Область техники
Изобретение относится к часовой промышленности, в частности к часам, имеющим декоративный корпус, частично изготовленный из драгоценных металлов, преимущественно золота.
Предшествующий уровень техники
Известны золотые часы класса люкс, имеющие корпус, целиком изготовленный из высококаратного золота (14-18 карат). Такие часы требуют большого расхода золота (золотой корпус мужских часов весит 30-80 грамм). Такие часы, как правило, имеют оригинальный дизайн и изготавливаются вручную, что существенно увеличивает стоимость этих золотых часов.
Современный рынок часов, например наручных часов, испытывает острую потребность в часах, корпус которых частично изготовлен из золота. Такие часы требуют для своего изготовления меньшего расхода золота, имеют меньшую стоимость, чем часы с золотым корпусом, но внешне они практически неотличимы от часов с золотым корпусом. В настоящее время освоено изготовление нескольких типов часов с декоративным золотым корпусом из золота или с позолоченным корпусом.
Известны часы с декоративным корпусом из драгоценного металла, в которых декоративный корпус представляет собой самостоятельный элемент конструкции, воспринимающий силовую нагрузку и представляющий собой корпус, имеющий фасонную внутреннюю поверхность, обрамленную боковыми стенками и верхним ободком, охватывающим стекло, закрывающее циферблат и нижний силовой поясок с узлами фиксации капсулы с часовым механизмом в декоративном корпусе. При наличии в часах средств крепления часов к браслету или ремешку средства крепления, например ушки, выполняются из драгоценного металла заодно целое с декоративным корпусом (патент Российской Федерации на изобретение №2298820 по кл. G04B 37/18 от 19.05.2007). При изготовлении часов декоративный корпус можно изготовить литьем с последующей механической обработкой внутренней полости декоративного корпуса, посадочных поверхностей и элементов фиксации капсулы с часовым механизмом в декоративном корпусе. Известное решение позволяет сохранить все эстетические характеристики внешнего вида изделия, использовать любые способы финишной обработки для придания требуемой фактуры внешней поверхности корпуса часов и позволяет существенно уменьшить расход драгоценных металлов, например, по сравнению с часами, в которых весь корпус выполнен из драгоценного металла. Однако, поскольку декоративный корпус является самостоятельным элементом конструкции и несет силовую нагрузку, то требуется обеспечить достаточно высокие прочностные характеристики декоративного корпуса, и поэтому приходится делать массивными узлы крепления часов к браслету или ремешку и для изготовления декоративного корпуса требуется достаточно высокий расход драгоценного металла, в пределах до 8-15 граммов золота.
В то же время требуются часы, в которых расход драгоценного металла не превысит 3 грамм, но при этом сохранятся все свойства корпуса часов, сделанного целиком из драгоценного металла.
Раскрытие изобретения
Задачей настоящего изобретения является разработка часов с декоративным корпусом, частично изготовленным из драгоценного металла, и способа их изготовления, которые обеспечивают высокие прочностные характеристики корпуса часов и позволяют существенно уменьшить расход драгоценных металлов. Еще одной задачей изобретения является разработка часов и способа их изготовления, где при меньшем расходе драгоценных металлов сохраняются все свойства корпуса, целиком сделанного из драгоценных металлов, в том числе возможность соответствующей финишной обработки внешней поверхности для придания требуемой фактуры внешней поверхности корпуса часов.
Для решения указанной задачи предлагаются часы с декоративным корпусом из драгоценного металла, содержащие капсулу, имеющую несущий корпус с часовым механизмом, циферблат, закрытый стеклом, и заднюю крышку, и закрепленный на несущем корпусе капсулы тонкостенный декоративный кожух из драгоценного металла, закрывающий несущий корпус снаружи, причем тонкостенный декоративный кожух выполнен в виде тонкостенной рамки, имеющей боковую стенку и верхний ободок, обрамляющий проем рамки, охватывающий стекло, закрывающее циферблат, при этом капсула оснащена опорным буртиком, расположенным в зоне нижней кромки капсулы, на который опирается боковая стенка тонкостенной рамки.
Кроме того, в часах задняя крышка выполнена с выступанием за пределы боковой стенки несущего корпуса капсулы, при этом выступающая часть задней крышки образует опорный буртик для тонкостенной рамки.
Кроме того, в часах на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к выступающей части задней крышки, для закрепления тонкостенной рамки на несущем корпусе капсулы.
Кроме того, в часах опорный буртик для тонкостенной рамки выполнен за одно целое с несущим корпусом капсулы и расположен вдоль нижней кромки несущего корпуса капсулы.
Кроме того, в часах на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к опорному буртику, для закрепления тонкостенной рамки на несущем корпусе капсулы.
Кроме того, между внутренней поверхностью стенки тонкостенной рамки и наружной поверхностью несущего корпуса капсулы имеется зазор, при этом указанный зазор, по меньшей мере, частично, заполнен адгезивом, причем в качестве адгезива использованы самотвердеющие полимерные смолы.
Предпочтительно тонкостенная рамка тонкостенного декоративного кожуха изготовлена из тонколистового металла.
Кроме того, в часах, в которых часовой механизм имеет, по меньшей мере, один переводной вал, при этом в соответствующей боковой стенке тонкостенной рамки, выполнена, по меньшей мере, одна арочная выемка для прохода переводного вала.
Кроме того в часах, в которых несущий корпус капсулы оснащен элементами для крепления браслета или ремешка, а в соответствующей боковой стенке тонкостенной рамки выполнены выемки для прохода упомянутых элементов крепления.
Кроме того в часах, в которых капсула имеет по два элемента крепления, на противоположных боковых поверхностях несущего корпуса, при этом в соответствующей боковой стенке тонкостенной рамки выполнено по две арочные выемки, каждая из которых охватывает один упомянутый элемент крепления. Причем на элементах крепления выполнены пазы, при этом кромка соответствующей выемки введена в указанные пазы
Кроме того, в часах, в которых капсула имеет по два элемента крепления, на противоположных боковых поверхностях несущего корпуса, при этом в соответствующей боковой стенке тонкостенной рамки выполнено по одной арочной выемке, охватывающей оба упомянутых элемента крепления. Причем на элементах крепления выполнены пазы, при этом кромка соответствующей выемки введена в указанные пазы
Для решения указанной задачи предлагается также декоративный корпус для часов из драгоценного металла, содержащий несущий корпус капсулы для размещения часового механизма, циферблат, закрытый стеклом, и заднюю крышку, и закрепленный на несущем корпусе капсулы тонкостенный декоративный кожух из драгоценного металла, закрывающий несущий корпус снаружи, причем тонкостенный кожух выполнен в виде тонкостенной рамки, имеющей боковую стенку и верхний ободок, обрамляющий проем рамки, охватывающий стекло, закрывающее циферблат, при этом капсула оснащена опорным буртиком, расположенным в зоне нижней кромки капсулы, на который опирается боковая стенка тонкостенной рамки.
