Заявляемое изобретение «Способ изготовления тротуарной деревянной плитки» относится к изготовлению покрытий, специально предназначенных для пешеходных дорожек и тротуаров из дерева и может быть использовано в ландшафтном дизайне как в закрытых помещениях, так и в открытых, тяжелых условиях (грунт, атмосферные осадки).
Известен способ изготовления декоративных облицовочных плиток (см. Заявку на изобретение РФ №95101782/12, опубл. 20.03.1997), заключающийся в укладке декоративного материала на лист-заготовку и соединение их, в качестве листа-заготовки используют пенопласт, а соединение листа-заготовки с декоративным элементом осуществляют путем приглаживания соприкасаемых поверхностей элементом, нагретым до 195-200°C, с последующим выравниванием нагретой лицевой поверхности разглаживающей планкой или валком, установленным на одной раме с нагретым элементом, для придания поверхности плитки рельефности до соединения листа заготовки с декоративным материалом на лист с уложенным на него декоративным материалом наносят заданный рельеф глубиной 2-3 мм посредством нагретого до 195-200°C пуансона, соответствующего рельефу профиля.
Недостатком известного способа является высокая себестоимость и низкая надежность и долговечность полученных изделий, вызывающая низкую экологическую защищенность.
Данный недостаток обусловлен материалом, используемым для производства известных декоративных плиток и технологией их производства. Известен также принятый за прототип способ изготовления изделий, настилов и полов, паркетного пола, включающий доставку древесины, ее распиловку на чураки проектной длины, их прокрашивание, сушку, сортировку, обработку чурака по заданной конфигурации с образованием лицевого отделочного слоя или шпона для отделки последним деревянной основы, причем часть элементов, по крайней мере одной конструкции, выполняют из древесины, обработанной для образования лицевого слоя с фактурой ценных пород дерева методом глубинной пропитки, для чего древесину подвергают термовлажностной обработке с обеспечением не менее 60% природной влажности, затем древесину распиливают на чураки, которые подают на накопитель с центрирующим элементом, осуществляют захват чурака для установки на устройстве для фиксации, выполненным с жесткой конусной головкой и расположенным внутри него коническим пневмоэлементом из упругого материала, затем осуществляют прокрашивание чураков, сначала приготовляя краситель в две стадии, причем на первой стадии получают концентрат путем подачи в подогретую не менее чем до 95°С воду красителя из расчета 2,5-5,0 г на 1 л воды, а на второй - концентрат перекачивают в рабочую емкость, в которой поддерживают t воды выше 60 и ниже 70°C и при перемешивании концентрата получают готовый краситель, при этом для осуществления прокрашивания подают готовый краситель с обеспечением его фильтрации по длине чурака и одновременным вытеснением сока древесины через противоположный конец для появления красителя по всей площади поперечного сечения, причем прокрашивание осуществляют последовательно с противоположных концов чурака путем поворота чурака на 180°, предварительно его расфиксировав, или устройство для фиксации выполняют со второй конусной головкой с коническим пневмоэлементом изнутри, взаимодействующим с другим концом чурака, после чего стравливают воздух из пневмоэлемента для расфиксации чурака, а распиловку по заданной конфигурации с получением деталей отделочного слоя и/или шпона осуществляют после окончания глубинной пропитки с окрашиванием древесины (см. Заявку на изобретение РФ №95103626, опубл. 20.03.1997, МПК E01C 15/00).
Недостатком известного способа является высокая себестоимость, высокая трудоемкость и низкая защищенность от воздействий окружающей среды, низкая надежность, качество, влагостойкость и долговечность полученных изделий.
Данный недостаток обусловлен использованием высокоточного дорогостоящего пневмооборудования с жесткой конусной головкой и расположенным внутри него коническим пневмоэлементом из упругого материала, а использование красителей не повышает качества изделий, используемых вне закрытых помещений.
Техническим результатом заявляемого изобретения «Способ изготовления тротуарной деревянной плитки» является снижение себестоимости, повышение экологической чистоты и эксплуатационных характеристик, таких как повышение качества, влагостойкость и долговечность, полученных изделий, а именно тротуарной деревянной плитки и тротуарных деревянных бордюров и столбов.
