ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к утюгам.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Известные электрические ручные утюги содержат металлическую подошву с встроенным в нее электрическим нагревательным элементом.
Существующие цели для усовершенствования электрического ручного утюга включают в себя уменьшение веса ручного утюга, таким образом уменьшая усталость пользователя, улучшение эргономики ручного утюга, таким образом повышая эффективность глажки и уменьшая усталость пользователя, улучшение эстетики ручного утюга, повышение эффективности нагрева ручного утюга и его полная эффективность потребления электроэнергии, повышение надежности электрических ручных утюгов, увеличение срока службы ручных утюгов, повышение сопротивления случайной поломке, повышение легкости изготовления ручных утюгов, уменьшение производственных затрат.
В то время как большинство известных ручных утюгов имеет металлическую подошву, возможно использование стеклянной или керамической подошвы. Например, патент США 2008/0235998 раскрывает ручной утюг, имеющий керамическую стеклянную подошву, нагреваемую за счет тонкопленочного нагревательного элемента.
Однако использование стеклянной или керамической подошвы включает в себя ряд дополнительных и разных проблем помимо проблем, представляемых известной металлической подошвой. Новые проблемы, характерные для стеклянной или керамической подошвы, включают в себя следующее: стеклянные или керамические подошвы подвержены сколу или растрескиванию в результате сильного удара по кромкам подошвы, стекло или керамика обычно меньше поддаются обработке, чем металлы и, следовательно, не могут легко просверливаться или подвергаться механической обработке после формования, небольшие элементы являются менее легкими для формирования в стекле или керамики, чем в металлах. Это ограничивает образование точек крепления для закрепления стеклянной подошвы на остальной части утюга, стеклянные или керамические материалы обычно являются менее теплопроводящими, чем металлы, что означает, что может возникать относительно большая разность температур в стеклянной или керамической подошве по сравнению с металлической подошвой. Конкретные варианты осуществления устраняют некоторые из вышеупомянутых проблем, касающихся изготовления электрического ручного утюга, имеющего стеклянную или керамическую подошву.
КРАТКОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом создан узел подошвы для электрического ручного утюга, содержащий наружную металлическую раму, металлическое удерживающее кольцо, размещенное в наружной металлической раме, плоскую подошву, размещенную в металлическом удерживающем кольце, и гибкое уплотнение, расположенное в металлическом удерживающем кольце.
Предпочтительно, узел подошвы дополнительно содержит верхнюю накладную пластину, расположенную рядом с плоской подошвой, например, для образования пустого пространства между подошвой и верхней накладной пластиной.
Предпочтительно, накладная пластина расположена наверху уплотнения. Уплотнение может иметь упругость и являться деформируемым для вмещения накладной пластины и/или других элементов.
Предпочтительно, металлическая удерживающая полоска образует кольцо, окружающее плоскую подошву.
Металлическая удерживающая полоска может содержать первый, по существу, плоский участок, второй, по существу, плоский участок, расположенный на расстоянии от первого, по существу, плоского участка, и вертикальный участок, соединяющий вместе первый и второй, по существу, плоские участки и проходящий между ними.
Второй, по существу, плоский участок, предпочтительно, имеет нижнюю поверхность, которая расположена при использовании, по существу, в той же плоскости, что и нижняя поверхность наружной металлической рамы.
Предпочтительно, второй, по существу, плоский участок удерживающего кольца проходит внутрь вертикального участка по направлению к центру удерживающего кольца, и при сборке подошва опирается на второй плоский участок.
Нижняя поверхность подошвы может быть утоплена относительно нижней поверхности упомянутой наружной рамы.
Предпочтительно, нижняя поверхность подошвы утоплена относительно нижней поверхности наружной рамы на расстояние в диапазоне 0,3-1,0 мм и, предпочтительно, около 0,4 мм.
Предпочтительно, металлическое удерживающее кольцо размещено между уплотнением и наружной металлической рамой.
Предпочтительно, уплотнение расположено между удерживающим кольцом и подошвой.
Предпочтительно, уплотнение содержит гибкий жаропрочный материал.
Предпочтительно, уплотнение содержит силиконовый каучук.
Предпочтительно, уплотнение имеет форму поперечного сечения, содержащую первый участок, проходящий в направлении, поперечном к основной плоскости подошвы, и второй участок, проходящий в направлении, поперечном к первому участку.
Предпочтительно, уплотнение имеет, по существу, “T”-образное поперечное сечение.
Подошва содержит множество тонкопленочных нагревательных элементов для непосредственного нагрева упомянутой подошвы.
Подошва, предпочтительно, имеет толщину в диапазоне 3,5-4,5 мм и в идеальном случае 3,9-4,1 мм.
Подошва может содержать стеклянную пластину или керамическую пластину.
Предпочтительно, подошва содержит множество тонкопленочных нагревательных элементов, имеющих размеры в следующем диапазоне: ширина в диапазоне 0,1-15 мм и, предпочтительно, в диапазоне 1,0-5 мм, и толщина: 300-400 мкм.
Предпочтительно, подошва содержит множество, по существу, прозрачных нагревательных элементов.
В соответствии со вторым аспектом создан электрический ручной утюг, содержащий вышеописанный узел подошвы.
Предпочтительно, узел подошвы удерживается в корпусе без использования клеев.
В одном варианте осуществления корпус перемещается над узлом подошвы во время сборки утюга и удерживается на подошве за счет множества зацепляющих выступов, выемок или ушек, которые зацепляются с соответствующим множеством выступов, выемок или ушек на корпусе. Затем, корпус закрепляют на узле подошвы с помощью одного или множества винтов, которые предотвращают перемещение узла подошвы относительно корпуса в направлении вдоль основной плоскости подошвы и расцепление выступов, выемок или ушек.
Предпочтительно, ручной утюг содержит корпус, который установлен над узлом подошвы, и содержащий набор из одного или множества первых выемок или выступов, при этом наружная рама содержит соответствующий набор из одного или множества вторых выемок или выступов, набор выемок или выступов выполнен с возможностью зацепления первых с набором вторых выемок или выступов для закрепления корпуса на наружной раме, и удерживающее кольцо, подошва и уплотнение закреплены вместе между наружной металлической рамой и корпусом.
В соответствии с третьим аспектом создан способ изготовления узла подошвы для утюга, содержащий следующие стадии:
размещение металлической удерживающей полоски в наружной металлической раме;
размещение плоской подошвы в металлическом удерживающем кольце; и
размещение уплотнения в наружной металлической раме.
Предпочтительно, способ включает в себя размещение уплотнения между удерживающим кольцом и плоской подошвой.
Предпочтительно, плоская подошва содержит множество тонкопленочных электрических нагревательных элементов, и уплотнение используется для электроизоляции электрических нагревательных элементов от наружной металлической рамы.
Уплотнение, предпочтительно, обеспечивает средство для защиты от ударов и амортизации ударной нагрузки при использовании утюга.
Предпочтительно, способ дополнительно включает в себя размещение стеклянной или керамической накладной пластины наверху уплотнения и над подошвой, так что накладная пластина закреплена над подошвой и между корпусом и наружной рамой.
Предпочтительно, способ дополнительно включает в себя закрепление наружной металлической рамы на верхнем корпусе таким образом, что верхний корпус закрепляет металлическую удерживающую полоску, уплотнение и подошву вместе в наружной раме.
Предпочтительно, способ дополнительно включает в себя перемещение наружной металлической рамы, металлической удерживающей полоски, подошвы и уплотнения в верхний корпус в направлении от задней стороны корпуса к передней стороне корпуса.
