Способ изготовления многослойного декоративного корпуса изделия
Область техники
Изобретение относится к области обработки металлов давлением, в частности к листовой штамповке и может быть использовано при изготовлении декоративного корпуса изделия, в частности, корпуса часов, ювелирных украшений, полых корпусов приборов, декоративных корпусов предметов домашнего обихода, металлической посуды и прочих изделий с декоративным покрытием, преимущественно изготовленных с использованием драгоценных металлов, золота, серебра, палладия или сплавов, содержащих драгоценные металлы.
Уровень техники
Известны часы с декоративным корпусом из драгоценного металла, в которых декоративный корпус представляет собой самостоятельный элемент конструкции, воспринимающий силовую нагрузку (патент Российской Федерации на изобретение №2298820 по кл. G04B 37/18 от 19.05.2007). При изготовлении часов декоративный корпус можно изготовить литьем с последующей механической обработкой внутренней полости декоративного корпуса, посадочных поверхностей и элементов фиксации капсулы с часовым механизмом в декоративном корпусе. Известное решение позволяет сохранить все эстетические характеристики внешнего вида изделия, использовать любые способы финишной обработки для придания требуемой фактуры внешней поверхности корпуса часов и позволяет существенно уменьшить расход драгоценных металлов, например, по сравнению с часами, в которых весь корпус выполнен из драгоценного металла. Однако, поскольку декоративный корпус является самостоятельным элементом конструкции и несет силовую нагрузку, то требуется обеспечить достаточно высокие прочностные характеристики декоративного корпуса, и поэтому приходится делать массивными узлы крепления часов к браслету или ремешку и для изготовления декоративного корпуса требуется достаточно высокий расход драгоценного металла.
Изделия из двухслойных металлов являются достойными заменителями изделий из однородных (в частности, из драгоценных) металлов. Во многих случаях, благодаря сочетанию свойств своих элементов, они имеют более благоприятные показатели, чем изделия из однородных драгоценных металлов.
Известен способ изготовления часов с двухслойным корпусом, включающий в себя изготовление несущего корпуса капсулы, изготовление тонкостенного декоративного кожуха из драгоценного металла в виде тонкостенной рамки с боковой стенкой, повторяющей форму боковой стенки несущего корпуса капсулы и закрепление тонкостенной рамки тонкостенного декоративного кожуха на несущем корпусе капсулы, например, с помощью адгезива (патент РФ на полезную модель №132904 по кл. G04B 37/22 от 27.089.2013). Этот способ изготовления двухслойных корпусов позволяет при меньшем расходе драгоценных металлов сохранить все свойства корпуса, целиком сделанного из драгоценных металлов, в том числе возможность соответствующей финишной обработки внешней поверхности для придания требуемой фактуры внешней поверхности корпуса часов. Однако данный способ существенно усложняет технологию изготовления корпуса часов или других двухслойных изделий с внешним слоем из драгоценных металлов или их сплавов, так как для изготовления несущего корпуса и декоративного кожуха и для их сборки требуется отдельная оснастка.
Известен способ изготовления декоративных изделий путем холодной штамповки из биметаллического проката драгоценных металлов (патент РФ №2460616, МПК В23K 20/04, опубл. 10.09.2012 г.). В известном способе для изготовления двухслойных ювелирных изделий предлагается использовать биметаллический листовой прокат, полученный совместной прокаткой двух полос из разнородных драгоценных металлов, соединенных между собой с помощью припоя. Биметаллическую полосу прокатывают до получения полосы соответствующей толщины, а затем из этой биметаллической полосы получают двухслойные ювелирные изделия, например, штампуя их на вырубном штампе. Данная технология дает возможность получать плоские ювелирные изделия и объемные ювелирные изделия простой формы. Изготовлении данным способом ювелирных изделий сложной формы, например, корпусов часов или корпусов кулонов связано со сложной проблемой обеспечения равномерности толщины стенки корпуса особенно в зонах сложной внешней формы с выступающими частями, так как в этих зона при штамповке наблюдается большая вытяжка металла. При этом в процессе деформации слоев, например, при холодной штамповке могут возникать расслоения, что приводит к снижению характеристик пластичности и штампуемости, к возникновению брака в процессе изготовления и эксплуатации изделий. Эти проблемы актуальны также при штамповке корпусов декоративных изделий с использованием биметаллического листового проката, независимо от того каким способом получен биметаллический лист: плакировка, соединение листов взрывом, и пр.
Известен способ изготовления многослойных металлических изделий, включающий подготовительные операции по изготовлению заготовок слоев и их одновременную вытяжку в штампе, в котором в качестве материала для наружных слоев используют тонколистовой металл, а для промежуточного слоя - сетку из металла или неметаллических материалов, одновременную вытяжку всех заготовок осуществляют в два этапа, на первом из которых осуществляют вытяжку в штампе эластичным пуансоном с получением полуфабриката с неразъемным соединением верхнего и промежуточного слоев при условии, что материал заготовки при образовании пуклевки не заходит на всю глубину сетки, а на втором этапе - в штампе эластичной матрицей полученного полуфабриката по пуансону с его формой, при этом подготовительные операции повторяют в соответствии с количеством слоев в изделии (патент РФ на изобретение №.№2286869, МПК В23K 20/02, B23D 22/20, опубл. 10.11.2006 г.). Данный способ можно применять только для изготовления изделий с определенной структурой материала среднего слоев, так как средний слой должен иметь выемки, например ячейки сетки, чтобы в них закрепить внешние слои изделия. Это резко уменьшает технологические возможности способа и делает невозможным его применение для изделий с жесткими требованиями к внешней поверхности, в частности, для изделий с гладкой поверхностью.
Сущность изобретения
Задачей изобретения является создание эффективного способа изготовления многослойного декоративного корпуса изделия, например двухслойного декоративного корпуса часов, позволяющего повысить прочностные характеристики многослойного корпуса, упростить технологический процесс, снизить трудоемкость и существенно сократить расход драгоценных металлов. Еще одной задачей изобретения является создание способа, когда при меньшем расходе драгоценных металлов сохраняются все свойства внешней поверхности корпуса изделия, целиком сделанного из драгоценных металлов, в том числе возможность любой финишной обработки внешней поверхности для придания требуемой фактуры внешней поверхности корпуса.
