания устройства, и тип таких устройств является таким, который известен для среднего специалиста в данной области техники. Источник(и) вакуума находятся в жидкостной взаимосвязи с выпускным коллектором у входного блока 66 и коллектором у выходного блока 86 для удаления воздуха и жидкого/газообразного стерилизующего вещества из стерильной зоны 64 и пропускания воздуха и жидкого/газообразного стерилизующего вещества через каталитический конвертер 92 и выпускной канал 94. Тип каталитического конвертера 92 является таким, который известен среднему специалисту в данной области техники для целей расщепления извлеченного пероксида водорода на воду и кислород. В показанном на чертежах варианте выполнения выпускные коллекторы размещены у основания входного и выходного блоков и проходят до подложки 87 основания. Как показано на чертежах, выпускные коллекторы у входного и выходного блоков 66 и 86, соответственно, вытягивают из стерильной зоны 64 как стерильный воздух, так и жидкое/газообразное стерилизующее вещество через каналы, расположенные в подложке 87 основания (не показано), при этом нестерильный воздух окружающей среды находится либо внутри входного блока, либо внутри выходного блока. В результате нестерильный воздух окружающей среды (включая любые иные газы и загрязняющие вещества окружающей среды) во входном и выходном блоках засасывается в выходные коллекторы, что предотвращает его прохождение в стерильную зону 64 и поддерживает стерильность этой зоны. Сходным образом предотвращают циркуляцию стерильного воздуха или стерилизующего вещества внутри стерильной зоны, напротив, их отводят при помощи выпускных коллекторов после прохождения около контейнеров и/или части конвейера, расположенной внутри стерильной зоны. Если требуется, один или более выпускных коллекторов может быть расположен у основания стерильной зоны (то есть ниже конвейера 60 или между верхней и нижней частями конвейера 60) с тем, чтобы полностью удалять воздух и жидкое/газообразное стерилизующее вещество или для того, чтобы предотвратить образование так называемых «мертвых» зон, в которых может собираться воздух и/или жидкое/газообразное стерилизующее вещество, что является нежелательным. В одном из вариантов выполнения данного изобретения контролируют поток стерильного воздуха внутри стерильной зоны 64 с тем, чтобы поток воздуха проходил в основном в направлении справа налево, как показано на Фиг.4А (то есть в направлении от блока 78 для заполнения посредством иглы к блоку 68 для стерилизации), для предотвращения поступления жидкого/газообразного стерилизующего вещества в блоки 78, 82 и 84, применяемые для заполнения посредством иглы и восстановления герметичности при помощи лазера. Такое направление потока может поддерживаться посредством создания более высокого вакуума у входного блока 66 по сравнению с давлением у выходного блока 86. Однако как понятно из приведенного описания для среднего специалиста в данной области техники, такое направление потока или иные желаемые направления потока могут быть созданы внутри стерильной зоны любым из множества различных способов, которые известны в настоящее время либо станут известными в будущем.
В показанном на чертежах варианте выполнения конвейер 60 содержит множество звеньев или сходных удерживающих механизмов 96, которые захватывают каждый контейнер 26 у или ниже края горловины (то есть за периферическую область, расположенную непосредственно ниже горловины или отверстия корпуса контейнера 18) или за другую желаемую часть контейнера. Звенья 96 установлены с возможностью поворота на ленте 98, образующей закрытую петлю и установленной на роликах 100, расположенных на противоположных сторонах устройства. В пределах подложки 87 основания могут быть установлены один или более приводных двигателей и контрольных приспособлений (не показаны), и они могут быть соединены с одним или обоими роликами 100 для того, чтобы перемещать конвейер 60 и, тем самым, контролировать перемещение контейнеров 10 через устройство, как это известно среднему специалисту в данной области техники. Каждое из звеньев 96 конвейера 60 содержит множество входящих в контакт с контейнером выемок 102, отделенных сбоку друг от друга и имеющих такую конфигурацию, чтобы захватывать соответствующие горловины или иные желаемые части контейнеров 26, чтобы удерживать контейнеры на конвейере. Несмотря на то, что входящие в контакт с контейнерами выемки 102 показаны полукруглыми с тем, чтобы вмещать контейнеры 26, равным образом они могут иметь любую из многочисленных различных форм, которые известны в настоящее время либо станут известными в будущем, с тем, чтобы вмещать контейнер любой желаемой формы, или в иных требуемых случаях. Звенья 96 также содержат множество вентиляционных отверстий 104, которые сбоку отстоят друг от друга и выполнены вблизи от входящих в контакт с контейнерами выемок 102 и между ними. Вентиляционные отверстия 104 служат для того, чтобы стерильный воздух и жидкое/газообразное стерилизующее вещество мог/могло проходить около частей контейнеров 26, расположенных выше звеньев 96 конвейера, и, тем самым, через конвейер, прежде чем их отведут посредством выпускных коллекторов. В показанном на чертежах варианте выполнения вентиляционные отверстия 104 выполнены в форме вытянутых щелей, однако, как понятно из приведенного описания для среднего специалиста в данной области техники, вентиляционные отверстия могут иметь любую из многочисленных различных конфигураций, которые известны в настоящее время либо станут известными в будущем. Предпочтительно звенья 96 сбоку захватывают горловины контейнеров 26 и эффективно изолируют стерильные части контейнеров, расположенные выше звеньев, от частей контейнеров, расположенных ниже звеньев, которые могут не быть стерильными или могут содержать нестерильные участки поверхности.
Конвейер 60 имеет входной торец 106 для приема контейнеров 26, которые поступают в устройство, и выходной торец 108, который служит для удаления из устройства заполненных контейнеров, герметичность которых восстановлена при помощи лазера. Как показано на чертежах, смежные звенья 96, расположенные у входного и выходного торцов 106 и 108 соответственно, способны поворачиваться относительно друг друга при прохождении роликов 100, в результате чего у входного торца конвейера создается зазор 110 для загрузки, а у выходного торца конвейера создается зазор 112 для выгрузки. Соответственно, у входного торца контейнеры 26 подаются в зазор 110 для загрузки, и они попадают в захватывающие контейнер выемки 102 соответствующего звена 96. Затем по мере поворота конвейера 60 в направлении по часовой стрелке, как показано на Фиг.4А и 4В, противоположные звенья 96 поворачиваются друг к другу для захвата контейнеров 26 противоположно направленными выемками 102 соседних звеньев. Сходным образом у выходного торца 108 образование зазора 112 для выгрузки между соответствующими звеньями 96 позволяет выгружать с конвейера помещенные туда контейнеры. Могут быть использованы любые из многочисленных различных устройств для автоматической, полуавтоматической или проводимой вручную загрузки на конвейер и/или выгрузки с него контейнеров, которые известны в настоящее время либо станут известными в будущем. Кроме того, для того чтобы снабдить крышкой заполненные контейнеры после их выхода из стерильной зоны, могут быть использованы любые из многочисленных различных устройств, которые известны в настоящее время либо станут известными в будущем. Как понятно из приведенного описания для среднего специалиста в данной области техники, конвейер, устройства для удерживания контейнеров на конвейере и/или устройство для приведения в движение и/или для контроля работы конвейера могут иметь любую из многочисленных различных конфигураций, которые известны в настоящее время либо станут известными в будущем.