Другие аспекты изложены в формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и его осуществления ниже описаны только в качестве примера конкретные варианты осуществления, способы и процессы в соответствии с настоящим изобретением со ссылкой на сопроводительные чертежи, на которых изображено следующее:
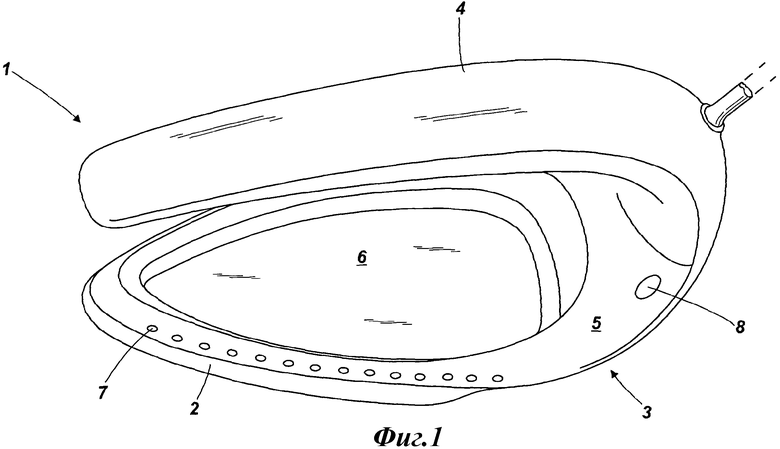
фиг.1 схематично иллюстрирует на перспективном виде сверху первый ручной утюг в соответствии с первым конкретным вариантом осуществления;
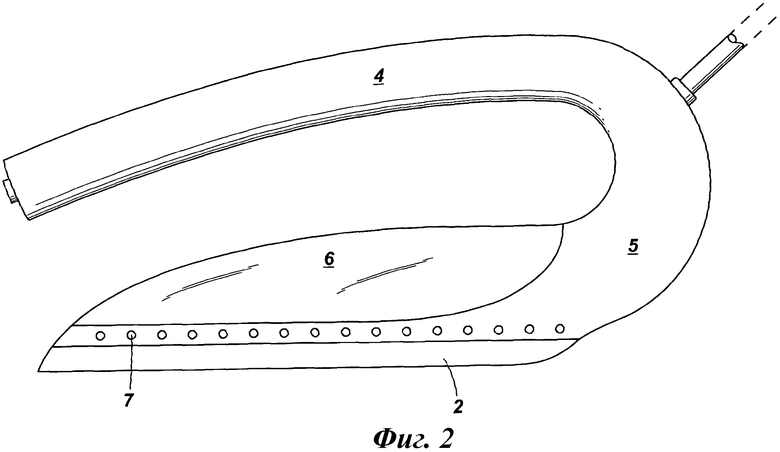
фиг.2 схематично иллюстрирует на виде сбоку первый ручной утюг на фиг.1;
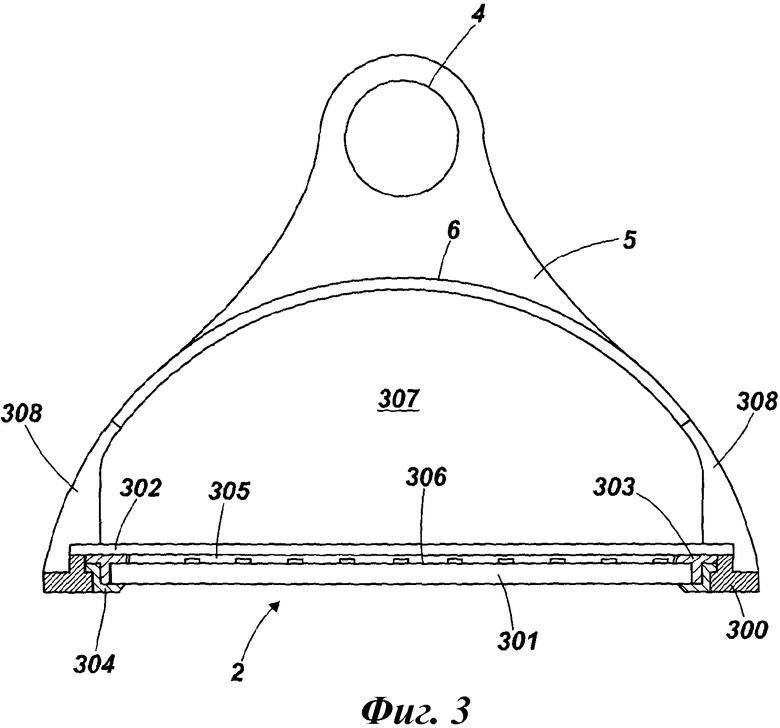
фиг.3 иллюстрирует вид в разрезе спереди первого ручного утюга корпус и узел подошвы утюга на фиг.1;
фиг.4 схематично иллюстрирует на перспективном виде с пространственным разделением элементов корпуса и узла подошвы первого ручного утюга на фиг.1;
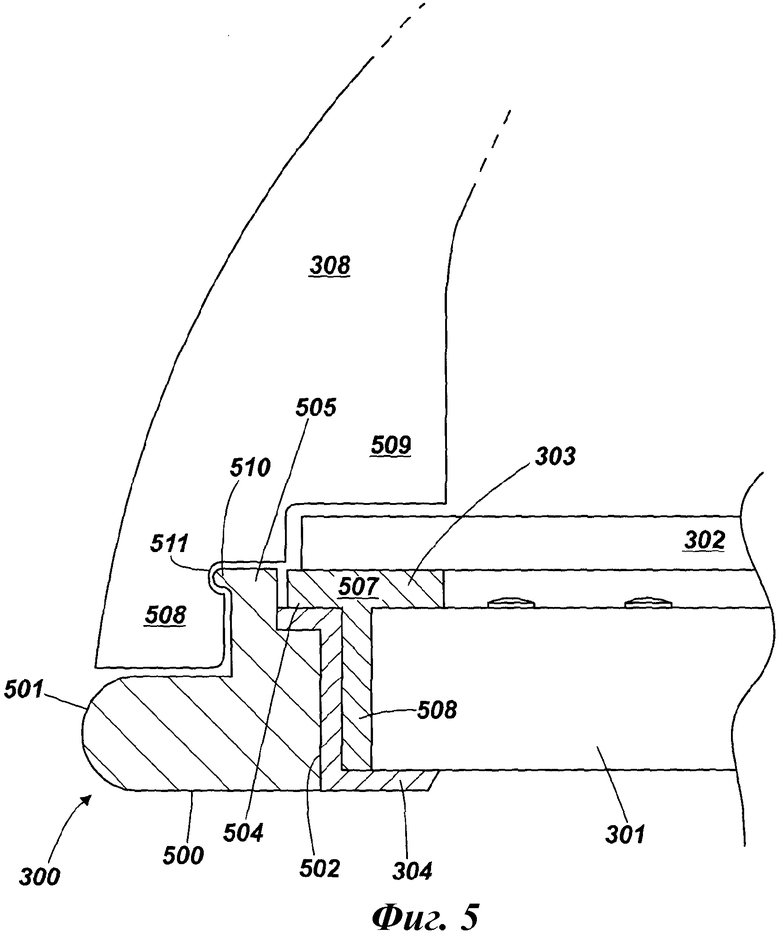
фиг.5 схематично иллюстрирует часть вида в разрезе сбоку узла подошвы и нижней части корпуса первого ручного утюга на фиг.1;
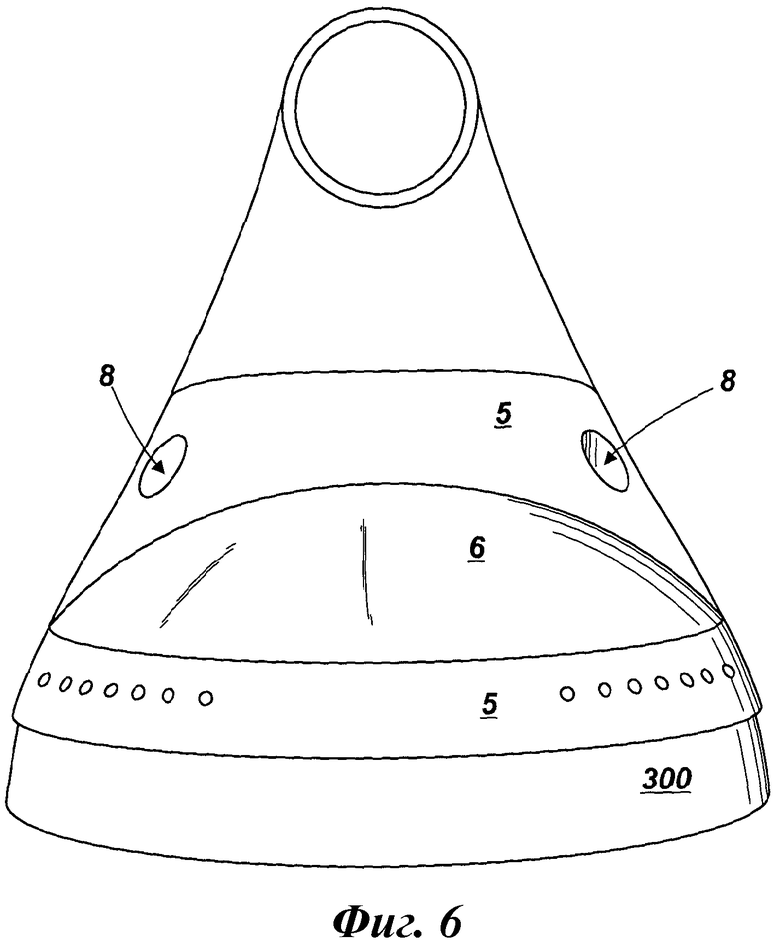
фиг.6 - вид спереди собранного первого ручного утюга;
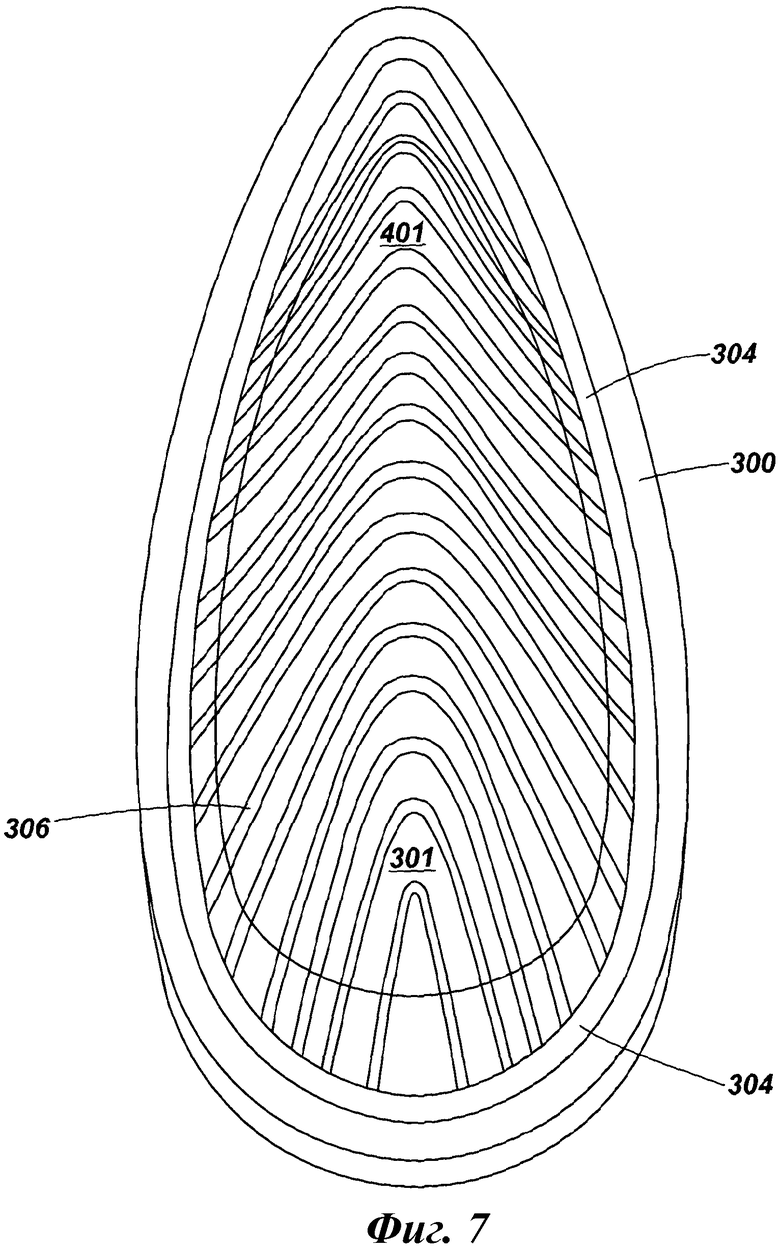
фиг.7 схематично иллюстрирует на виде снизу подошву первого ручного утюга на фиг.1;
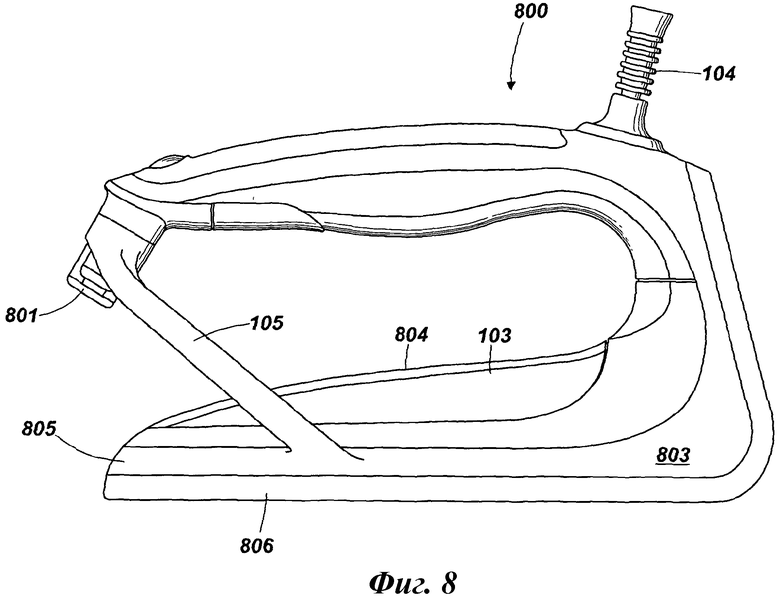
фиг.8 схематично иллюстрирует на виде сбоку второго ручного утюга в соответствии со вторым конкретным вариантом осуществления;
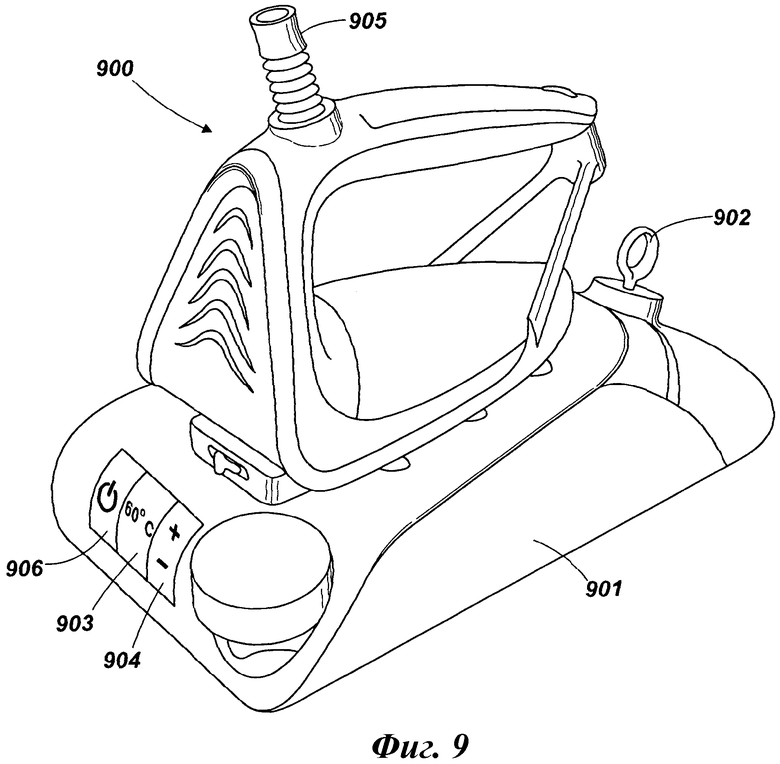
фиг.9 схематично иллюстрирует на виде сзади ручной утюг третьего варианта осуществления и отделение для воды в соответствии с третьим конкретным вариантом осуществления;
фиг.10 схематично иллюстрирует на виде сзади и сверху ручной утюг четвертого варианта осуществления и отделение для воды в соответствии с четвертым конкретным вариантом осуществления;
фиг.11 схематично иллюстрирует часть вида в разрезе сбоку узла подошвы и нижней части корпуса утюгов третьего и четвертого вариантов осуществления на фиг.9 и 10;
фиг.12 схематично иллюстрирует на виде сверху стеклянную подошву в соответствии с пятым конкретным вариантом осуществления, содержащую V-образный тонкопленочный нагревательный элемент;
фиг.13 схематично иллюстрирует на виде в разрезе сбоку участок корпуса и рамы утюга, как описано в данном документе, показывающий средство зацепления для закрепления рамы на корпусе; и
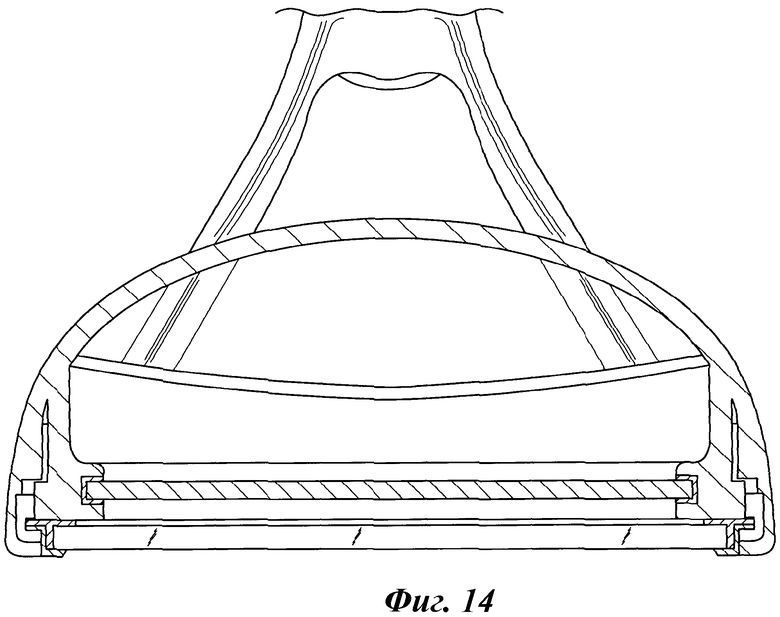
фиг.14 схематично иллюстрирует на виде в разрезе спереди узел подошвы и кожух утюга, как описано в данном документе.
ПОДРОБНОЕ ОПИСАНИЕ
