Изобретение относится к часовой промышленности, в частности к способу изготовления корпуса часов, имеющего декоративный корпус, частично изготовленный из драгоценных металлов, преимущественно золота.
Производство часовых корпусов из драгоценных металлов связано напрямую с высокой стоимостью непосредственно самого материала корпуса, а попытка уменьшения массы ведет к снижению жесткости корпусного кольца, и в конечном итоге, досрочной потерей потребительских свойств изделия. Исходя из этого, непосредственной задачей становится изготовление часового корпуса из драгоценных металлов с их минимальным весовым присутствием, при сохранении необходимой жесткости и использовании минимального набора оборудования технологического цикла.
Наиболее близким источником информации является патент РФ №2532957 от 20.09.2014, в котором описан способ изготовления часов, имеющих декоративную тонкостенную вставку-кожух. Данный способ включает в себя изготовление несущего корпуса, изготовление тонкостенного декоративного кожуха из драгоценного металла в виде тонкостенной рамки с боковой стенкой, повторяющей форму боковой стенки несущего корпуса и ободком вдоль верхней кромки тонкостенной рамки, повторяющим форму верхней поверхности несущего корпуса. При этом закрепление тонкостенного декоративного кожуха на несущем корпусе осуществляют в натяг за счет двух посадочных буртиков, выполненных на несущем корпусе.
Недостатком данного технического решения является сложность изготовления и сборки корпуса, т.к. тонкостенный декоративный кожух приходится изготавливать с очень высокой точностью и потом его закреплять. Другой недостаток данного решения - большой расход драгоценного металла, т.к. технологически невозможно изготовить очень тонкий кожух.
Предлагаемый способ направлен на устранение указанных выше недостатков и позволяет достичь следующих преимуществ:
1. Возможность производства изделий с минимальным весом драгоценного металла;
2. Отсутствие компромисса жесткость-масса при проектировании и производстве изделий;
3. Практическое отсутствие ограничений по геометрии конечного изделия;
4. Высокая повторяемость изделия, за счет того, что повторная отливка со вставкой кристаллизуется на поверхности уже твердого тела с заданной обработкой станком с ЧПУ геометрией;
5. Возможность оперативного изменения толщины драгоценного металла, за счет вариаций обработки вставки.
Технический результат - уменьшение веса драгоценного металла в изделии при одновременной жесткости изделия.
Технический результат достигается тем, что способ изготовления корпуса часов включает в себя:
- отливку внутренней части корпуса (по существу являющейся лигатурной вставкой, т.е. вставки из сплава не драгоценных металлов);
- механическую обработку внутренней части корпуса с получением двух канавок, для последующей фиксации в них декоративной вставки;
- изготовление кокиля для отливки декоративной вставки, формирующего геометрию требуемого корпуса часов, причем частью формы кокиля является внутренняя часть корпуса, полученная раньше;
- воскование;
- заливку формомассой внутренней части корпуса совместно с восковой декоративной вставкой, полученной на этапе воскования,
- нагрев для испарения восковой декоративной вставки и отливку в полученную полость декоративной вставки из драгоценного металла и ее фрезеровку;
- окончательную фрезеровку и полировку корпуса часов.
При этом отливка внутренней части корпуса осуществляется следующим образом:
- изготавливают детали кокиля путем фрезерования заготовок на станке с ЧПУ,
- собирают кокиль,
- воскуют,
- по полученным восковкам изготавливают формы и отливают в них внутреннюю часть корпуса.
В предлагаемом способе изготовления корпуса часов выбор материала для изготовления внутренней части корпуса производят с учетом его способности сопротивляться окислению как при эксплуатационной температуре, так и при температуре близкой к температуре прокалки опоки.
В предлагаемом способе изготовления корпуса часов все операции фрезерования предпочтительно выполнять на станке с ЧПУ.
Изготовление кокиля для отливки декоративной вставки также осуществляют фрезерованием на станке с ЧПУ.