В показанном на чертежах варианте выполнения каждое из звеньев 96 конвейера имеет такую конфигурацию, чтобы удерживать четыре контейнера 26, отстоящих друг от друга в боковом направлении. Соответственно, в показанном на чертежах варианте выполнения каждая стерилизующая головка, расположенная внутри блока 70 для стерилизации, содержит два коллектора 114 для стерилизации и четыре стерилизующих сопла 116, установленных на каждый из коллекторов для стерилизации. Каждое из стерилизующих сопел 116 размещено над соответствующим местом расположения контейнера на конвейере с тем, чтобы направлять жидкое/газообразное стерилизующее вещество на соответствующий контейнер. Сходным образом, каждая головка 76 для удаления стерилизующего вещества, расположенная внутри блоков 72 и 74 для удаления стерилизующего вещества, содержит два коллектора 118 для удаления стерилизующего вещества, и каждый коллектор 118 содержит четыре сопла 120 для удаления стерилизующего вещества. Каждое из сопел 120 расположено над соответствующим местом расположения контейнера на конвейере с тем, чтобы направлять нагретый стерильный воздух или иной газ на соответствующий контейнер для испарения, если необходимо, и для удаления жидкого стерилизующего вещества. В показанном на чертежах варианте выполнения конвейер 60 перемещает два ряда контейнеров (или звеньев) одновременно, так что в одно время два ряда контейнеров в соответствующих блоках подвергают стерилизации, заполнению посредством иглы и восстановлению герметичности при помощи лазера, и четыре ряда контейнеров обрабатывают в двух блоках для удаления стерилизующего вещества (то есть в первом блоке 72 для удаления стерилизующего вещества проводят первичную обработку, во втором блоке 74 для удаления стерилизующего вещества те же контейнеры подвергают повторной обработке). По завершению каждого цикла конвейер перемещается вперед в следующее положение (или в направлении по часовой стрелке на Фиг.4А и 4В) на расстояние, соответствующее двум рядам контейнеров, и выполнение цикла повторяют. Как понятно из приведенного описания для среднего специалиста в данной области техники, устройство может содержать любое желаемое количество блоков, любое желаемое количество мест для контейнеров внутри каждого блока, и, если требуется, могут применять любое желаемое количество устройств для достижения желаемой производительности при производстве контейнеров.
Блок 78 для заполнения посредством иглы содержит коллектор 122 с иглами, содержащий множество игл 124, отстоящих друг от друга и способных перемещаться относительно звеньев 96 конвейера 60 для выполнения прокола в заглушках 22 множества контейнеров 26, установленных на той части конвейера, которая находится внутри блока для заполнения, заполнения контейнеров посредством иглы и извлечения игл из заполненных контейнеров. Каждый из блоков 82 и 84 для восстановления герметичности при помощи лазера содержит множество лазерных оптических конструкций 126, при этом каждая из таких конструкций расположена над соответствующим местом расположения контейнера в звеньях конвейера, находящихся внутри соответствующего блока для восстановления герметичности при помощи лазера. Каждая из лазерных оптических конструкций присоединена к источнику лазерного излучения (не показан), и сфокусирована на том участке заглушки 22 соответствующего контейнера 26, где выполнен прокол, с тем, чтобы лазерное излучение прикладывалось к этому участку, что закрывает соответствующее отверстие от иглы. Также в показанном варианте выполнения каждый из блоков 82 и 84 для восстановления герметичности при помощи лазера содержит множество оптических датчиков (не показаны). Каждый оптический датчик установлен вблизи соответствующей лазерной оптической конструкции 126 и сфокусирован на участке заглушки 22, герметичность которого восстанавливают при помощи лазера соответствующей лазерной оптической конструкции, и подает сигналы, свидетельствующие о температуре участка, герметичность которого восстанавливают при помощи лазера, с тем, чтобы определить целостность термической герметизации.
В одном варианте выполнения не содержащая сердечника игла 124 для заполнения содержит два канала (то есть применяют иглу с двумя полостями), при этом по одному каналу в камеру 14 вводят вещество, а по другому каналу отводят вымещаемый из камеры воздух и/или иной(ые) газ(ы). В другом варианте выполнения через первую не содержащую сердечник иглу в камеру вводят вещество, а вторую не содержащую сердечник иглу (предпочтительно установленную на тот же коллектор для игл для одновременного введения в заглушку), отстоящую в боковом направлении от первой иглы, используют для отвода вымещаемого из камеры воздуха и/или иного(ых) газа(ов). В другом варианте выполнения внешняя поверхность иглы снабжена канавками для отвода вымещаемого газа из камеры. В одном таком варианте выполнения канавки окружает цилиндрический рукав для предотвращения заполнения или блокирования (полностью или частично) канавок, что может препятствовать отводу воздуха и/или иных газов. В каждом случае каналы или проходы могут быть сведены в снабженный двумя головками (или каналами) перистальтический насос так, что по одному каналу в камеру нагнетается продукт, а по другому каналу одновременно происходит отвод из камеры вымещаемого воздуха и/или иных газов. В некоторых вариантах выполнения предпочтительным является, чтобы не было разницы между давлением окружающей атмосферы и давлением внутри заполненной камеры контейнеров 26.
Контейнеры, заглушки и блок для заполнения посредством иглы и восстановления герметичности при помощи лазера, приведенные в описании, могут быть такими же или сходными с описанными в заявке на выдачу патента США 11/339966, дата подачи 25 января 2006, озаглавленной «Крышка контейнера, содержащая расположенную сверху часть, в которой иглой может быть выполнен прокол и герметичность которой может быть восстановлена под действием тепла, и нижнюю часть, совместимую с жидким продуктом, содержащим жир, и способ ее изготовления и применения» («Container Closure With Overlying Needle Penetrable And Thermally Resealable Portion And Underlying Portion Compatible With Fat Containing Liquid Product And Related Method»), или могут содержать признаки, тождественные или сходные с любым из различных признаков, описанных в приведенном источнике, который во всей полноте включен в данное описание посредством ссылки.
Кроме того, стерильные пустые контейнеры могут быть целиком или частично сконструированы и/или заполнены при помощи иглы, и их герметичность может быть восстановлена при помощи тепла, как это описано в любой из приведенных ниже заявок на выдачу патента или в патентах, которые по всей своей полноте включены в данное описание посредством ссылки: заявка на выдачу патента США 10/766172, дата подачи 28 января 2004, озаглавленная «Пузырек для медикамента, содержащий крышку, которая герметизирована под действием тепла, устройство и способ заполнения пузырька» («Medicament Vial Having A Heat-Sealable Cap, And Apparatus and Method For Filling The Vial»), которая является частичным продолжением аналогичным образом озаглавленной заявки США на выдачу патента 10/694364, дата подачи 27 октября 2003, которая является продолжением аналогично озаглавленной совместно рассматриваемой заявки США на выдачу патента 10/393966, дата подачи 21 марта 2003, которая является выделенной из аналогичным образом озаглавленной заявки США на выдачу патента 09/781846, дата подачи 12 февраля 2001, по которой в настоящее время выдан патент США 6604561, дата регистрации 12 августа 2003, в которой, в свою очередь, заявлен приоритет по аналогичным образом озаглавленной предварительной заявке США 60/182139, дата подачи 11 февраля 2000; аналогичным образом озаглавленная предварительная заявка США 60/443526, дата подачи 28 января 2003; аналогичным образом озаглавленная предварительная заявка США 60/484204, дата подачи 30 июня 2003; заявка США на выдачу патента 10/655455, дата подачи 3 сентября 2003, озаглавленная «Герметичные контейнеры и способы их изготовления и заполнения» («Sealed Containers And Methods Of Making And Filling Same»); заявка США на выдачу патента 10/983178, дата подачи 5 ноября 2004, озаглавленная «Регулируемое устройство для заполнения посредством иглы и герметизации при помощи лазера и способ его использования» («Adjustable Needle Filling and Laser Sealing Apparatus and Method»); заявка США на выдачу патента 11/070440, дата подачи 2 марта 2005, озаглавленная «Устройство и способ для заполнения посредством иглы и восстановления герметичности при помощи лазера» («Apparatus and Method for Needle Filling and Laser Resealing»); заявка США на выдачу патента 11/074513, дата подачи 7 марта 2005, озаглавленная «Устройство для формования и сборки контейнеров с заглушками и для заполнения таких контейнеров» («Apparatus for Molding and Assembling Containers with Stoppers and Filling Same»); и заявка США на выдачу патента 11/074454, дата подачи 7 марта 2005, озаглавленная «Способ формования и сборки контейнеров с заглушками и заполнения таких контейнеров» («Method for Molding and Assembling Containers with Stoppers and Filling Same»).
