Изобретение относится к области черной металлургии, в частности к производству коррозионностойкой стали с внепечной обработкой и разливкой на установке непрерывной разливки стали.
Одной из проблем эксплуатационной надежности труб для тепловых сетей является их низкая стойкость против локальной коррозии, которая приводит к преждевременному выходу из строя тепловых сетей. Причиной низкой стойкости труб против локальной коррозии являются коррозионноактивные неметаллические включения (КАНВ) первого и второго типа. При плотности коррозионно-активных включений менее 2 штук на мм2, резко снижается склонность стали к локальной коррозии. Таким образом, технология производства стали для изготовления труб тепловых сетей должна обеспечивать низкую плотность КАНВ для повышения стойкости против локальной коррозии.
Известен способ выплавки стали в дуговых сталеплавильных печах, включающий подачу в печь металлолома и жидкого чугуна, расплавление, окислительный период, выплавку стали с оставлением части металла в печи. При выпуске плавки в ковш осуществляют отсечку шлака. Во время выпуска стали в ковш присаживают твердую шлакообразующую смесь и раскислители. В ковш присаживают известь и карбид кальция при соотношении (0,3-0,9):(0,10-0,70) соответственно в количестве 1-1,8% массы жидкой стали и сплавы марганца и кремния из расчета введения марганца 0,30%, кремния 0,15%. Производят обработку стали на агрегате «ковш-печь». Перед обработкой на агрегате «ковш-печь» в ковш присаживают кокс в количестве 0,10-0,30% от массы жидкой стали. Сталь продувают аргоном с расходом 15-45 нм3/ч в течение 20-30 минут [патент RU 2333255, МПК С21С 5/52, 2008].
Недостатки способа заключаются в том, что предложенные технологические решения не обеспечивают получения шлака, позволяющего в полной мере удалить образовавшиеся в результате внепечной обработки неметаллические включения, выявляемые в готовом прокате как КАНВ.
Наиболее близким по технической сущности к предлагаемому изобретению является способ производства трубной стали, включающий выплавку стали в сталеплавильном агрегате, выпуск расплава в ковш с отсечкой шлака, рафинирование в процессе выпуска и доводки стали на установке печь-ковш введением в расплав алюминия в виде двух порций, силикомарганца, извести, плавикового шпата, продувку расплава аргоном. Модифицирование стали осуществляют присадкой в расплав модифицирующей смеси, состоящей из алюминия, феррованадия и силикокальция, взятых в соотношении (1,5-3,0):(27,0-34,5):(15-30,0), в количестве 2,9-4,5 кг/т стали, при этом введение в расплав одной порции алюминия, силикомарганца, извести и плавикового шпата осуществляют в виде рафинировочной смеси в соотношении (1,0-1,5):(15,0-22,5):(1,0-3,0) соответственно, в количестве 18-28 кг/т стали, продувку аргоном осуществляют с интенсивностью 0,05-0,35 м3/т мин на каждый 1 кг/т смеси, другую порцию алюминия непрерывно вводят в расплав со скоростью, обеспечивающей поддержание концентрации алюминия в металле в пределах 0,010-0,030% до получения содержания серы в металле не более 0,005%, после чего осуществляют модифицирование [патент RU 2101367, МПК С21С 7/076, 1998].
Недостатки способа заключаются в том, что предложенные технологические решения не позволяют в полной мере удалить образовавшиеся в результате модифицирования неметаллические включения и получить требуемую плотность КАНВ в стали.
Технический результат изобретения - повышение чистоты стали по коррозионноактивным неметаллическим включениям для исключения образования и развития локальной коррозии и увеличения эксплуатационной стойкости труб.
Указанный технический результат достигается тем, что в способе производства стали, включающем, выплавку стали в сталеплавильном агрегате, выпуск расплава в ковш, рафинирование стали в процессе выпуска и доводки на установке печь-ковш, согласно изобретению во время выпуска в ковш присаживают флюс в количестве 4-10 кг/т стали, содержащий 40-85% Al2O3 и 2,0-12,0% CaO, алюминий в количестве 1,0-1,9 кг/т стали, известь в количестве 5,0-12 кг/т стали, кремний и марганецсодержащие ферросплавы в количестве 5-10 кг/т стали, во время доводки на установке печь-ковш на шлак присаживают алюминиевую сечку в количестве 0,3-2,0 кг/т стали, а в металл вводят кальцийсодержащие материалы из расчета 0,05-0,2 кг кальция на тонну стали. Во время выпуска отношение CaO/Al2O3 в шлаке должно составлять менее 3,5, а во время доводки на установке печь-ковш в металл вводят карбид кремния в количестве не более 1,2 кг/т стали.