Для решения поставленной задачи предлагается способ изготовления многослойного декоративного корпуса изделия, в соответствии с которым из материала слоев декоративного корпуса подготавливают листовые заготовки по числу слоев, по меньшей мере, двух слоев, декоративного корпуса с толщиной листовой заготовки равной толщине соответствующего слоя декоративного корпуса, а затем последовательно послойно подвергают штамповке подготовленные листовые заготовки, начиная с листовой заготовки внутреннего слоя декоративного корпуса, при этом при обработке штамповкой листовой заготовки внутреннего слоя декоративного корпуса накладывают на матрицу листовую заготовку из материала внутреннего слоя декоративного корпуса и, воздействуя пуансоном деформируют эту листовую заготовку, вдавливая ее в матрицу, после чего извлекают пуансон из матрицы вместе с деформированной листовой заготовкой, а далее последовательно выполняют обработку штамповкой остальных листовых заготовок слоев декоративного корпуса до полного формирования многослойного декоративного корпуса, при этом при обработке очередной листовой заготовки соответствующего слоя декоративного корпуса на освободившуюся матрицу накладывают листовую заготовку соответствующего слоя, и, воздействуя пуансоном с присоединенными к нему предыдущими деформированными листовыми заготовками, деформируют очередную листовую заготовку, вдавливая ее в матрицу, а после обработки штамповкой всех листовых заготовок слоев декоративного корпуса обрезают кромку полученной многослойной, состоящей по меньшей мере из двух слоев, заготовки корпуса, под заданный размер.
Кроме того, при необходимости обжимают многослойную заготовку для окончательного формообразования многослойного декоративного корпуса.
Предпочтительно, обжатие многослойной заготовки выполняют в той же матрице и тем же пуансоном при усилии обжатия, превышающем усилие при деформировании листовой заготовки внешнего декоративного слоя, при этом усилие обжатия многослойной декоративной заготовки превышает усилие при деформировании листовой заготовки внешнего декоративного слоя в 1,2-1,7 раза.
Кроме того, на кромке многослойного корпуса выполняют отбортовку.
Предпочтительно, что полученный многослойный декоративный корпус подвергают калибровке.
Кроме того, в предлагаемом способе используют штамп с зазором между матрицей и пуансоном с учетом толщины всех, по меньшей мере двух, слоев листовых заготовок.
Предпочтительно, что для изготовления внутреннего слоя корпуса используют листовой материал из недрагоценных металлов и/или их сплавов.
Предпочтительно, что для изготовления внешнего слоя корпуса используют листовой материал из драгоценных металлов и/или их сплавов.
Кроме того, подготавливают листовые заготовки в виде полосы листового материала соответствующего слоя многослойного декоративного корпуса, а при выполнении обработки полосы листовой заготовки штамповкой перед извлечением пуансона вырубают деформированную листовую заготовку из полосы листового материала.
Как вариант, подготавливают листовые заготовки в виде отдельной плоской листовой заготовки, вырезанной из полосы листового материала соответствующего слоя многослойного декоративного корпуса, с контуром соответствующим контуру недеформированной листовой заготовки отдельного слоя многослойного декоративного корпуса.
Особенность заявленного способа изготовления многослойного декоративного корпуса изделия заключается в том, что штамповку всех слоев декоративного корпуса производят в одном штампе с использование одного пуансона и одной матрицы. В следствие этого, при обработке штамповкой листовой заготовки внутреннего слоя декоративного корпуса эта листовая заготовка вдавливается в полость матрицы с зазором относительно боковой стенки полости матрицы, что приводит к образованию микронеровностей на внешней поверхности деформированной заготовки. При обработке штамповкой следующей листовой заготовки при вдавливании этой листовой заготовки в матрицу с использованием пуансона с присоединенной к нему деформированной листовой заготовкой внутреннего слоя декоративного корпуса эта листовая заготовка деформируется с вытягиванием материала заготовки в зонах воздействия на нее внешней поверхности присоединенной к пуансону деформированной листовой заготовки внутреннего слоя декоративного корпуса (или внешней поверхности присоединенной к пуансону деформированной листовой заготовки предшествующего слоя декоративного корпуса) и скольжением деформируемой листовой заготовки по поверхности деформированной заготовки, формирующей внутренний слой (предшествующий слой) декоративного корпуса. Таким образом, деформацию этой листовой заготовки можно производить с учетом пластических свойств материала листовой заготовки этого конкретного слоя декоративного корпуса, например для внутреннего слоя можно использовать высокопрочные стали и сплавы, а для внешнего слоя можно использовать пластичные материалы, например драгоценные металлы и их сплавы, что существенно повышает качество штамповки, при этом на последней стадии штамповки этой листовой заготовки происходит поджатие пуансоном всех слоев сформировавшегося пакета деформированных листовых заготовок друг к другу с образованием плотного соединения смежных слоев друг с другом по поверхности контакта с заполнением материалом прилегающих слоев микронеровностей в зоне контакта. Это способствует качественному соединению слоев декоративного корпуса друг с другом с образованием единой неразделимой конструкции, что повышает прочность многослойного декоративного корпуса.
Дополнительно прочностные характеристики многослойного декоративного, например двухслойного декоративного корпуса часов, могут быть улучшены путем обжатия всего пакета из соединенных друг с другом слоев многослойного корпуса.
Используя калибровку пакета слоев многослойного корпуса, можно получить с высокой точностью декоративный корпус любой внешней формы.
Наилучшие результаты получают при использовании штампа с зазором между матрицей и пуансоном, учитывающим толщину всех, по меньшей мере двух, слоев листовых заготовок, в частности, с зазором, чуть превышающим суммарную толщину всех слоев декоративного корпуса.
Технический результат изобретения заключается в повышении прочности декоративного изделия и качества изделия, поскольку для выполнения основных операций формования многослойного декоративного корпуса можно использовать одну матрицу и один пуансон, при этом не надо собирать многослойный декоративный корпус из отдельных элементов, но можно получить сразу многослойный декоративный корпус как единую деталь и снизить трудоемкость, повысить качество изделия при сокращении расхода драгоценных металлов.
Краткое описание чертежей
Чертежи заявки представлены в виде, достаточном для понимания сущности изобретения специалистами в данной области техники, и ни в какой мере не ограничивают объема защиты изобретения. На чертежах одни и те же элементы имеют одинаковые номера позиций.
Следует понимать, что на рисунках показаны те операции, которые требуют пояснения, но отдельные операции предлагаемого способа понятны для специалиста и без рисунков и они не поясняются рисунками.