При работе устройства и осуществлении способа по данному изобретению корпуса 18 контейнеров и заглушки 22 формуют, удерживая первую и вторую части 12 и 14 формы в закрытом положении (Фиг.1А) и вводя расплавленный пластик в пространство формовочной полости, образованное между штифтами 17 и соответствующими формовочными полостями 16 и 20. Части контейнера (то есть корпуса 18 контейнера и заглушки 22) во время формования являются стерильными благодаря тому, что применяемый для формования пластик является горячим. Кроме того, введение расплавленного пластика в пространства формовочных полостей термически стерилизует контактирующие с пластиком поверхности или, по меньшей мере, поддерживает стерильность таких поверхностей, таким образом поверхности частей контейнера внутри формы во время формования остаются стерильными. Затем, как показано на Фиг.1B-1F, первую и вторую части 12 и 14 формы переводят в открытое положение для извлечения стерильных частей контейнера. В открытом положении первые и вторые стерильные поверхности (40, 42, 44, 46) формы остаются стерильными. Как было описано выше, в показанном на чертежах варианте выполнения первые и вторые стерильные поверхности поддерживают стерильными посредством их нагревания до температуры, достаточной для уничтожения бактерий или удаления иных загрязняющих веществ, которые могли попасть на такие поверхности. Первые и вторые стерильные поверхности (40, 42, 44, 46) могут поддерживать при заранее заданной температуре, достаточной для поддержания стерильности поверхности во время работы устройства, или, если требуется, первые и вторые стерильные поверхности могут нагревать до требуемой для обеспечения стерильности температуры во время формования частей контейнера, или непосредственно перед открыванием формы. В альтернативном варианте, как было указано выше, первые и вторые стерильные поверхности (40, 42, 44, 46) могут стерилизовать иным образом, чем посредством нагревания, например, применяя в отношении них жидкое/газообразное стерилизующее вещество, такое как пары пероксида водорода, или используя излучение, такое как УФ.
Предпочтительно во время выполнения формования и сборки источник 33 ламинарного потока направляет практически ламинарный поток стерильного газа внутрь асептического бокса 32. Соответственно, при открытом положении первой и второй частей 12 и 14 формы пространство между этими частями остается стерильным при открывании формы благодаря потоку проходящего в него стерильного газа. Гибкие барьеры 54, 55 и 56 дополнительно предотвращают поступление внутрь асептического бокса 32 бактерий или иных загрязняющих веществ, которые в отсутствие указанных элементов могут поступать туда от устройства для формования или устройства для сборки. Так как противоположные поверхности форм стерилизованы (то есть те поверхности, которые прилегают, проходят наружу от или иным образом окружают формовочные полости), поверхности частей контейнеров и формовочных полостей термически стерилизуются во время формования благодаря теплу расплавленного пластика, а источник ламинарного потока поддерживает асептическим пространство между частями форм и вблизи от них, то части контейнера остаются стерильными во время извлечения и продолжают оставаться стерильными, находясь внутри асептического бокса 32.
Как показано на Фиг.3A-3G, для извлечения частей контейнера, при переведении формы в полностью открытое положение, инструмент 38 с манипулятором на конце устройства для сборки 24 перемещают в положение для извлечения между первой и второй частями 12 и 14 формы и выравнивают по отношению к частям контейнера для того, чтобы инструмент захватил и извлек эти части. Манипулятор(ы) 125 устройства для сборки 25 может представлять собой автоматический манипулятор, описанный выше, или может представлять собой иной тип автоматического или полуавтоматического манипулятора, сконфигурированного так, чтобы выполнять функции манипулятора, как описано выше. Инструмент 38 содержит множество полостей 126 для частей контейнеров, служащих для захвата и удерживания в них частей контейнеров и перемещения таких частей из формы. Проиллюстрированные полости 126 содержат вакуумные порты 128, каждый из которых соединен с источников вакуума (не показано) для того, чтобы части контейнеров удерживались (с возможностью высвобождения) в полостях для извлечения частей контейнеров, для удерживания таких частей инструментом вовремя манипуляций с ними и сборки и для высвобождения таких частей во время или после сборки посредством прекращения приложения вакуума в соответствующих вакуумных портах. Как показано на Фиг.3G, как только части контейнеров захватываются при помощи приложения вакуума или иным образом закрепляются (с возможностью высвобождения) в соответствующих полостях 126 инструмента 38, соответствующий манипулятор 125 перемещают из положения между формами для выполнения сборки частей с получением стерильных герметичных пустых контейнеров. Если требуется, форма может содержать стриппер (не показан), который установлен с возможностью перемещения внутрь или наружу относительно одной из частей формы с тем, чтобы облегчить отсоединение частей контейнера от штифтов. Как было описано выше, в проиллюстрированном варианте выполнения третью стерильную поверхность 48 инструмента 38 поддерживают стерильной посредством нагревания этой поверхности до температуры, которая достаточна для уничтожения бактерий и устранения других загрязняющих веществ, которые могут там находиться. Третью стерильную поверхность 48 могут выдерживать при заранее заданной температуре, достаточной для поддержания стерильности поверхности во время всей работы устройства, или, если это является желательным, третью стерильную поверхность могут нагревать до заранее заданной температуры, достаточной для поддержания стерильности, только во время ее контакта с частями контейнера. В альтернативном варианте, как было указано выше, третью стерильную поверхность 48 могут стерилизовать иначе, чем посредством нагревания, например, применяя в отношении нее жидкое/газообразное стерилизующее вещество, например, пары пероксида водорода, или применяя излучение, такое как УФ. Как было указано выше, инструмент 38 расположен внутри асептической камеры 32, и, следовательно, до и во время извлечения и сборки частей контейнеров открытые поверхности инструмента 38 поддерживаются стерильными благодаря наличествующему в асептической камере потоку стерильного газа. Гибкий барьер 56 дополнительно предотвращает поступление внутрь асептической камеры 32 бактерий или иных загрязняющих веществ, которые в его отсутствие могли бы поступать туда от устройства для сборки 25. Так как открытая поверхность инструмента 38, расположенная рядом с полостями 126 для частей контейнеров, стерилизована (то есть те поверхности, которые прилегают, проходят наружу от или иным образом окружают полости 126 для частей контейнеров), части контейнеров остаются стерильными во время их извлечения и сборки с получением контейнеров.
Если это является желаемым, устройство 10 может содержать спаренные автоматические устройства для сборки 25, при этом каждое из автоматических устройств для сборки связано с соответствующим устройством для формования или формой. В альтернативном варианте устройство 10 может содержать одно устройство для сборки, применяемое для работы с множеством форм, или может содержать множество форм и устройств для сборки. Кроме того, если это является желаемым, формование заглушек и корпусов контейнеров может происходить в различных полостях внутри одной и той же формы. Как понятно из приведенного описания для среднего специалиста в данной области техники устройство и способ по данному изобретению могут содержать и использовать устройства для формования, формы и устройства для сборки любой из многочисленных различных конфигураций. В альтернативном варианте выполнения устройство содержит устройство для формования и связанную с ним форму для формования корпусов контейнеров и другое устройство для формования и связанную с ним форму для формования заглушек. В этом варианте выполнения каждое из устройств для формования может быть сопряжено (спарено) с соответствующим автоматическим устройством для сборки, и каждое из устройств для сборки содержит соответствующий манипулятор и связанный и ним инструмент с манипулятором на конце. В таком альтернативном варианте выполнения корпуса 18 контейнеров и заглушки 22 могут быть сформованы «бок о бок», и их извлечение и сборку внутри асептической камеры 32 выполняют сопряженные автоматические устройства для сборки, в результате получают герметично закрытые, стерильные, пустые контейнеры 26. В таком варианте выполнения устройство может содержать расположенные друг напротив друга зажимы (не показаны) для захвата инструментов с манипуляторами на конце и перемещения их друг к другу с тем, чтобы поместить заглушки 22 в соответствующие отверстия корпусов 18 контейнеров. После того как заглушки 22 помещены в корпуса 18 контейнеров, зажимы отводят, а стерильные, герметично закрытые, пустые контейнеры 26 инструменты высвобождают в блоке для перемещения 34 (Фиг.1) для последующего заполнения при помощи иглы и восстановления герметичности посредством лазера в блоке 36 (Фиг.1 и 4А и 4В).