Ниже описан в качестве примера конкретный вариант, рассмотренный изобретателями. В нижеследующем описании множество конкретных подробностей изложены для обеспечения полного понимания. Однако специалисту в данной области техники следует понимать, что настоящее изобретение может быть осуществлено на практике без ограничения данными конкретными подробностями. В других примерах хорошо известные способы и конструкции не описаны подробно, чтобы излишне не затруднять понимание описания.
В данном описании изложены варианты осуществления ручного утюга, имеющего прозрачную стеклянную подошву и прозрачный или частично прозрачный верхний корпус. Однако в других вариантах осуществления подошва может быть выполнена из керамического материала. В еще одних вариантах осуществления материалы подошвы не обязательно должны быть прозрачными, и могут быть непрозрачными, и верхний корпус также может быть непрозрачным непосредственно над подошвой.
В данном описании изложены варианты осуществления, имеющие прозрачный полупроводящий металлооксидный тонкопленочный нагревательный элемент, нанесенный непосредственно на стеклянную подошву. Однако материал тонкопленочного нагревательного элемента в других вариантах осуществления не ограничивается прозрачной тонкой пленкой, и может содержать непрозрачные нагревательные элементы, например металлическую нагревательную дорожку.
В данном описании термин «стекло» используется для ссылки на материалы, общеизвестные в области техники, в соответствии с данным описанием и включающие в себя бесцветное прозрачное или цветные прозрачные стекла, и включающие в себя, но не ограничиваясь этим, аморфные некристаллические твердые материалы. Термин включает в себя, но, не ограничивается этим, боросиликатное и кварцевое стекла и включает в себя пластмассу или другие диоксиды кремния, не содержащие аморфные вещества.
В данном описании термин «керамический» должен быть истолкован как керамика, общеизвестная в области техники и включающая в себя, но не ограничиваясь этим, неорганические неметаллические твердые вещества, полученные за счет нагревания и последующего охлаждения, имеющие или кристаллическую, частично кристаллическую или аморфную структуру.
Фиг.1 представляет схематичный перспективный вид сверху ручного утюга в соответствии с первым конкретным вариантом осуществления. Ручной утюг 1 содержит узел 2 подошвы и корпус 3. Корпус 3 содержит ручку 4, выполненную из полученной литьем под давлением пластмассы и образующую верхнюю поверхность утюга, непрозрачный сформованный пластмассовый кожух, проходящий по периметру подошвы, и прозрачный или полупрозрачный верхний колпак 6, выполненный из полученного литьем под давлением материала. Пластмассой может быть, например, поликарбонат или любая другая подходящая пластмасса, которая имеет достаточную жесткость, легкость формования и термостойкость, для применения в утюгах.