Кроме того, задняя крышка выполнена с выступанием за пределы боковой стенки несущего корпуса капсулы, при этом выступающая часть задней крышки образует опорный буртик для тонкостенной рамки.
Кроме того, на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к выступающей части задней крышки, для закрепления тонкостенной рамки на несущем корпусе капсулы.
Кроме того, опорный буртик для тонкостенной рамки выполнен за одно целое с несущим корпусом капсулы и расположен вдоль нижней кромки несущего корпуса капсулы.
Кроме того, на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к опорному буртику, для закрепления тонкостенной рамки на несущем корпусе капсулы.
Кроме того, между внутренней поверхностью стенки тонкостенной рамки и наружной поверхностью несущего корпуса капсулы имеется зазор, при этом указанный зазор, по меньшей мере, частично, заполнен адгезивом, причем в качестве адгезива использованы самотвердеющие полимерные смолы.
Предпочтительно, тонкостенная рамка декоративного тонкостенного кожуха изготовлена из тонколистового метала.
Для решения указанной задачи предлагается также тонкостенный декоративный кожух из драгоценного металла для несущего корпуса капсулы, выполненный в виде тонкостенной рамки с верхним ободком, обрамляющим проем рамки, и боковой стенкой с посадочной поверхностью вдоль нижней кромки рамки для фиксации тонкостенного кожуха на несущем корпусе капсулы.
Предпочтительно, тонкостенная рамка тонкостенного декоративного кожуха изготовлена из тонколистового металла.
Кроме того, в боковой стенке тонкостенной рамки выполнена, по меньшей мере, одна арочная выемка для прохода переводного вала.
Кроме того, в соответствующих боковых стенках тонкостенной рамки выполнены арочные выемки для прохода элементов крепления часов к браслету или ремешку.
Для решения указанной задачи предлагается также способ изготовления из драгоценного металла часов с декоративным корпусом, включающий в себя изготовление несущего корпуса капсулы, изготовление тонкостенного декоративного кожуха из драгоценного металла в виде тонкостенной рамки с боковой стенкой, повторяющей форму боковой стенки несущего корпуса капсулы, и ободком вдоль верхней кромки тонкостенной рамки, повторяющим форму верхней поверхности несущего корпуса капсулы и обрамляющим отверстие в верхней стенке рамки, и закрепление тонкостенной рамки тонкостенного декоративного кожуха на несущем корпусе капсулы, при этом при изготовлении капсулы на боковой поверхности капсулы формируют первую посадочную поверхность в виде опорного буртика в зоне нижней кромки капсулы и вторую посадочную поверхность в виде посадочного буртика, прилегающего к опорному буртику, для закрепления тонкостенной рамки на несущем корпусе капсулы, а при изготовлении тонкостенной рамки на ней формируют ответные посадочные поверхности: первую посадочную поверхность, совпадающую с нижним торцом тонкостенной рамки, и вторую посадочную поверхность на внутренней поверхности боковой стенки тонкостенной рамки, прилегающей к ее нижнему торцу, при этом при закреплении тонкостенного декоративного кожуха тонкостенную рамку устанавливают на несущий корпус капсулы таким образом, что тонкостенную рамку напрессовывают на упомянутую вторую посадочную поверхность посадочного буртика до полного контакта нижнего торца тонкостенной рамки с упомянутой первой посадочной поверхностью опорного буртика капсулы.
При этом до установки вторую посадочную поверхность тонкостенной рамки, расположенную вдоль нижней кромки боковой стенки рамки, калибруют с использованием эталонной оправки, повторяющей внешнюю боковую поверхность несущего корпуса капсулы.
Кроме того, после установки тонкостенной рамки на несущий корпус капсулы обжимают нижнюю кромку тонкостенной рамки.
Кроме того, тонкостенную рамку устанавливают на несущий корпус таким образом, что между внутренней поверхностью тонкостенного кожуха и наружной поверхностью несущего корпуса капсулы имеется зазор, при этом указанный зазор, по меньшей мере, частично, заполняют адгезивом, причем в качестве адгезива используют самотвердеющие полимерные смолы.
Предпочтительно тонкостенную рамку тонкостенного декоративного кожуха изготавливают из тонколистового металла.
Использование изобретения позволяет изготовить часы с декоративным корпусом со вставкой из драгоценного металла - тонкостенным кожухом, при этом узлы крепления часов к браслету или ремешку можно изготовить из более прочных конструкционных материалов, что позволяет обеспечить требуемые прочностные характеристики часов, так как прочностные характеристики стандартных конструкционных материалов, используемых для изготовления часов, намного превышают прочностные характеристики большинства драгоценных металлов. При этом существенно сокращается расход драгоценного металла. Например, для изготовления женских часов потребуется примерно 2 грамма золота, а для изготовления мужских часов потребуется примерно 3-3,5 грамма золота.
При использовании для часов тонкостенной рамки из тонколистового металла всегда можно подобрать такую толщину стенки рамки, чтобы внешнюю поверхность рамки можно было подвергнуть любой финишной обработке: алмазное выглаживание, полировка, нанесение декоративного узора в том числе с драгоценными камнями и пр., что дает возможность обеспечить любые требования заказчика.
КРАТКОЕ ОПИСАНИЕ чертежей
Чертежи заявки представлены в виде, достаточном для понимания изобретения специалистами в данной области техники, и ни в какой мере не ограничивают объема изобретения. На чертежах одни и те же элементы имеют одинаковые номера позиций.