Одно из преимуществ предпочтительных в настоящее время вариантов выполнения данного изобретения заключается в том, что наличие стерильных или асептических поверхностей, образованных вблизи от формовочных полостей и/или на устройстве для сборки, в комбинации с потоком стерильного воздуха, проходящим через камеру и вокруг поверхностей и корпусов контейнеров и заглушек во время их извлечения и сборки, предотвращает осаждение каких-либо загрязняющих веществ внутри герметично закрытых пустых стерильных контейнеров и тем самым значительно облегчает получение таких герметично закрытых пустых стерильных контейнеров. Кроме того, наличие гибких барьеров дополнительно предотвращает поступление частиц или иных нежелательных загрязняющих веществ в асептический блок для формования и сборки, что дополнительно облегчает получение герметично закрытых пустых стерильных контейнеров.
Как понятно для среднего специалиста в данной области техники, в описанных выше и иных вариантах выполнения данного изобретения, не выходя за рамки изобретения, как они обозначены в его формуле, могут быть выполнены многочисленные изменения и модификации. Например, одна или более из первых формовочных полостей может быть расположена в первом устройстве для формования, одна или более из вторых формовочных полостей может быть расположена внутри второго устройства для формования, и, если это является желательным, одно или оба устройства для формования могут содержать канал для перемещения между выходным торцом соответствующей формовочной полости и асептическим блоком для перемещения, по меньшей мере, одного из следующих сформованных элементов: корпуса контейнера и заглушки внутрь асептического бокса для сборки там корпуса контейнера и заглушки. Кроме того, устройство для сборки может быть помещено между одной или обеими первой формовочной полостью и второй формовочной полостью и блоком для перемещения или блоком для заполнения посредством иглы и восстановления герметичности при помощи лазера (или иной сходный блок для заполнения) для перемещения в него собранных вместе контейнеров и заглушек. Кроме того, устройство и способ по данному изобретению могут применять для формования и заполнения любого из многочисленных различных типов контейнеров, которые могут иметь любую из многочисленных различных конфигураций корпусов контейнеров, заглушек и/или других приспособлений для закрывания. Кроме того, могут использовать любое из многочисленных различных стерилизующих веществ или способов или устройств для стерилизации с тем, чтобы стерилизовать и поддерживать стерильными поверхности, расположенные вблизи или проходящие по периферии формовочных полостей и/или соответствующие поверхности устройства для сборки, которые входят в контакт с компонентами контейнера. Кроме того, собранные контейнеры могут быть заполнены любым из многочисленных различных продуктов, включая фармацевтические препараты, например, вводимые посредством инъекций, продукты, применяемые в офтальмологии и дерматологии, вакцины, жидкие продукты питания и пищевые продукты и напитки. Соответственно, данное подробное описание предпочтительных вариантов выполнения изобретения приведено только с целью иллюстрации, но не для ограничения рамок изобретения.