Поставленный технический результат достигается тем, что в известном способе изготовления тротуарной деревянной плитки, включающем доставку древесины, ее распиловку на заготовки проектной длины, их пропитку, сушку, согласно изобретению, первоначально заготавливают лес пиловочник, который раскряжевывают на определенную длину и диаметр и доставляют и на дисковую пилораму, где готовое бревно пиловочника вставляют в центродержатель и делительную головку, с помощью которой выставляют торец бревна под определенный градус, затем обрабатывают бревно на дисковой пилораме продольно при помощи делительной головки при необходимых определенных градусах, при этом получают нужный многогранный столб, который подвергают поперечной распиловке с определенным шагом «h» и получают заготовки деревянной тротуарной плитки определенной высоты, равной шугу распиловки «h», который равен 4-10 см, далее с каждой заготовки деревянной тротуарной плитки снимают фаски, и после этого все заготовки деревянной тротуарной плитки шлифуют, после чего их выкладывают на стеллажи и просушивают в проветриваемом помещении без использования нагревательных приборов, а затем помещают в автоклав, в котором после загрузки, создают вакуум (-0,6)-(-0,8) атм и выдерживают в вакууме 0,5-1,5 часа, после чего автоклав наполняют пропиточным составом для антисептической обработки и создают в нем давление 1,0-1,5 атм, выдерживают при таком давлении заготовки деревянной тротуарной плитки 1,0-1,5 часа, после чего вынимают обработанные заготовки деревянной тротуарной плитки из автоклава и выкладывают на стеллажи на дополнительную сушку, причем в качестве пропиточного состава используют антисептический раствор ССА по ГОСТ 12.1.007-76, а высыхание заготовок деревянной тротуарной плитки определяют визуально.
Между отличительными признаками и достигнутым техническим результатом существует следующая причинно-следственная связь.
В отличие от аналогов и прототипа заготовка леса пиловочника, который раскряжевывают на определенную длину и диаметр, позволяет доставить и на дисковую пилораму готовое бревно пиловочника без его предварительной обработки, что значительно экономит ресурсы, в том числе лесные, поскольку не уничтожается молодой и зрелый строительный лес, что дает дополнительный технический результат - сохранение лесных ресурсов. Установка бревен на дисковой пилораме с центродержателем и делительной головкой, с помощью которой выставляют торец бревна под определенный градус, дает возможность производить обработку бревна на дисковой пилораме продольно при помощи делительной головки при необходимых определенных градусах, при этом получают нужный многогранный столб, который получают очень быстро за четыре минуты. Полученные многогранные столбы подвергают поперечной распиловке с определенным шагом «h» и получают заготовки деревянной тротуарной плитки определенной высоты, равной шагу распиловки h=4-10 см, а также бордюры и просто столбы с необходимым количеством граней в сечении, что расширяет возможности способа и позволяет производить изделия, создающие дизайн одного определенного стиля, например дорожки с шестигранным или пятигранным или прямоугольным и т.д. сечением тротуарной плитки, столбики для детских песочниц, ограниченных бордюрами одного дизайна. Снятие фасок с каждой заготовки деревянной тротуарной плитки и ее последующая шлифовка, одновременно, улучшает ее внешний вид, радуя глаз и поднимая настроение, и увеличивает площадь дальнейшей пропитки заготовки деревянной тротуарной плитки. Последующее выкладывание заготовок деревянной тротуарной плитки на стеллажи и просушивание их в проветриваемом помещении без использования нагревательных приборов позволяет равномерно без растрескиваний и сужений освободить поры каждой заготовки от остатков влаги для полного заполнения их пропиточным составом после загрузки в автоклав. Создание в автоклаве, после загрузки заготовок деревянной тротуарной плитки, вакуума (-0,6)-(-0,8) атм и выдерживание их в вакууме 0,5-1,5 часа позволяет расширить поры древесины, независимо от ее породы для более полного заполнения их пропиточным составом, что обеспечивает повышение эксплуатационных характеристик, т.