Корпус может быть закреплен на узле подошвы за счет ряда винтов 8, соединяющих заднюю сторону корпуса с задней стороной наружной металлической рамы.
На фиг.2 на виде сбоку схематично проиллюстрирован электрический утюг на фиг.1.
Прозрачный/полупрозрачный участок подошвы и прозрачный/полупрозрачный колпак 6 корпуса дают возможность пользователю смотреть через основной корпус утюга на материал, подлежащей глажке, под подошвой.
Подошва содержит часть узла подошвы, в котором нижняя стеклянная или керамическая подошва содержит защитное стекло, пластмассовую или керамическую накладную пластину, которая выполняет функцию физической и электрической изоляции нагревательного элемента от внутренней части утюга.
Над накладной пластиной расположена полость, образованная внутри верхнего кожуха между верхней частью узла подошвы и прозрачным/полупрозрачным верхним колпаком 6. В различных вариантах осуществления эта полость может быть открытой в наружный атмосферный воздух через одно или множество боковых вентиляционных отверстий 7 в основании кожуха и непосредственно над наружной металлической рамой подошвы, или в других вариантах полость может быть уплотнена и заполнена инертным газом, таким как аргон, или заполнена чистым прозрачным или чистым цветным газом.
Ручной утюг дополнительно содержит внутри электрический нагревательный элемент для нагрева подошвы, переключатель тепловой защиты для отключения утюга в случае опасного перегрева, двухпозиционный переключатель, переключатель выбора температуры и воздушный вентилятор, расположенный сзади или в задней части утюга. Воздушный вентилятор расположен внутри корпуса утюга и всасывает воздух из отверстия для впуска воздуха в задней части утюга. Воздух вытесняется из множества первых отверстий 8 для выпуска воздуха, расположенных на заднем участке верхнего кожуха 6 и/или множества вторых отверстий 9 для выпуска воздуха, которые расположены внутри корпуса утюга в полости, образованной между верхним кожухом 6 и верхней поверхностью подошвы.
На фиг.3 на виде в разрезе спереди утюга изображены кожух и узел подошвы.
Узел 2 подошвы содержит периферийную наружную раму 300 из металла, например алюминия, и внутренний узел стеклянной пластины. Наружная рама содержит полую фасонную подошву или ладьевидное кольцо из металла, имеющие гладкую плоскую нижнюю поверхность, которая контактирует с тканью, подлежащей глажке. Наружная металлическая рама проходит вокруг наружной стороны внутреннего узла прозрачной или полупрозрачной стеклянной или керамической подошвы.
Внутренний узел стеклянной или керамической пластины содержит нижнюю стеклянную или керамическую пластину 301, имеющую гладкую нижнюю поверхность, которая при использовании является участком, который находится в непосредственном контакте с тканью или предметом одежды, подлежащими глажке, и верхнюю накладную пластину 302, также выполненную из стекла или керамики, которая расположена на расстоянии от нижней пластины и параллельна ей с образованием зазора между ними. Верхняя и нижняя пластины могут быть соединены вокруг своих кромок при помощи уплотняющего элемента 303 для образования узла уплотненной подошвы, который является непроницаемым для проникновения газа с наружной стороны. Уплотняющий элемент находится на металлической полоске или удерживающем кольце 304, которое упирается во внутренний выступ наружной металлической рамы 300, и проходит внутрь в отверстие в центре наружной металлической рамы. Уплотняющий элемент является, предпочтительно, упругим и/или деформируемым, так что он обеспечивает степень демпфирования в подошве внутри удерживающей полоски, что способствует амортизации подошвы без повреждения, и обеспечивает демпфирование накладной пластины для амортизации удара. Уплотняющий элемент может обеспечивать физическую изоляцию, как подошвы, так и крышки от наружной металлической рамы. Нижняя пластина подошвы опирается на верхнюю сторону внутреннего выступа удерживающего кольца, так что подошва вставлена от самой нижней плоской поверхности, контактирующей с тканью, наружной металлической рамы, и самой нижней поверхности удерживающего кольца на расстоянии 0,3-1,0 мм и, предпочтительно, около 0,4 мм.
Пространство 305 между двумя пластинами может быть заполнено инертным чистым или прозрачным газом, например аргоном. Газ в пространстве между двумя параллельными пластинами может находиться под давлением выше атмосферного давления.
Нижняя стеклянная или керамическая пластина имеет рисунок, сформированный на ее верхней поверхности с помощью тонкопленочного полупроводникового нагревательного элемента 306. При подаче электроэнергии на тонкопленочный нагревательный элемент, элемент становится горячим и передает тепло стеклянной или керамической нижней пластине 301 подошвы, так что тепло может передаваться от нижней стеклянной пластины подошвы непосредственно на предмет одежды или ткань, подлежащие глажке.
Над узлом 2 подошвы находится полость 307 и верхний колпак 6, ограниченный боковыми сторонами непрозрачного кожуха 308. В изображенном варианте осуществления как узел подошвы, так и верхний колпак являются прозрачными, и, таким образом, можно видеть через утюг в вертикальном направлении из положения над утюгом вниз материал под подошвой. Как верхняя, так и нижняя пластины узла подошвы, а также тонкопленочный нагревательный элемент являются прозрачными, и могут просматриваться насквозь.
На фиг.4 на перспективном виде в разрезе спереди с пространственным разделением элементов утюга на фиг.1-3, схематично проиллюстрирован способ сборки утюга.
Металлический удерживающий элемент 304 в виде полоски или кольца размещен в металлической раме 300, имеющей форму полой дугообразной или криволинейной подошвы. Металлический удерживающий элемент опускается в металлическую раму и располагается на верхнем выступе 400 рамы. Удерживающий элемент может содержать единственную непрерывную петлю, или образованную из металла или полоску из металла, свернутую в кольцо или петлю для соответствия внешней форме подошвы.
Нижняя стеклянная или керамическая пластина 301 подошвы размещена в металлическом удерживающем кольце 304 и свободного расположения в нем с образованием горизонтального зазора 0,3-1,0 мм и, предпочтительно около 0,4 мм по всей длине вокруг стеклянной нижней пластины между нижней пластиной и металлической рамой 300. Удерживающее кольцо может быть образовано из одного металлического элемента, например, посредством штамповки элемента из нержавеющей стали или из низкосортной стали, которая по выбору может быть покрыта хромом.
Упругое гибкое жаропрочное силиконовое уплотнение 303 имеет форму поперечного сечения, содержащую вертикальный участок, примыкающий к боковому участку, проходящему поперек и к каждой стороне вертикального участка, чтобы получить форму “T”. Ввиду вышеупомянутого силиконовым уплотнением является кольцо, имеющее форму дугообразной подошвы, имеющее две противоположные дугообразные стороны, соединяющиеся на переднем конце, и задний соединительный участок, проходящий между ними и соединяющий самую заднюю часть из двух дугообразных боковых участков. Силиконовое уплотнение выполнено в виде одного элемента, например, посредством формования.
Вертикальная проходящая часть силиконового уплотняющего кольца располагается в зазоре между удерживающим кольцом 304 и подошвой 301, так что силиконовое уплотнение опускается, перемещается или может быть вставлено с усилием в зазор между стеклянной или керамической нижней нагревательной пластиной 401 подошвы и удерживающим кольцом 304, так что силиконовое уплотнение надежно устанавливает нижнюю пластину в удерживающем кольце. Для повышения теплообмена между удерживающим кольцом 304, стеклянной нижней пластиной 301, силиконовым уплотнением 303 и наружной металлической рамой 300 узла подошвы теплопроводящая паста может быть нанесена на кромки стеклянной нижней пластины, удерживающее кольцо и в зазоре, подлежащем заполнению силиконовым установочным кольцом 303, так что при использовании тепло от нагретой нижней стеклянной или керамической пластины 301 может передаваться наружной металлической раме 300.
Наверху металлической рамы, удерживающего кольца, стеклянной нагревательной пластины и силиконового установочного кольца может быть расположена верхняя стеклянная или керамическая накладная пластина 302, которая также имеет ладьевидную форму для соответствия подошве.
Вышеупомянутые элементы могут быть закреплены вместе при помощи верхних кромок 308 верхнего кожуха, который имеет утопленный выступ 401, который располагается наверху периферии верхней стеклянной или керамической пластины 302 для прижатия верхней пластины к силиконовому уплотнительному кольцу и удерживает силиконовое уплотнительное кольцо в металлическом удерживающем кольце 304.
Наружные кромки кожуха утюга могут располагаться на металлической раме для сжатия вместе металлической рамы 300, удерживающего кольца 304, нижней стеклянной/керамической пластины 301, силиконового уплотнения 303 и верхней стеклянной/керамической пластины. Кромки верхнего кожуха могут иметь одну или более выемок, канавок или выступов, которые располагаются с соответствующими противоположными выступами, выемками или канавками на металлической раме 300 для установки узла подошвы и удержания узла подошвы в верхнем кожухе.
Сборка подошвы с корпусом осуществляется в следующей последовательности:
металлическое удерживающее кольцо опускают в наружную металлическую раму;
стеклянную или керамическую подошву опускают или располагают в металлическом удерживающем кольце;
гибкое силиконовое уплотнение вставляют в зазор вокруг кромки подошвы между подошвой и удерживающим кольцом;
накладную пластину размещают наверху силиконового уплотнения;
наружную раму, удерживающее кольцо, подошву, уплотняющее кольцо и накладную пластину перемещают горизонтально в корпус утюга от задней стороны утюга, так что канавка на кожухе зацепляется с выступом или краем вокруг наружной рамы;
два или более стопорных винтов перемещают через корпус в пару резьбовых отверстий в задней части наружной металлической рамы, которые располагают под корпусом, и затягивают, чтобы закрепить заднюю часть рамы на задней части корпуса и предотвратить отсоединение узла подошвы от корпуса.