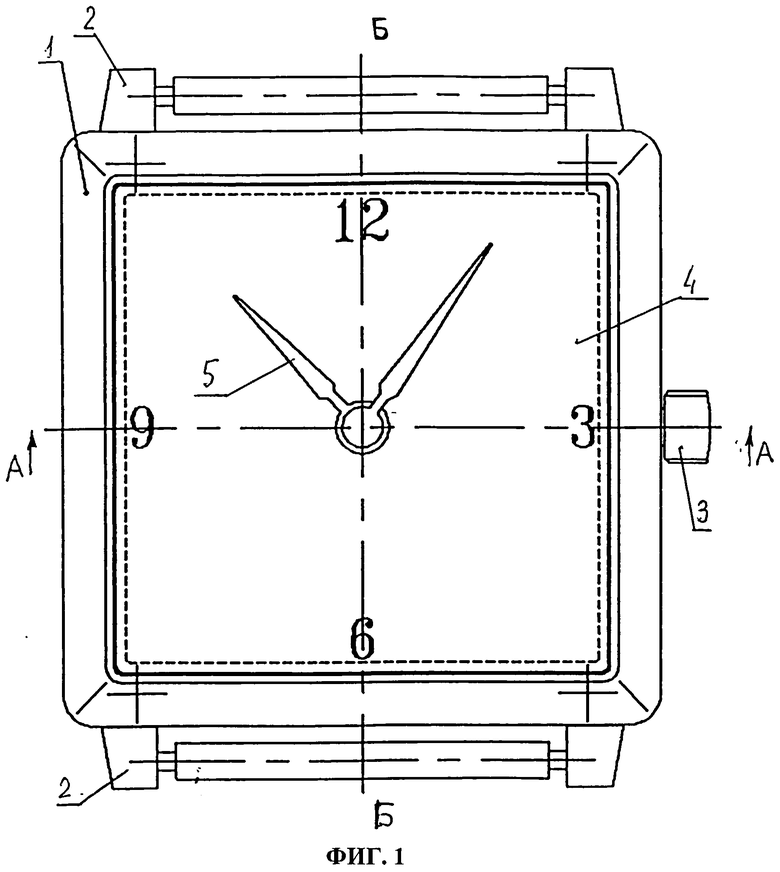
На фиг.1 представлен первый пример осуществления изобретения, вид часов с прямоугольным корпусом в плане.
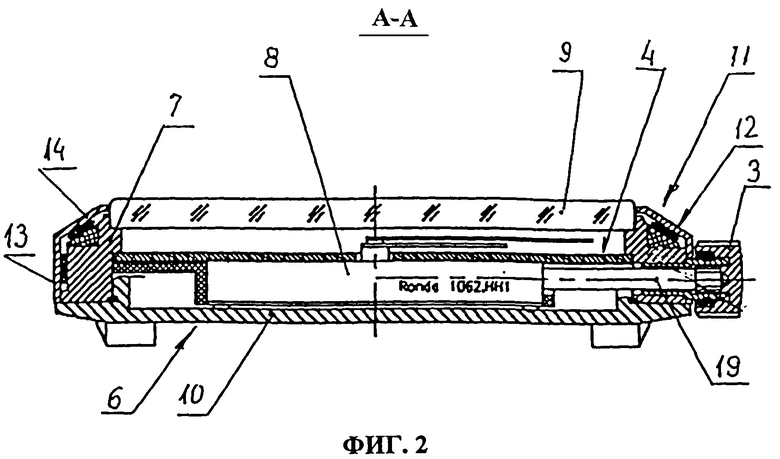
На фиг.2 и 3 представлено сечение Б-Б на фиг.1.
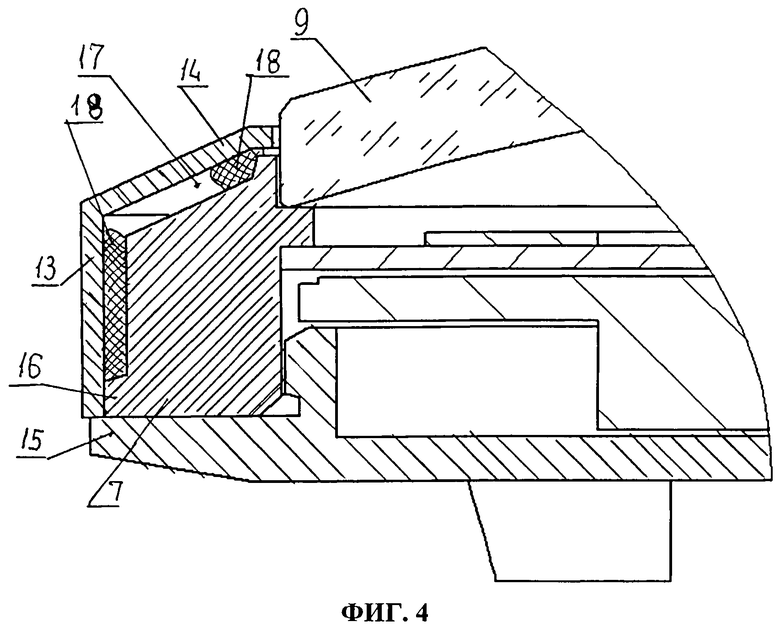
На фиг.4 представлено в увеличенном масштабе место соединения тонкостенного декоративного кожуха с капсулой в соответствии с первым вариантом осуществления изобретения.
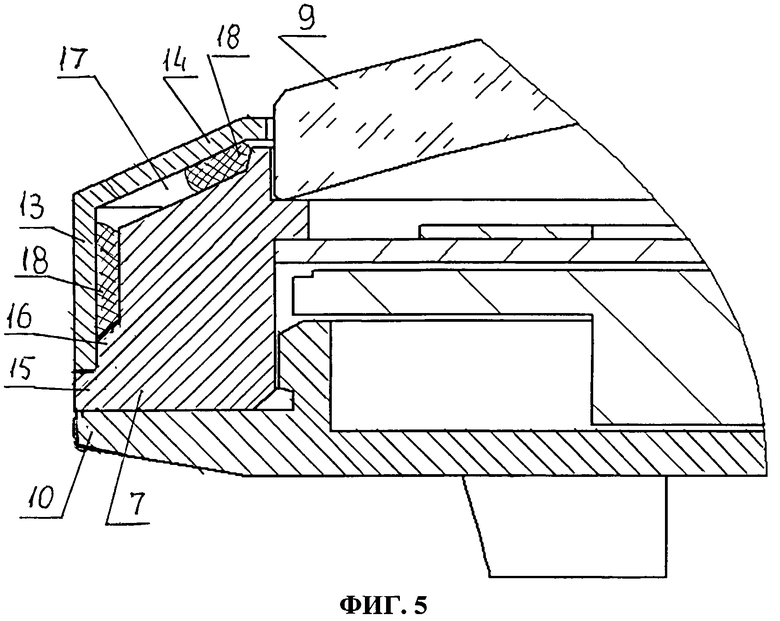
На фиг.5 представлено в увеличенном масштабе место соединения тонкостенного декоративного кожуха с капсулой в соответствии со вторым вариантом осуществления изобретения.