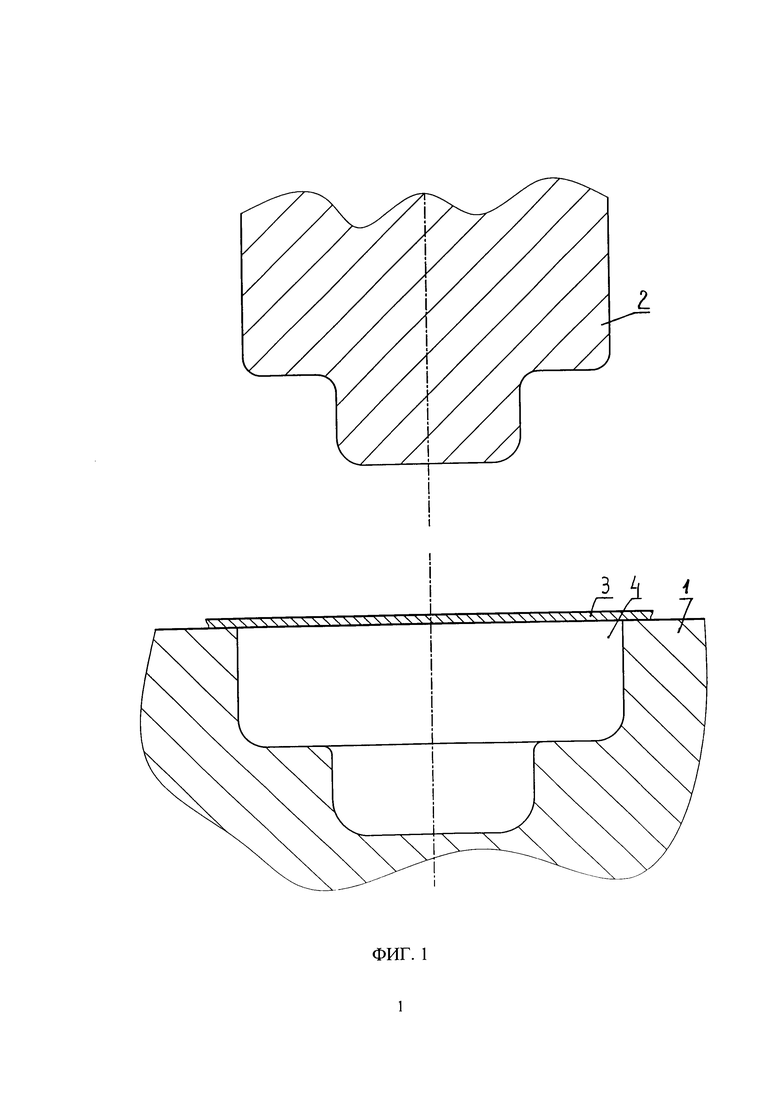
На Фиг. 1 показано размещение листовой заготовки из материала внутреннего слоя на поверхности матрицы и пуансона для формирования внутреннего слоя декоративного корпуса.
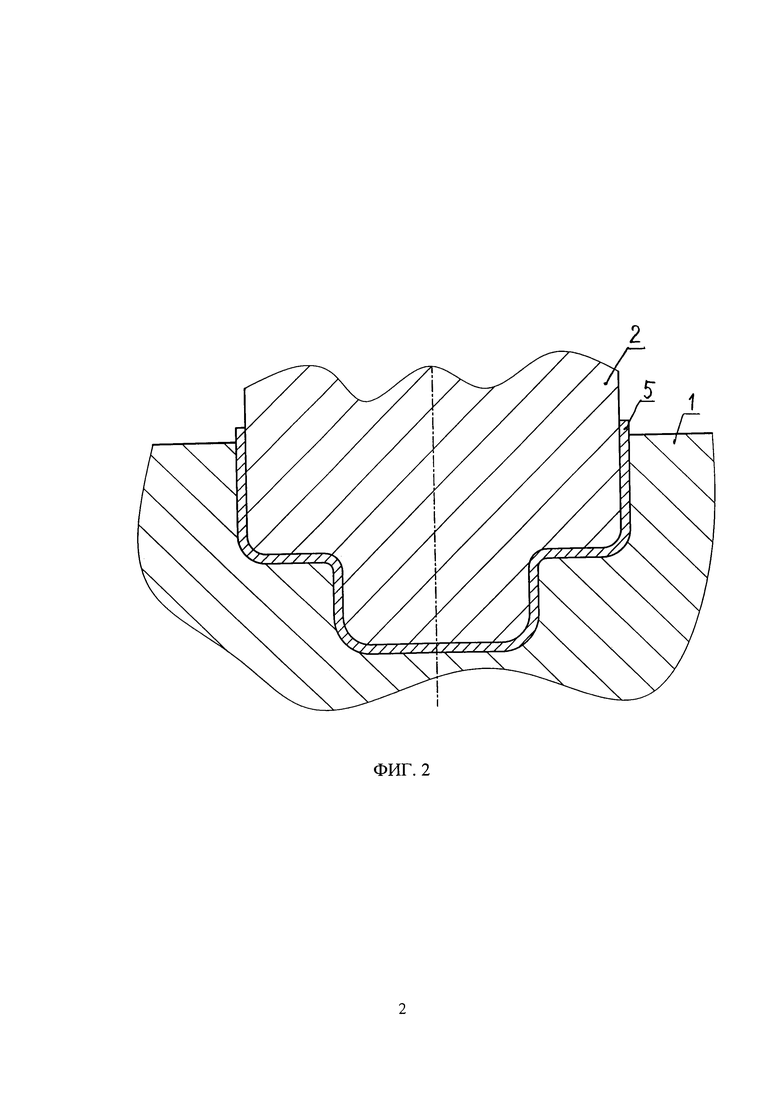
На Фиг. 2 показано формирование из листовой заготовки внутреннего слоя декоративного корпуса с помощью пуансона и матрицы.