Декоративную вставку предпочтительно выполнять как можно более тонкостенной, т.к. изготавливают ее из драгоценных металлов: золота, платины, серебра.
Предлагаемый способ поясняется следующими фигурами.
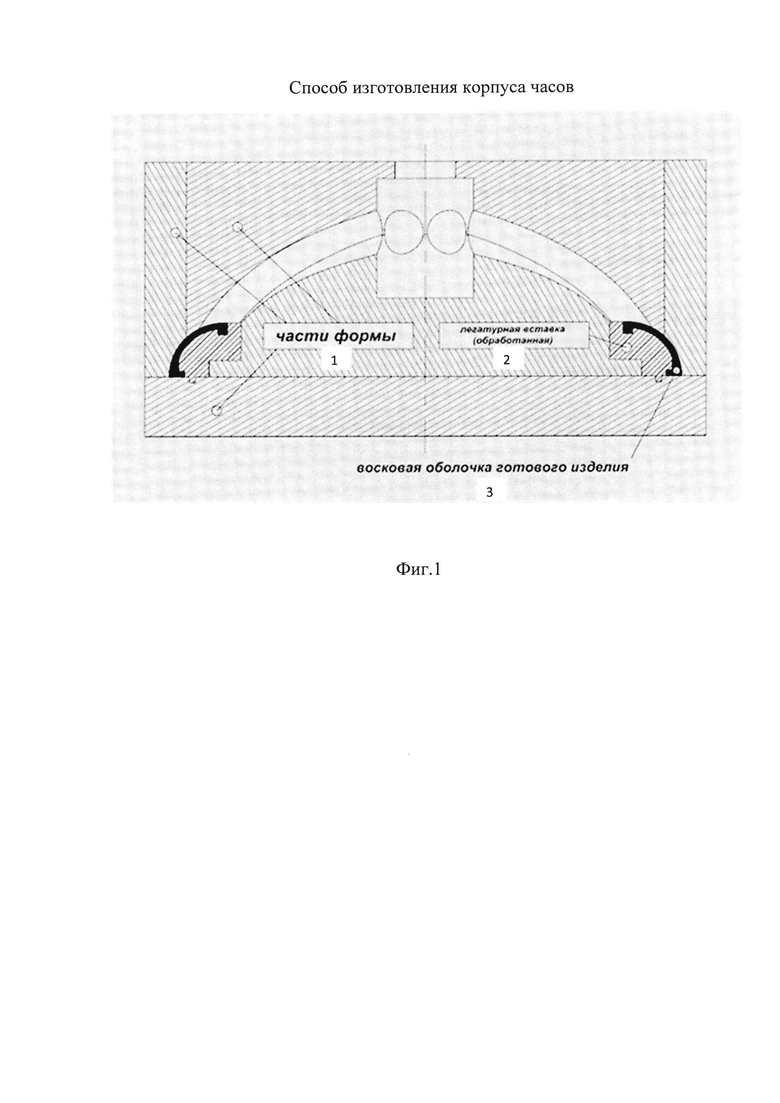
Фиг. 1 - воскование для отливки декоративной вставки.