На фиг.6-8 представлен еще один пример осуществления изобретения применительно к часам с круглым корпусом.
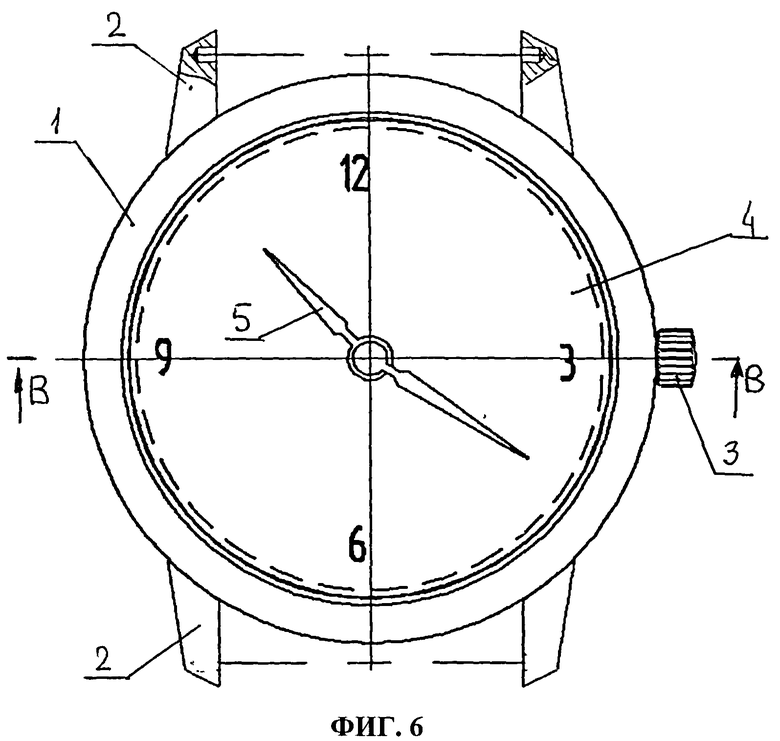
На фиг.6 представлен второй пример осуществления изобретения, вид часов с прямоугольным корпусом в плане
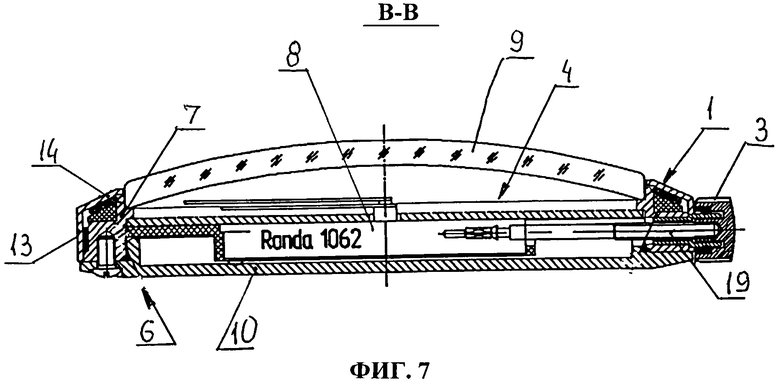
На фиг.7 представлено сечение B-B на фиг.6.
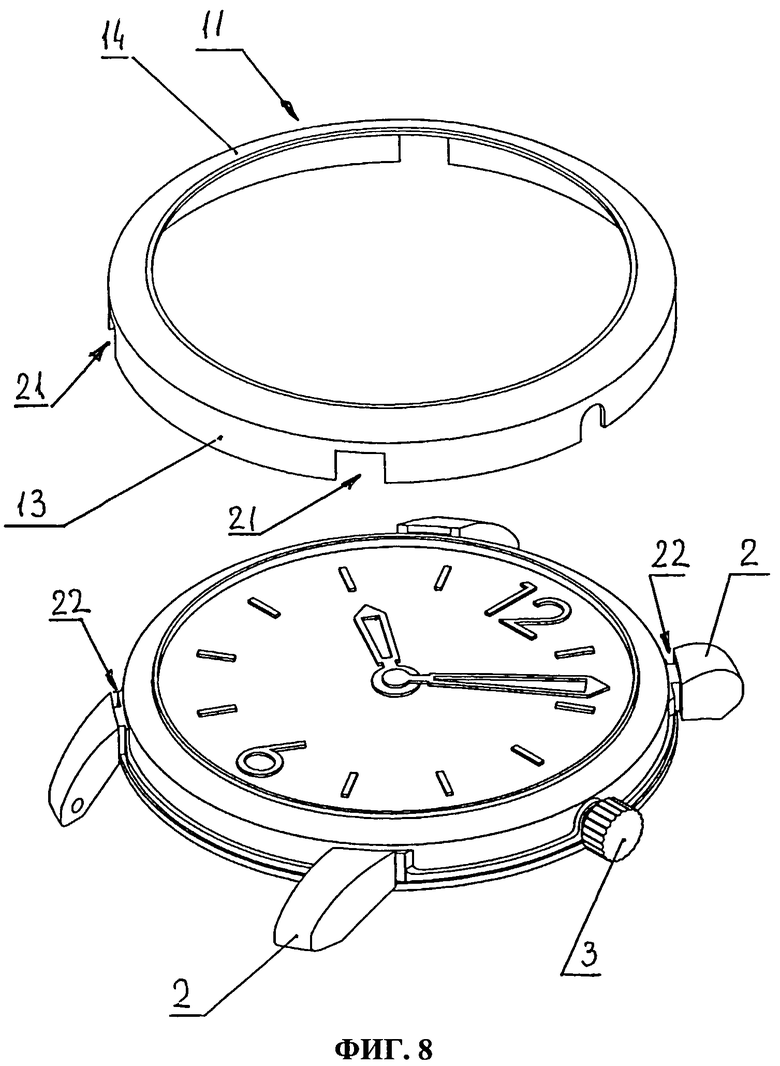
На фиг.8 часы с круглым корпусом показаны в изометрии до того, как декоративный кожух из драгоценного металла будет закреплен на несущем корпусе капсулы.
ПРИМЕРЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Следует понимать, что данное описание служит только для иллюстрации осуществления изобретения и ни в какой мере не ограничивает объема настоящего изобретения.
На фиг.1-4 представлен первый вариант осуществления настоящего изобретения.