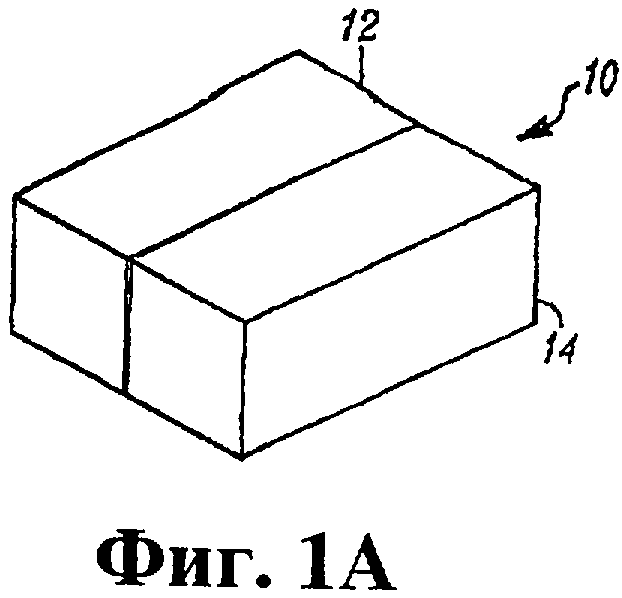
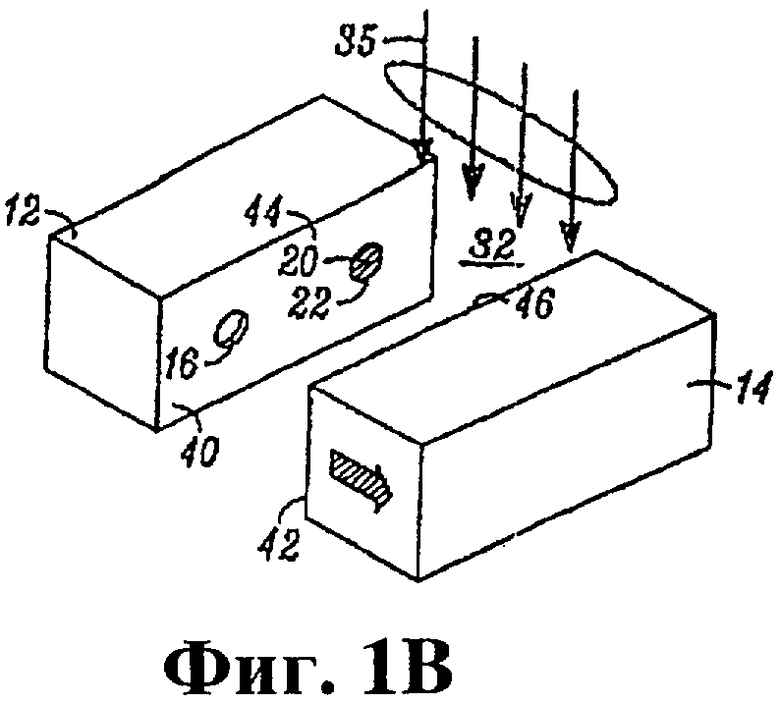
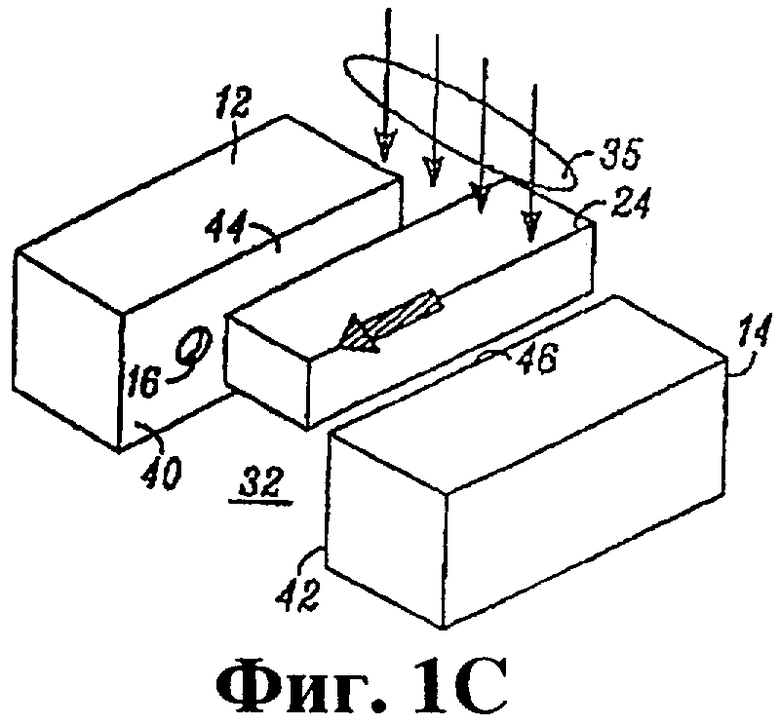
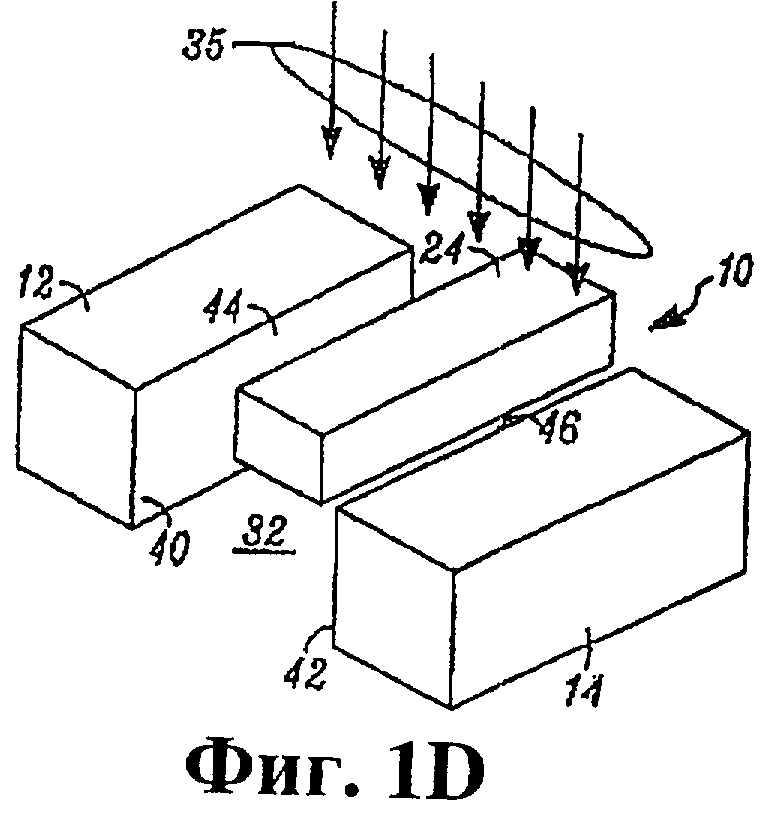
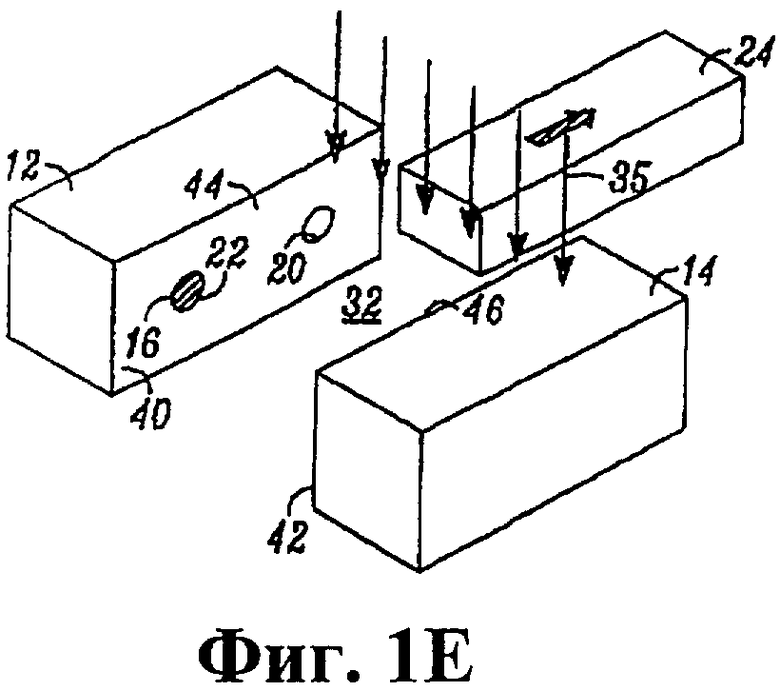
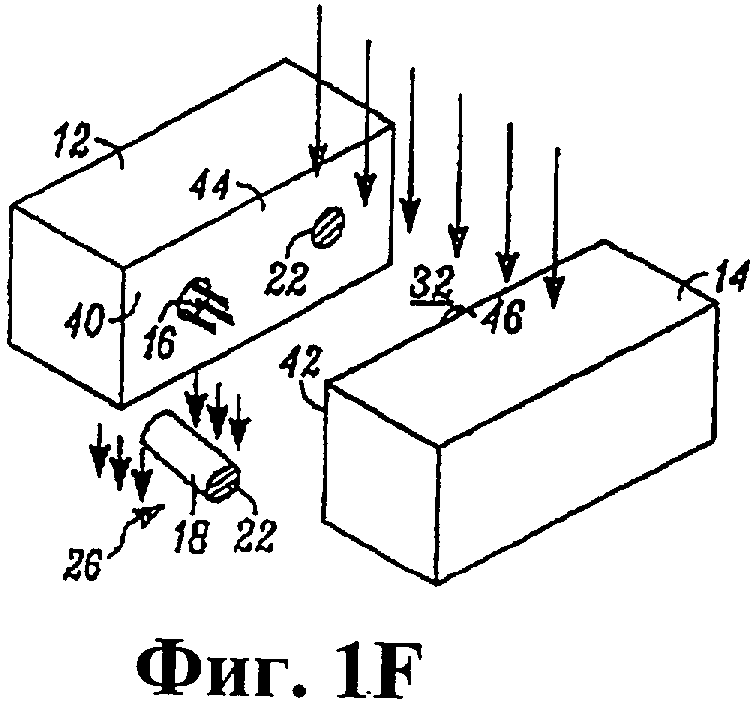
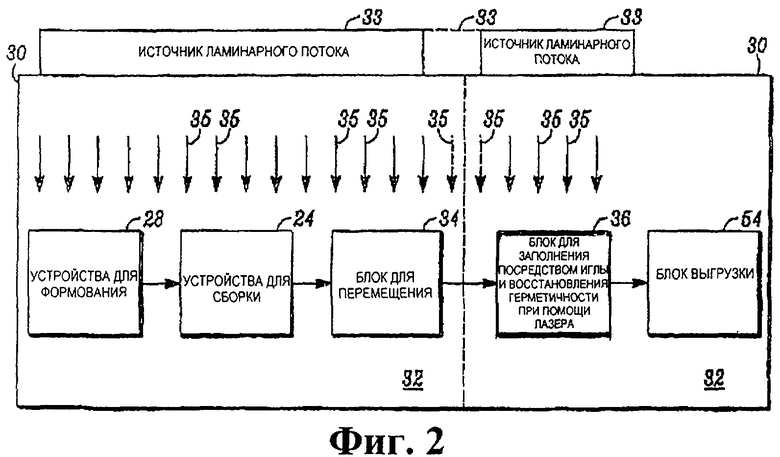


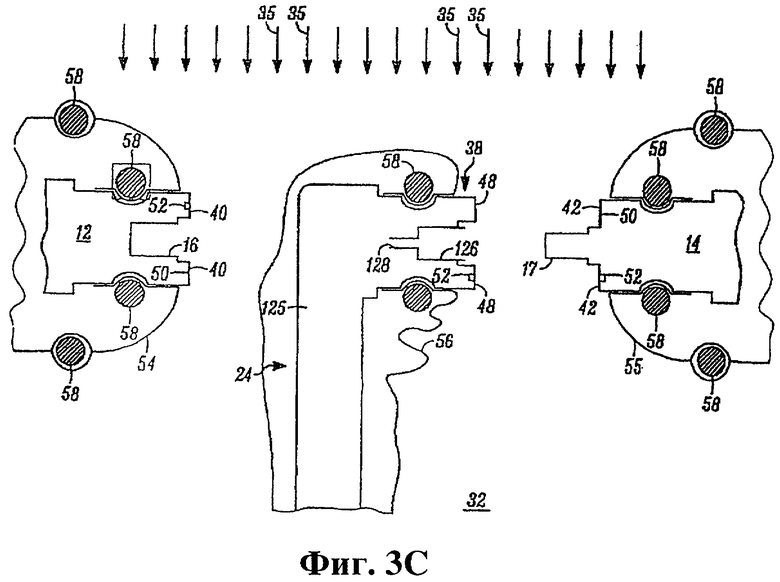
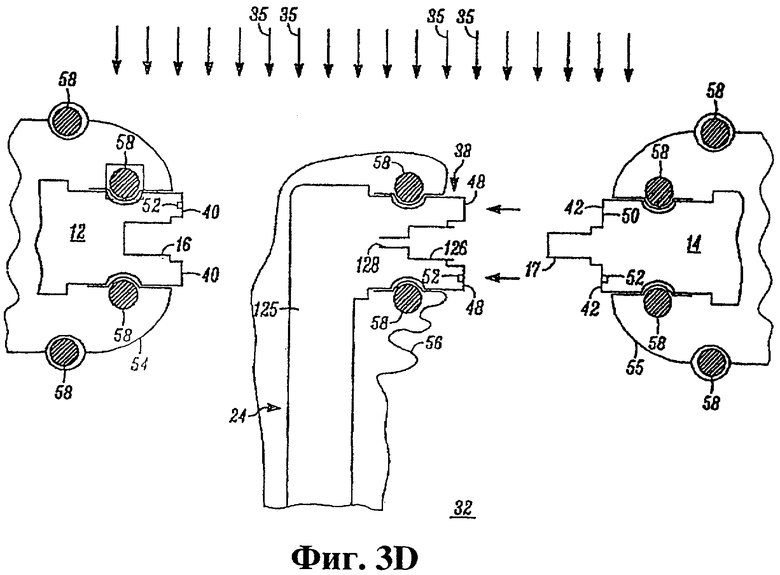
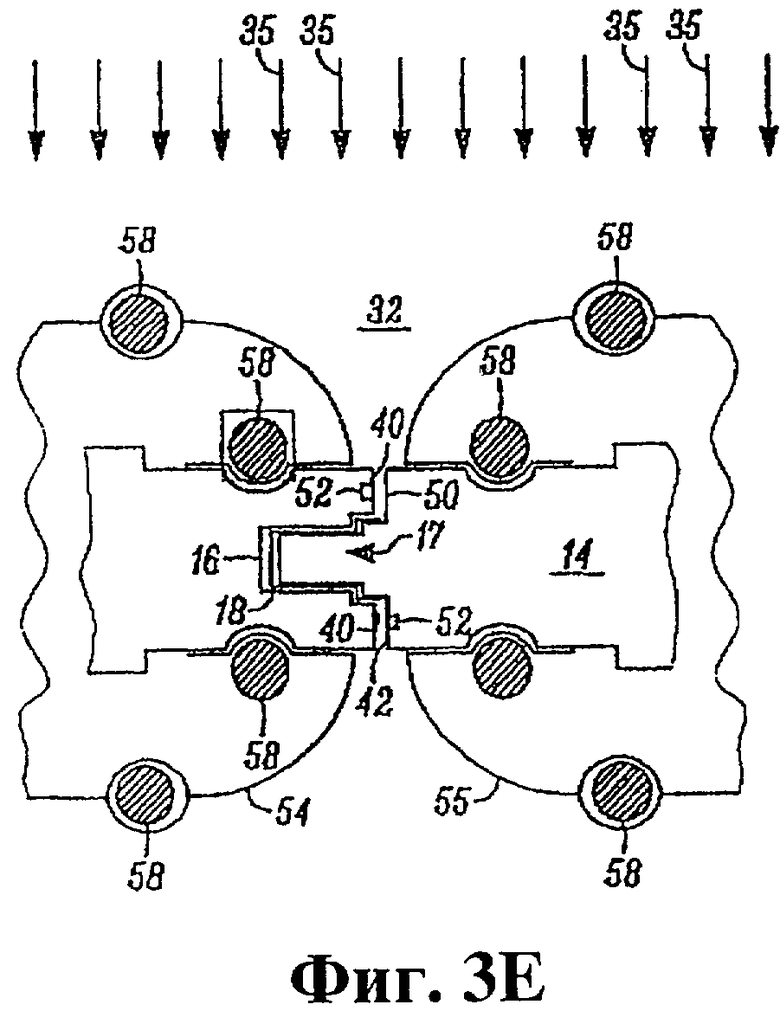

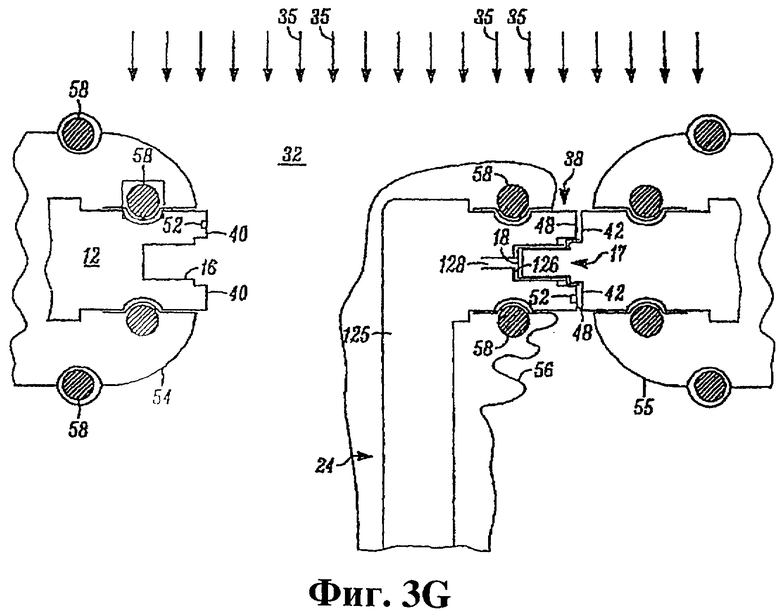
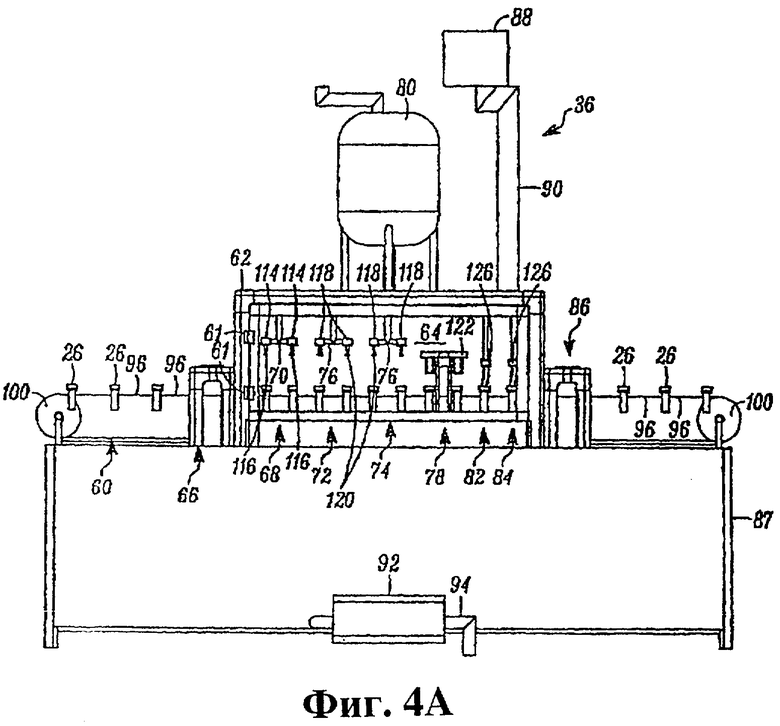
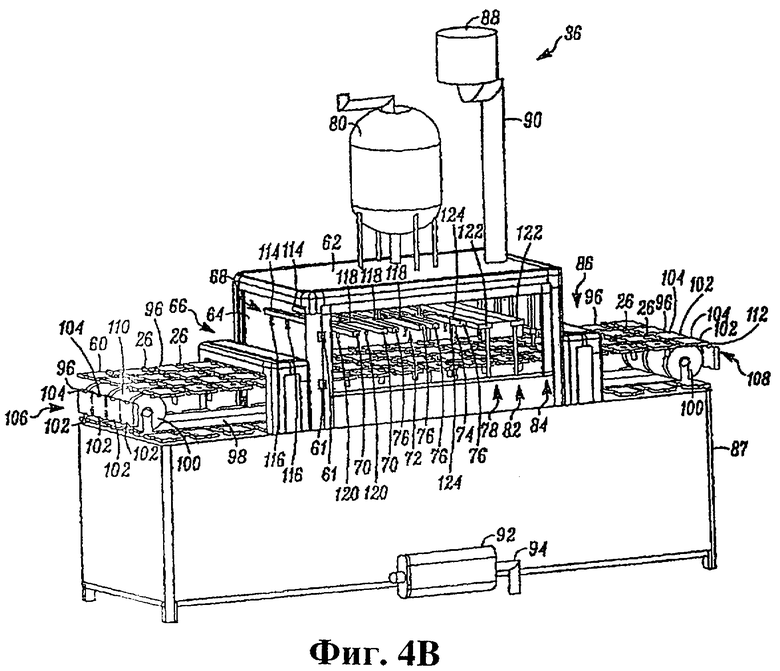
Данная группа изобретений относится к устройствам и способу для формования конструкций контейнеров и заполнения. Устройство содержит корпус контейнера с отверстием, контактирующим с внутренней камерой. В камеру помещают вещество и заглушку, которую вводят в отверстие для закрывания отверстия и находящегося в контейнере вещества. Устройство содержит барьерный бокс с асептической камерой, форму, помещенную в асептическую камеру, с одной первой формовочной полостью. Форма формовочной полости служит для формования заглушки и корпуса контейнера. Устройство содержит первую стерильную поверхность, один инструмент устройства, содержащий входящую в контакт часть, которая входит в контакт с корпусом контейнера и заглушкой, находящимися в первой формовочной полости. Первая формовочная полость и инструмент способны перемещаться относительно друг друга для захвата и извлечения: стерильных заглушки и корпуса-контейнера при извлечении их из первой формовочной полости. Один источник стерильного воздуха находится в жидкостной взаимосвязи с асептической камерой и направляет поток стерильного воздуха в асептическую камеру и сверху первой стерильной поверхности формы для поддержания стерильности поверхности формы и заглушки и корпуса контейнера во время их извлечения. Первый гибкий барьер предназначен для предотвращения прохождения через него загрязняющих веществ от устройства для формования. Второй гибкий барьер для предотвращения прохождения через него загрязняющих веществ от базовой части инструмента. Блок для заполнения посредством иглы и восстановления герметичности под действием тепла выполнен для помещения в него герметично закрытого, пустого стерильного контейнера. Блок для заполнения содержит иглу, которая может перемещаться из первого положения, в котором она протыкает заглушку и вводит вещество через иглу во внутреннюю камеру корпуса контейнера во второе положение, в котором она отведена от заглушки, и содержит источник тепла, служащий для восстановления под действием тепла герметичности участка введения иглы в заглушке после извлечения из нее иглы. Технический результат направлен на сокращение времени. 3 н. и 13 з.п. ф-лы, 4 ил.