Во время сборки, если в полость между верхней и нижней стеклянными/керамическими пластинами и/или полость между узлом подошвы и верхним кожухом должен быть введен инертный газ, тогда последовательность сборки должна выполняться в атмосфере инертного газа, например, в камере, содержащей такой газ.
На фиг.5 на подробном виде в разрезе изображено соединение между узлом подошвы и корпусом утюга на одной стороне утюга.
Наружная рама 300, которая предпочтительно выполнена из алюминия или подобного материала, в профиле сечения содержит основной участок корпуса, имеющий плоскую нижнюю поверхность 500, контактирующую с предметом одежды, на одной стороне закругленную кромку 501, на противоположной стороне плоскую вертикальную внутреннюю поверхность 502, причем плоская вертикальная поверхность проходит к обращенной внутрь периферийной кромке 503, на которую опирается удерживающее кольцо 304, и расположенную рядом с кромкой вертикальную стенку 505, которая вставлена относительно наружной кромки 501 и внутренней поверхности 502 кромки.
Удерживающее кольцо 304 содержит первый, по существу, плоский верхний участок, который расположен на верхней стороне выступа 504 наружной рамы, второй, по существу, плоский нижний участок, расположенный на расстоянии от первого, по существу, плоского верхнего участка, причем нижний участок проходит в отверстие, окруженное наружной рамой, и вертикальный соединительный участок, соединяющий вместе упомянутые первый и второй, по существу, плоские участки и проходящий между ними при сборке, причем вертикальный соединительный участок расположен рядом с внутренней поверхностью 502 наружной рамы 300. Предпочтительно, удерживающее кольцо выполнено из металла толщиной в диапазоне 0,2-0,3 мм.
Уплотнение 303 имеет, по существу, ладьевидную форму на виде сверху, имеющий на виде в разрезе вертикальный участок 506, одна сторона которого контактирует с обращенной внутрь поверхностью 502 удерживающего кольца, а другая сторона которого контактирует с наружной периферийной кромкой нижней пластины 301 подошвы. Вертикальный участок соединен с плоским верхним участком 506 колпака, который проходит через верхнюю часть вертикального участка и выступает на каждой стороне верхнего участка. Внутренняя нижняя поверхность внутреннего наиболее выступающего участка контактирует с верхней поверхностью подошвы 301. Внутренняя поверхность наружного выступающего участка опирается на верхнюю сторону, по существу, плоского верхнего участка удерживающего кольца, который в свою очередь находится на верхней стороне выступа 504 наружной рамы.
Кожух 308 установлен на верхней стороне узла подошвы, причем наружный периферийный фланец 508 кожуха проходит вниз на стороне вертикальной стенки 505 наружной рамы, и задняя часть 509 кожуха нажимает на накладную пластину 302, уплотнение 303 и удерживающее кольцо 504 и сжимает весь узел подошвы.
Периферийный выступ или фланец 510, образованный на боковой стороне наружной рамы 300, зацепляется с соответствующей выемкой или пазом в кожухе, так что корпус перемещается над узлом подошвы в направлении от передней стороны к задней стороне подошвы, боковые стороны кожуха закрепляют элементы подошвы вместе. Задняя сторона наружной рамы может быть закреплена на корпусе при помощи пары проходящих вниз винтов, которые проходят через кожух и предотвращают узел подошвы от выдвижения из канавок в корпусе в направлении вперед из корпуса.
В альтернативной конструкции кожух может иметь множество отверстий, окруженных плоским материалом, которые зацепляются с множеством выступающих штырей, подобных ушкам или выступам на металлической раме узла подошвы, так что при перемещении кожуха вперед во время изготовления выступающие части/выступы на узле подошвы зацепляются с перифериями отверстий при движении со скольжением, которые могут слегка сжимать кожах на “T”-образном участке уплотнения. Кожух может быть предотвращен от расцепления с подошвой за счет множества винтов, вставленных сзади кожуха, которые закрепляют кожух на подошве, причем винты проходят через кожух на задний участок металлической рамы узла подошвы, таким образом, стеклянная подошва удерживается в раме, удерживающем кольце и уплотнении, и рама закреплена на кожухе. Данное изготовление исключает необходимость в клее для соединения упругого гибкого уплотнения со стеклом или с наружной металлической рамой подошвы или удерживающим кольцом и надежно закрепляет все элементы на месте.
В Великобритании ручные утюги должны проходить различные испытания в соответствии с британским стандартом BS EN 60335. Эти испытания включают в себя испытание на удар, в котором шариковым подшипником ударяют по ручному утюгу в уязвимое место, и испытание на падение, в котором утюг бросают.
Для прохождения через эти испытания стеклянная подошва должна быть механически прочной, что ведет к наличию относительно более толстой стеклянной подошвы. С другой стороны, поскольку стекло имеет относительно большую скрытую теплоту по сравнению с металлом, чем толще стеклянная пластина, тем больше времени требуется для нагрева стекла и более длительным является время реагирования стекла при охлаждении поверхности стекла, например, вследствие контакта с одеждой или влажной одеждой. Следовательно, существует компромисс, который необходимо сделать между прочностью и тепловыми характеристиками стеклянной подошвы.
Используя вышеупомянутый способ изготовления, экспериментально было установлено, что может быть использована относительно более тонкая стеклянная подошва, которая обеспечивает подобную надежность и сопротивление при испытании на падение/сопротивление удару, как в случае относительно более толстой стеклянной подошвы, где более толстая стеклянная пластина соединена с наружной металлической рамой при помощи клея. Следовательно, преимущество улучшенных тепловых характеристик может быть получено за счет использования более тонкой стеклянной пластины для такого же или подобного сопротивления удару и сопротивления при испытании на падение для более толстой стеклянной пластины, где более толстая стеклянная пластина соединена с наружной металлической рамой при помощи клея. Например, стеклянная подошва толщиной 4 мм может использоваться с гибким уплотнением, расположенным в раме, тогда как без установки гибкого уплотнения толщина стекла на 1 или 2 мм больше, т.е. 5 или 6 мм может быть необходимо для достижения такой же прочности.
В предпочтительном варианте осуществления используется стеклянная подошва толщиной в диапазоне 3,5-4,5 мм и, предпочтительно в диапазоне 3,9-4,1 мм.
На фиг.6 на виде спереди изображен собранный ручной утюг. Задние стопорные винты 8 вставляются в утопленные пазы сзади кожуха 5.
На фиг.7 на виде снизу изображен утюг, имеющий прозрачную подошву.
Узел 2 подошвы содержит металлическую периферийную кромку 300, центральную стеклянную подошву 301, металлическое удерживающее кольцо 304, расположенное между стеклянной подошвой и наружной металлической рамой, и силиконовую прокладочную уплотняющую полоску или кольцо (не показано), расположенное между стеклянной подошвой 301 и металлическим удерживающим кольцом 304.
На стеклянной подошве сформирован рисунок из множества металлооксидных полупроводниковых нагревательных элементов 306, расположенных на реброобразных дорожках по ширине прозрачной стеклянной пластины 301. Дорожки 306 нагревательных элементов сформированы к задней стороне подошвы, чтобы обеспечить, по существу, равномерную плотность энерговыделения по всей стеклянной подошве, чтобы обеспечить, по существу, равномерное нагревание стеклянной подошвы. Спереди подошвы расстояние, размеры и расположение нагревательных элементов могут быть выполнены с возможностью обеспечения незначительно большей нагревательной способности на единицу площади, поскольку передний конец подошвы может охлаждаться быстрее, чем задняя часть подошвы, из-за избыточной энергии, необходимой для испарения влаги, содержащейся в ткани, так как передний конец подошвы обычно входит в контакт с тканью раньше, чем задняя часть подошвы при нормальной глажке при перемещении утюга в направлении вперед.
Между стеклянной/керамической подошвой и наружной металлической рамой находится удерживающее кольцо 304, которое имеет гладкую плоскую нижнюю поверхность, которая при использовании контактирует с материалом, подлежащим глажке. Гладкая поверхность удерживающего кольца 304 расположена заподлицо и в одной и той же плоскости, что и гладкая плоская нижняя поверхность наружной рамы 300, но основная площадь подошвы утоплена в вертикальном направлении на расстояние около 0,3-1,0 мм и, предпочтительно, около 0,4 мм, так что при падении утюг будет ударяться наружной рамой 300 вместо стеклянной подошвы, и, следовательно, утюг выполнен более надежным.
В предпочтительных вариантах осуществления ширина дорожек нагревательных элементов составляет, предпочтительно, порядка 1,0 мм и 5,0 мм, но рисунки дорожек могут быть выполнены с использованием ширины дорожек в диапазоне 0,1-15 мм. Толщина тонкопленочного материала составляет предпочтительно в диапазоне 300-400 мкм, и длина дорожек в зависимости от ширины подошвы на любом расстоянии вдоль подошвы составляет в диапазоне 3-22 см. Общая мощность нагревательных элементов и выходная мощность утюга находятся в диапазоне 900-1100 Вт.
На фиг.8 на виде с одной стороны проиллюстрирован второй утюг в соответствии со вторым конкретным вариантом осуществления.
Второй ручной утюг 800 содержит все признаки первого ручного утюга, описанного со ссылкой на фиг.1-6, и основной корпус второго ручного утюга собран вместе с узлом подошвы подобным образом, как и в случае первого ручного утюга. Второй ручной утюг содержит сопло 801 для выпуска воды на переднем участке ручки утюга, и передняя часть ручки поддерживается парой штанг или распорок 802, проходящих по одной на каждой стороне утюга между нижним кожухом утюга и передней частью ручки для обеспечения большей прочности корпуса утюга и сопротивления сжатию в вертикальном направлении.