Как показано на фиг.1, предлагаемые часы с декоративным корпусом имеют декоративный корпус 1, например, прямоугольной формы в плане, элементы 2 для крепления браслета, расположенные с противоположных сторон часов, заводную головку 3 и циферблат 4 со стрелками 5.
Декоративный корпус часов содержит капсулу 6, имеющую несущий корпус 7 с часовым механизмом 8, циферблат 4, закрытый прозрачным стеклом 9, и заднюю крышку 10. Задняя крышка 10 закрывает часовой механизм 8 и соединена с несущим корпусом любым известным способом. В рассматриваемом примере осуществления задняя стенка соединена с несущим корпусом с помощью винтов. Тонкостенный декоративный кожух 11 из драгоценного металла закреплен на несущем корпусе 7 капсулы 10 и закрывает несущий корпус 7 снаружи. Тонкостенный декоративный кожух 11 представляет собой тонкостенную рамку 12. Тонкостенная рамка 12 имеет боковую стенку 13 и верхний ободок 14, обрамляющий проем рамки, охватывающий стекло 9, закрывающее циферблат 4.
В первом варианте осуществления настоящего изобретения задняя крышка 10 выполнена с выступанием за пределы боковой стенки несущего корпуса 7 с образованием опорного буртика 15, на который опирается торец боковой стенки 13 тонкостенной рамки 12. На боковой поверхности несущего корпуса 7 выполнен посадочный буртик 16, прилегающий к опорному буртику 15 (выступающей части задней крышки 10), для закрепления тонкостенной рамки на несущем корпусе 7 капсулы. Между тонкостенной рамкой 12 и наружной поверхностью несущего корпуса 7 капсулы имеется зазор 17. Зазор 17, по меньшей мере, частично заполнен адгезивом 18.
Во втором варианте осуществления настоящего изобретения опорный буртик 15, на который опирается торец боковой стенки 13 тонкостенной рамки 12, выполнен за одно целое с несущим корпусом 7 капсулы. На боковой поверхности несущего корпуса 7 выполнен посадочный буртик 16, прилегающий к опорному буртику 15, для закрепления тонкостенной рамки 12 на несущем корпусе 7 капсулы. Между тонкостенной рамкой 12 и наружной поверхностью несущего корпуса 7 капсулы имеется зазор 17. Зазор 17, по меньшей мере, частично заполнен адгезивом 18.
В качестве адгезива использованы самотвердеющие полимерные смолы, в частности анаэробный клей Локтайт 326 (Loctite 326), или полиимидные клеи. Сам тонкостенный кожух целесообразно изготавливать из тонколистового металла. Для изготовления тонкостенного кожуха можно использовать самые разнообразные драгоценные металлы и их сплавы, желтое золото, белое золото, розовое золото и прочие сплавы золота., серебро и сплавы на его основе, палладий и сплавы на его основе, платину и ее сплавы и другие подобные материалы. Толщина используемого тонколистового металла зависит от технологических свойств сплава, требований к финишной отделке, размеров несущего корпуса капсулы и т.п.
Другой пример осуществления настоящего изобретения применительно к часам с круглым корпусом показан на фиг.6-8. Здесь на фиг.8 для большей наглядности часы показаны в изометрии до того, как декоративный кожух из драгоценного металла будет закреплен на несущем корпусе капсулы.
В данном примере осуществления присутствуют все те же элементы, что и на фиг.1-5, и поэтому их описание не приводится. Часы по второму примеру имеют круглый декоративный корпус 1, выпуклое круглое стекло 9 и выпуклую верхнюю поверхность капсулы и корпуса 7.
Часы имеют элементы 2 для крепления браслета, расположенные с противоположных сторон часов, заводную головку 3 и циферблат 4 со стрелками 5.
Декоративный корпус часов содержит капсулу 6, имеющую несущий корпус 7 с часовым механизмом 8, циферблат 4 и заднюю крышку 10. Задняя крышка 10 закрывает часовой механизм 8 и соединена с несущим корпусом любым известным способом. Тонкостенный декоративный кожух 11 из драгоценного металла закреплен на несущем корпусе 7 капсулы 10 и закрывает несущий корпус 7 снаружи. Тонкостенный декоративный кожух 11 представляет собой тонкостенную рамку 12. Тонкостенная рамка 12 имеет боковую стенку 13 и фигурный верхний ободок 14, обрамляющий проем рамки, охватывающий стекло 9.
Как и в первом варианте осуществления настоящего изобретения, задняя крышка 10 выполнена с выступанием за пределы боковой стенки несущего корпуса 7 с образованием опорного буртика 15, на который опирается торец боковой стенки 13 тонкостенной рамки 12. На боковой поверхности несущего корпуса 7 выполнен посадочный буртик 16, прилегающий к опорному буртику 15 (выступающей части задней крышки 10), для закрепления тонкостенной рамки на несущем корпусе 7 капсулы. Между тонкостенной рамкой 12 и наружной поверхностью несущего корпуса 7 капсулы имеется зазор 17. Зазор 17, по меньшей мере, частично заполнен адгезивом 18.
Во втором варианте осуществления настоящего изобретения опорный буртик 15, на который опирается торец боковой стенки 13 тонкостенной рамки 12, выполнен за одно целое с несущим корпусом 7 капсулы. На боковой поверхности несущего корпуса 7 выполнен посадочный буртик 16, прилегающий к опорному буртику 15, для закрепления тонкостенной рамки 12 на несущем корпусе 7 капсулы. Между тонкостенной рамкой 12 и наружной поверхностью несущего корпуса 7 капсулы имеется зазор 17. Зазор 17, по меньшей мере, частично заполнен адгезивом 18.
В качестве адгезива использованы самотвердеющие полимерные смолы, в частности анаэробный клей Локтайт 326 (Loctite 326), или полиимидные клеи. Сам тонкостенный кожух целесообразно изготавливать из тонколистового металла как и в первом варианте.
В рассматриваемых примерах осуществления настоящего изобретения часовой механизм имеет один переводной вал 19, с которым соединена заводная головка 3. В соответствующей боковой стенке тонкостенной рамки выполнена арочная выемка 20 для прохода переводного вала 19.