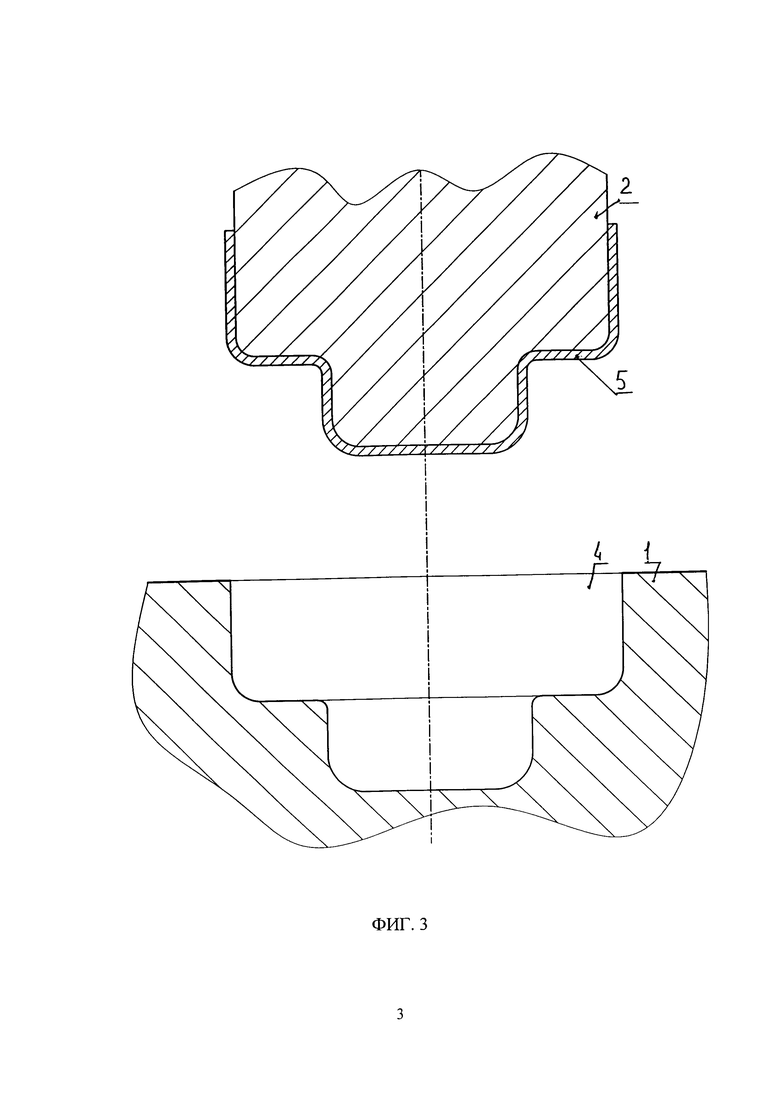
На Фиг. 3 показано извлечение из матрицы пуансона с присоединенной к нему деформированной листовой заготовкой внутреннего слоя декоративного корпуса.
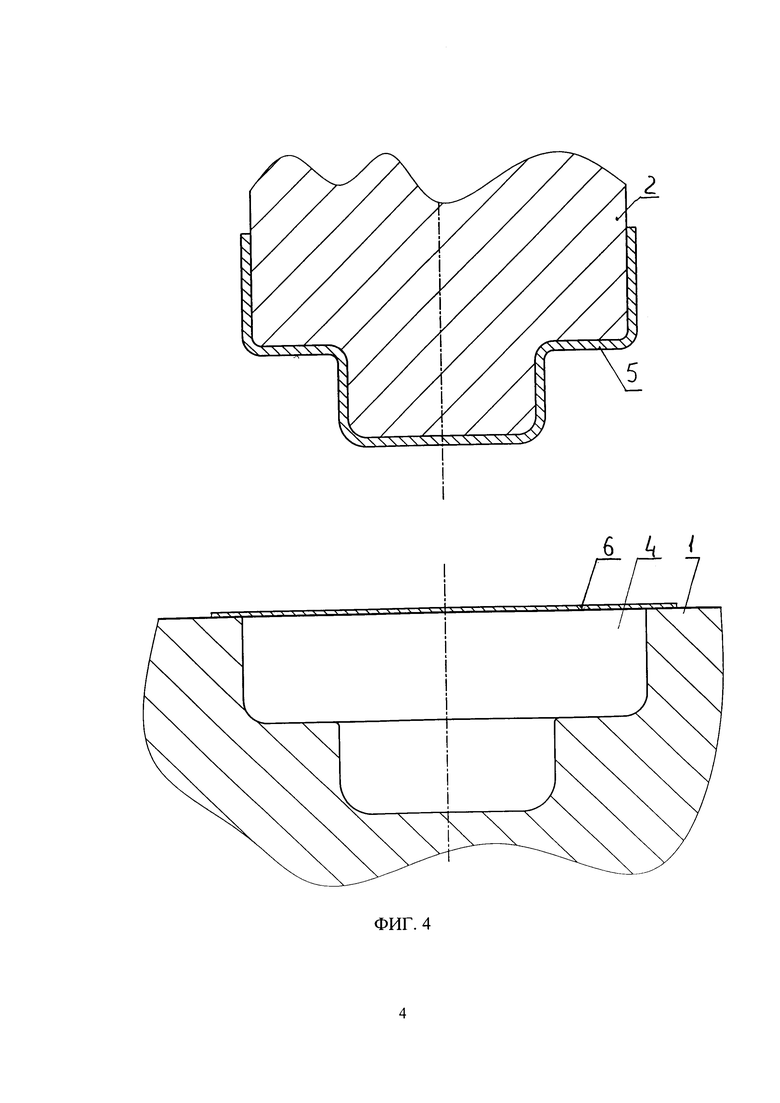
На Фиг. 4 показано размещение листовой заготовки из материала внешнего слоя на поверхности матрицы и пуансона с присоединенной деформированной листовой заготовкой внутреннего слоя декоративного корпуса для формирования внешнего слоя декоративного корпуса.
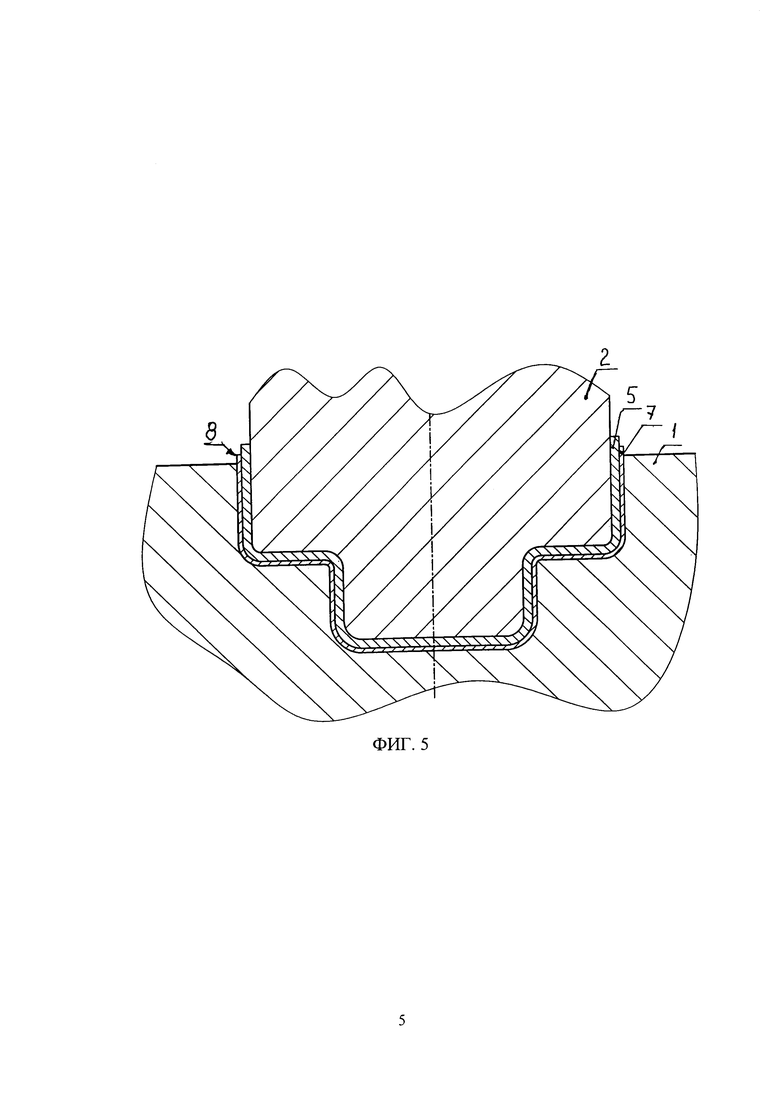
На Фиг. 5 показано формирование из листовой заготовки внешнего слоя декоративного корпуса с помощью пуансона с присоединенной к нему деформированной заготовкой внутреннего слоя и матрицы.