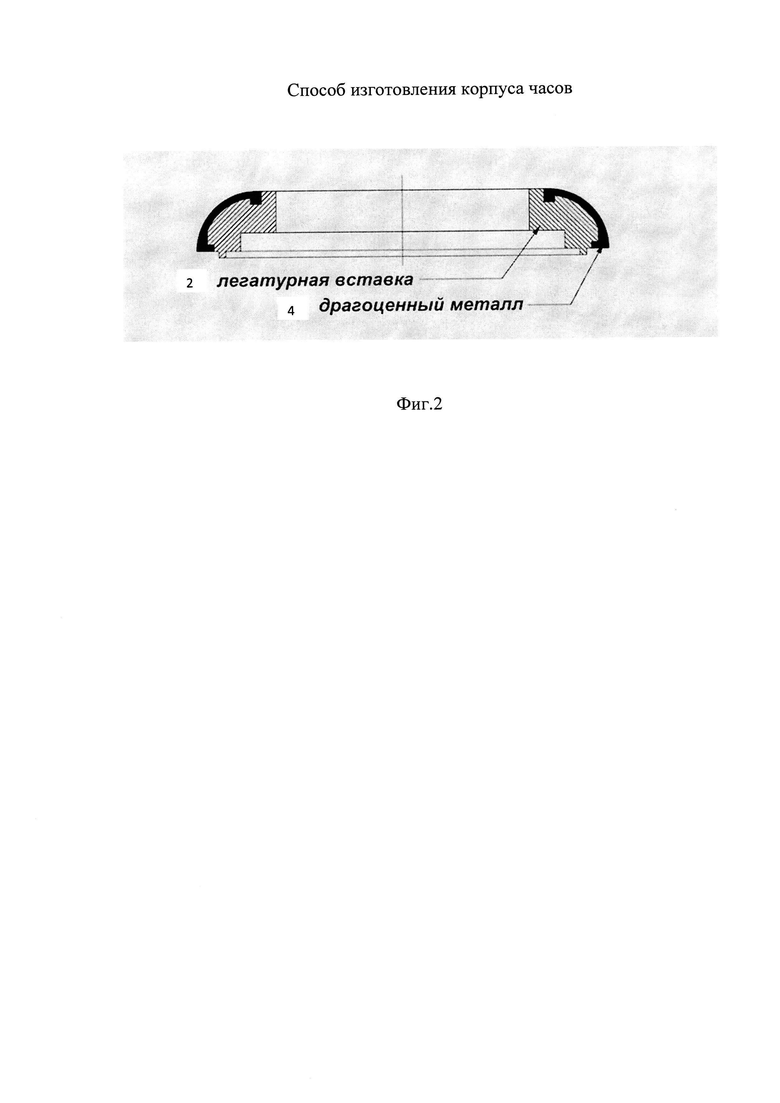
Фиг. 2 показано готовое изделие корпуса часов.
Описание технологических этапов.
Предлагается изготовление часового корпуса с повторной отливкой декоративной вставки 4 (см. фиг. 2) к уже готовой внутренней части корпуса из менее ценного металла 2, обеспечивающего жесткость изделия и выполняющего роль «герметичного контура», в случае необходимости реализации водозащиты.
Этапы
1. Изготовление внутренней части корпуса - лигатурной вставки, т.е. вставки из сплава не драгоценных металлов.
1.1. Изготовление алюминиевого кокиля для внутренней части корпуса. Кокиль состоит из деталей, полученных методом фрезерования на станке ЧПУ, повторяющих внешнюю геометрию внутренней части корпуса. С данного кокиля получают восковки для последующей их отливки и механической обработке на станке ЧПУ.
1.2. Выбор материала для изготовления вставки производят с учетом его способности сопротивляться окислению как при эксплуатационной температуре, так и при температуре близкой к температуре прокалки опоки.
1.3. Обработка отлитой внутренней части корпуса на станке с ЧПУ, посредством фрезерования, при этом основным условием изготовления внутренней части корпуса является получение двух канавок, для последующей фиксации в них декоративной вставки. Крайне желательным условием, является полная обработка поверхности вставки, позволяющая уменьшить толщину драгоценного металла, за счет отсутствия «литейных» искажений на этапе первичной отливки внутренней части корпуса.
2. Повторное воскование для отливки декоративной вставки
2.1. Изготавливается алюминиевый кокиль, формирующий геометрию требуемого изделия, причем частью формы 1 (см. фиг. 1) является внутренняя часть корпуса 2, полученная на предыдущем этапе. Внутренняя часть корпуса 2 вставляется в кокиль, в заранее отведенное для нее место. Алюминиевый кокиль должен быть спроектирован с учетом температурного расширения внутренней части корпуса, которое существенно влияет на толщину драгоценного металла, проливаемого в опоке с расширившейся внутренней части корпуса и соответственно на припуск для механической обработки. Кокиль состоит из деталей, полученных методом фрезерования на станке ЧПУ, повторяющих внешнюю геометрию требуемого изделия.