е. повышает качество и долговечность, влагостойкость, полученных изделий, а именно тротуарной деревянной плитки и тротуарных деревянных бордюров и столбов. Последующее заполнение автоклава пропиточным составом, а именно антисептическим раствором ССА по ГОСТ 12.1.007-76 для антисептической обработки, и создание в автоклаве давления 1.0-1.5 атм с последующей выдержкой при таком давлении заготовок деревянной тротуарной плитки 1,0-1,5 часа позволяет максимально заполнить поры, что также обеспечивает повышение эксплуатационных характеристик, т.е. повышает качество и долговечность, влагостойкость, полученных изделий, а именно тротуарной деревянной плитки и тротуарных деревянных бордюров и столбов. Дальнейшее изъятие из автоклава обработанных заготовок деревянной тротуарной плитки их выкладывание и дополнительная сушка на стеллажах дает возможность получить долговечные качественные «теплые» изделия тротуарной деревянной плитки и тротуарных деревянных бордюров и столбов, в отличие от каменной тротуарной плитки и бордюров. Следует также учесть, что предлагаемый способ позволяет не только снизить себестоимость, поскольку используются материалы из ближайших лесных массивов при их прореживании, и при этом значительно экономятся транспортные расходы и расходы на производство строительных материалов из цемента песка и различных наполнителей, дающих определенный нежелательный фон, т.е. не являющихся экологически чистыми. При этом, одновременно, повышаются эксплуатационные характеристики, такие как качество и долговечность, влагостойкость, полученных изделий, а именно тротуарной деревянной плитки и тротуарных деревянных бордюров и столбов, экологическая чистота которых позволяет их использовать, как экологически здоровые материалы для детских площадок, санаториев, парков, мест отдыха. Все это, в совокупности признаков, в отличие от объектов-аналогов и прототипа, значительно снижает себестоимость и повышает, одновременно, прочность, влагостойкость, долговечность и сохраняет экологическую чистоту.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного Способа изготовления тротуарной деревянной плитки. По имеющимся у заявителя сведениям, совокупность существенных признаков заявляемого изобретения «Способ изготовления тротуарной деревянной плитки» не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна". Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом способе изготовления тротуарной деревянной плитки, изложенных в формуле изобретения. Следовательно, заявленное изобретение «Способ изготовления тротуарной деревянной плитки» соответствует критерию "новизна".
Для проверки соответствия заявленного изобретения критерию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа изготовления тротуарной деревянной плитки. Результаты поиска показали, что заявленный способ изготовления тротуарной деревянной плитки не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения «Способ изготовления тротуарной деревянной плитки» преобразований для достижения технического результата.
Следовательно, заявленное изобретение «Способ изготовления тротуарной деревянной плитки» соответствует критерию "изобретательский уровень".
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного способа изготовления получения тротуарной деревянной плитки в том виде, как заявляемый способ охарактеризован в формуле изобретения, т.е. подтверждена возможность его осуществления с помощью описанного в заявке примера конкретного выполнения. Средства, воплощающие заявленный способ изготовления тротуарной деревянной плитки при его осуществлении, способны обеспечить достижение усматриваемого заявителем технического результата, а именно снижение себестоимости и повышение надежности, прочности долговечности и экологической защищенности окружающей среды, следовательно, заявленное изобретение «Способ изготовления тротуарной деревянной плитки» соответствует условию "промышленная применимость", которое дополнительно подтверждает совокупность существенных признаков, характеризующих сущность изобретения «Способ изготовления тротуарной деревянной плитки», и которая может быть многократно использована в технологически нетрудоемком, хотя и своеобразном, производстве изготовления тротуарной деревянной плитки с получением технического результата, заключающегося в снижении себестоимости и повышении надежности, экологической защищенности окружающей среды.