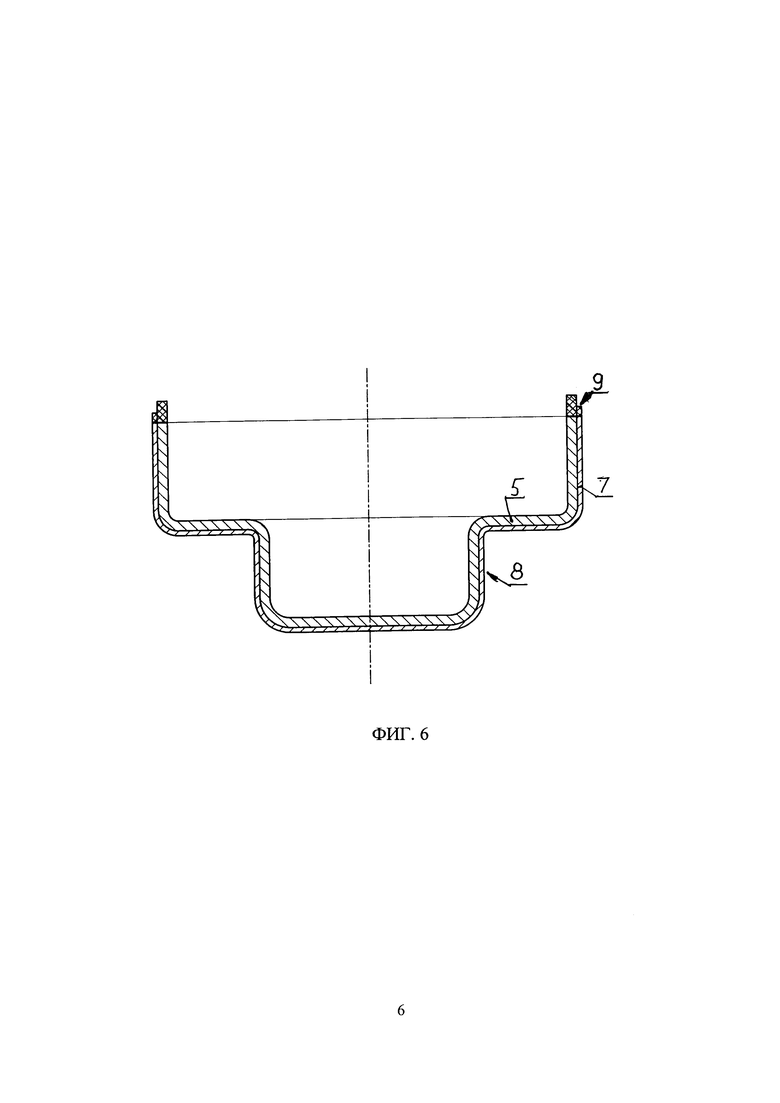
На Фиг. 6 показана подрезка кромки двухслойной листовой заготовки корпуса.
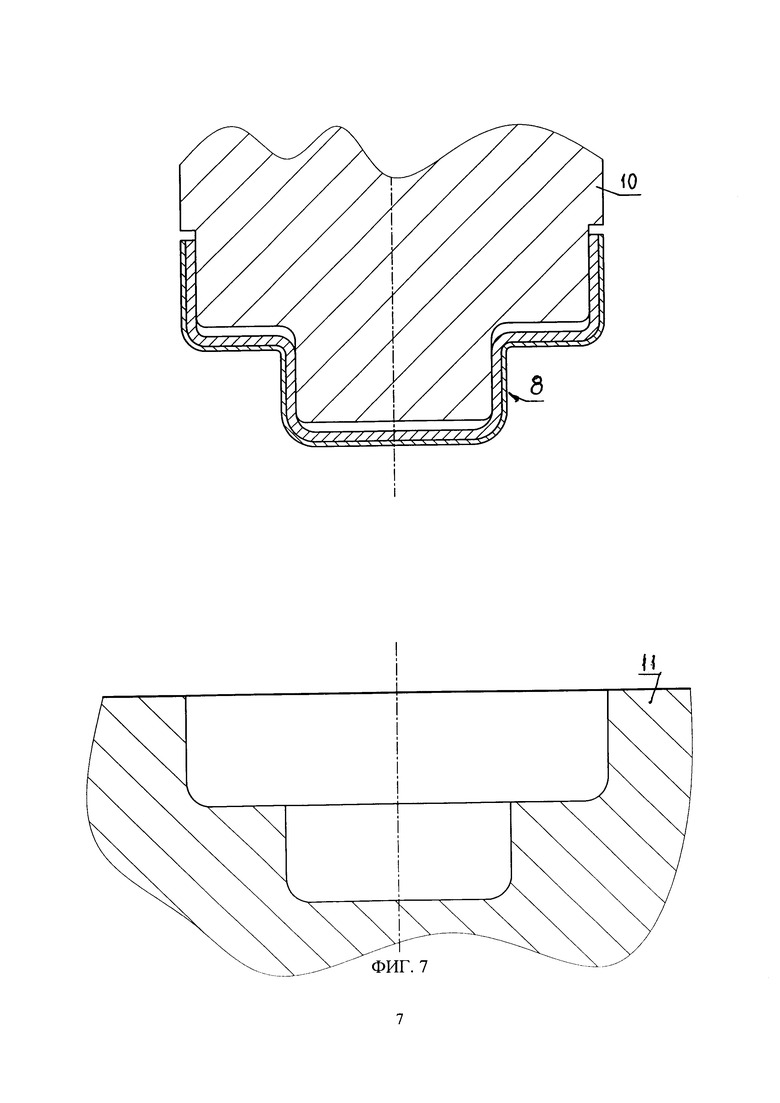
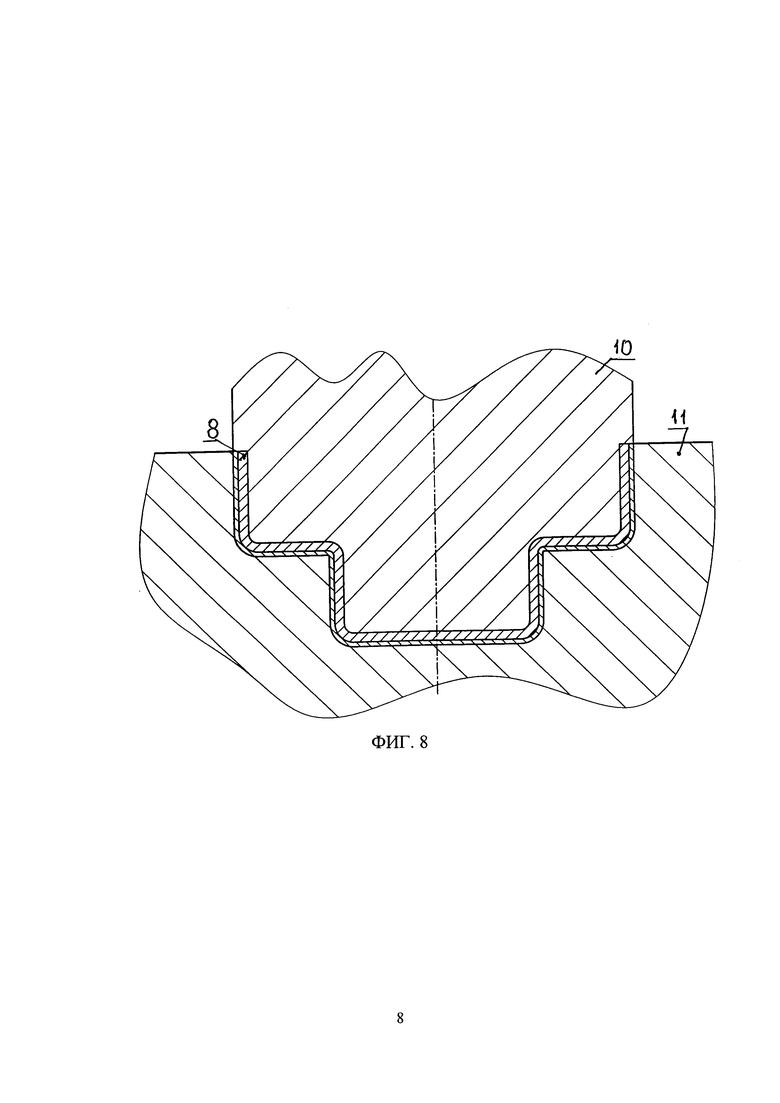
На фиг. 7 и 8 показано обжатие двухслойной листовой заготовки декоративного корпуса.
Примеры осуществления способа.
В качестве примера реализации предлагаемого способа будет рассмотрен способ изготовления двухслойного декоративного корпуса изделия, в частности двухслойного корпуса часов, но этот пример применим к изготовлению любых двухслойных декоративных изделий: кулоны и другие ювелирные изделия, кухонная посуда, предметы сервировки стола, шкатулки, и т.д.
Для изготовления двухслойного корпуса часов используют матрицу 1, выполненную с углублением, повторяющим внешнюю форму изделия, в данном случае копирующую внешний контур корпуса часов с декоративным наружным слоем, и пуансон 2, воспроизводящий контуры внутренней полости декоративного корпуса. Пуансон может точно копировать контуры внутренней полости корпуса часов. Как вариант пуансон воспроизводит контуры внутренней полости часов с припуском на обработку посадочных поверхностей для установки в корпусе часового механизма, крепления циферблата, стекла и других элементов, которые предполагается разместить в корпусе часов. Матрица и пуансон могут быть оснащены системой вакуумирования и пневматической системой, например, для упрощения извлечения отштампованной заготовки из матрицы, удержания заготовки на пуансоне, упрощения снятия заготовки с пуансона. В рамках данного изобретения эти системы не рассматриваются.
Зазор между матрицей и пуансоном устанавливают с учетом толщины двух слоев листового материала.
Двухслойный корпус часов изготавливают из двух различных материалов. Для внутреннего слоя корпуса используют листовые конструкционные материалы, преимущественно нержавеющие стали, высоколегированные стали, медные сплавы и т.п.или серебро и его сплавы. Для изготовления внешнего слоя используют любые сплавы, содержащие драгоценные металлы, либо непосредственно сами драгоценные металлы, золото, серебро, палладий и их сплавы.