2.2. Сборка кокиля и дальнейшая процедура воскования. В результате процесса воскования происходит заливка воска под давлением в кокиль и формирование внешней оболочки готового изделия, восковая оболочка 3 надежно фиксируется на вставке за счет предварительно полученных двух канавок на поверхности вставки. Затем из кокиля вынимается внутренняя часть корпуса 2 совместно с полученной восковой оболочкой 3.
3. Отливка и фрезеровка «гибридной» заготовки
3.1. Литье заготовки практически не отличается по режимам от обычного литья драгоценных металлов. Так полученная внутренняя часть корпуса 2 совместно с полученной восковой оболочкой 3 заливается формомассой (гипсом), ставится в печь, где в процессе воздействия температуры воск испаряется и образуется полость. После чего в полученную полость заливают драгоценный металл (предпочтительно золото), который обтягивает внутреннюю часть корпуса (лигатурную вставку) 2, создавая оболочку из драгоценного металла 4 (фиг. 2). Нюансом при литье, в данном случае, является «температурный облой», появляющейся вследствии образования зазора из-за разницы коэффициентов линейного расширения состава формомассы опоки и внутренняя часть корпуса. Такого облоя легко избежать, предусмотрев отсечку со стороны предполагаемой базы первой стороны ЧПУ-обработки заготовки.
3.2. Дальнейшая фрезеровка, при толщине драгоценного металла больше минимальной (для разных пар металлов эта величина может быть разной), проходит стандартно, как в случае обработки одного металла. Происходит формирование посадочных размеров, для дальнейшей сборки корпуса.
4. Монтировка и полировка
4.1. Процесс монтировки и дальнейшей полировки «гибридного» корпуса не имеет отличий от обработки обычного корпуса
Преимущества предлагаемого способа:
Возможность производства изделий с минимальным весом драгоценного металла.
Отсутствие компромисса жесткость-масса при проектировании и производстве изделий.
Практическое отсутствие ограничений по геометрии конечного изделия.
Высокая повторяемость изделия, за счет того что повторная отливка со вставкой кристаллизуется на поверхности уже твердого тела с заданной обработкой станком с ЧПУ геометрией.
Возможность оперативного изменения толщины драгоценного металла, за счет вариаций обработки вставки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
| КОРПУС ЧАСОВ С ДЕКОРАТИВНЫМИ ВСТАВКАМИ (ВАРИАНТЫ) И ЧАСЫ С КОРПУСОМ С ДЕКОРАТИВНЫМИ ВСТАВКАМИ | 2011 |
|
RU2482531C2 |
| Способ эктопротезирования носа | 2016 |
|
RU2637037C1 |
| Эпипротез носа | 2016 |
|
RU2618891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ И ЮВЕЛИРНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2016 |
|
RU2667227C2 |
| Способ изготовления утеплительной вставки | 2020 |
|
RU2754730C1 |
| Ювелирный замок | 2022 |
|
RU2797570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