Сущность заявляемого изобретения «Способ изготовления тротуарной деревянной плитки» поясняется примером конкретного выполнения и рисунками, где:
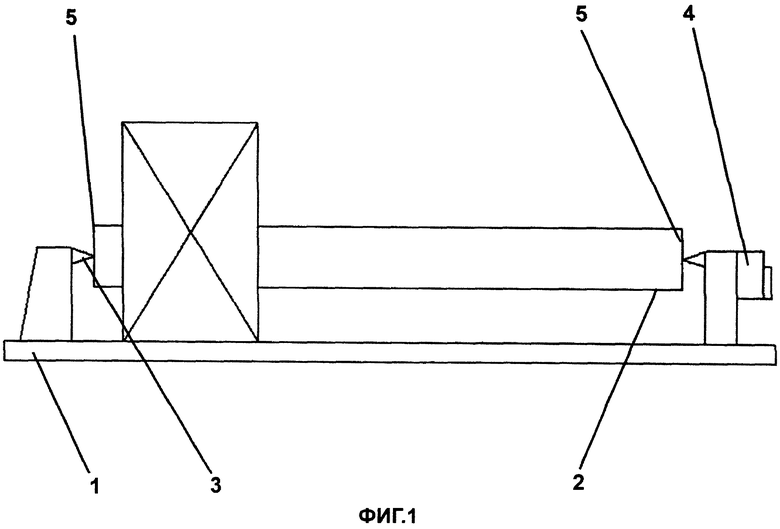
- на фиг. 1 схематически изображен процесс обработки бревна;
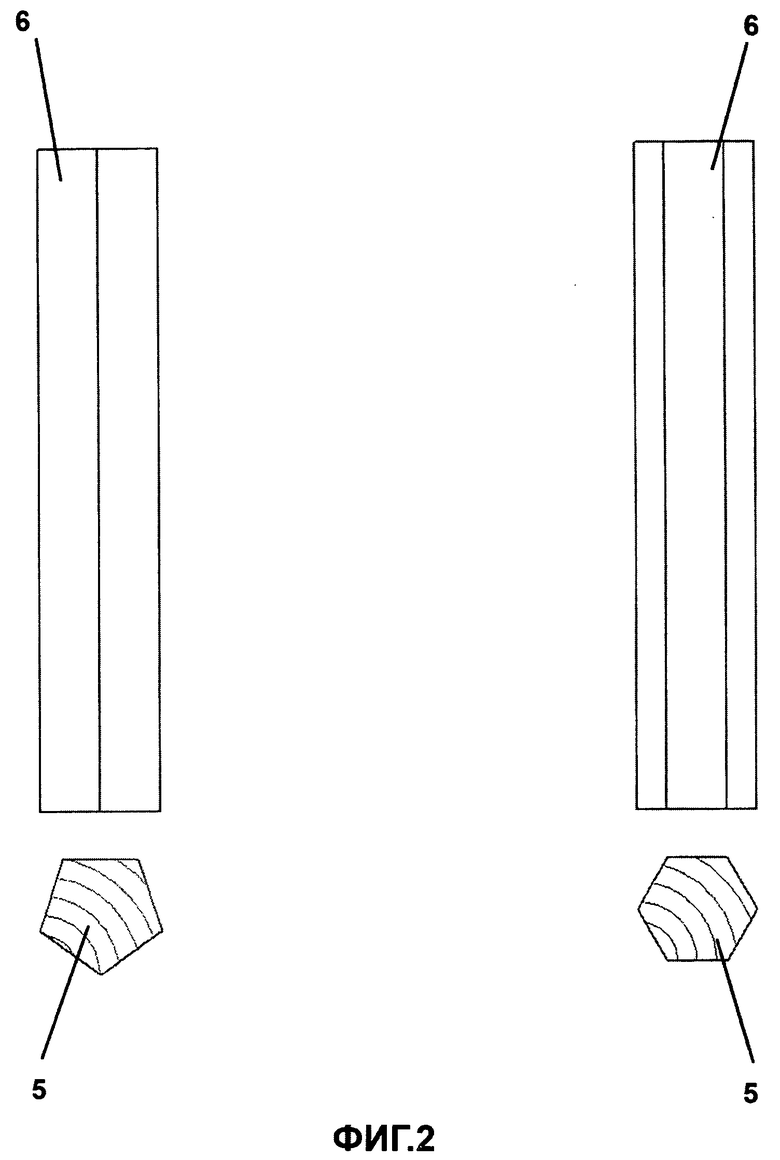
- на фиг. 2 изображены два вида обработанных бревен, которые в сечении имеют геометрические фигуры в виде пятиугольника и шестиугольника;
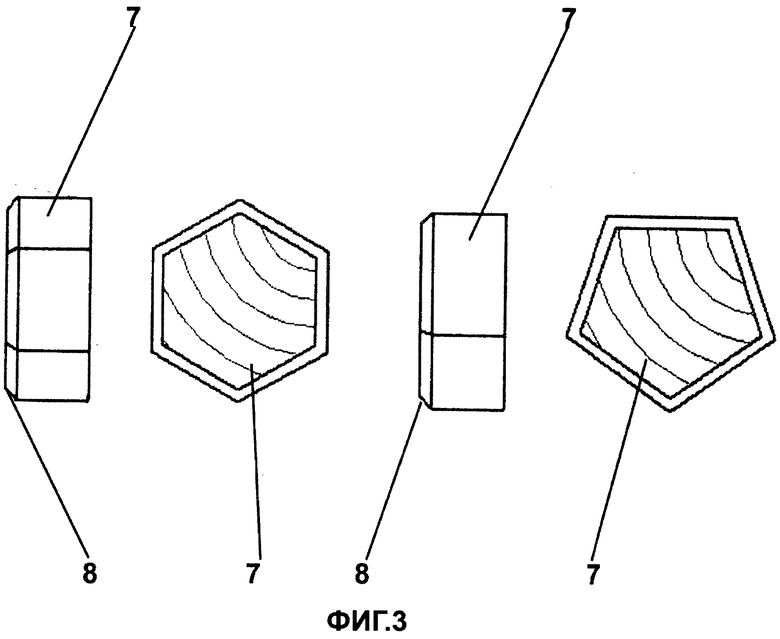
- на фиг. 3 - виды тротуарной деревянной плитки: пятигранной и шестигранной.