1. Устройство для формования и заполнения контейнера, содержащее корпус контейнера с отверстием, контактирующим с внутренней камерой, в которую помещают вещество, и заглушку, которую вводят в отверстие для закрывания отверстия и находящегося в контейнере вещества, при этом устройство содержит, по меньшей мере, один барьерный бокс с, по меньшей мере, одной асептической камерой, по меньшей мере, одну форму, помещенную в, по меньшей мере, одну асептическую камеру, с, по меньшей мере, одной первой формовочной полостью, форма которой такова, что служит для формования, по меньшей мере, одного из следующих: заглушки и корпуса контейнера, и, по меньшей мере, одну первую стерильную поверхность, которая проходит возле, по меньшей мере, одной первой формовочной полости, по меньшей мере, один инструмент устройства, расположенный внутри, по меньшей мере, одной асептической камеры и содержащий входящую в контакт часть, которая входит в контакт с, по меньшей мере, одним из следующих: корпусом контейнера и заглушкой, находящимися в, по меньшей мере, одной первой формовочной полости, при этом, по меньшей мере, одна первая формовочная полость и инструмент способны перемещаться друг относительно друга для захвата и извлечения, по меньшей мере, одного из следующих: стерильных заглушки и корпуса контейнера при извлечении их из, по меньшей мере, одной первой формовочной полости, по меньшей мере, один источник стерильного воздуха, который находится в жидкостной взаимосвязи с, по меньшей мере, одной асептической камерой, и направляет поток стерильного воздуха в асептическую камеру и сверху первой стерильной поверхности формы для поддержания стерильности поверхности формы и заглушки и корпуса контейнера во время их извлечения, по меньшей мере, один первый гибкий барьер, присоединенный к форме между, по меньшей мере, одной первой стерильной поверхностью и устройством для формования с тем, чтобы в значительной степени предотвратить прохождение через него загрязняющих веществ от устройства для формования, по меньшей мере, один второй гибкий барьер, присоединенный к инструменту между, по меньшей мере, одной входящей в контакт частью и базовой частью инструмента с тем, чтобы в значительной степени предотвратить прохождение через него загрязняющих веществ от базовой части инструмента, блок для заполнения посредством иглы и восстановления герметичности под действием тепла, выполненный так, чтобы в него помещали герметично закрытый, пустой стерильный контейнер, и содержащий (i), по меньшей мере, одну иглу, которая может перемещаться из первого положения, в котором она протыкает заглушку и вводит вещество через иглу во внутреннюю камеру корпуса контейнера, во второе положение, в котором она отведена от заглушки, и (ii) источник тепла, служащий для восстановления под действием тепла герметичности участка введения иглы в заглушке после извлечения из нее иглы.