Сущность предложенного способа заключается в следующем.
Присадка в ковш флюса с расходом 4-10 кг/т стали, содержащего 40-85% Al2O3 и 2,0-12,0% CaO и извести в количестве 5-12 кг/т стали, позволяет сформировать в нужном количестве жидкоподвижный шлак, необходимый для эффективного удаления КАНВ из стали. Присадка флюса и извести в количестве менее 4 и 5 кг/т стали соответственно не позволяет получить нужное количество шлака, обладающего рафинировочной способностью. Присадка флюса и извести в количестве более 10 и 12 кг/т стали соответственно ведет к получению вязкого шлака, имеющего низкую десульфурирующую способность.
Алюминий раскисляет сталь. Присадка алюминия в количестве менее 1,0 кг/т стали не позволяет в нужной степени произвести раскисление стали. Присадка алюминия в количестве более 1,9 кг/т стали приводит к повышенному содержанию в стали неметаллических включений.
Присадка кремний- и марганецсодержащих ферросплавов способствует раскислению и последующему упрочнению стали. При присадке кремний- и марганецсодержащих ферросплавов в количестве менее 5 кг/т стали прочность стали будет недостаточной. Присадка кремний- и марганецсодержащих ферросплавов в количестве более 10 кг/т стали приводит к возрастанию количества неметаллических включений и экономически нецелесообразна.
Присадка алюминиевой сечки в количестве 0,3-2,0 кг/т стали во время доводки на установке печь-ковш на шлак позволяет раскислить шлак до содержания (FeO)≤1,5% мас., обеспечить требуемую десульфурацию стали и сформировать конечный шлак, способный ассимилировать неметаллические включения на основе СаО и Al2O3. Присадка алюминиевой сечки в количестве менее 0,3 кг/т стали не обеспечивает полного раскисления шлака, присадка алюминиевой сечки в количестве более 2,0 кг/т стали приводит к повышенному содержанию алюминия в стали.
Ввод кальцийсодержащих материалов из расчета 0,05-0,2 кг кальция на тонну стали обеспечивает эффективное модифицирование неметаллических включений на основе оксида алюминия. Ввод большего, либо меньшего количества кальцийсодержащего реагента не позволяет модифицировать неметаллические включения, перевести их в жидкое состояние, эффективно удалять из металла.
Отношение в шлаке CaO/Al2O3 более 3,5 приводит к получению вязкого шлака, имеющего низкую способность ассимилировать неметаллические включения, состоящие преимущественно из алюминатов кальция, образующихся в процессе внепечной обработки стали.
Ввод карбида кремния в количестве более 1,2 кг/т стали приводит к повышенному содержанию кремния в стали и шлаке, затрудняет десульфурацию стали и экономически нецелесообразен.
Пример реализации способа
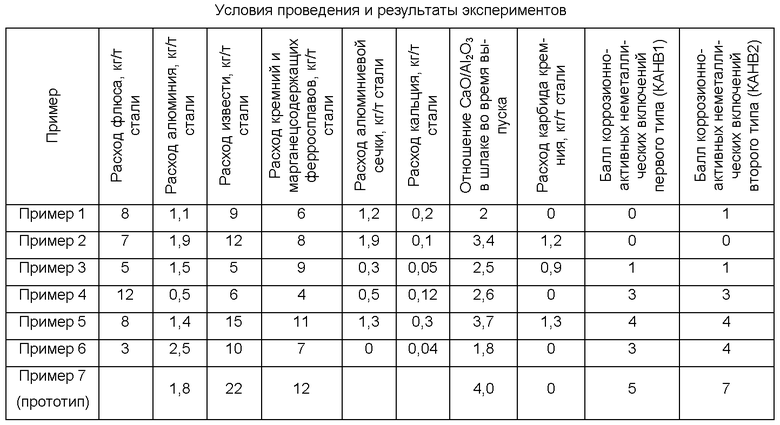
Предложенный способ производства стали был реализован в электросталеплавильном цехе ОАО «Северсталь». После выплавки металл выпускали в печь-ковш, осуществляли внепечную обработку и разливку стали. Было произведено 7 опытных плавок.