В соответствии с предлагаемым способом изготовление двухслойного декоративного корпуса часов ведут следующим образом.
Из листа нержавеющей стали с толщиной равной толщине внутреннего слоя с припуском на вытяжку, например из листовой нержавеющей стали Х18Н9Т толщиной 0,5-2 мм, вырубают листовую заготовку внутреннего слоя декоративного корпуса, например, вырубают заготовку 3 из полосы соответствующего металла. Для упрощения описания назовем ее первой листовой заготовкой. Подготовленную первую листовую заготовку 3 накладывают на матрицу 1 над гнездом 4 матрицы, перекрывая его (фиг. 1). Далее на первую листовую заготовку 3 воздействуют пуансоном 2 и деформируют эту листовую заготовку, вдавливая ее в матрицу 1 (фиг. 2). При вдавливании первой листовой заготовки в матрицу листовой материал деформируется, заполняя полость матрицы, формируя деформированную первую листовую заготовку 5. При этом между боковой стенкой полости матрицы и внешней поверхностью деформируемой первой листовой заготовки имеется небольшой переменный зазор, равный приблизительно толщине внутренней стенки. Как правило, этот зазор будет в пределах 0,1-1 мм. При наличии зазора при деформации первой листовой заготовки в отдельных зонах на ее наружной поверхности образуются мелкие бороздки и выступы. Обычно эти бороздки и выступы сглаживаются при контакте со стенкой полости матрицы. Эта штамповка может быть выполнена за один проход, но при необходимости штамповку первой листовой заготовки можно производить за несколько проходов. По завершении штамповки внутреннего слоя двухслойного корпуса пуансон 2 вместе с присоединенной к нему деформированной первой листовой заготовкой 5 извлекают из матрицы 1 (фиг. 3). Деформированная первая листовая заготовка 5 может удерживаться на пуансоне за счет силы трения между поверхностью внутренней стенки деформированной заготовки и пуансоном, но при необходимости деформированную первую листовую заготовку можно удерживать на пуансоне, создав вакуум в пространстве между заготовкой и пуансоном.