Второй ручной утюг содержит корпус 803, имеющий прозрачный верхний колпак 804 над непрозрачным периферийным кожухом 805, который проходит над узлом 806 подошвы и вокруг него.
В частности, второй утюг использует те же диапазоны ширины дорожек нагревательных элементов, материалы элементов и исполнение узла подошвы, что и утюг первого варианта осуществления, описанный выше.
На фиг.9 проиллюстрированы электрический ручной утюг и отделение для воды в соответствии с третьим конкретным вариантом осуществления.
Ручной утюг 900 содержит все признаки второго ручного утюга, описанного со ссылкой на фиг.8. Ручной утюг получает воду из отдельного отделения 901 для воды.
Отделение 901 для воды содержит съемный резервуар для содержания воды, крышку 902 фильтра для обеспечения заполнения резервуара, фильтр для воды, который может быть постоянным или съемным для очистки, панель 903 отображения/управления на задней стороне отделения основания для регулирования температуры утюга и для переключения утюга между режимами «включено» и «ожидание», схему управления и источник питания для подачи электроэнергии на ручной утюг, сетевой штепсель 904 и кабель для соединения с электропитанием от сети и трубку 905, соединяющую ручной утюг с отделением для воды, причем трубка содержит гибкую трубку для подачи воды, например, из резины, и электрический силовой кабель для подачи электроэнергии на электрический ручной утюг.
Устройство 903 управления/отображения содержит поверхность с сенсорным управлением для повышения, понижения температуры утюга, устройство отображения, такое как жидкокристаллический индикатор, для отображения температуры утюга, и селектор включено/ожидание для установки утюга между режимами работы «включено» и «ожидание».
В некоторых вариантах осуществления дорожки металлических нагревательных элементов могут быть сконцентрированы по направлению к переднему концу утюга, чтобы обеспечить немного более высокую плотность энерговыделения в области переднего конца. Относительно более высокая плотность энерговыделения в области переднего конца может быть необходима, поскольку при нормальной глажке передний конец утюга обычно раньше взаимодействует с влагой на одежде, подлежащей глажке, чем центральный и задний участки подошвы, и, следовательно, подвергается большей теплоотдаче вследствие испарения воды, содержащейся в предмете одежды.
Вышеупомянутый способ изготовления имеет преимущество в изготовлении по сравнению с вариантом стеклянной подошвы, соединенной с наружной металлической рамой при помощи клея. После изготовления стеклянной подошвы, используя соединенную конструкцию, для того чтобы клей надежно соединился с наружной металлической рамой, кромки стеклянной подошвы должны быть тщательно очищены от жира или других загрязнений. Это может быть проблемой, когда стеклянная подошва изготовлена на производстве, отличном от сборочного производства, поскольку стеклянные подошвы могут стать грязными во время упаковки, транспортировки и распаковки.
Используя способ, описанный выше, требование, чтобы стеклянные подошвы оставались тщательно очищенными, является менее жестким, чем использование стеклянной подошвы, которая должна быть приклеена к металлической раме. По сравнению с вариантом непосредственного соединения стеклянной подошвы с наружной металлической рамой, описанный настоящий способ изготовления является более надежным.
Кроме того, сборка подошвы является простой и легко автоматизированной и исключает использование каких-либо клеев.
В еще одних вариантах осуществления кожух может быть изготовлен из бесцветной прозрачной пластмассы, такой как поликарбонат.
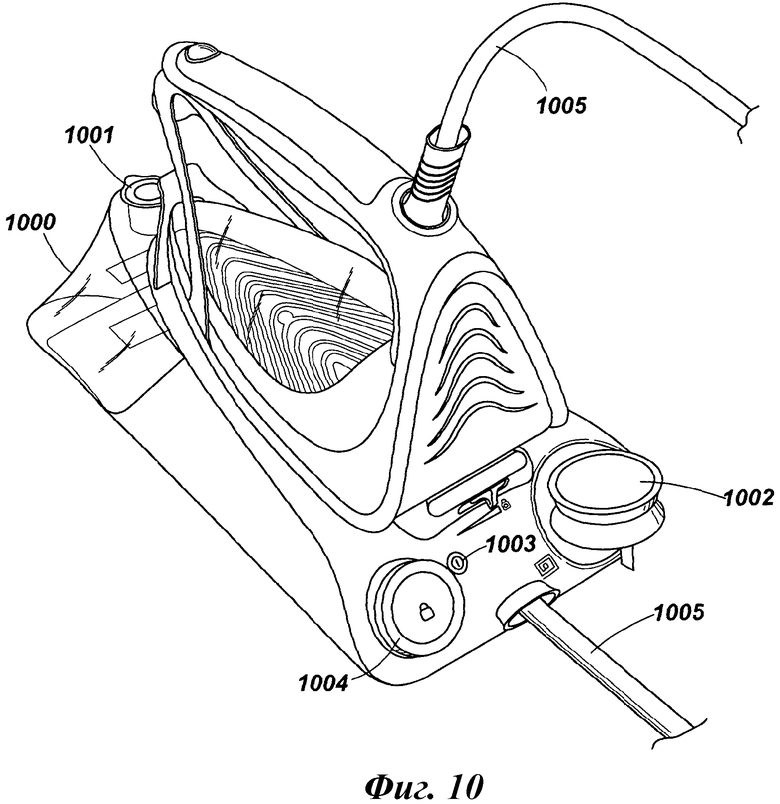
На фиг.10 на виде сзади схематично проиллюстрирован ручной утюг четвертого варианта осуществления с отделением для воды в соответствии с четвертым конкретным вариантом осуществления.
Четвертый ручной утюг имеет все признаки третьего ручного утюга, как описано выше. Отделение для воды четвертого варианта осуществления содержит прозрачную или полупрозрачную съемную емкость 1000 для воды спереди отделения, имеющую крышку 1001 фильтра. Сзади отделения для воды находится сетевой штепсель 1002 с соединенным сетевым электрическим кабелем, который может храниться в выемке, открывающейся сзади отделения для воды. В данном варианте осуществления температура регулируется при помощи вращающейся ручки температуры, и выбор режима включено/ожидание осуществляется посредством кнопочного управления 1004.
Утюг и отделение для воды соединены вместе при помощи трубки 1005.
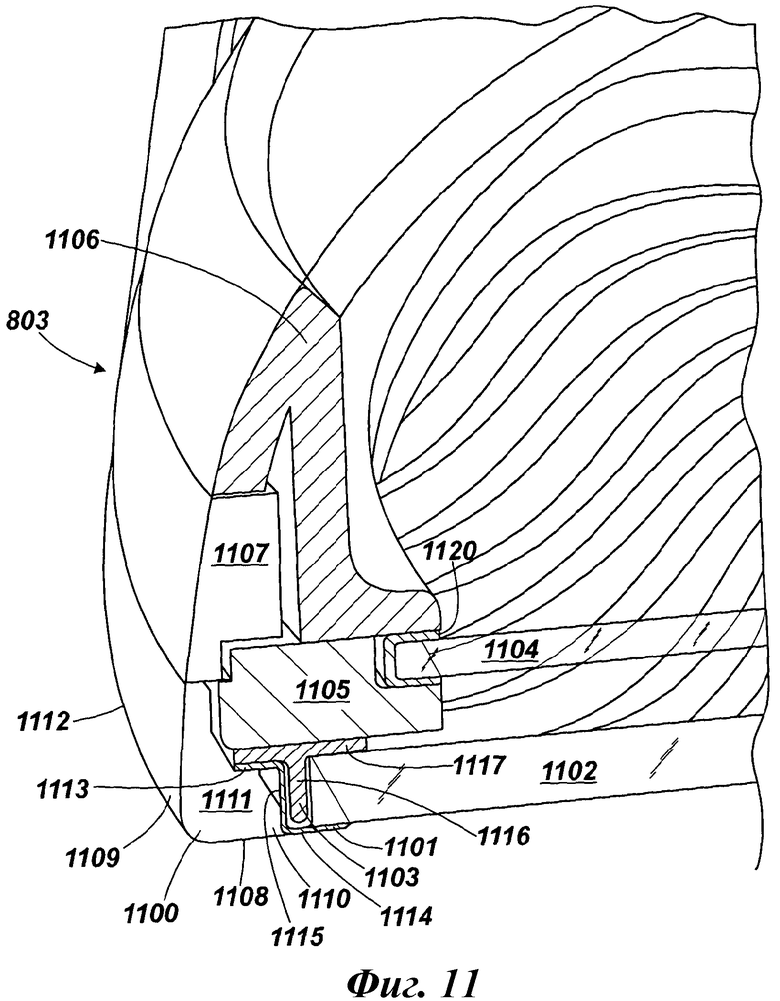
На фиг.11 на подробном виде в разрезе изображено соединение между узлом подошвы и корпусом утюга на одно стороне утюга.
Узел подошвы содержит наружную раму 1100, удерживающее кольцо 1101, расположенное в наружной раме, прозрачную стеклянную подошву 1102, расположенную в удерживающем кольце 1101, ладьевидное упругое гибкое уплотнение 1103, расположенное между удерживающим кольцом и стеклянной подошвой для изоляции стеклянной подошвы от наружной металлической рамы 1100 и закрывающее зазор.
Корпус 803 содержит наружный кожух 805, только одна сторона которого изображена на фиг.11, который обычно является симметричным вокруг центральной продольной оси утюга. Кожух может быть образован из двух отдельных частей, верхнего кожуха 1106 и нижнего кожуха 1107, которые могут иметь пластмассу разного цвета или разные покрытия поверхностей относительно друг друга.