Способ изготовления тротуарной деревянной плитки, а также бордюров и столбов, для укладки дорожек в парках и обустройства детских площадок санаториев и т.д. осуществляли следующим образом.
Первоначально заготавливали лес пиловочник, который раскряжевывали на определенную длину и диаметр. Затем раскряжеванный на определенную длину и диаметр лес пиловочник перевозили на дисковую пилораму 1, где каждое готовое бревно 2 пиловочника вставляли в центродержатель 3 и делительную головку 4, с помощью которой выставляли торец 5 бревна 2 под определенный градус, при этом обрабатывали упомянутое бревно на дисковой раме продольно при помощи делительной головки при определенных градусах граней, таким образом получали нужный многогранный столб 6. Весь процесс изготовления одного многогранного столба проводили за четыре минуты. После этого полученный многогранный, в данном случае шестигранный, столб подвергали поперечной распиловке с определенным шагом «h»=8 см (рис.2) и, таким образом, получали тротуарную деревянную плитку 7 определенной высоты, равной шагу распиловки «h», т.е. h=8 см.
Далее с каждой заготовки деревянной тротуарной плитки снимали фаски 8, и после этого все заготовки тротуарной деревянной плитки шлифовали. Затем отшлифованные заготовки тротуарной деревянной плитки выкладывали на стеллажи и просушивали в проветриваемом помещении без использования нагревательных приборов. Контролировали просушивание изделий визуально. После просушивания вышеуказанные заготовки тротуарной деревянной плитки помещали в автоклав (не показан), в котором после загрузки создавали вакуум (-0,7) атм и выдерживали их в вакууме один час, после чего автоклав наполняли антисептическим раствором, при этом использовали антисептический раствор группы ССА фирмы «Ултан», ГОСТ 12.1.007-76, являющийся современным отечественным экологическим антисептическим раствором для древесины, который не вымывается, придает изделию трудновоспламеняемые свойства и останавливает начавшееся биопоражение. Тротуарные деревянные плитки пропитывали в автоклаве, наполненном антисептическим раствором под давлением 1,2 атм, и при таком давлении выдерживали заготовки тротуарной деревянной плитки 1,1 часа. Состав антисептического раствора группы ССА по ГОСТ 12.1.007-76 для антисептической обработки и увеличения срока службы деревянной тротуарной плитки обладает экологическим антисептическим действием для древесины, который имеет санитарно-эпидемиологическое заключение №77.МО.01.249.П.008771.06.09 от 08.06.2009 г., этот состав не вымывается, придает изделию трудновоспламеняемые свойства и останавливает начавшееся биопоражение. Аналогично пропитывали под глубоким вакуумом и давлением бордюры и столбы. После пропитки изделия доставали из автоклава и выкладывали на стеллажи на дополнительную сушку. Степень высыхания деревянной тротуарной плитки определяли визуально.