Из металлического листа из материала, соответствующего материалу внешнего декоративного слоя корпуса с толщиной равной толщине внешнего слоя с припуском на вытяжку, например из полосы золота 700-й пробы толщиной 0,1-1 мм, вырубают листовую заготовку 6 внешнего слоя декоративного корпуса. Для упрощения описания назовем ее второй листовой заготовкой 6 (в соответствии с номером слоя - второй слой). Подготовленную вторую листовую заготовку 6 накладывают на матрицу 1 над гнездом матрицы, перекрывая его. Далее на вторую листовую заготовку воздействуют пуансоном 2 с присоединенной к нему деформированной первой листовой заготовкой 5, деформируют вторую листовую заготовку 6, вдавливая ее в матрицу. При вдавливании второй листовой заготовки в матрицу листовой материал деформируется, заполняя свободную полость матрицы, формируя вторую деформированную листовую заготовку 7 плотно прилегающую к внешней поверхности первой деформированной листовой заготовки 5. При этом внешняя поверхность деформированной первой листовой заготовки 5 воздействует на материал второй листовой заготовки, деформируя вторую листовую заготовку 6 в направлении стенки матрицы а затем поджимает материал второй листовой заготовки к стенке матрицы полностью повторяя форму матрицы. Дополнительно этому способствует то обстоятельство, что материал внешней стенки корпуса часов более пластичен и имеет меньшую прочность, чем материал внутреннего слоя. При этом микронеровности на внешней поверхности деформированной первой заготовки 5 (деформированной заготовки внутреннего слоя декоративного корпуса) заполняются материалом внешнего слоя, что способствует достаточно надежному соединению этих слоев без применения адгезива.
Таким образом, получаем двухслойную заготовку 8, полностью повторяющую внешние контуры двухслойного декоративного корпуса часов. Соответственно, если количество слоев многослойного корпуса больше двух, то операцию штамповки проводят с каждым слоем, пока не закончат формирование всех слоев многослойного декоративного корпуса.
По завершении штамповки внешнего слоя двухслойного корпуса пуансон 2 вместе с присоединенной к нему деформированной двухслойной заготовкой 8 извлекают из матрицы 1, аналогично тому как это делается при извлечении из матрицы деформированной первой листовой заготовки 5 внутреннего слоя декоративного корпуса. Отформованную двухслойную заготовку 8 снимают с пуансона 2. Деформированная двухслойная листовая заготовка 8 может удерживаться на пуансоне за счет силы трения между поверхностью внутренней стенки деформированной заготовки и пуансоном, но при необходимости деформированную первую листовую заготовку можно удерживать на пуансоне, создав вакуум в пространстве между заготовкой и пуансоном. Для облегчения снятия деформированной двухслойной листовой заготовки 8 с пуансона можно подать воздух в пространство между деформированной листовой заготовкой 8 и пуансоном 2.
Описание последующих операций приводится для двухслойного декоративного корпуса, но специалистам понятно, что описанные далее операции можно выполнять с заготовкой декоративного корпуса, содержащей любое количество слоев.
По завершении штамповки кромку (кромки, если в заготовке имеется отверстие) двухслойной заготовки 8 подрезают под заданный размер, удаляя часть материала кромки (заштрихованный участок 9 на фигуре 6).
Подрезание кромки ведут на токарном фрезерном или шлифовальном станке.
После подрезания кромки двухслойную заготовку закрепляют на пуансоне и обжимают в том же штампе, или используют чистовой пуансон 10 и штамп с чистовой матрицей 11, как это показано на фиг. 7 и 8. Это обеспечивает более качественную внешнюю поверхность и более надежное соединение слоев двухслойной заготовки между собой. Усилие обжатия многослойной декоративной заготовки превышает усилие при деформировании листовой заготовки внешнего декоративного слоя в 1,2-1,7 раза (см. фиг. 7 и 8).
На практике обжатие заготовки можно выполнить до операции подрезки кромки (кромок) двухслойной заготовки.
При изготовлении двухслойных корпусов с повышенными требованиями к внешнему виду декоративного корпуса, при необходимости, двухслойную заготовку с подрезанной кромкой подвергают калибровке в чистовом штампе аналогично тому как показано на фиг. 7 и 8.
Если требуется плотное соединение слоев в зоне кромки, то на кромке двухслойной заготовки выполняют отбортовку, используя те же приемы, что и обжатии двухслойной листовой заготовки.
Следует понимать, что при изготовлении двухслойного декоративного корпуса не обязательно выполнять все перечисленные выше операции, или выполнять их в описанной выше последовательности, и при необходимости порядок выполнения операций может меняться или отдельные операции могут быть исключены.
Подготовку листовых заготовок для штамповки можно выполнить по меньшей мере двумя способами.
По первому способу подготавливают листовые заготовки в виде полосы листового материала соответствующего слоя многослойного декоративного корпуса, а при выполнении обработки полосы листовой заготовки штамповкой перед извлечением пуансона вырубают деформированную листовую заготовку из полосы листового материала. При использовании данного способа, можно не определять форму отдельной листовой заготовки, но получить заданную форму внешнего контура листовой заготовки непосредственно при штамповке, но это усложняет сам процесс штамповки.
По второму способу, подготавливают листовые заготовки в виде отдельной плоской листовой заготовки, вырезанной из полосы листового материала соответствующего слоя многослойного декоративного корпуса, с контуром соответствующим контуру недеформированной листовой заготовки отдельного слоя многослойного декоративного корпуса. Контур отдельной листовой заготовки определяется расчетным путем с учетом вытяжки листового материала при вдавливании его в матрицу.
Для изготовления внутреннего слоя корпуса используют листовой материал из недрагоценных металлов и/или их сплавов или серебро и его сплавы.