Как указывалось выше, несущий корпус капсулы оснащен элементами 2 для крепления браслета (или ремешка), а в соответствующей боковой стенке тонкостенного кожуха выполнены выемки для прохода упомянутых элементов 2 крепления. В рассматриваемых примерах осуществления изобретения (крепление часов на браслете) в соответствующей боковой стенке 13 тонкостенной рамки 12 выполнено по две выемки 21, каждая из которых охватывает один упомянутый элемент 2 крепления. 14. На элементах 2 крепления выполнены пазы 22. Пазы 22 выполнены на боковых и верхней поверхностях элементов 2 крепления. Ширина пазов 22 соответствует толщине стенки 13 тонкостенной рамки. Кромка соответствующей выемки 21 введена в указанные пазы 22. Предпочтительно кромка выемки 22 входит в пазы 22 с небольшим натягом. Это повышает надежность закрепления тонкостенной рамки декоративного кожуха на несущем корпусе капсулы.
При креплении часов на ремешке для крепления ремешков также используются по два элемента 2 крепления, но в этом случае может оказаться целесообразным в соответствующей боковой стенке 13 тонкостенной рамки выполнять по одной выемке, охватывающей оба упомянутых элемента крепления. Как и в примере, рассмотренном выше, на элементах 2 крепления выполнены пазы и кромка соответствующей выемки введена в соответствующие пазы с небольшим натягом.
Способ изготовления из драгоценного металла часов с декоративным корпусом включает в себя изготовление несущего корпуса 7 капсулы 6, изготовление тонкостенного декоративного кожуха 11 из драгоценного металла в виде тонкостенной рамки 12 с боковой стенкой 13, повторяющей форму боковой стенки несущего корпуса капсулы, и ободком 14 вдоль верхней кромки тонкостенной рамки, повторяющим форму верхней поверхности несущего корпуса 7 капсулы и обрамляющим отверстие в верхней стенке рамки, и закрепление тонкостенного декоративного кожуха 11 на несущем корпусе 7 капсулы, при этом при изготовлении капсулы на боковой поверхности капсулы формируют первую посадочную поверхность в виде опорного буртика 15 в зоне нижней кромки капсулы и вторую посадочную поверхность в виде посадочного буртика 16, прилегающего к опорному буртику 15, для закрепления тонкостенной рамки 12 на несущем корпусе 7 капсулы, а при изготовлении тонкостенной рамки 11 на ней формируют ответные посадочные поверхности: первую посадочную поверхность, совпадающую с нижним торцом тонкостенной рамки, и вторую посадочную поверхность на внутренней поверхности боковой стенки тонкостенной рамки, прилегающей к ее нижнему торцу, при этом при закреплении тонкостенного декоративного кожуха тонкостенную рамку 11 устанавливают на несущий корпус 7 капсулы таким образом, что тонкостенную рамку устанавливают с небольшим натягом на упомянутую вторую посадочную поверхность посадочного буртика 16 до полного контакта нижнего торца тонкостенной рамки с упомянутой первой посадочной поверхностью опорного буртика 15 капсулы. После установки тонкостенной рамки 11 на посадочный буртик 16 тонкостенная рамка 11 надежно удерживается на несущем корпусе 7 за счет натяга между боковой стенкой 13 тонкостенной рамки 11 и поверхностью посадочного буртика 16. Наличие опорного буртика 15 обеспечивает правильное положение тонкостенной рамки 11 относительно несущего корпуса 7 при установке ее на несущий корпус. Величина натяга определяется прочностными характеристиками материала тонкостенной рамки и заданным усилием удержания тонкостенной рамки на несущем корпусе.
До установки тонкостенной рамки 11 на несущий корпус 7 капсулы вторую посадочную поверхность тонкостенной рамки, расположенную вдоль нижней кромки боковой стенки 13 рамки, калибруют с использованием эталонной оправки, повторяющей внешнюю боковую поверхность несущего корпуса капсулы. В качестве эталонной оправки используют либо макет несущего корпуса капсулы, либо один из несущих корпусов капсулы. Это повышает надежность крепления тонкостенного декоративного кожуха на несущем корпусе капсулы.
При необходимости повышения надежности крепления тонкостенного декоративного кожуха на несущем корпусе капсулы после установки тонкостенной рамки на несущий корпус капсулы обжимают нижнюю кромку тонкостенной рамки.
Дополнительно, надежность крепления тонкостенного декоративного кожуха увеличивают тем, что тонкостенную рамку устанавливают на несущий корпус таким образом, что между внутренней поверхностью тонкостенной рамки и наружной поверхностью несущего корпуса капсулы имеется зазор, при этом указанный зазор, по меньшей мере, частично, заполняют адгезивом, например, самотвердеющей полимерной смолой. Надежное крепление обеспечивается при использовании в качестве адгезива самотвердеющих полимерных смол, в частности анаэробного клея Локтайт 326 (Loctite 326), или полиимидных клеев.
Сам тонкостенный кожух целесообразно изготавливать из тонколистового металла. Как указывалось выше, для изготовления тонкостенного кожуха можно использовать самые разнообразные драгоценные металлы и их сплавы, желтое золото, белое золото, розовое золото и прочие сплавы золота., серебро и сплавы на его основе, палладий и сплавы на его основе, платину и ее сплавы и другие подобные материалы. Толщина используемого тонколистового металла зависит от технологических свойств сплава, требований к финишной отделке, размеров несущего корпуса капсулы и т.п. Предпочтительно использовать тонколистовой металл с толщиной листа 0,1-1 мм. Однако этот диапазон толщины листа не является исчерпывающим и при необходимости можно использовать тонколистовой металл из драгоценных металлов и их сплавов с большей толщиной листа.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Предлагаемые часы можно изготовить на любом специализированном часовом заводе.
Для изготовления тонкостенной рамки можно использовать различные драгоценные металлы и их сплавы, сплавы на основе золота, желтое золото, белое золото, розовое золото и пр., сплавы на основе серебра, сплавы на основе палладия, платину и др.
Вышеприведенный вариант осуществления изобретения является просто примером и не ограничивает объема формулы изобретения. Представленный принцип может быть легко применен к другим вариантам часов с декоративным корпусом в пределах объема формулы изобретения. Описание настоящего изобретения является иллюстративным и не ограничивает сферы действия формулы изобретения.