2. Устройство по п.1, отличающееся тем, что, по меньшей мере, одна форма содержит внутри асептической камеры, по меньшей мере, одну первую формовочную полость, форма которой такова, чтобы формовать корпус контейнера, по меньшей мере, одну вторую формовочную полость, форма которой такова, чтобы формовать заглушку, по меньшей мере, одну первую стерильную поверхность, проходящую около первой формовочной полости, по меньшей мере, одну вторую стерильную поверхность, проходящую около, по меньшей мере, одной второй формовочной полости, и два первых гибких барьера, при этом один из первых гибких барьеров присоединен к форме между указанной, по меньшей мере, одной первой стерильной поверхностью и устройством для формования и служит для того, чтобы в значительной степени предотвращать прохождение через него загрязняющих веществ от устройства для формования, а другой первый гибкий барьер присоединен к форме между указанной, по меньшей мере, одной второй стерильной поверхностью и устройством для формования и служит для того, чтобы в значительной степени предотвращать прохождение через него загрязняющих веществ от устройства для формования.
3. Устройство по п.2, отличающееся тем, что форма содержит первую часть и вторую часть, при этом первая часть формы задает первую стерильную поверхность, вторая часть формы задает вторую стерильную поверхность, и, по меньшей мере, одна из первых частей формы способна перемещаться относительно второй части формы между закрытым положением, в котором происходит формование, по меньшей мере, одного из следующих: корпуса контейнера и заглушки, и открытым положением, при котором первая и вторая стерильные поверхности разведены и образуют между собой часть асептической камеры.
4. Устройство по п.2, отличающееся тем, что первая стерильная поверхность проходит по периферии первой формовочной полости, а вторая стерильная поверхность проходит по периферии второй формовочной полости.
5. Устройство по п.4, отличающееся тем, что дополнительно содержит, по меньшей мере, одну третью стерильную поверхность, которая проходит по периферии входящей в контакт части инструмента.
6. Устройство по п.1, отличающееся тем, что, по меньшей мере, одна первая стерильная поверхность образована нагретой поверхностью.
7. Устройство по п.6, отличающееся тем, что нагретая поверхность образована поверхностью из керамики.
8. Устройство по п.6, отличающееся тем, что дополнительно содержит, по меньшей мере, один источник нагрева, термически соединенный с нагретой поверхностью.
9. Устройство по п.8, отличающееся тем, что дополнительно содержит, по меньшей мере, один тепловой датчик, соединенный, с, по меньшей мере, одним источником нагрева и выполненный так, что он способен определять температуру нагретой поверхности, при этом такой, по меньшей мере, один источник нагрева способен давать ответ на показания указанного, по меньшей мере, одного температурного датчика для того, чтобы регулировать температуру нагретой поверхности.