Изобретение относится к часовой промышленности. Предлагается способ изготовления корпуса часов, в котором отливают внутреннюю часть корпуса, механически обрабатывают внутреннюю часть корпуса с получением двух канавок, для последующей фиксации в них декоративной вставки, изготавливают кокиль для отливки декоративной вставки, формирующий геометрию требуемого корпуса часов, причем частью формы кокиля является внутренняя часть корпуса, полученная раньше. Затем производят воскование; отливку и фрезеровку декоративной вставки; окончательную фрезеровку и полировку корпуса часов. Обеспечивается уменьшение веса драгоценного металла в изделии при одновременной жесткости изделия. 4 з.п. ф-лы, 2 ил.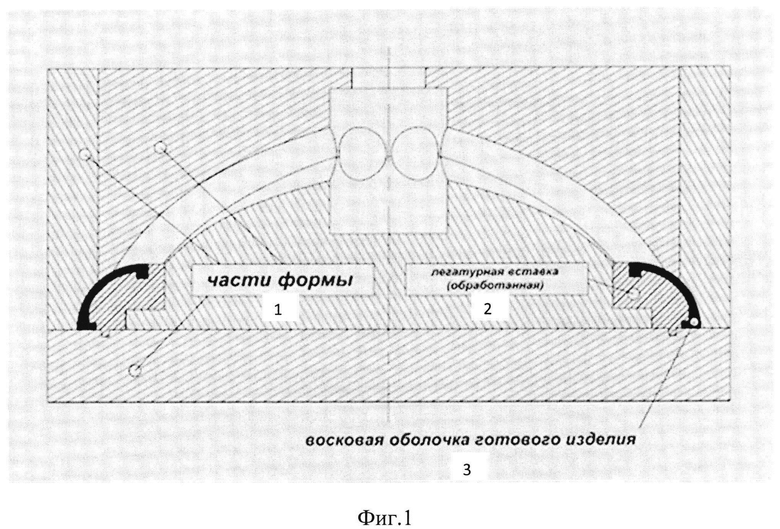
1. Способ изготовления корпуса часов, включающий в себя:
- отливку внутренней части корпуса;
- механическую обработку внутренней части корпуса с получением двух канавок, для последующей фиксации в них декоративной вставки;
- изготовление кокиля, формирующего геометрию требуемого корпуса часов, причем частью формы кокиля является внутренняя часть корпуса, полученная раньше;
- воскование;
- заливку формомассой внутренней части корпуса совместно с восковой декоративной вставкой, полученной на этапе воскования,
- нагрев для испарения восковой декоративной вставки и отливку в полученную полость декоративной вставки из драгоценного металла и ее фрезеровку;
- окончательную фрезеровку и полировку корпуса часов.
2. Способ изготовления корпуса часов по п. 1, отличающийся тем, что отливка внутренней части корпуса осуществляется следующим образом:
- изготавливают детали кокиля путем фрезерования заготовок на станке с ЧПУ,
- собирают кокиль,
- воскуют,
- по полученным восковкам изготавливают формы и отливают в них внутреннюю часть корпуса.
3. Способ изготовления корпуса часов по любому из пп. 1 и 2, отличающийся тем, что выбор материала для изготовления внутренней части корпуса производят с учетом его способности сопротивляться окислению как при эксплуатационной температуре, так и при температуре, близкой к температуре прокалки опоки.
4. Способ изготовления корпуса часов по п. 1, отличающийся тем, что фрезерование осуществляют на станке с ЧПУ.
5. Способ изготовления корпуса часов по п. 1, отличающийся тем, что декоративная вставка является тонкостенной, и изготавливают ее из драгоценных металлов: золота, платины, серебра.
| JPS 5768242 A, 26.04.1982 | |||
| Болтовое соединение | 1985 |
|
SU1303749A1 |
| JPH 04333342, 20.11.1992 | |||
| JPH 04344849 A, 01.12.1992 | |||
| ЧАСЫ С ДЕКОРАТИВНЫМ КОРПУСОМ ИЗ ДРАГОЦЕННОГО МЕТАЛЛА, ДЕКОРАТИВНЫЙ КОРПУС И ТОНКОСТЕННЫЙ ДЕКОРАТИВНЫЙ КОЖУХ ИЗ ДРАГОЦЕННОГО МЕТАЛЛА ДЛЯ ЭТИХ ЧАСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСОВ ИЗ ДРАГОЦЕННОГО МЕТАЛЛА | 2013 |
|
RU2532957C2 |