Изобретение относится к часовой промышленности и может использоваться для изготовления часов из драгоценных металлов. Предлагается группа изобретений, включающая часы с декоративным корпусом из драгоценного металла, декоративный корпус и тонкостенный декоративный кожух из драгоценного металла для этих часов и способ изготовления часов из драгоценного металла. Особенностью изобретения является, что часы имеют тонкостенный декоративный кожух из драгоценного металла, закрывающий несущий корпус капсулы часов снаружи, причем тонкостенный декоративный кожух выполнен в виде тонкостенной рамки, имеющей боковую стенку и верхний ободок, обрамляющий проем рамки, охватывающий стекло, закрывающее циферблат, при этом капсула оснащена опорным буртиком, расположенным в зоне нижней кромки капсулы, на который опирается боковая стенка тонкостенной рамки. Способ изготовления часов включает изготовление тонкостенного декоративного кожуха из драгоценного металла в виде тонкостенной рамки с боковой стенкой, повторяющей форму боковой стенки несущего корпуса капсулы, и ободком вдоль верхней кромки тонкостенной рамки, повторяющим форму верхней поверхности несущего корпуса капсулы и обрамляющим отверстие в верхней стенке рамки, и закрепление тонкостенной рамки тонкостенного декоративного кожуха на несущем корпусе капсулы. Использование изобретения позволяет обеспечить высокие прочностные характеристики часов с корпусом из драгоценного металла и уменьшить расход драгоценного металла. 4 н. и 28 з.п. ф-лы, 8 ил.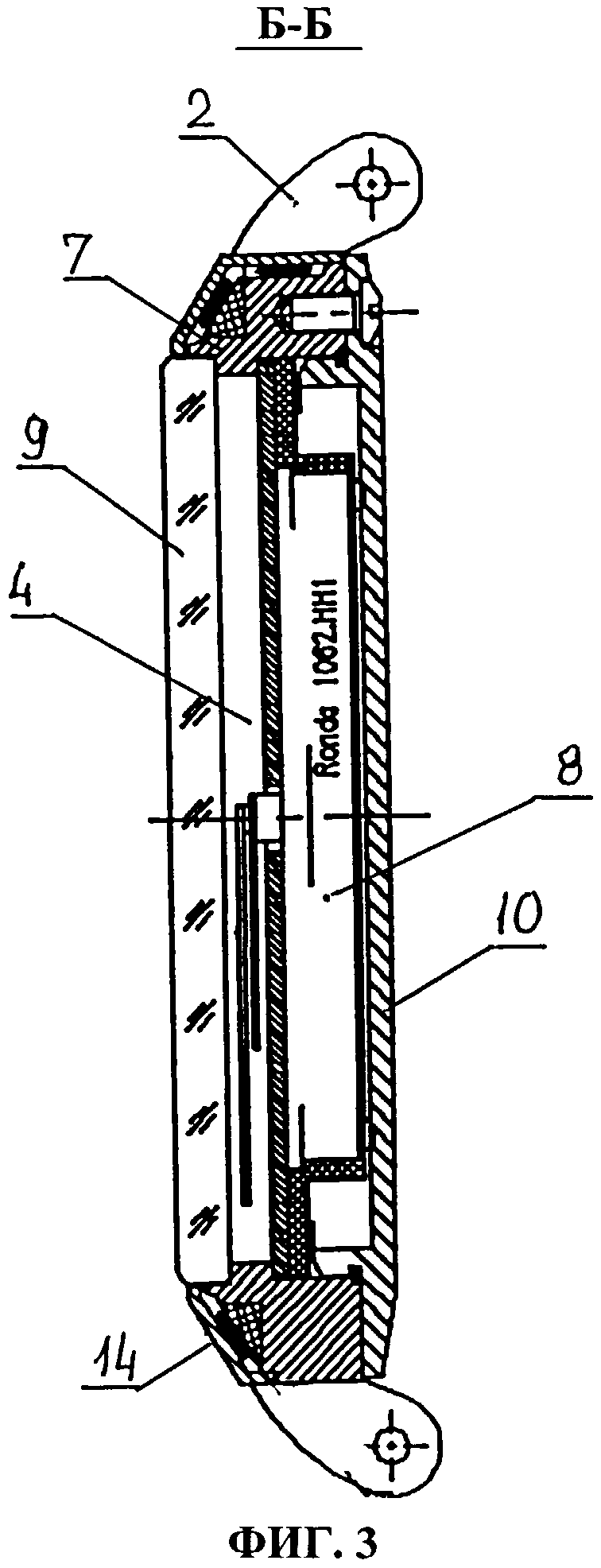
1. Часы с декоративным корпусом из драгоценного металла, содержащие капсулу, имеющую несущий корпус с часовым механизмом, циферблат, закрытый стеклом, и заднюю крышку, и закрепленный на несущем корпусе капсулы тонкостенный декоративный кожух из драгоценного металла, закрывающий несущий корпус снаружи, причем тонкостенный декоративный кожух выполнен в виде тонкостенной рамки, имеющей боковую стенку и верхний ободок, обрамляющий проем рамки, охватывающий стекло, закрывающее циферблат, при этом капсула оснащена опорным буртиком, расположенным в зоне нижней кромки капсулы, на который опирается боковая стенка тонкостенной рамки.
2. Часы по п.1, в которых задняя крышка выполнена с выступанием за пределы боковой стенки несущего корпуса капсулы, при этом выступающая часть задней крышки образует опорный буртик для тонкостенной рамки.
3. Часы по п.2, в которых на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к выступающей части задней крышки, для закрепления тонкостенной рамки на несущем корпусе капсулы.
4. Часы по п.1, в которых опорный буртик для тонкостенной рамки выполнен за одно целое с несущим корпусом капсулы и расположен вдоль нижней кромки несущего корпуса капсулы.
5. Часы по п.4, в которых на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к опорному буртику, для закрепления тонкостенной рамки на несущем корпусе капсулы.
6. Часы по любому из пп.1-5, в которых между внутренней поверхностью стенки тонкостенной рамки и наружной поверхностью несущего корпуса капсулы имеется зазор, при этом указанный зазор, по меньшей мере, частично заполнен адгезивом.
7. Часы по п.6, в которых в качестве адгезива использованы самотвердеющие полимерные смолы.
8. Часы по п.1, в которых тонкостенная рамка тонкостенного декоративного кожуха изготовлена из тонколистового металла.
9. Часы по п.1, в которых часовой механизм имеет, по меньшей мере, один переводной вал, при этом в соответствующей боковой стенке тонкостенной рамки выполнена, по меньшей мере, одна арочная выемка для прохода переводного вала.
10. Часы по п.1, в которых несущий корпус капсулы оснащен элементами для крепления браслета или ремешка, а в соответствующей боковой стенке тонкостенной рамки выполнены выемки для прохода упомянутых элементов крепления.
11. Часы по п.10, в которых капсула имеет по два элемента крепления, на противоположных боковых поверхностях несущего корпуса, при этом в соответствующей боковой стенке тонкостенной рамки выполнено по две выемки, каждая из которых охватывает один упомянутый элемент крепления.