Во время сборки нижняя часть кожуха перемещается над верхней поверхностью рамы в направлении вдоль основной длины утюга, так что множество зацепляющих элементов на раме зацепляется с соответствующим множеством зацепляющих элементов на кожухе для удержания кожуха на раме и закрепления всех элементов узла подошвы на кожухе. Кожух предотвращен от расцепления с рамой за счет множества винтов, которые проходят через кожух и которые ввинчиваются в часть рамы.
Наружная рама 1100, которая предпочтительно выполнена из алюминия или подобного материала, в профиле сечения содержит основной участок корпуса, имеющий плоскую нижнюю поверхность 1108, контактирующую с предметом одежды, на наружной периферии закругленную кромку 1109, на противоположной стороне и непосредственно рядом с удерживающим кольцом плоскую вертикальную внутреннюю поверхность 1110, верхнюю поверхность 1111 и проходящую вверх боковую стенку 1112, которая проходит вокруг передней и боковых сторон утюга.
Удерживающее кольцо 1101 содержит первый, по существу, плоский верхний участок 1113, который располагается наверху верхней поверхности рамы, второй, по существу, плоский нижний участок 1114, расположенный на расстоянии от первого, по существу, плоского верхнего участка, причем нижний участок проходит в отверстие, окруженное наружной рамой, и вертикальный соединительный участок 1115, соединяющий вместе упомянутые первый и второй, по существу, плоские участки и проходящий между ними. При сборке вертикальный соединительный участок расположен рядом с внутренней поверхностью 1110 наружной рамы. Предпочтительно, удерживающее кольцо выполнено из металла толщиной в диапазоне 0,2-0,3 мм.
Уплотнение 1103 имеет, по существу, ладьевидную форму на виде сверху, имеющую на виде в разрезе от горизонтального направления вертикальный участок 1116, одна сторона которого контактирует с обращенной внутрь поверхностью 1110 удерживающего кольца, а другая сторона которого контактирует с наружной периферийной кромкой нижней стеклянной пластины 1102 подошвы. Вертикальный участок соединен с плоским верхним участком 1117 колпака, который проходит через верхнюю часть вертикального участка и выступает на каждой стороне верхнего участка. Внутренняя нижняя поверхность внутреннего наиболее выступающего участка контактирует с верхней поверхностью подошвы. Противоположная нижняя поверхность наружного выступающего участка опирается на верхнюю часть, по существу, плоского верхнего участка удерживающего кольца, которое в свою очередь располагается на верхней стороне верхней поверхности наружной рамы.
Кожух плотно прилегает к верхней стороне узла подошвы, причем нижний участок кожуха нажимает на уплотнение 1103 и удерживающее кольцо 1101 и сжимает весь узел подошвы.
Задняя часть наружной рамы может быть закреплена на корпусе при помощи пары проходящих вниз винтов, которые проходят через кожух и предотвращают выдвижение узла подошвы из канавок в корпусе в направлении вперед из корпуса.
В предпочтительном варианте осуществления используется стеклянная подошва с толщиной в диапазоне 3,5-4,5 мм и, предпочтительно, в диапазоне 3,9-4,1 мм. Стеклянная накладная пластина 1104 может иметь толщину в диапазоне 2-3 мм, и пластмассовый верхний колпак 6 может иметь толщину в диапазоне 2-3 мм.
Узел подошвы и корпус собраны посредством опускания удерживающего кольца 1101 в раму 1100, установки стеклянной подошвы 1102 в удерживающее кольцо и установки уплотнения 1103 в зазоре между удерживающим кольцом и стеклянной подошвой.
Верхняя часть утюга, содержащая кожух 803, включающий в себя верхний кожух 1106, нижний кожух 1107 и распорное кольцо 1105, стеклянную накладную пластину 1104 и U-образное пластмассовое упругое уплотнение 1120, сдвинута относительно узла подошвы, включающего в себя раму, уплотнение, подошву и удерживающую пластину, так что кожух закрепляется на раме при помощи множества фиксирующих средств, и кольцо 1105 нажимает на уплотнение 1103, удерживая подошву 1102 на месте в наружной раме 1100.
Затем рама закрепляется на корпусе при помощи множества винтов, проходящих через кожух для зацепления с рамой.
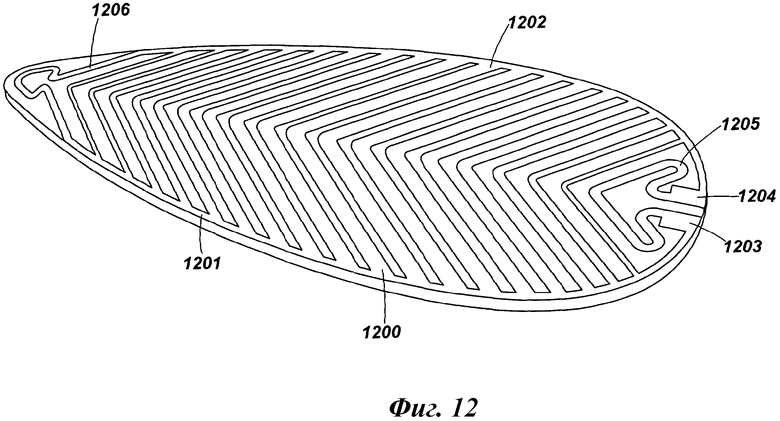
На фиг.12 на виде сверху изображена стеклянная подошва в соответствии с пятым конкретным вариантом осуществления. Стеклянная подошва содержит множество V-образных дорожек 1200 тонкопленочных нагревательных элементов. Каждая отдельная дорожка проходит между первой дорожкой 1201 шины электропитания на первой стороне подошвы и второй дорожкой 1202 шины электропитания на второй стороне подошвы, причем первая и вторая шины электропитания расположены рядом с периферийной кромкой подошвы таким образом, что отдельные дорожки нагревательных элементов проходят по ширине подошвы. Сзади подошвы расположены первый и второй электрические контакты 1203, 1204 для первой и второй шин электропитания соответственно, являющиеся участками увеличенной площади для осуществления электрического контакта.
Сзади подошвы две электрические контактные площадки соединены при помощи, по существу, стреловидной нагревательной дорожки 1205, и спереди подошвы передняя дорожка 1206 нагревательного элемента имеет свой передний конец, образованный в форме стрелы, чтобы обеспечить дополнительное покрытие участка переднего конца стеклянной подошвы. Отдельные ширины дорожек нагревательных элементов могут изменяться от переднего конца к задней стороне подошвы, чтобы обеспечить расчетную выходную мощность и плотность энерговыделения на подошве для достижения или равномерного нагревания подошвы или нагревания подошвы, которая незначительно повышена к переднему концу подошвы, чтобы обеспечить дополнительную энергию на переднем конце для компенсации дополнительной энергии, необходимой для испарения воды ближе к передней стороне подошвы, чем сзади подошвы.
В лучшем варианте осуществления изобретения нагревательные элементы имеют толщину пленки в диапазоне 300-400 мкм и ширины дорожек в диапазоне 0,1-15 мм.
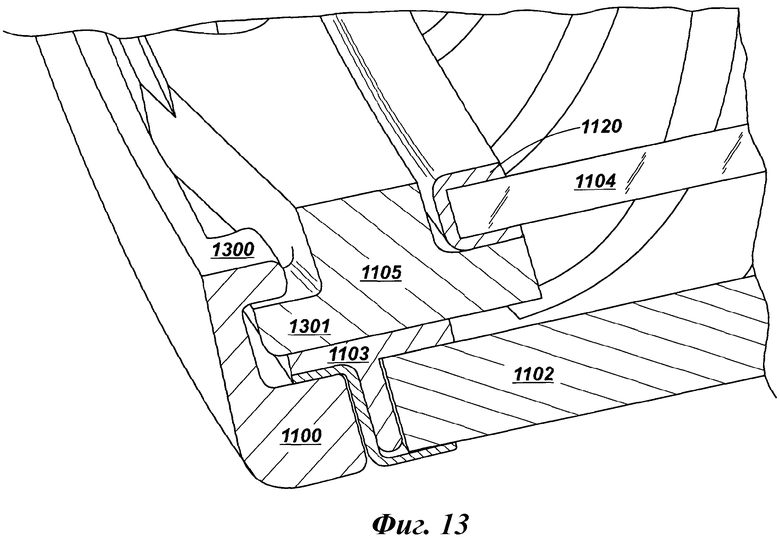
На фиг.13 на виде в разрезе схематично изображены узел подошвы и часть верхнего кожуха, на котором показано соединение верхнего кожуха с узлом подошвы.
Наружная рама 1100 имеет множество выступов 1300, проходящих внутрь по направлению к центру рамы. Кольцо 1105 имеет множество соответствующих выступов 1301, которые при использовании зацепляются с выступами 1300 на раме. При перемещении подошвы относительно верхнего кожуха выступы на раме и кольцо зацепляются друг с другом, закрепляя верхний кожух утюга на раме и одновременно нажимая на упругое уплотнение 1103, которое закрепляет подошву 1102 в удерживающем кольце.
U-образное уплотнение 1120, которое удерживает стеклянную накладную пластину 1104 на месте, установлено на верхнем кожухе до перемещения верхнего кожуха над узлом подошвы.