Условия проведения и результаты экспериментов приведены в таблице. Примеры 1-3 с соблюдением предложенных технических параметров, примеры 4-6 с не соблюдением некоторых параметров, пример 7 по прототипу.
Из представленных результатов видно, что при выполнении всех предложенных технических решений (примеры 1-3) содержание КАНВ было на уровне 0-1 баллов. При не выполнении предложенных технических решений (примеры 4-6) содержание КАНВ было на уровне 3-4 баллов.
Плавка, выполненная с использованием параметров прототипа, показала неудовлетворительные результаты по наличию КАНВ (балл КАНВ составлял от 5 до 7).
Таким образом, предложенный способ производства стали позволяет выплавлять сталь с баллом КАНВ менее 2 и тем самым повысить стойкость стали к локальной коррозии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства стали | 2023 |
|
RU2828267C1 |
| Способ производства коррозионно-стойкой стали | 2023 |
|
RU2813053C1 |
| Способ производства стали с регламентированным пределом по содержанию серы | 2023 |
|
RU2816888C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ КОРДОВОГО КАЧЕСТВА | 2008 |
|
RU2378391C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2018 |
|
RU2681961C1 |
| Способ производства низкокремнистой стали | 2023 |
|
RU2818526C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2014 |
|
RU2574529C1 |
| СПОСОБ ПРОИЗВОДСТВА БОРСОДЕРЖАЩЕЙ СТАЛИ | 2011 |
|
RU2492248C2 |
| СПОСОБ ПРОИЗВОДСТВА ОСОБОНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2517626C1 |
| Способ производства ванадийсодержащей стали (варианты) | 2022 |
|
RU2786100C1 |
Изобретение относится к области черной металлургии, в частности к производству коррозионностойкой стали с внепечной обработкой и разливкой на установке непрерывной разливки. В способе осуществляют выплавку стали в сталеплавильном агрегате, выпуск расплава в ковш, рафинирование стали в процессе выпуска и доводки на установке печь-ковш. Во время выпуска в ковш присаживают флюс в количестве 4-10 кг/т стали, содержащий 40-85% Al2O3 и 2,0-12,0% СаО, алюминий в количестве 1,0-1,9 кг/т стали, известь в количестве 5-12 кг/т стали, кремний и марганецсодержащие ферросплавы в количестве 5-10 кг/т стали, во время доводки на установке печь-ковш на шлак присаживают алюминиевую сечку в количестве 0,3-2,0 кг/т стали, а в металл вводят кальцийсодержащие материалы из расчета 0,05-0,2 кг кальция на тонну стали. Во время выпуска отношение СаО/Al2O3 в шлаке должно составлять менее 3,5, а во время доводки на установке печь-ковш в металл вводят карбид кремния в количестве не более 1,2 кг/т стали. Изобретение позволяет повысить чистоту стали по коррозионноактивным неметаллическим включениям для исключения образования и развития локальной коррозии и увеличения эксплуатационной стойкости труб. 2 з.п. ф-лы, 1 табл.
1. Способ производства коррозионностойкой стали, включающий выплавку стали в сталеплавильном агрегате, выпуск расплава в ковш, рафинирование стали в процессе выпуска и доводки на установке печь-ковш, отличающийся тем, что во время выпуска в ковш присаживают флюс в количестве 4-10 кг/т стали, содержащий 40-85% Al2O3 и 2,0-12,0% CaO, алюминий в количестве 1,0-1,9 кг/т стали, известь в количестве 5-12 кг/т стали, кремний и марганецсодержащие ферросплавы в количестве 5-10 кг/т стали, во время доводки на установке печь-ковш на шлак присаживают алюминиевую сечку в количестве 0,3-2,0 кг/т стали, а в металл вводят кальцийсодержащие материалы из расчета 0,05-0,2 кг кальция на тонну стали.
2. Способ по п.1, отличающийся тем, что отношение CaO/Al2O3 в шлаке во время выпуска должно составлять менее 3,5.
3. Способ по п.1, отличающийся тем, что во время доводки на установке печь-ковш в металл вводят карбид кремния в количестве не более 1,2 кг/т стали.
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2006 |
|
RU2333255C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ СТАЛИ | 1995 |
|
RU2101367C1 |
| WO 2004035837 A1, 29.04.2004 | |||
| US 6424671 B1, 23.07.2002 | |||