Использование предложенного изобретения «Способ изготовления тротуарной деревянной плитки» позволяет снизить себестоимость изготовления как самой деревянной тротуарной плитки, так и дорожек в парках, скверах и детских площадок и т.д., поскольку плитка состоит из материала - дерева, которое удобно применять на объектах, находящихся в непосредственной близости от больших лесных массивов, которые нужно регулярно прореживать. Кроме того, «Способ изготовления тротуарной деревянной плитки» позволяет повысить надежность, прочность и долговечность деревянной тротуарной плитки и сохранять экологическую защищенность окружающей среды, что дает возможность применять тротуарную деревянную плитку в детских учреждениях, санаториях, парках, скверах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ШПАЛ | 1991 |
|
RU2110403C1 |
| СПОСОБ ИСПЫТАНИЯ ДРЕВЕСИНЫ | 2001 |
|
RU2196326C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК "УНИВЕРСАЛ" | 2003 |
|
RU2233218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОЛЯРНЫХ КОНСТРУКЦИЙ И ИЗДЕЛИЙ, СПОСОБ ИЗГОТОВЛЕНИЯ НАСТИЛОВ И ПОЛОВ, СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНОГО ПОЛА, СПОСОБ ВОЗВЕДЕНИЯ ЗДАНИЙ | 1995 |
|
RU2070259C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСИНЫ | 1997 |
|
RU2129955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ИСПЫТАНИЯ ТЕХНИЧЕСКОЙ ДРЕВЕСИНЫ | 2002 |
|
RU2224415C1 |
Изобретение относится к строительству, в частности изготовлению тротуарной деревянной плитки. Пиловочник раскряжевывают на определенную длину и диаметр и доставляют на дисковую пилораму (1). Готовое бревно (2) пиловочника вставляют в центродержатель (3) и делительную головку (4), с помощью которой выставляют торец (5) бревна под определенный градус. Затем обрабатывают бревно на дисковой пилораме продольно при помощи делительной головки при определенных градусах. Полученный многогранный столб подвергают поперечной распиловке с определенным шагом и получают заготовки определенной высоты, равной шагу распиловки. Далее с каждой заготовки снимают фаски. После этого все заготовки шлифуют, выкладывают на стеллажи и просушивают в проветриваемом помещении без использования нагревательных приборов. Затем заготовки помещают в автоклав, в котором создают вакуум (-0,6)-(-0,8) атм, и выдерживают 0,5-1,5 часа. Далее автоклав наполняют пропиточным составом для антисептической обработки, создают давление 1,0-1,5 атм и выдерживают заготовки 1,0-1,5 часа. Затем вынимают обработанные заготовки из автоклава и выкладывают на стеллажи для дополнительной сушки. Повышается качество, влагостойкость, долговечность и экологическая чистота полученных изделий. 3 з.п. ф-лы, 3 ил.
1. Способ изготовления тротуарной деревянной плитки, включающий доставку древесины, ее распиловку на заготовки проектной длины, их последующие пропитку и сушку, отличающийся тем, что первоначально заготавливают лес пиловочник, который раскряжевывают на определенную длину и диаметр и доставляют на дисковую пилораму, где готовое бревно пиловочника вставляют в центродержатель и делительную головку, с помощью которой выставляют торец бревна под определенный градус, затем обрабатывают бревно на дисковой пилораме продольно при помощи делительной головки при необходимых определенных градусах, при этом получают нужный многогранный столб, который подвергают поперечной распиловке с определенным шагом h и получают заготовки деревянной тротуарной плитки определенной высоты, равной шагу распиловки h, далее с каждой заготовки деревянной тротуарной плитки снимают фаски, и после этого все заготовки деревянной тротуарной плитки шлифуют, после чего их выкладывают на стеллажи и просушивают в проветриваемом помещении без использования нагревательных приборов, а затем помещают в автоклав, в котором после загрузки, создают вакуум (-0,6)-(-0,8) атм и выдерживают в вакууме 0,5-1,5 часа, после чего автоклав наполняют пропиточным составом, для антисептической обработки и создают в нем давление 1,0-1,5 атм, выдерживают при таком давлении заготовки деревянной тротуарной плитки 1,0-1,5 часа, после чего вынимают обработанные заготовки деревянной тротуарной плитки из автоклава и выкладывают на стеллажи на дополнительную сушку.
2. Способ изготовления тротуарной деревянной плитки по п.1, отличающийся тем, что в качестве пропиточного состава используют антисептический раствор группы по ССА ГОСТ 12.1.007-76.
3. Способ изготовления тротуарной деревянной плитки по п.1, отличающийся тем, что высыхание изделий определяют визуально.
4. Способ изготовления тротуарной деревянной плитки по п.1, отличающийся тем, что высота h заготовки деревянной тротуарной плитки равна 4-10 см.