На фиг.14 на виде в разрезе схематично изображен весь кожух и узел подошвы в собранном виде.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАНИЯ РУЧНЫХ УТЮГОВ | 2011 |
|
RU2552498C2 |
| ПОДОШВА УТЮГА | 2007 |
|
RU2417280C2 |
| Электрический утюг | 1990 |
|
SU1788110A1 |
| Электрический утюг | 1990 |
|
SU1730292A1 |
| Электрический утюг | 1990 |
|
SU1788112A1 |
| ЭЛЕКТРИЧЕСКИЙ УТЮГ | 1992 |
|
RU2049836C1 |
| Электрический утюг | 1990 |
|
SU1788111A1 |
| УТЮГ | 2010 |
|
RU2480546C1 |
| УТЮГ, СОДЕРЖАЩИЙ КОРПУС И МЕТАЛЛИЧЕСКУЮ ПОДОШВУ, НАСАЖЕННУЮ НА КОРПУС | 2015 |
|
RU2677079C2 |
| ПАРОВОЙ ГЛАДИЛЬНЫЙ АППАРАТ, СОДЕРЖАЩИЙ УТЮГ | 2014 |
|
RU2646184C2 |
Описан узел подошвы для электрического ручного утюга, содержащий наружную металлическую раму, металлическое удерживающее кольцо, выполненное с возможностью размещения в наружной металлической раме, плоскую стеклянную или керамическую пластину, выполненную с возможностью размещения в металлическом удерживающем кольце, и гибкое уплотнение, выполненное с возможностью расположения в металлическом удерживающем кольце. Изготовление узла с наличием гибкого уплотнения и металлического удерживающего кольца обеспечивает повышенную легкость сборки и надежную конструкцию подошвы. 3 н. и 29 з.п. ф-лы, 14 ил.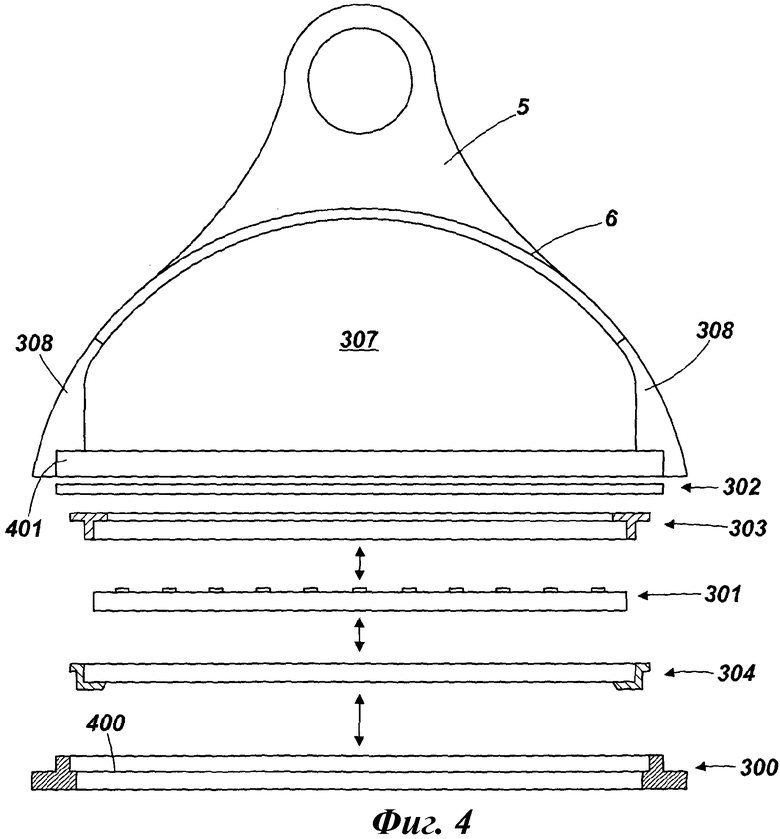
1. Узел подошвы для электрического ручного утюга, содержащий наружную металлическую раму (300), металлическую удерживающую полоску (304), размещенную в наружной металлической раме, плоскую стеклянную или керамическую подошву (301), имеющую форму для установки в металлической удерживающей полоске, и гибкое уплотнение (303), расположенное в металлической удерживающей полоске (304), причем металлическая удерживающая полоска (304) расположена в наружной металлической раме (300), стеклянная или керамическая подошва (301) расположена в металлической удерживающей полоске (304), и гибкое уплотнение (303) расположено между стеклянной или керамической подошвой (301) и наружной металлической рамой (304).
2. Узел подошвы по п.1, дополнительно содержащий верхнюю накладную пластину (302), расположенную рядом с плоской подошвой (301) для обеспечения пустого пространства между подошвой и верхней накладной пластиной.
3. Узел подошвы по п.1, в котором накладная пластина (302) расположена наверху уплотнения (303).
4. Узел подошвы по п.1, в которой металлическая удерживающая полоска (304) выполнена в виде кольца, окружающего плоскую подошву.
5. Узел подошвы по любому из пп.1-4, в которой металлическая удерживающая полоска (304) содержит первый, по существу, плоский участок, второй, по существу, плоский участок, расположенный на расстоянии от первого, по существу, плоского участка, и вертикальный участок, соединяющий вместе первый и второй, по существу, плоские участки и проходящий между ними.
6. Узел подошвы по п.5, в котором второй, по существу, плоский участок имеет нижнюю поверхность, расположенную при использовании в той же плоскости, что и нижняя поверхность (500) наружной металлической рамы.
7. Узел подошвы по п.5, в котором второй, по существу, плоский участок удерживающей полоски проходит в вертикальный участок по направлению к центру удерживающей полоски, и при сборке подошва (301) опирается на второй плоский участок.
8. Узел подошвы по п.5, в которой нижняя поверхность подошвы (301) утоплена относительно нижней поверхности (500) наружной металлической рамы (300).
9. Узел подошвы по п.5, в котором нижняя поверхность подошвы (301) утоплена относительно нижней поверхности (500) наружной металлической рамы (300) на расстояние в диапазоне 0,3-1,0 мм.
10. Узел подошвы по п.5, в котором металлическая удерживающая полоска размещена между уплотнением (303) и наружной металлической рамой (300).
11. Узел подошвы по п.5, в которой уплотнение (303) расположено между металлической удерживающей полоской (304) и подошвой (301).
12. Узел подошвы по п.5, в котором уплотнение (303) содержит гибкий жаропрочный материал.
13. Узел подошвы по п.5, в котором уплотнение (303) содержит силиконовый каучук.
14. Узел подошвы по п.5, в котором уплотнение (303) имеет форму сечения, содержащую первый участок (506), проходящий в направлении, поперечном к основной плоскости подошвы, и второй участок (507), проходящий в направлении, поперечном к первому участку.
15. Узел подошвы по п.5, в котором уплотнение (303) имеет, по существу, Т-образное поперечное сечение.
16. Узел подошвы по п.5, в котором подошва (301) содержит множество тонкопленочных нагревательных элементов (1205, 1206) для непосредственного нагревания подошвы (301).
17. Узел подошвы по п.5, в котором подошва (301) имеет толщину в диапазоне 3,5-4,5 мм.
18. Узел подошвы по п.5, в котором подошва (301) имеет толщину в диапазоне 3,9-4,1 мм.
19. Узел подошвы по п.5, в котором подошва (301) содержит стеклянную пластину.
20. Узел подошвы по п.5, в котором подошва (301) содержит керамический материал.
21. Узел подошвы по п.5, в котором подошва содержит множество тонкопленочных нагревательных элементов (1205, 1206), имеющих размеры в следующем диапазоне: ширина 0,1-15,0 мм; и толщина 300-400 мкм.
22. Узел подошвы по п.5, в котором подошва (301) содержит множество тонкопленочных нагревательных элементов (1205, 1206), имеющих размер ширины в диапазоне 1,0-5,0 мм.
23. Узел подошвы по п.5, в котором подошва содержит множество, по существу, прозрачных нагревательных элементов (1205, 1206).
24. Электрический ручной утюг, содержащий узел подошвы по любому из пп.1-23.
25. Электрический ручной утюг по п.24, в котором узел подошвы удерживается в корпусе (3) утюга.
26. Электрический ручной утюг по п.25, в котором корпус (3) размещен на узле подошвы и содержит набор из одного или множества первых выемок или выступов, при этом наружная металлическая рама (300) содержит соответствующий набор из одного или множества вторых выемок или выступов, набор первых выемок или выступов выполнен с возможностью зацепления с набором вторых выемок или выступов для закрепления корпуса на наружной металлической раме, и удерживающая полоска, подошва и уплотнение закреплены вместе между наружной металлической рамой (300) и корпусом.
27. Способ изготовления узла подошвы для утюга, содержащий следующие стадии:
введение металлической удерживающей полоски (304) в наружную металлическую раму (300);
введение плоской стеклянной или керамической подошвы (301) в металлическую удерживающую полоску (304); и
введение гибкого уплотнения (303) в наружную металлическую раму (300), причем металлическая удерживающая полоска (304) располагается в наружной металлической раме (300), при этом стеклянная или керамическая подошва (301) располагается в металлической удерживающей полоске (304), и гибкое уплотнение (303) располагается между стеклянной или керамической подошвой (301) и наружной металлической рамой (304).
28. Способ по п.27, содержащий размещение уплотнения (303) между металлической удерживающей полоской (304) и плоской подошвой (301).
29. Способ по п.27 или 28, в котором плоская подошва (301) содержит множество тонкопленочных электрических нагревательных элементов, и уплотнение (303) используется для электроизоляции электрических нагревательных элементов от наружной металлической рамы (300).
30. Способ по п.27 или 28, дополнительно содержащий размещение стеклянной или керамической накладной пластины наверху уплотнения (303) и над подошвой (301), так что накладная пластина закреплена над подошвой (301) и между корпусом и наружной металлической рамой (300).
31. Способ по п.30, дополнительно содержащий закрепление наружной металлической рамы (300) на верхнем корпусе таким образом, что верхний корпус закрепляет вместе металлическую удерживающую полоску (304), уплотнение (303) и подошву (301) в наружной металлической раме (300).
32. Способ по п.30, дополнительно содержащий перемещение наружной металлической рамы (300), металлической удерживающей полоски (304), подошвы (301) и уплотнения (303) в верхний корпус в направлении от задней стороны корпуса к передней стороне упомянутого корпуса.