Для изготовления внешнего слоя корпуса используют листовой материал из драгоценных металлов и/или их сплавов, в частности используют, золото и его сплавы с серебром или иными металлами, серебро и его сплавы, палладий и его сплавы.
В частности для изготовления корпуса декоративной крышки часов использовали листовое серебро (Ag925) 0,85 мм и листовое золото (Au585) 0,2 мм.
Таким образом, использование заявляемого способа позволяет упростить технологический процесс поскольку для выполнения основных операций формования многослойного декоративного корпуса можно использовать одну матрицу и один пуансон, при этом не надо собирать многослойный декоративный корпус из отдельных элементов, но можно получить сразу многослойный декоративный корпус как единую деталь и снизить трудоемкость, повысить качество изделия при сокращении расхода драгоценных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ВЫТЯЖКИ | 1992 |
|
RU2086333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2286869C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1977 |
|
SU711731A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ЧАСОВ (ВАРИАНТЫ) | 2015 |
|
RU2636563C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ГЛАДКИХ ТЕКСТУРИРОВАННЫХ МЕТАЛЛИЧЕСКИХ КОЛПАЧКОВ | 2015 |
|
RU2693976C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ ОБРАБОТКОЙ МАТЕРИАЛОВ ДАВЛЕНИЕМ, СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ УКАЗАННЫМ СПОСОБОМ | 2016 |
|
RU2674798C2 |
Изобретение относится к области обработки металлов давлением, в частности к листовой штамповке в одной матрице многослойного декоративного корпуса изделия из листовых заготовок по числу слоев декоративного корпуса. Вначале штампуют заготовку внутреннего слоя изделия, далее последовательно штампуют остальные листовые заготовки слоев декоративного корпуса до полного формирования многослойного декоративного корпуса. При этом на листовую заготовку последующего слоя воздействуют пуансоном с присоединенными к нему всеми предыдущими деформированными листовыми заготовками. После обработки штамповкой всех листовых заготовок слоев декоративного корпуса обрезают кромку полученной многослойной. Снижается трудоемкость и повышается качество изделия. 11 з.п. ф-лы, 8 ил.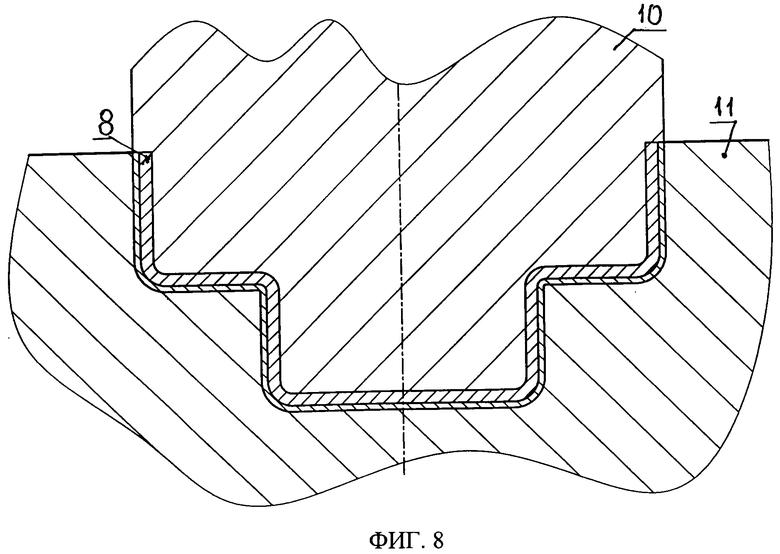
1. Способ изготовления многослойного декоративного корпуса изделия,
включающий
подготовку по меньшей мере двух листовых заготовок из материала слоев декоративного корпуса по числу его слоев толщиной, равной толщине соответствующего слоя декоративного корпуса с припуском на вытяжку материала при штамповке,
последовательную штамповку листовых заготовок в одной матрице, при которой вначале устанавливают на матрицу листовую заготовку внутреннего слоя и деформируют вдавливанием пуансона в матрицу с формированием микронеровностей на наружной поверхности деформированной листовой заготовки,
извлекают пуансон из матрицы вместе с присоединенной к нему деформированной листовой заготовкой,
далее последовательно штампуют остальные листовые заготовки каждого слоя до полного формирования декоративного корпуса в этой же матрице пуансоном с присоединенными к нему предыдущими деформированными листовыми заготовками,
после штамповки всех листовых заготовок слоев кромку полученной многослойной заготовки обрезают под заданный размер.
2. Способ по п. 1, отличающийся тем, что используют штамп с зазором между матрицей и пуансоном с учетом толщины по меньшей мере двух слоев листовых заготовок.
3. Способ по п. 2, отличающийся тем, что после обрезания кромки многослойную заготовку обжимают пуансоном в матрице для штамповки усилием, превышающим усилие штамповки заготовки внешнего слоя многослойного декоративного корпуса.
4. Способ по п. 3, отличающийся тем, что усилие обжима превышает усилие штамповки внешнего слоя многослойного декоративного корпуса в 1,2-1,7 раза.
5. Способ по любому из пп. 1-4, отличающийся тем, что на кромке многослойного декоративного корпуса выполняют отбортовку.
6. Способ по любому из пп. 1-4, отличающийся тем, что полученный многослойный декоративный корпус подвергают калибровке.
7. Способ по п. 5, отличающийся тем, что полученный многослойный декоративный корпус подвергают калибровке.
8. Способ по п. 1, отличающийся тем, что для изготовления внутреннего слоя многослойного декоративного корпуса используют листовую заготовку из недрагоценных металлов и/или их сплавов.
9. Способ по п. 1, отличающийся тем, что для изготовления внутреннего слоя многослойного декоративного корпуса используют листовую заготовку из серебра или его сплавов.
10. Способ по п. 1, отличающийся тем, что для изготовления внешнего слоя многослойного декоративного корпуса используют листовую заготовку из драгоценных металлов и/или их сплавов.
11. Способ по п. 1, отличающийся тем, что в качестве листовых заготовок используют полосы листового материала соответствующего слоя многослойного декоративного корпуса, перед извлечением пуансона из матрицы осуществляют вырубку деформированной листовой заготовки из полосы листового материала.
12. Способ по п. 1, отличающийся тем, что листовую заготовку получают вырезанием из полосы листового материала.
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Штамп для формовки и обрезкибОРТОВ | 1977 |
|
SU816619A1 |
| Устройство для автоматического повторного включения (АПВ) контактора | 1960 |
|
SU135948A1 |
| Способ изготовления биметаллических полых деталей | 1987 |
|
SU1489888A1 |
| Способ получения холода | 1984 |
|
SU1359591A1 |