12. Часы по п.11, в которых на элементах крепления выполнены пазы, при этом кромка соответствующей выемки введена в указанные пазы.
13. Часы по п.10, в которых капсула имеет по два элемента крепления, на противоположных боковых поверхностях несущего корпуса, при этом в соответствующей боковой стенке тонкостенной рамки выполнено по одной выемке, охватывающей оба упомянутых элемента крепления.
14. Часы по п.13, в которых на элементах крепления выполнены пазы, при этом кромка соответствующей выемки введена в указанные пазы.
15. Декоративный корпус для часов из драгоценного металла, содержащий несущий корпус капсулы для размещения часового механизма, циферблат, закрытый стеклом, и заднюю крышку, и закрепленный на несущем корпусе капсулы тонкостенный декоративный кожух из драгоценного металла, закрывающий несущий корпус снаружи, причем тонкостенный кожух выполнен в виде тонкостенной рамки, имеющей боковую стенку и верхний ободок, обрамляющий проем рамки, охватывающий стекло, закрывающее циферблат, при этом капсула оснащена опорным буртиком, расположенным в зоне нижней кромки капсулы, на который опирается боковая стенка тонкостенной рамки.
16. Декоративный корпус по п.15, в котором задняя крышка выполнена с выступанием за пределы боковой стенки несущего корпуса капсулы, при этом выступающая часть задней крышки образует опорный буртик для тонкостенной рамки.
17. Декоративный корпус по п.16, в котором на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к выступающей части задней крышки, для закрепления тонкостенной рамки на несущем корпусе капсулы.
18. Декоративный корпус по п.15, в котором опорный буртик для тонкостенной рамки выполнен за одно целое с несущим корпусом капсулы и расположен вдоль нижней кромки несущего корпуса капсулы.
19. Декоративный корпус по п.18, в котором на боковой поверхности несущего корпуса выполнен посадочный буртик, прилегающий к опорному буртику, для закрепления тонкостенной рамки на несущем корпусе капсулы.
20. Декоративный корпус по п.15, в котором между внутренней поверхностью стенки тонкостенной рамки и наружной поверхностью несущего корпуса капсулы имеется зазор, при этом указанный зазор, по меньшей мере, частично заполнен адгезивом.
21. Декоративный корпус по п.20, отличающийся тем, что в качестве адгезива использованы самотвердеющие полимерные смолы.
22. Декоративный корпус по п.15, отличающийся тем, что тонкостенная рамка декоративного тонкостенного кожуха изготовлена из тонколистового металла.
23. Тонкостенный декоративный кожух из драгоценного металла для несущего корпуса капсулы, выполненный в виде тонкостенной рамки с верхним ободком, обрамляющим проем рамки, и боковой стенкой с посадочной поверхностью вдоль нижней кромки рамки для фиксации тонкостенного кожуха на несущем корпусе капсулы.
24. Тонкостенный декоративный кожух по п.23, отличающийся тем, что тонкостенная рамка тонкостенного декоративного кожуха изготовлена из тонколистового металла.
25. Тонкостенный декоративный кожух по п.23, отличающийся тем, что в боковой стенке тонкостенной рамки выполнена, по меньшей мере, одна арочная выемка для прохода переводного вала.
26. Тонкостенный декоративный кожух по п.23, отличающийся тем, что в соответствующих боковых стенках тонкостенной рамки выполнены выемки для прохода элементов крепления часов к браслету или ремешку.
27. Способ изготовления из драгоценного металла часов с декоративным корпусом, включающий в себя изготовление несущего корпуса капсулы, изготовление тонкостенного декоративного кожуха из драгоценного металла в виде тонкостенной рамки с боковой стенкой, повторяющей форму боковой стенки несущего корпуса капсулы, и ободком вдоль верхней кромки тонкостенной рамки, повторяющим форму верхней поверхности несущего корпуса капсулы и обрамляющим отверстие в верхней стенке рамки, и закрепление тонкостенной рамки тонкостенного декоративного кожуха на несущем корпусе капсулы, при этом при изготовлении капсулы на боковой поверхности капсулы формируют первую посадочную поверхность в виде опорного буртика в зоне нижней кромки капсулы и вторую посадочную поверхность в виде посадочного буртика, прилегающего к опорному буртику, для закрепления тонкостенной рамки на несущем корпусе капсулы, а при изготовлении тонкостенной рамки на ней формируют ответные посадочные поверхности: первую посадочную поверхность, совпадающую с нижним торцом тонкостенной рамки, и вторую посадочную поверхность на внутренней поверхности боковой стенки тонкостенной рамки, прилегающей к ее нижнему торцу, при этом при закреплении тонкостенного декоративного кожуха тонкостенную рамку устанавливают на несущий корпус капсулы таким образом, что тонкостенную рамку устанавливают с натягом на упомянутую вторую посадочную поверхность посадочного буртика до полного контакта нижнего торца тонкостенной рамки с упомянутой первой посадочной поверхностью опорного буртика капсулы
28. Способ по п.27, отличающийся тем, что до установки вторую посадочную поверхность тонкостенной рамки, расположенную вдоль нижней кромки боковой стенки рамки, калибруют с использованием эталонной оправки, повторяющей внешнюю боковую поверхность несущего корпуса капсулы.
29. Способ по п.27 или 28, отличающийся тем, что после установки тонкостенной рамки на несущий корпус капсулы обжимают нижнюю кромку тонкостенной рамки.
30. Способ по п.27, отличающийся тем, что тонкостенную рамку устанавливают на несущий корпус таким образом, что между внутренней поверхностью тонкостенного кожуха и наружной поверхностью несущего корпуса капсулы имеется зазор, при этом указанный зазор, по меньшей мере, частично заполняют адгезивом.
31. Способ по п.30, отличающийся тем, что в качестве адгезива используют самотвердеющие полимерные смолы.
32. Способ по п.27, отличающийся тем, что тонкостенную рамку тонкостенного декоративного кожуха изготавливают из тонколистового металла.
| Способ прививки сосны и других хвойных деревьев | 1960 |
|
SU132904A1 |
| НАРУЧНЫЕ ВЛАГОЗАЩИЩЕННЫЕ ЧАСЫ | 0 |
|
SU342170A1 |
| CN201417371 Y, 03.03.2010 | |||
| WO2013007684 A2, 17.01.2013 | |||
| Механическая передача тепловоза | 1980 |
|
SU921889A1 |