10. Устройство по п.1, отличающееся тем, что дополнительно содержит, по меньшей мере, одно устройство для сборки, содержащее, по меньшей мере, один инструмент, при этом, по меньшей мере, одно устройство для сборки и инструмент выполнены так, чтобы (i) извлечь стерильную заглушку из, по меньшей мере, одной первой формовочной полости, (ii) извлечь стерильный корпус контейнера из, по меньшей мере, одной первой формовочной полости, (iii) собрать вместе в, по меньшей мере, одной асептической камере стерильные корпус контейнера и заглушку с образованием стерильного, герметично закрытого пустого контейнера, (iv) переместить стерильный, герметично закрытый пустой контейнер к, по меньшей мере, одному блоку для перемещения и блоку для заполнения посредством иглы и восстановления герметичности под действием тепла для заполнения контейнера веществом при помощи иглы и для восстановления герметичности под действием тепла заполненного контейнера.
11. Устройство по п.1, отличающееся тем, что инструмент содержит, по меньшей мере, один вакуумный порт, находящийся в жидкостном соединении с входящей в контакт частью, служащий для подачи вакуума через порт и для прикрепления к инструменту с возможностью высвобождения, по меньшей мере, одного из следующих: стерильной заглушки и корпуса контейнера.
12. Устройство для формования и заполнения контейнера, содержащее корпус контейнера с отверстием, которое находится во взаимосвязи с внутренней камерой, в которую помещают вещество, и заглушку, которую вводят в отверстие для герметичного закрывания отверстия и помещенного в контейнер вещества, при этом устройство содержит первое приспособление для образования, по меньшей мере, одной закрытой асептической камеры, второе приспособление, расположенное внутри указанной, по меньшей мере, одной асептической камеры и образующее, по меньшей мере, одну формовочную полость для формования, по меньшей мере, одного из следующих: заглушки и корпуса контейнера, третье приспособление для образования, по меньшей мере, одной первой стерильной поверхности, расположенной вокруг, по меньшей мере, одной первой формовочной полости, четвертое приспособление, расположенное в, по меньшей мере, одной асептической камере, которое способно перемещаться относительно третьего приспособления для контакта с и для извлечения, по меньшей мере, одного из следующих: стерильных заглушки и корпуса контейнера из, по меньшей мере, одной первой формовочной полости, пятое приспособление, находящееся в жидкостной взаимосвязи с, по меньшей мере, одной асептической камерой, которое служит для направления потока стерильного воздуха в асептическую камеру и поверх третьего приспособления и четвертого приспособления для поддержания стерильности заглушки и корпуса контейнера во время их извлечения, шестое приспособление для предотвращения поступления загрязняющих веществ от устройства для формования в, по меньшей мере, одну асептическую камеру, седьмое приспособление для предотвращения поступления загрязняющих веществ от базовой части четвертого приспособления в асептическую камеру, восьмое приспособление для того, чтобы принимать герметично закрытый, пустой стерильный контейнер, состоящий из корпуса контейнера и заглушки, для выполнения в заглушке прохода и введения вещества через заглушку во внутреннюю камеру корпуса контейнера и для восстановления под действием тепла герметичности участка заглушки, в котором был выполнен проход.
13. Устройство по п.12, отличающееся тем, что первое приспособление образовано, по меньшей мере, одним барьерным боксом, второе приспособление представляет собой, по меньшей мере, одну форму, третье приспособление образовано, по меньшей мере, одной стерильной поверхностью, которая проходит по периферии, по меньшей мере, одной формовочной полости, четвертое приспособление образовано инструментом с манипулятором на конце, содержащим контактную часть, которая входит в зацепление с, по меньшей мере, одним из следующих: корпусом контейнера и заглушкой, пятое приспособление образовано, по меньшей мере, одним источником стерильного воздуха, который находится в жидкостной взаимосвязи с, по меньшей мере, одной асептической камерой, шестое приспособление образовано, по меньшей мере, одним гибким барьером, седьмое приспособление образовано, по меньшей мере, одним гибким барьером, и восьмое приспособление образовано блоком для заполнения посредством иглы и восстановления герметичности под действием тепла.
14. Способ формования и заполнения контейнера, содержащего корпус контейнера с отверстием, находящимся во взаимосвязи с внутренней камерой, в которую помещают вещество, и заглушку, которую вставляют в отверстие для герметичного закрывания отверстия и находящегося в контейнере вещества, при этом в способе выполняют следующие стадии:
(а) применяют, по меньшей мере, один барьерный бокс, образующий, по меньшей мере, одну асептическую камеру, по меньшей мере, одну форму, которая внутри указанной, по меньшей мере, одной асептической камеры содержит, по меньшей мере, одну первую формовочную полость, форма которой такова, чтобы формовать, по меньшей мере, одно из следующих: корпус контейнера и заглушку, и, по меньшей мере, один инструмент, содержащий входящую в контакт часть, расположенную внутри указанной, по меньшей мере, одной асептической камеры, при этом указанная часть способна перемещаться относительно, по меньшей мере, одной формы,
(б) формуют в, по меньшей мере, одной первой формовочной полости, по меньшей мере, одно из следующих: корпус контейнера и заглушку,
(в) открывают форму для извлечения, по меньшей мере, одного из следующих: корпуса контейнера и заглушки,
(г) поддерживают стерильной, по меньшей мере, одну первую поверхность формы, проходящую около первой формовочной полости, по меньшей мере, во время открывания формы для предотвращения контакта, по меньшей мере, одного из следующих: сформованных корпуса контейнера и заглушки с загрязняющими веществами во время извлечения,
(д) направляют поток стерильного воздуха в, по меньшей мере, одну асептическую камеру, включая пространство между противоположными поверхностями формы во время ее открывания, и через, по меньшей мере, одну первую поверхность формы и любые открытые поверхности, по меньшей мере, одного из следующих: корпуса контейнера и заглушки,
(е) перемещают контактную часть инструмента в пространство между противоположными поверхностями формы, захватывают при помощи контактной части инструмента, по меньшей мере, одно из следующих: сформованные корпус контейнера и заглушку и извлекают их при помощи контактной части инструмента, и во время извлечения направляют поток стерильного воздуха поверх, по меньшей мере, контактной части инструмента и, по меньшей мере, одного из следующих: сформованных корпуса контейнера и заглушки,
(ж) применяют, по меньшей мере, один первый гибкий барьер, соединенный с формой между, по меньшей мере, одной первой стерильной поверхностью и устройством для формования, что в значительной степени предотвращает поступление загрязняющих веществ от устройства для формования,
(з) применяют, по меньшей мере, один второй гибкий барьер, соединенный с инструментом между, по меньшей мере, одной контактной частью и базовой частью инструмента, что в значительной степени предотвращает поступление загрязняющих веществ от базовой части инструмента,
(и) собирают вместе, по меньшей мере, стерильный корпус контейнера и заглушку с образованием герметично закрытого, пустого стерильного контейнера, и
(к) в заглушке выполняют проход, через заглушку вводят вещество во внутреннюю камеру контейнера, и восстанавливают под действием тепла герметичность участка заглушки, в котором был выполнен проход.
15. Способ по п.14, отличающийся тем, что дополнительно поддерживают стерильность, по меньшей мере, одной первой поверхности формы, проходящей около первой формовочной полости, посредством нагревания такой, по меньшей мере, одной поверхности до температуры, достаточной для уничтожения любых находящихся на ней бактерий.
16. Способ по п.15, отличающийся тем, что дополнительно при помощи инструмента внутри, по меньшей мере, одной асептической камеры собирают вместе стерильные заглушку и корпус контейнера с образованием герметично закрытого, пустого стерильного контейнера, и перемещают контейнер при помощи инструмента к, по меньшей мере, одному блоку для перемещения и заполнения посредством иглы и восстановления герметичности под действием тепла.
| US 6326010 B1, 04.12.2001 | |||
| US 2004256026 A1, 23.12.2004 | |||
| ЛЬНОКОМБАЙН'-..; ^ч-iT: --. -техНИ40^"^;' 'T>&"K=:i*^'P/--I- | 0 |
|
SU249821A1 |
| US 4208852 A, 24.06.1980 | |||
| US 5669208 A, 23.09.1997 | |||
| DE 3207426 A1, 15.09.1983 | |||
| US 5641004 A, 24.06.1997 | |||
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ | 0 |
|
SU195949A1 |

